1. Introduction
The mountainous regions in the western part of the country are areas of more difficult terrain, which are subject to rainfall and snowmelt all year round, and the mountains are prone to the phenomenon of mud and rock scouring. This natural process has a series of effects on the geological environment, one of which is damage to infrastructure such as buildings and bridges, especially the wear and tear of concrete columns.
Rain and snowmelt trigger mud and rock scouring: the terrain of the western mountains is highly undulating, and rain and snowmelt carry away large quantities of soil and rocks as they flow between the mountains, forming mud and rock flows. This high-speed flow of mud and rocks has a strong destructive force and can easily wash away the protective layer of the surface of the concrete column, exposing the internal column.
This leads to concrete surface abrasion: during the process of scouring of debris, the sand, gravel particles and soil carried by the debris produce a strong impact and abrasive effect on the concrete surface, resulting in the abrasion of the concrete surface. This abrasion not only makes the concrete surface become uneven, but may also expose the internal aggregate of the concrete, weakening the overall strength of the concrete.
Structural damage is caused to concrete columns: prolonged debris scouring causes the surface of concrete columns to gradually lose its protection, and the deeper structure is damaged. Mudslides can cause cracks in concrete columns, which in turn accelerate the deterioration and embrittlement of the concrete, and may eventually lead to the collapse of the columns [
1,
2,
3,
4].
Ultra-High Performance Concrete (UHPC), also known as Reactive Powder Concrete (RPC), is the most innovative cementitious engineering material of the past three decades [
5,
6,
7,
8], compatible with the first patent filed by Hans Henrik Bache of Denmark in 1979 and his establishment of the DSP theory [
9,
10,
11,
12]. The addition of different aggregates and admixtures will affect the performance of UHPC [
13,
14,
15,
16]. Impact- and abrasion-resistant UHPC provides new ideas for bridge piers and columns in western mountainous areas. UHPC is based on the tightest stacking theory [
17,
18,
19]. In recent years, there has been great progress in research into the material design, preparation, properties and engineering application of UHPC [
20]. But UHPC is rarely used in the anti-abrasive protection engineering of bridges in western mountainous areas. The problems of technology preparation of high-impact-wear UHPC have not been solved. In addition, the microstructure evolution and property degradation mechanism of UHPC under impact wear and erosion have not been researched. Furthermore, the microstructure control mechanism of high-impact-wear UHPC material and the engineering application technology still need to be studied. The above problem seriously restricts the application of high-impact-wear UHPC in the anti-abrasive protection engineering of bridge piers and columns in western mountainous areas.
Aiming to solve the durability problem of a bridge pier damaged by abrasion in a western mountainous area, we put forward ST-UHPC. The preparation of the ST-UHPC was based on the optimization design of material composition and microstructure control. The ST-UHPC was developed by using saturated prewet high-strength wear-resistant porous high-titanium heavy slag sand and modified rubber particles. The modified rubber particles are mainly used to improve the properties of UHPC by first changing the surface morphology of rubber particles, and then improving the surface hydrophilicity and the interface bonding properties of the rubber particle-cementing material matrix to strengthen the UHPC [
21]. The internal curing and arch effect of prewet high titanium heavy slag sand, as well as the superposition effect of internal curing and expander of prewet high titanium heavy slag sand, further improved the anti-abrasion and volume stability of the UHPC [
12]. The prepared anti-abrasive UHPC has high strength, low shrinkage, high abrasion resistance, impact toughness and high durability [
22]. But ST-UHPC needs to be maintained after pouring when applied to practical engineering. The research shows that there are great differences in the microstructure and macroscopic properties of UHPC under different curing systems. The performance improvement of ST-UHPC directly depends on the curing system. Therefore, there is an urgent need to study the influence of the curing system on the microstructure and properties of ST-UHPC, in order to guide the maintenance construction of UHPC protective materials in engineering.
A UHPC high-temperature and high-pressure curing system usually includes high-temperature steam curing and pressure steam curing [
23]. The temperature of high-temperature steam curing is usually 60~90 °C, the time is 48~72 h and the curing cycle is long [
24]. However, the pressure steam curing temperature is generally 180~230 °C, the pressure is 1~2 MPa and the curing time is 4~16 h. Pressure steam curing shortened the curing period greatly. The mechanical properties of UHPC obtained under pressure steam curing are better than those obtained under steam curing [
25].
He Feng [
26] studied the variation rules of the mechanical properties of UHPC under curing systems such as 90 °C hot water curing for 48 h followed by 20 °C water standard curing, 90 °C hot water curing for 48 h followed by 200 °C dry heat curing for 48 h, etc. He found that the compressive strength of concrete under high temperature curing was higher than under hot water curing, which was higher than under standard curing. But different curing systems had little influence on the flexural strength of UHPC. When the water–binder ratio was 0.35, He Feng prepared UHPC with a compressive strength of 135 MPa. Talebinejad I et al. [
27] studied the influence of curing system and water–binder ratio on the macroscopic mechanical properties of UHPC. When cement and silica ash were used as cementation materials and the cement dosage was 1900 kg/m
3, the strength of the UHPC was up to 230 MPa under the condition of 20 °C followed by 90 °C. When the water–binder ratio was reduced to 0.11 and the steam curing system was adopted at 200 °C, the compressive strength of the prepared UHPC reached 330 MPa. Yazici H, Deniz E et al. [
28] studied the influence of pressure, temperature and time of steam curing on the mechanical properties of UHPC. Yazici H believed that pressure, temperature and time of steam curing had an important influence on the properties of UHPC. And for a certain pressure and temperature, Yazici H thought there was an optimal value of steam curing time for UHPC. Muller U et al. [
29] studied the influence of pressure steam curing time on the mechanical properties of UHPC. They found that the strength of the UHPC reached its maximum value when the curing time was 10–24 h. They believed that the strength of the UHPC even decreased slightly when the pressure steaming time increased. Muller U analyzed the microstructure at the overlong pressure steaming time. It was found that the hydration products inside the UHPC crystallize excessively and the size increases. This results in micro-cracks at the interface. Therefore, this is not conducive to the development of UHPC strength. Shi C, Mindess S et al. [
30,
31] believed that for UHPC with different temperatures and pressure curing systems, there is an optimal curing period when its mechanical properties reach the optimal value.
C-S-H gel is the main source of concrete strength. Under different curing systems, the microstructure of C-S-H gel will change significantly. Thus, different curing systems affecting the macro-properties of UHPC [
32]. At present, there are few studies on the microstructure of UHPC under different curing systems. An Mingzhe et al. [
33] studied the effect of high-temperature steam curing time on the microstructure of UHPC. The results showed that C-S-H gels presented different particle morphology under high-temperature steam curing of 1d, 2d and 3d. The morphologies of the C-S-H gels, respectively, were small particle, worm-like and cloud-like. The morphology gradually develops from loose shape to dense mass. Therefore, An Mingzhe confirmed that the extension of high-temperature steam curing time could improve the concrete’s compactness. Hong S Y, Glasser F P et al. [
34] studied the phase transition of CaO-SiO
2-H
2O system at 85 °C~200 °C by the synthesis method. He found that the hydration products of the CaO-SiO
2-H
2O system were formed into aquamarite, afwillite, xonotlite, tobermorite and jennite, respectively, under different temperatures. He pointed out that tolbermorite would decompose into xonotlite above 130 °C. The stable temperature range for xonotlite existing was 85 °C~200 °C. Jennite would decompose into afwillite and xonotlite at 150 °C. Jennite would also decompose into afwillite and anthracite above 160 °C. The stable temperature range for afwillite existing was 160 ± 10 °C. But afwillite would decompose into aquamarite and anthracite at high temperatures. Aquamarite was stable in a very small temperature range, with an upper temperature of 210 °C. Above 210 °C, aquamarite will decompose into α-C
2SH (Ca
2(HSiO
4)(OH)). Halit Yazici [
35] studied the mechanical properties and microstructure evolution of UHPC at 210 °C and 2 MPa. Halit Yazici found that C-S-H gel transformed into α-C
2SH under pressure steaming conditions. A-C
2SH improved the densification of UHPC, but slightly reduced the mechanical properties of UHPC. In the presence of mineral admixtures such as silica fume and fly ash, α-C
2SH transformed into tobermorite. At the same time, with the extension of pressure evaporation time, α-C
2SH transformed into other crystalline hydration products. Reduction of α-C
2SH led to a decrease in the mechanical properties of UHPC. When C-S-H gel transformed into tobermorite completely, the mechanical properties of UHPC were weakened. When the crystallized product generated reaches a certain extent, it may adversely affect the mechanical properties of UHPC [
36,
37,
38]. At the same time, when C-S-H gel converted into tobermorite completely, it had a negative impact on the durability of UHPC.
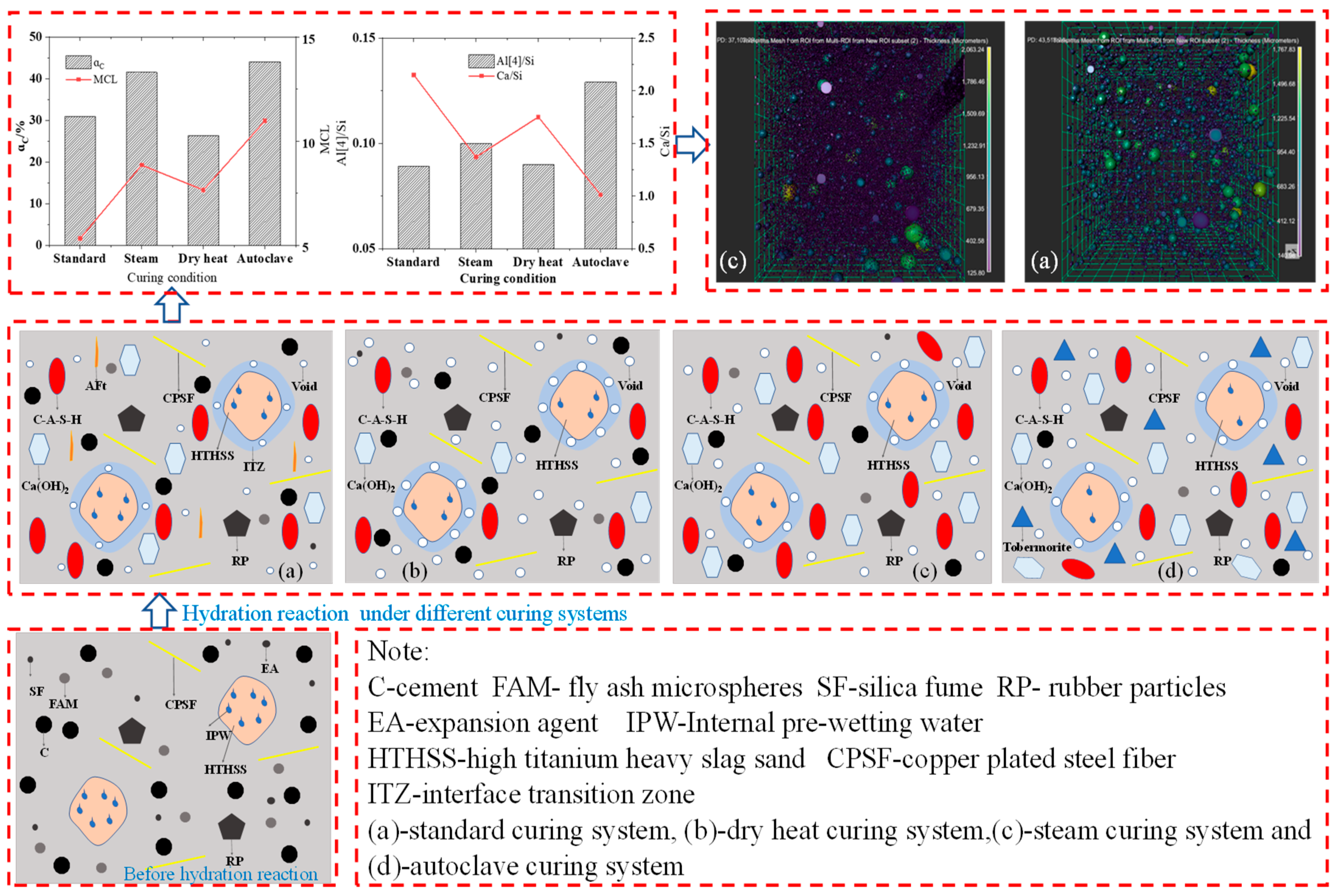
In summary, steam curing improved the hydration degree of UHPC. Compared with standard curing, the mechanical properties and durability of UHPC were improved significantly under 90 °C steam curing. Steam curing improved the hydration degree of UHPC cementing material significantly, and promoted the conversion of C-A-S-H cementing to tobermorite. Steam curing could improve the mechanical properties and durability of UHPC. Dry heat curing reduced the hydration degree of UHPC and the mechanical properties and durability of UHPC. However, the above-mentioned effects of the curing system on the properties of UHPC mainly focus on the macroscopic mechanical perspective. The effects of the curing system on the properties and microstructure of UHPC has not been analyzed thoroughly from the angle of the microscopic molecules.
Most of the above studies focused on common aggregates. There was no study on the influence mechanism of the curing system of ST-UHPC by porous curing. Under high-temperature and steam curing, the moisture will evaporate inside the saturated prewet high-strength wear-resistant porous aggregate (SP). The influence law of the SP on the performance of UHPC needs to be further studied. Whether the influence law of the SP on the performance of UHPC is different from the ordinary aggregate also needs to be further studied. This is also the focus of this paper.
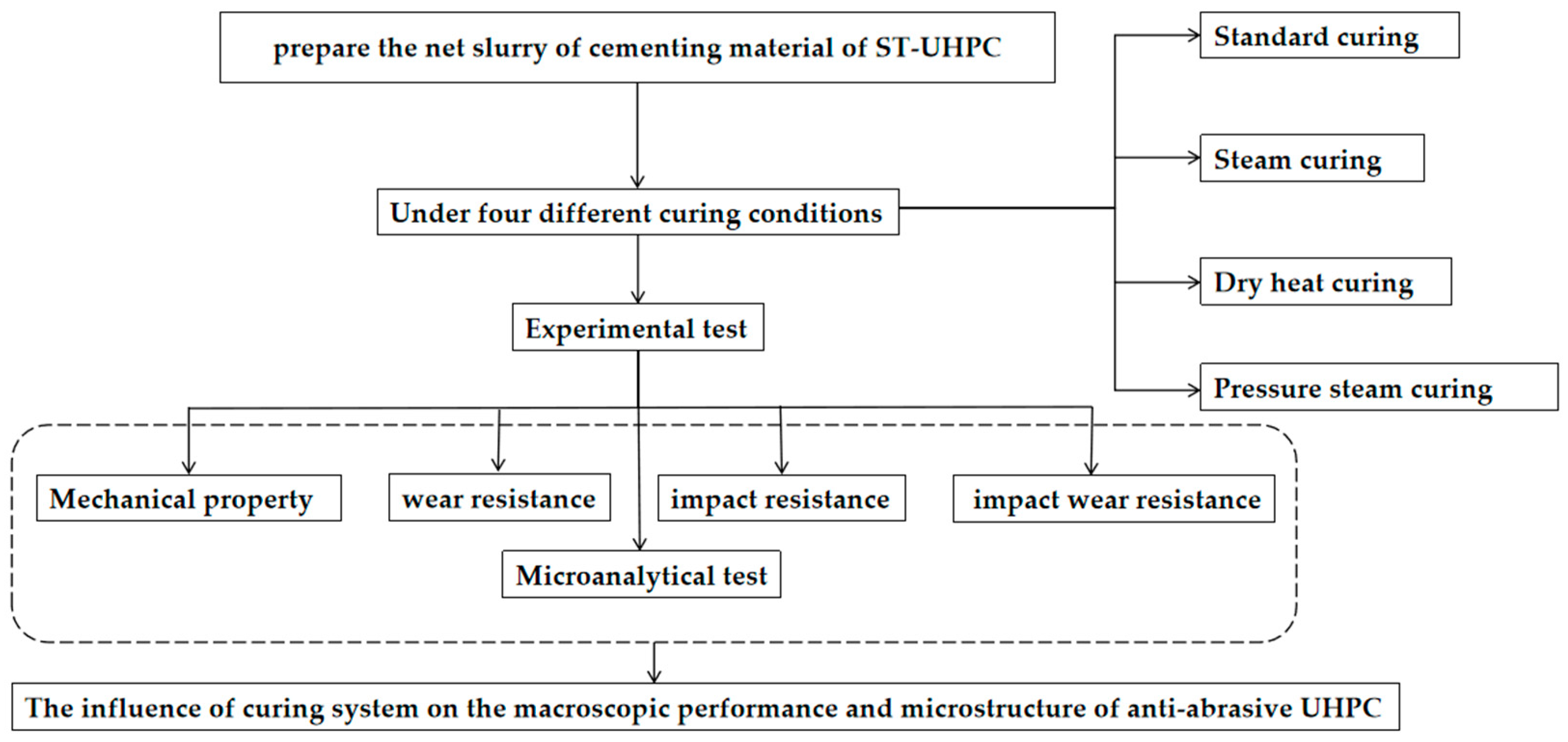
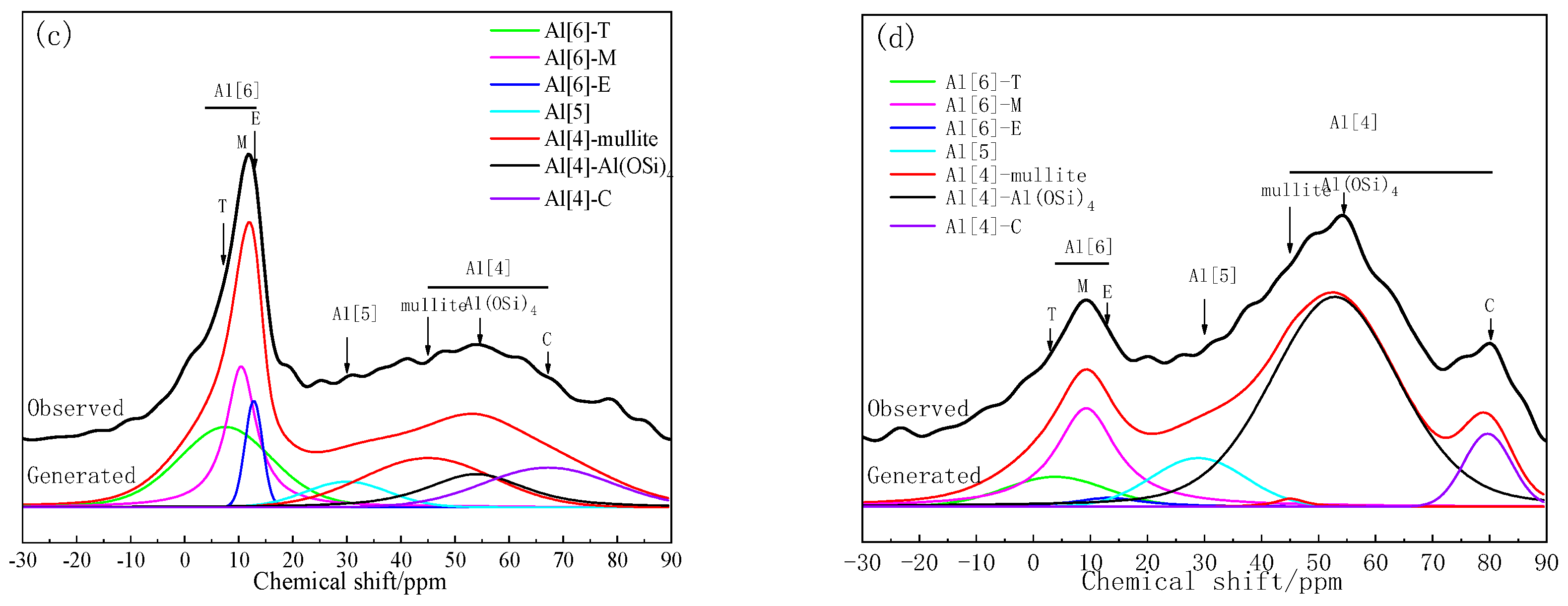
In this paper, in order to investigate the mechanism of ST-UHPC under different curing systems from the microstructure and macroscopic perspectives, we prepared UHPC under four maintenance conditions: 20 °C standard curing, 90 °C steam curing, 90 °C dry curing and 210 °C 2 MPa pressure steam curing. Then we analyzed the hydration product composition, the degree of cement hydration, the C-A-S-H gel microstructure and the substitution of Al3+ for Si4+ in relation to these prepared UHPCs. In addition, the effects of the curing system on the mechanical properties, impact-wear properties and durability of UHPC were also studied.















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}