
Uniform-Density Micro-Textured Ball-End Milling Cutter Model Based on Fractal and Uniform Distribution Theory
Abstract
:1. Introduction
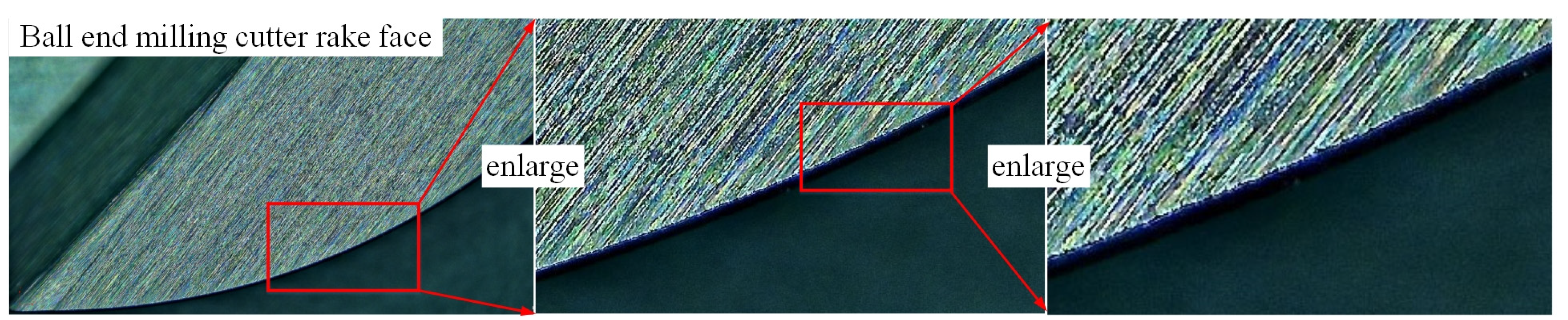
2. Determination of Cutter–Chip Contact Area of a Ball-End Milling Cutter Based on Fractal Theory
2.1. Materials and Methods
2.2. Tool Wear Results
3. Distribution Model for a Micro-Texture Ball-End Milling Cutter Based on the Distribution Density Function
- (1)
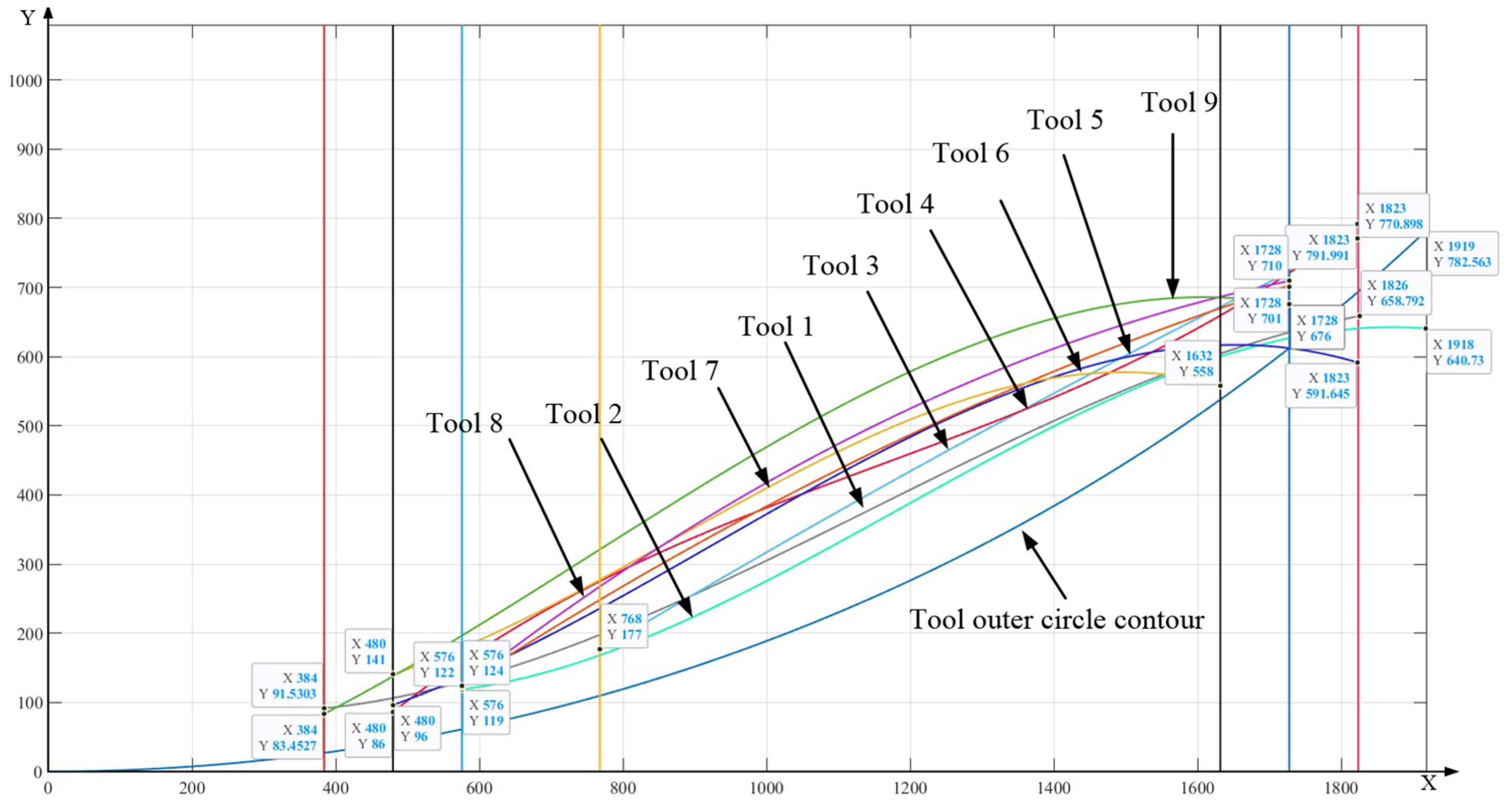
- Draw the cutter–chip contact area of the ball-end milling cutter according to the curve equation.
- (2)
- Based on the circular arc profile of the ball-end milling cutter, the circle is divided into mtotal = 2πr/l3 in the circumferential direction and ntotal = r − l/l4 along the radius direction, where l3 is the distance between each column of micro-textures, and l4 is the distance between each row of micro-textures. Set l3 = l4.
- (3)
- Separately and independently generate U (0,1) uniform random numbers η(1) (i = 1, 2, … mtotal) and η(2) (j = 1, 2, … ntotal).
- (4)
- {Θ} is obtained from Θ = 2πη(1), which is a random number uniformly distributed on [0, 2π].
- (5)
- {Rj} is obtained from , and is a random number with a density function of fR(r).
- (6)
- Change X = RjcosΘ, Y = RjsinΘ to form the corresponding coordinate points.
- (7)
- Limit the range of generating uniform random points.
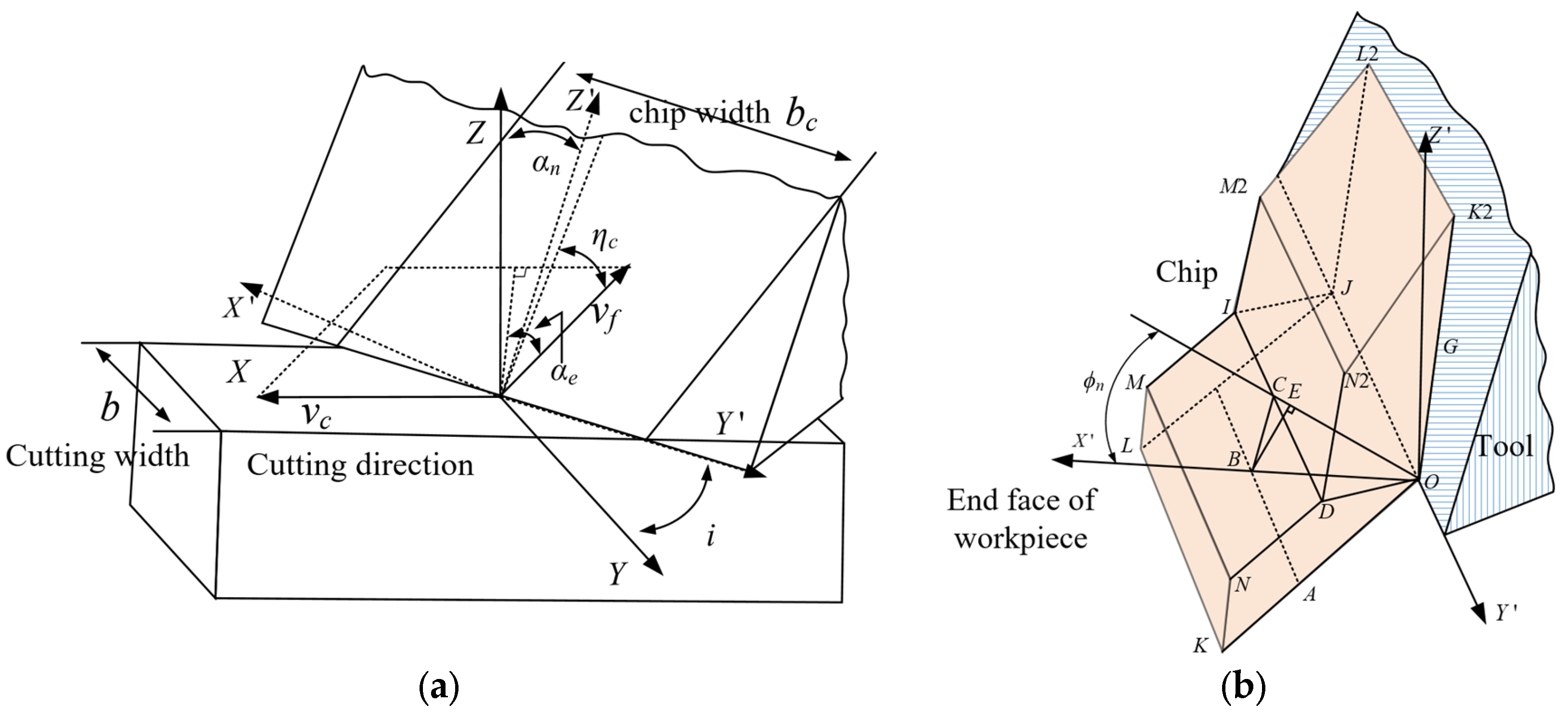
4. Mechanism Analysis of Uniform-Distribution-Density Micro-Texture Ball-End Milling Cutter under the Action of a Cutting Edge
5. Strength Simulation of a Micro-Texture Ball-End Milling Cutter with Uniformly Distributed Density under the Action of the Cutting Edge
5.1. Experimental Design and the Establishment of the Finite Element Model
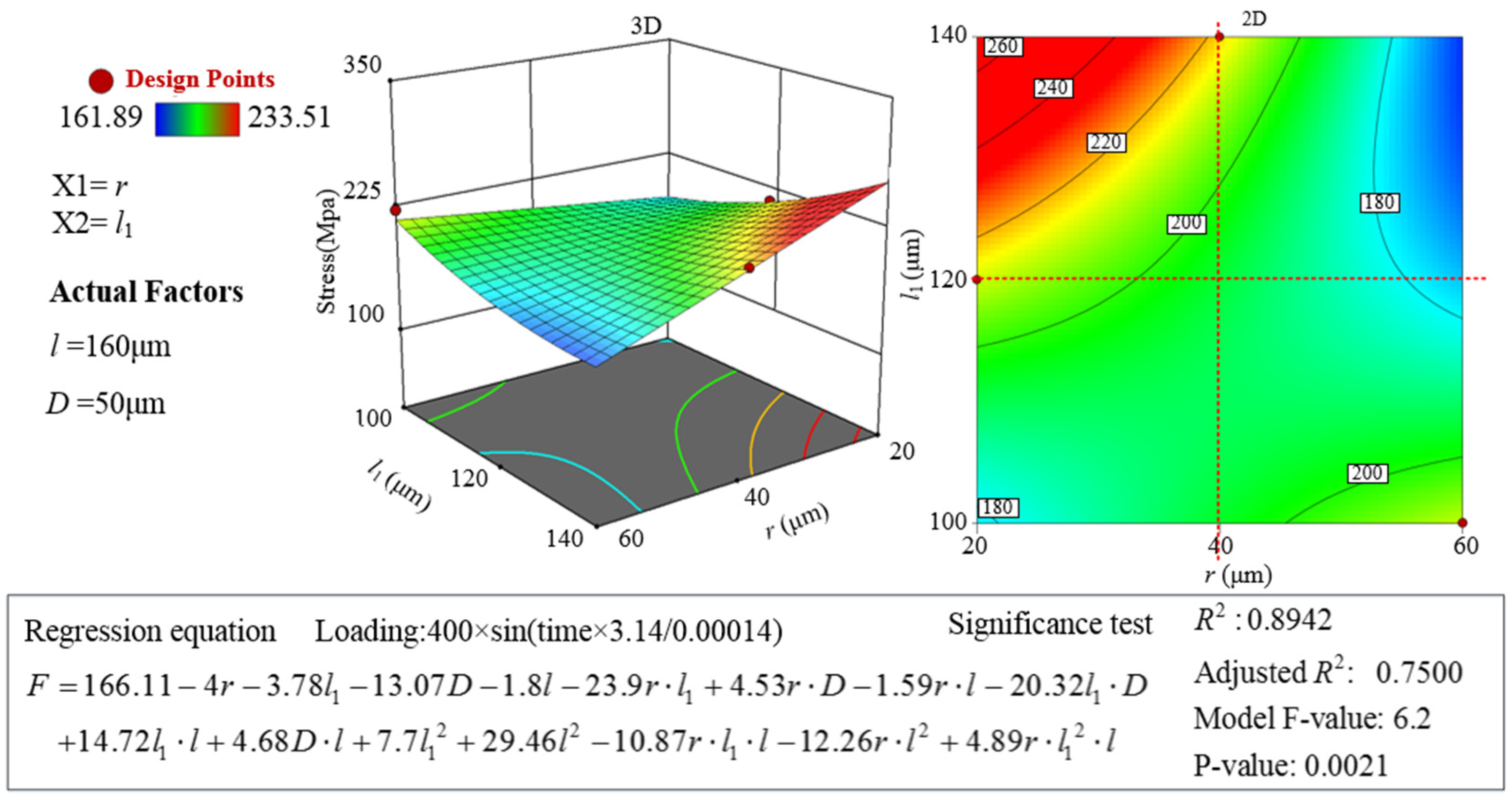
5.2. Analysis of Effect
5.3. Experimental Verification
6. Conclusions
- (1)
- Based on fractal theory, the tool morphology is studied before and after the actual machining, and the difference is defined. The tool–chip contact area is determined using the box dimensions. Compared with geometric analysis, this method is more accurate and effective.
- (2)
- Based on the random point generation theorem of uniform distribution in the elliptical region, the distribution density function in the ball-end milling cutter region is generated, and its accuracy is determined by MATLAB simulation.
- (3)
- It is proved that the micro-texture and blunt edge have a positive effect on the milling of the tool. However, the radius of the blunt edge restricts the distribution position of the micro-texture, thus affecting the strength of the tool.
- (4)
- The placement of the micro-texture and the cutting edge has no effect on the normal use of the tool, but their placement reduces the strength of the tool to a certain extent and increases the deformation of the cutting edge.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Tang, L.Y.; Tang, L.Y.; Li, P.N.; Qiu, X.Y. Research progress of micro-textured tool cutting titanium alloy. Aerosp. Mater. Technol. 2020, 50, 8–12. [Google Scholar]
- Shafahat, A.; Abdallah, S.; Pervaiz, S. Predicting Cutting Force and Primary Shear Behavior in Micro-Textured Tools Assisted Machining of AISI 630: Numerical Modeling and Taguchi Analysis. Micromachines 2022, 13, 91. [Google Scholar]
- Tong, X.; Han, P.; Yang, S.C. Coating and micro-texture techniques for cutting tools. J. Mater. Sci. 2022, 57, 17052–17104. [Google Scholar]
- Kumar, S.D.; Sanjib, K.R. A Study in Turning of AISI D2 Steel with Textured and Non-Textured Coated Carbide Tool at the Flank Face. Mater. Today Proc. 2020, 28, 574–581. [Google Scholar]
- Veiga, F.; Arizmendi, M.; Jiménez, A.; Val, A. Analytical thermal model of orthogonal cutting process for predicting the temperature of the cutting tool with temperature-dependent thermal conductivity. Int. J. Mech. Sci. 2021, 204, 106524. [Google Scholar] [CrossRef]
- He, Z.F.; Tang, D.W.; Xie, Y.P.; Li, P.X.; Zhou, X.F. Study on temperature field distribution in dry cutting tool-chip contact area of 45 hardened steel. Mod. Manuf. Eng. 2017, 1, 94–99+156. [Google Scholar]
- Liu, H. Determination method of tool-chip friction coefficient based on AdvantEdge. New Technol. New Prod. China 2022, 7, 44–47. [Google Scholar]
- Yang, B.; Yu, M.R.; Chen, Y. Milling force modeling and simulation analysis of ball-end milling cutter surface machining. Tool Technol. 2020, 54, 78–82. [Google Scholar]
- Ye, B. Research on integral interval algorithm of milling force of ball-end milling cutter. Equip. Mach. 2019, 04, 39–43. [Google Scholar]
- Qi, Z.X.; Chen, X.M.; Liu, Y.; Wang, L. Optimization of texture parameters of combined micro-textured tools. Equip. Mach. 2023, 116, 32–36+52. [Google Scholar]
- Li, Y.Y.; Yu, X.; Yue, X.J.; Han, F.S. Effect of tool micro-texture on cutting performance of 6061 aluminum alloy. Ordnance Mater. Sci. Eng. 2023, 46, 24–28. [Google Scholar]
- Wu, Z.; Xing, Y.Q.; Chen, J.S. Improving the Performance of Micro-Textured Cutting Tools in Dry Milling of Ti-6Al-4V Alloys. Micromachines 2021, 12, 945. [Google Scholar] [CrossRef] [PubMed]
- Patel, K.; Liu, G.L.; Shah, S.R.; Özel, T. Effect of Micro-Textured Tool Parameters on Forces, Stresses, Wear Rate, and Variable Friction in Titanium Alloy Machining. J. Manuf. Sci. Eng. 2020, 142, 021007. [Google Scholar] [CrossRef]
- Hossam, A.K.; Salem, A.; Hegab, H.; Hosseini, A.; Elbestawi, M. An Analytical Model for the Optimized Design of Micro-Textured Cutting Tools. CIRP Ann. Manuf. Tech. 2022, 71, 49–52. [Google Scholar]
- Fan, L.; Deng, Z.L.; Zhu, X.L.; Zhu, X.L.; Gao, X.J.; Jin, Z. The effects of micro-texture shape on serrated chip geometry in the hardened steel AISI D2 cutting process. Surf. Topogr. Metrol. Prop. 2022, 10, 015031. [Google Scholar] [CrossRef]
- Tong, X. Precise Distribution Design and Parameter Optimization of Ball-End Milling Cutter Micro-Texture; Harbin University of Science and Technology: Harbin, China, 2019. [Google Scholar]
- Yang, S.C.; Zhang, N.S.; Su, S.; Sun, J.K.; Wang, T.J. Research on micro-texture placement position and cutting performance of negative chamfering ball-end milling cutter. Ferroelectrics 2021, 580, 251–267. [Google Scholar]
- Zhang, Y.H.; Sun, T.; Song, W.B. Parameter optimization of ball-end milling cutter with blunt-round edge and micro-texture on flank. Ferroelectrics 2022, 593, 132–144. [Google Scholar] [CrossRef]
- Selim, G.; Mehmet, A.S.; Fatih, H.C.; Orak, S.; Kushan, M.C. Multi Response Optimization of Turning Operation with Self-propelled Rotary Tool. Procedia Soc. Behav. Sci. 2015, 195, 2592–2600. [Google Scholar]
- Sezan, O.; Aykut Arapoğlu, R.; Mehmet, A.S. Development of an ANN-based decision-making method for determining optimum parameters in turning operation. Soft Comput. 2018, 22, 6157–6170. [Google Scholar]
- Lindvall, R.; Lenrick, F.; M’Saoubi, R.; Ståhl, J.E.; Bushlya, V. Performance and wear mechanisms of uncoated cemented carbide cutting tools in Ti6Al4V machining. Wear 2021, 477, 203824. [Google Scholar] [CrossRef]
- Xie, L.C.; Liu, P.; Lu, W.J.; Wen, Y.; Wu, Y.Y. Residual Stress Distribution and Microstructure Characterization of Particle Reinforced Titanium Matrix Composite After Shot Peening Treatment: A Review. Curr. Nanosci. 2021, 17, 194–222. [Google Scholar]
- Metal Processing Magazine; Harbin University of Science and Technology. NC Tool Selection Guide; Mechanical Industry Press: Beijing, China, 2018; Volume 4. [Google Scholar]
- Tong, X.; Qu, Q. Optimizing the micro-texture and cutting parameters of ball-end milling cutters to achieve milling stability. Proc. Inst. Mech. Eng. Part E 2023, 237, 326–335. [Google Scholar] [CrossRef]
- Liao, M.Q.; Lai, Z.H.; Bao, A.; Liu, Y.; Yang, D.N.; Han, T.Y.; Zhu, J.C.; Zhao, R.D. Parameters optimization design of quenching and partitioning for best combination between strength and ductility using orthogonal experimental design. J. Iron Steel Res. Int. 2019, 26, 1088–1095. [Google Scholar] [CrossRef]
- Cao, J.H.; Hou, Z.B.; Guo, D.W.; Guo, Z.G.; Tang, P. Morphology characteristics of solidification structure in high-carbon steel billet based on fractal theory. J. Mater. Sci. 2019, 54, 12851–12862. [Google Scholar] [CrossRef]
- Zhu, H.; Ji, C.C. Fractal Theory and Its Applications; Science Press: Beijing, China, 2011; Volume 10, pp. 262–300. [Google Scholar]
- Li, M.; Hu, X.J.; Cai, L.R. The Application of Fractal Theory in EDM Surface Strengthening TC4 Titanium Alloy. Adv. Mater. Res. 2014, 106, 571–574. [Google Scholar] [CrossRef]
- Wu, M.Y.; Wang, W.S.; Shi, D.; Song, Z.L.; Li, M.H. Improved box-counting methods to directly estimate the fractal dimension of a rough surface. Measurements 2021, 177, 109303. [Google Scholar] [CrossRef]
- Tong, X.; Zhang, Y.; Shen, J.N.; Qu, Q.; Han, P. Design of surface micro texture in the cutter-chip contact area of a cemented carbide cutter. Proc. Inst. Mech. Eng. Part B 2022, 237, 1497–1508. [Google Scholar] [CrossRef]
- Li, X.D.; Zhao, X.J. Random point theorem of uniform distribution in rectangle and ellipse and its application. J. Chengdu Univ. Technol. Sci. Technol. Ed. 2012, 39, 555–558. [Google Scholar]
- Shen, J.N. Experimental Study on the Interaction Efect of Mesoscopic Geometric Features on the Cutting Performance of Ball-End Milling Cutter; Harbin University of Science and Technology: Harbin, China, 2023. [Google Scholar]
- Hiroshi, O.; Koji, K. Theoretical Cutting; National Defense Industry Press: Beijing, China, 1985; Volume 3, pp. 80–83. [Google Scholar]
- Zhang, Y.Q. Study on Dry Cutting Performance and Parameter Optimization of PCBN Micro-Textured Tool; Lanzhou University of Technology: Lanzhou, China, 2022. [Google Scholar]
- Wang, L.; Li, L.; Qi, B.Y. Finite element simulation of structural strength of surface micro-pit textured tool. Tool Technol. 2011, 45, 12–15. [Google Scholar]
- Yao, Z.Q. Simulation study on structural strength of groove textured ball-end milling cutter. Aviat. Precis. Manufact. Technol. 2021, 57, 5–8. [Google Scholar]























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Test Number | Axial Cutting Depth ap (mm) | Feed Rate f (mm/r) | Cutting Speed v (m/min) |
|---|---|---|---|
| 1 | 0.3 | 0.06 | 120 |
| 2 | 0.3 | 0.08 | 140 |
| 3 | 0.3 | 0.1 | 160 |
| 4 | 0.4 | 0.06 | 140 |
| 5 | 0.4 | 0.08 | 160 |
| 6 | 0.4 | 0.1 | 120 |
| 7 | 0.5 | 0.06 | 160 |
| 8 | 0.5 | 0.08 | 120 |
| 9 | 0.5 | 0.1 | 140 |
| Factor | r (μm) | l1 (μm) | r × l1 | d (μm) | L (μm) | |
|---|---|---|---|---|---|---|
| Test Number | ||||||
| 1 | 20 | 100 | 1 | 40 | 140 | |
| 2 | 40 | 120 | 2 | 50 | 150 | |
| 3 | 60 | 140 | 3 | 60 | 160 | |
| Chemical Composition | Density (g/cm3) | Coefficient of Linear Expansion K (C−1) | Young’s Modulus (GPa) | Poisson Ratio | Tensile Yield Strength (MPa) |
|---|---|---|---|---|---|
| WC 92%, Co 8% | 14.5 | 4.7 × 10−6 | 669 | 0.25 | 344 |
| No. | Deformation Clouds | Stress Cloud | No. | Deformation Clouds | Stress Cloud |
|---|---|---|---|---|---|
| 1 |  |  | 2 |  |  |
| 3 |  |  | 4 |  |  |
| 5 |  |  | 6 |  |  |
| 7 |  |  | 8 |  |  |
| 9 |  |  | 10 |  |  |
| 11 |  |  | 12 |  |  |
| 13 |  |  | 14 |  |  |
| 15 |  |  | 16 |  |  |
| 17 |  |  | 18 |  |  |
| 19 |  |  | 20 |  |  |
| 21 |  |  | 22 |  |  |
| 23 |  |  | 24 |  |  |
| 25 |  |  | 26 |  |  |
| 27 |  |  | 28 |  |  |
| 29 |  |  | 30 |  |  |
| 31 |  |  |
| Factor | r (μm) | l1 (μm) | r × l1 | D (μm) | l (μm) | |
|---|---|---|---|---|---|---|
| Level | ||||||
| K1 | 189.5289 | 198.7411 | 179.1656 | 188.0056 | 199.2367 | |
| K2 | 197.6233 | 187.2622 | 194.9722 | 198.8878 | 171.2444 | |
| K3 | 185.5022 | 186.6511 | 198.5167 | 185.7611 | 202.1733 | |
| R | 12.12111 | 12.09 | 19.35111 | 13.12667 | 30.92889 | |
| rate | 4 | 5 | 2 | 3 | 1 | |
| Factor | r (μm) | l1 (μm) | r × l1 | d (μm) | l (μm) | |
|---|---|---|---|---|---|---|
| Level | ||||||
| K1 | 0.000645652 | 0.000645141 | 0.000642442 | 0.000639817 | 0.000648892 | |
| K2 | 0.00064467 | 0.000635883 | 0.000639534 | 0.000638276 | 0.000642592 | |
| K3 | 0.000630323 | 0.000639621 | 0.000638669 | 0.000642553 | 0.000629161 | |
| R | 1.53289 × 10−5 | 9.25778 × 10−6 | 8.65556 × 10−7 | 4.27778 × 10−6 | 1.97311 × 10−5 | |
| rate | 2 | 3 | 5 | 4 | 1 | |
| Experimental Tool | Milling Force (N) | Tool Wear (μm) | Surface Roughness (μm) |
|---|---|---|---|
| 10 | 331.25 | 30.5 | 0.343 |
| 16 | 286.72 | 46.21 | 0.305 |
| no texture and no edge tool | 395.23 | 52.7 | 0.41 |
| 20 μm edge no texture tool | 342.73 | 50.45 | 0.366 |
| 40 μm edge no texture tool | 349.08 | 45.61 | 0.354 |
| 60 μm edge no texture tool | 363.51 | 47.33 | 0.352 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Han, P.; Tong, X.; Yang, S.; Wang, X. Uniform-Density Micro-Textured Ball-End Milling Cutter Model Based on Fractal and Uniform Distribution Theory. Coatings 2023, 13, 1446. https://doi.org/10.3390/coatings13081446
Han P, Tong X, Yang S, Wang X. Uniform-Density Micro-Textured Ball-End Milling Cutter Model Based on Fractal and Uniform Distribution Theory. Coatings. 2023; 13(8):1446. https://doi.org/10.3390/coatings13081446
Chicago/Turabian StyleHan, Pei, Xin Tong, Shucai Yang, and Xiyue Wang. 2023. "Uniform-Density Micro-Textured Ball-End Milling Cutter Model Based on Fractal and Uniform Distribution Theory" Coatings 13, no. 8: 1446. https://doi.org/10.3390/coatings13081446