
Effect of Coating on Stress Corrosion Performance of Bridge Cable Steel Wire
 ,
,
Abstract
:1. Introduction
2. Materials and Methods
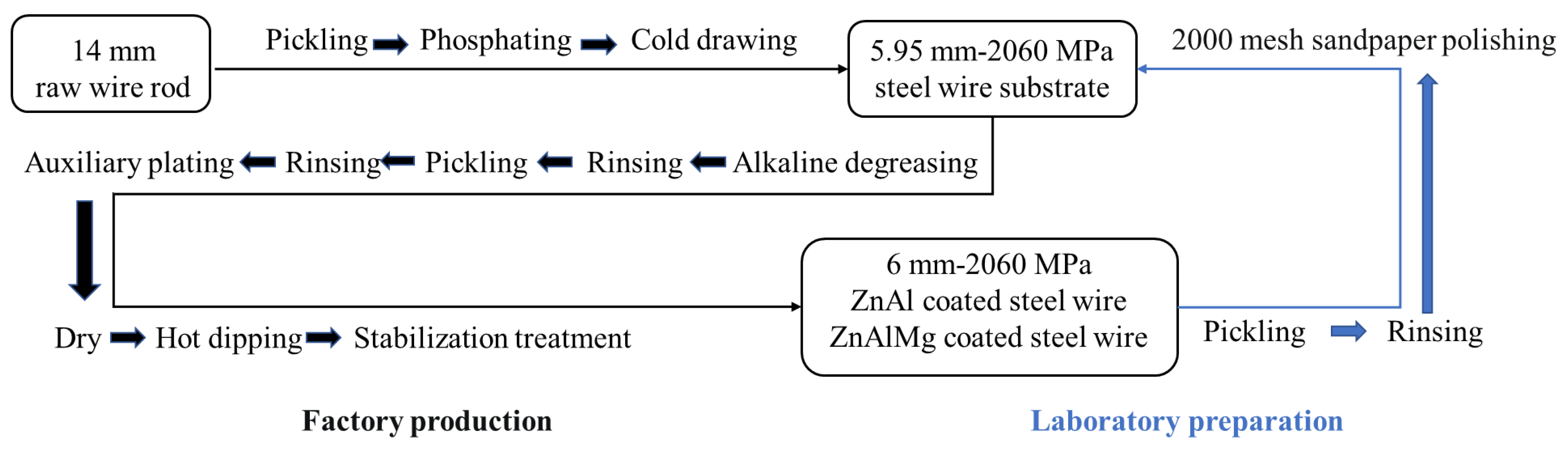
2.1. Test Specimen
2.2. Test Method and Parameters
3. Results and Discussion
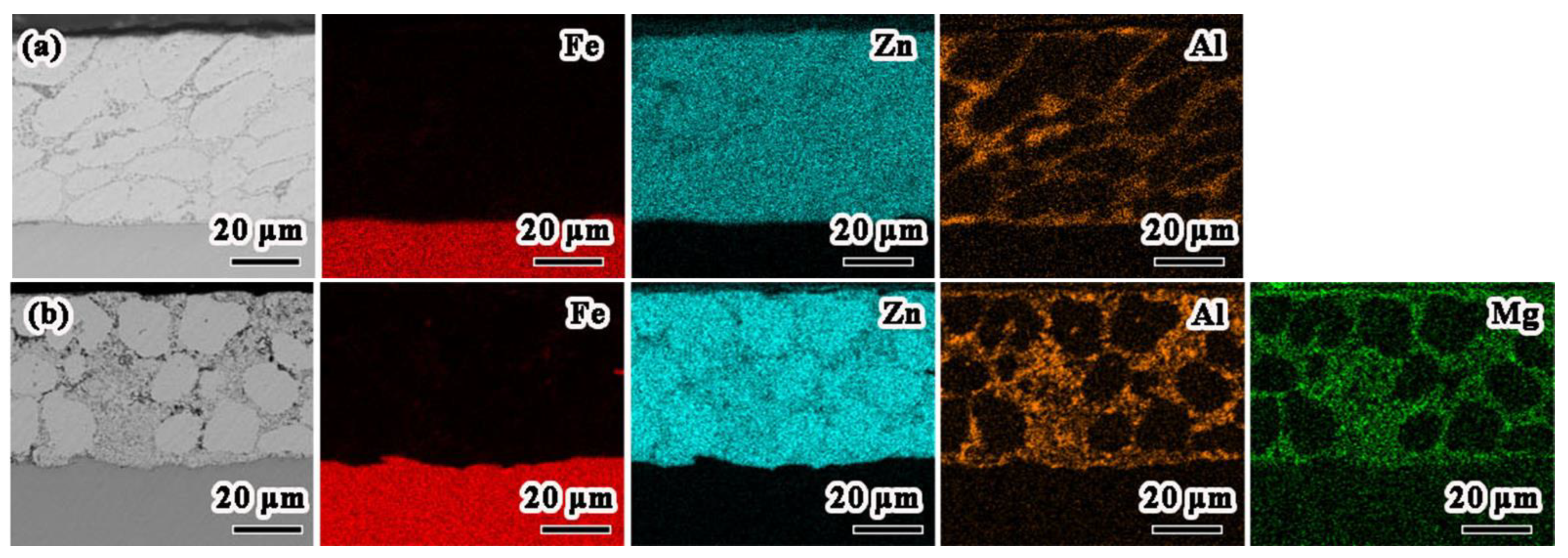
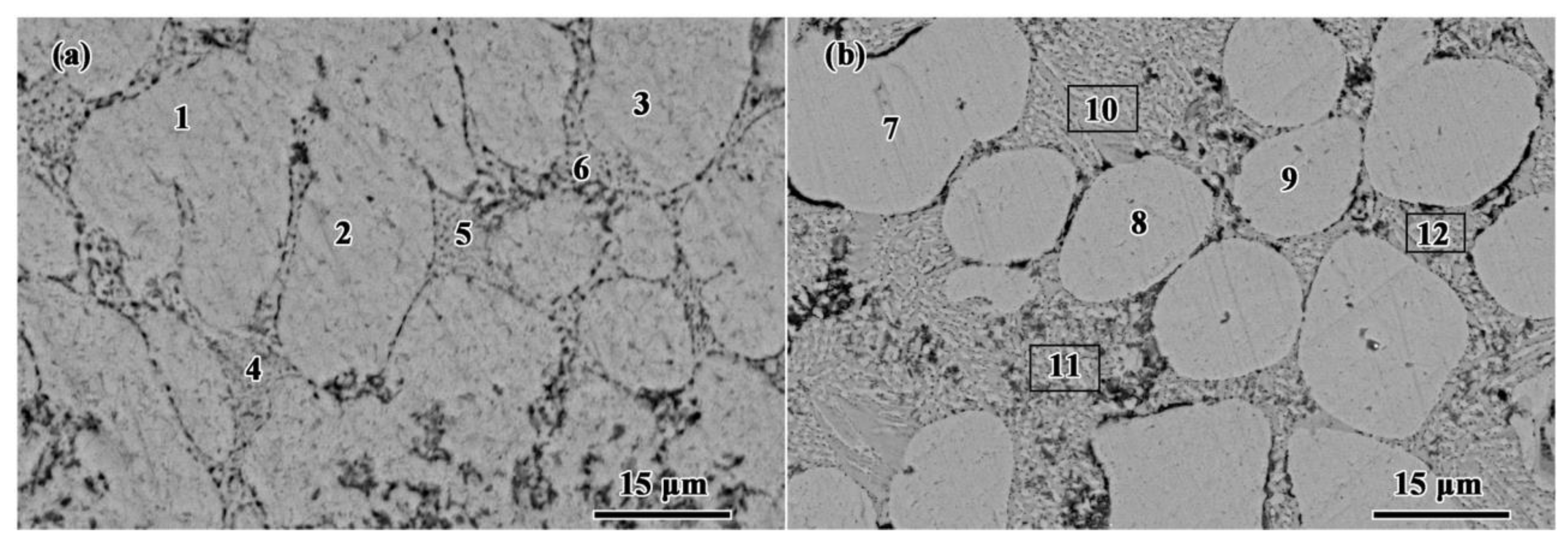
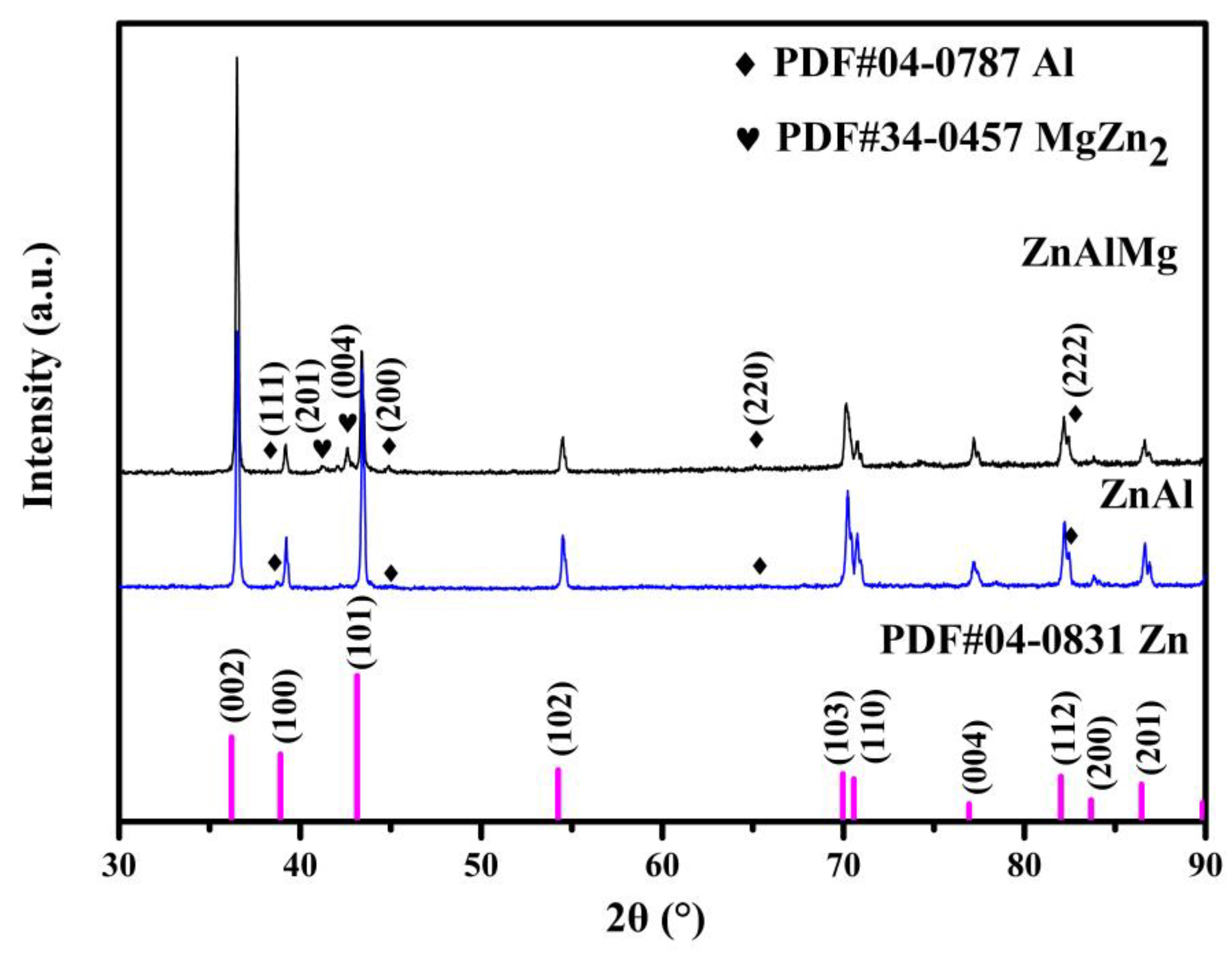
3.1. Microstructure of Coated Steel Wire before Stress Corrosion
3.2. Stress Corrosion Test
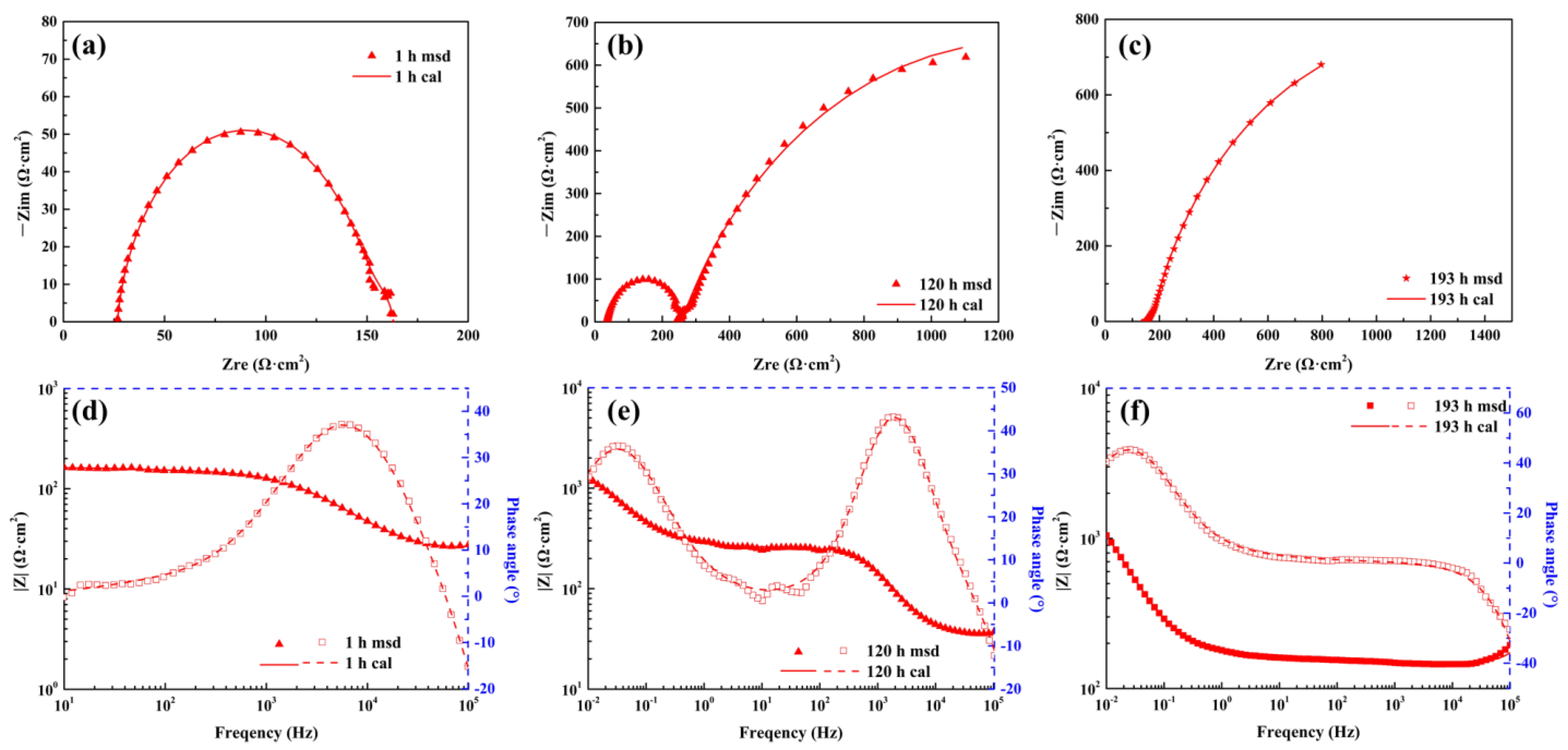
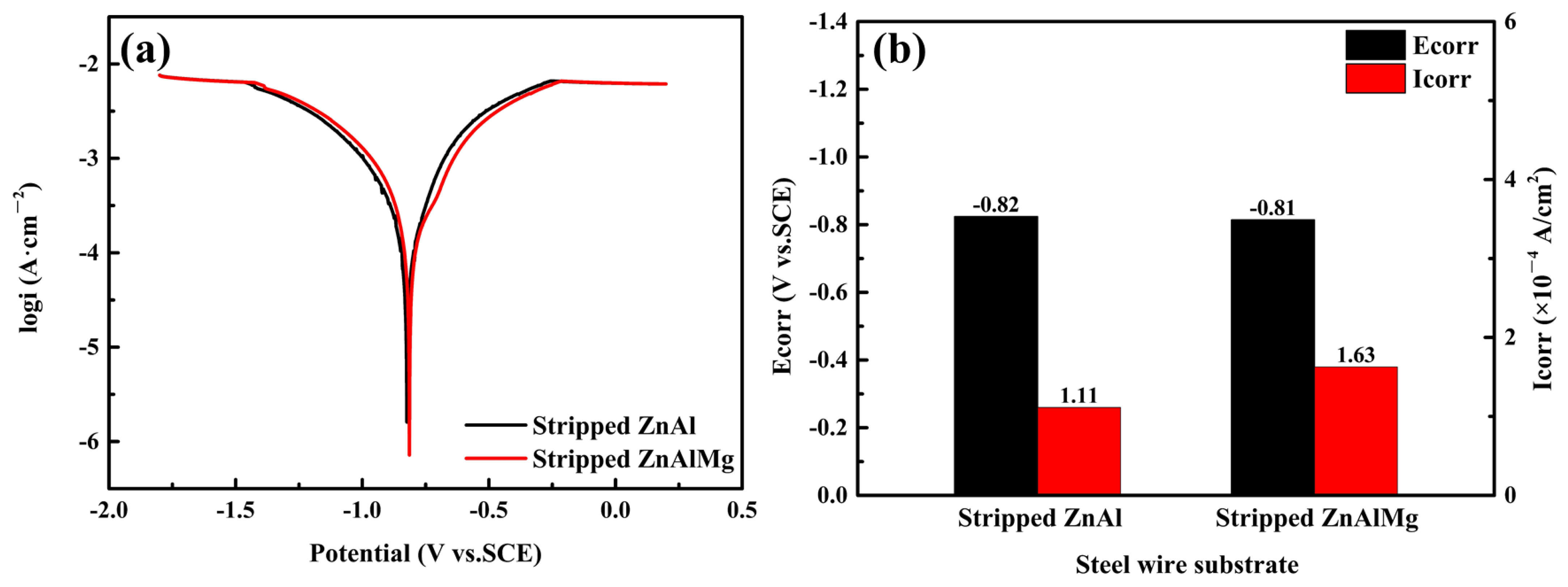
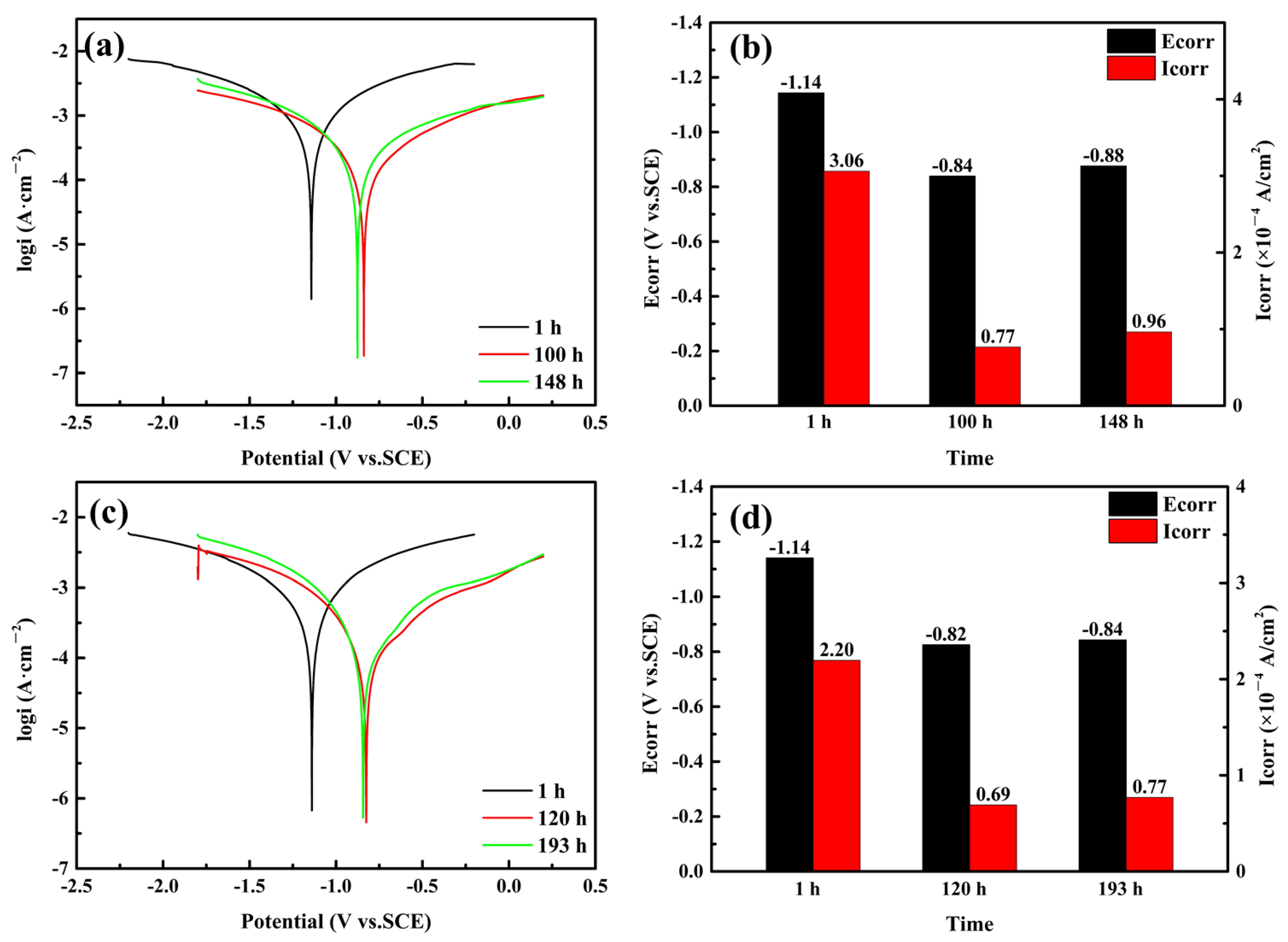
3.3. Corrosion Behavior during the Stress Corrosion Process
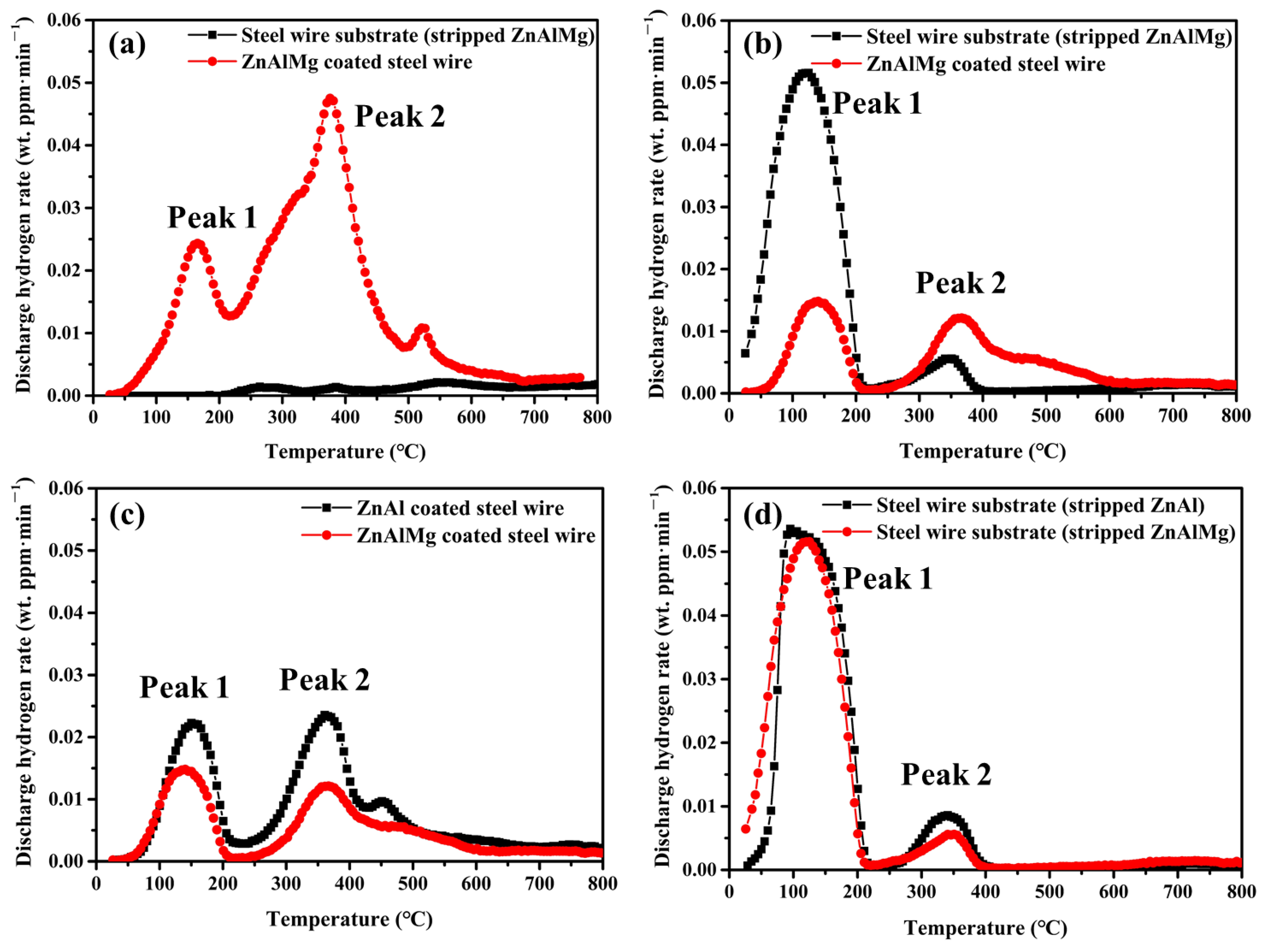
3.4. Thermal Desorption Analysis (TDA)
4. Conclusions
- (1)
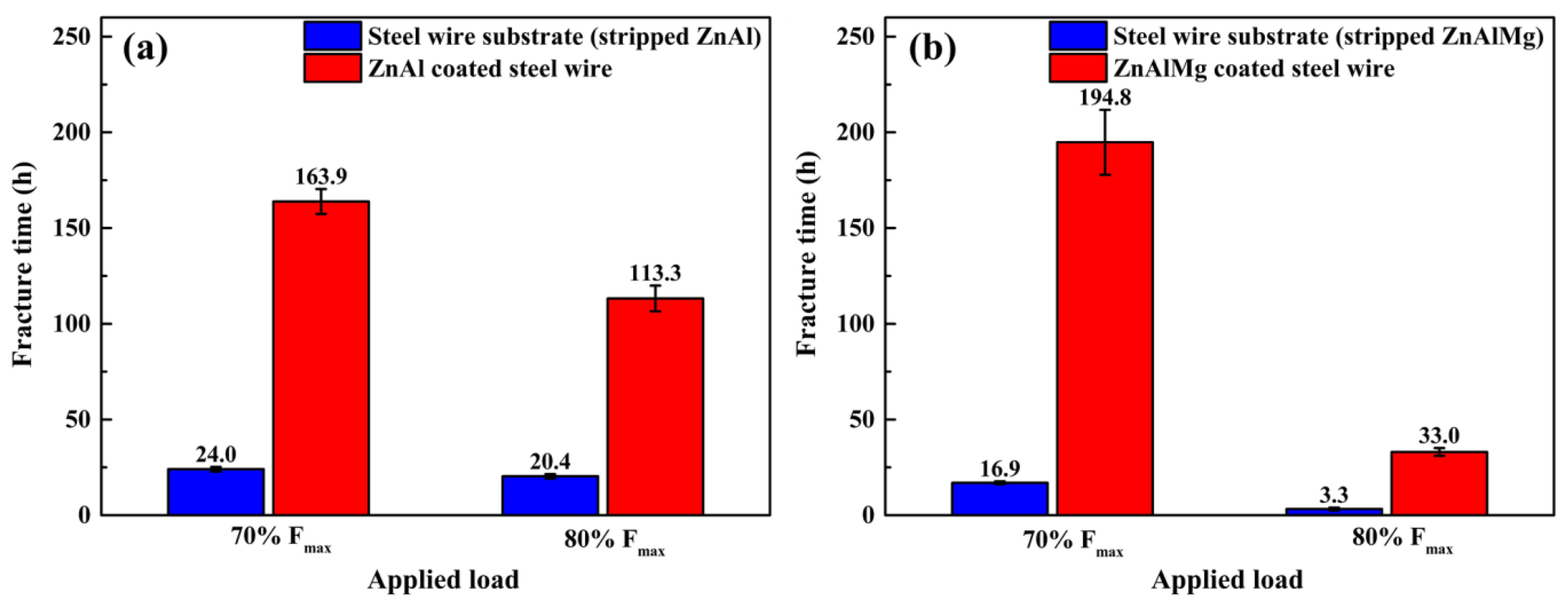
- The stress corrosion fracture time of coated steel wire is related to the corrosion resistance of the coating, the quality of the steel wire substrate, and the applied load. At an applied load of 70%Fmax, the fracture times of the ZnAl- and ZnAlMg-coated steel wires were 6.8 and 11.5 times that of the steel wire substrate, respectively. Under the applied load of 80%Fmax, the fracture times of the ZnAl- and ZnAlMg-coated steel wires were 5.6 and 10 times that of steel wire substrate, respectively;
- (2)
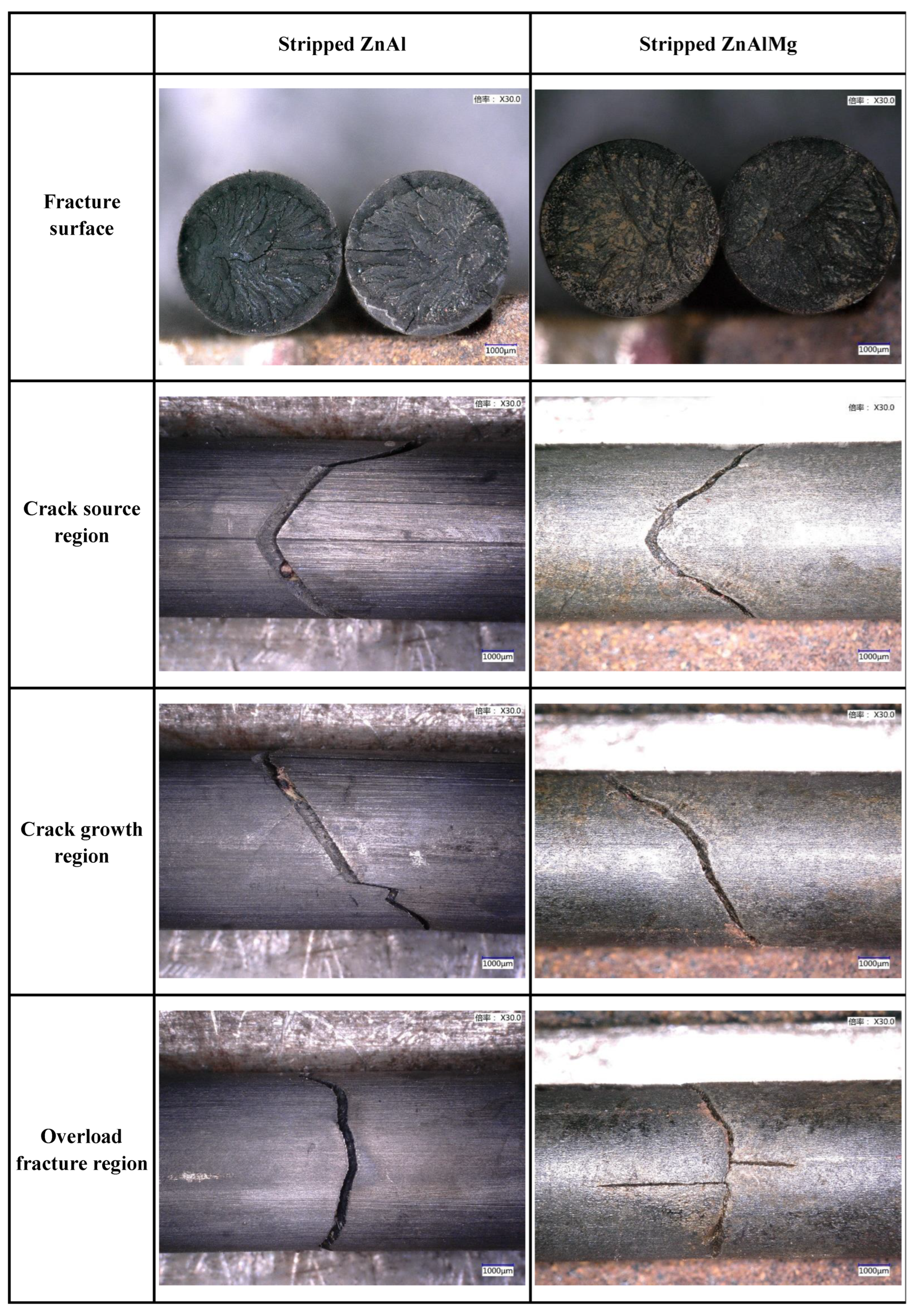
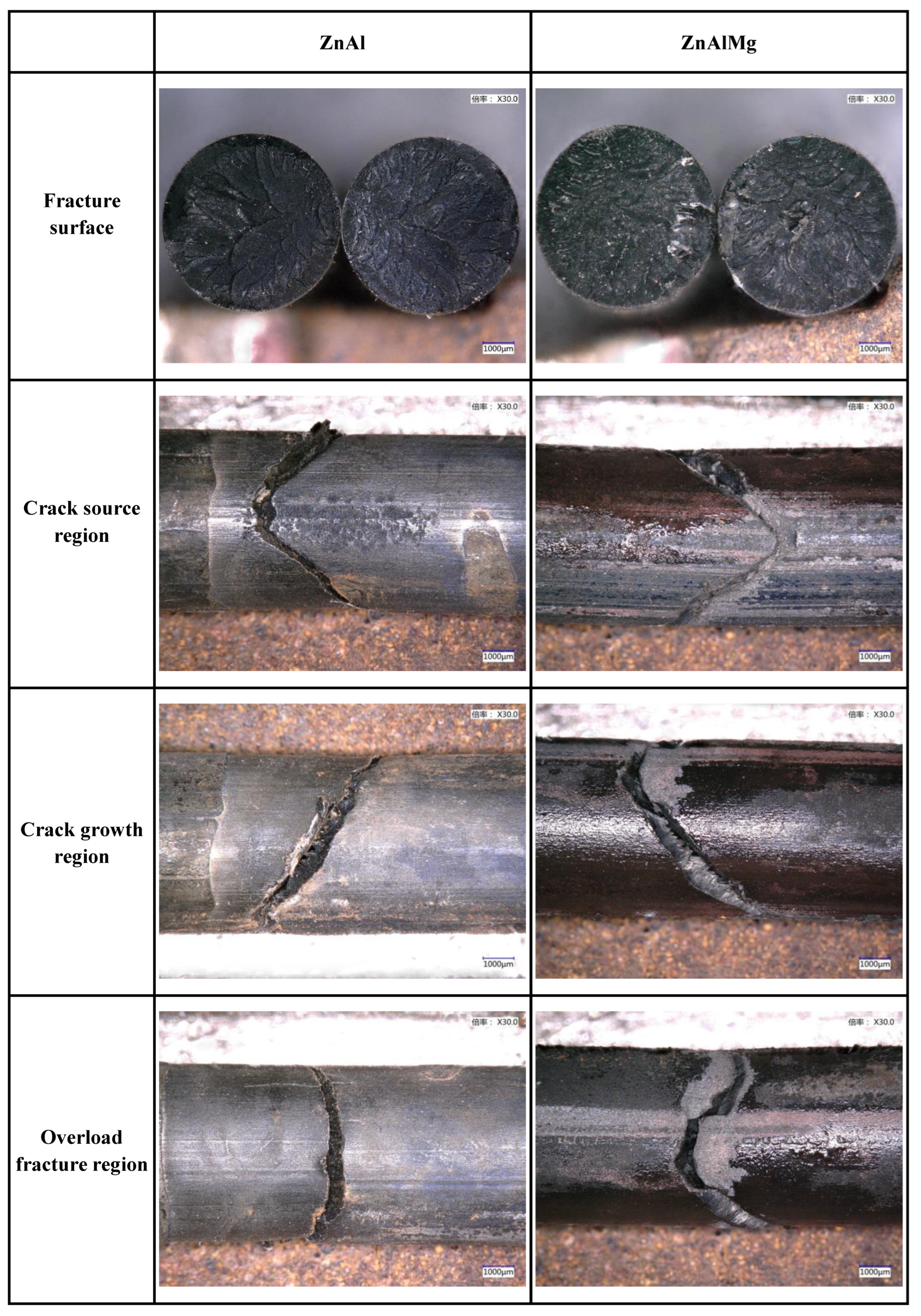
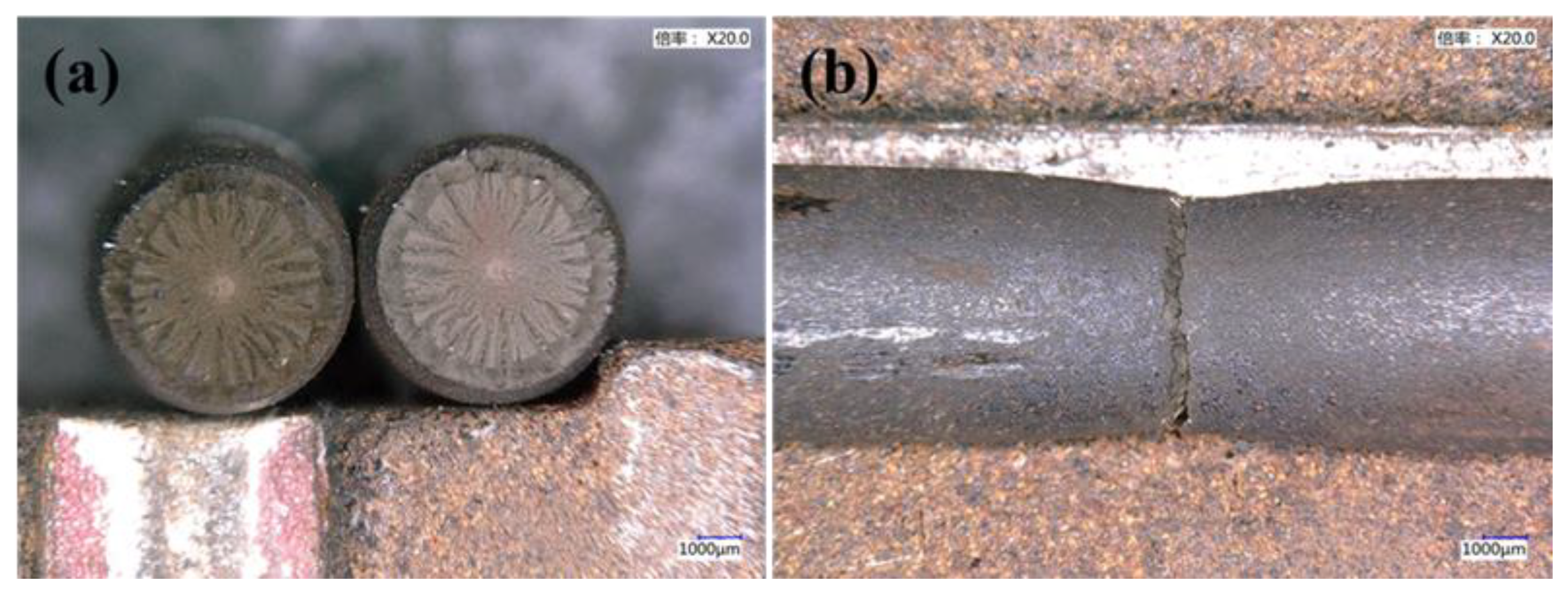
- The coating type has little effect on the fracture morphology of bridge cable wire. From a macroscopic perspective, the stress corrosion cracking fracture is a brittle fracture caused by hydrogen embrittlement. The angle between the crack propagation direction and the applied stress direction is approximately 45°;
- (3)
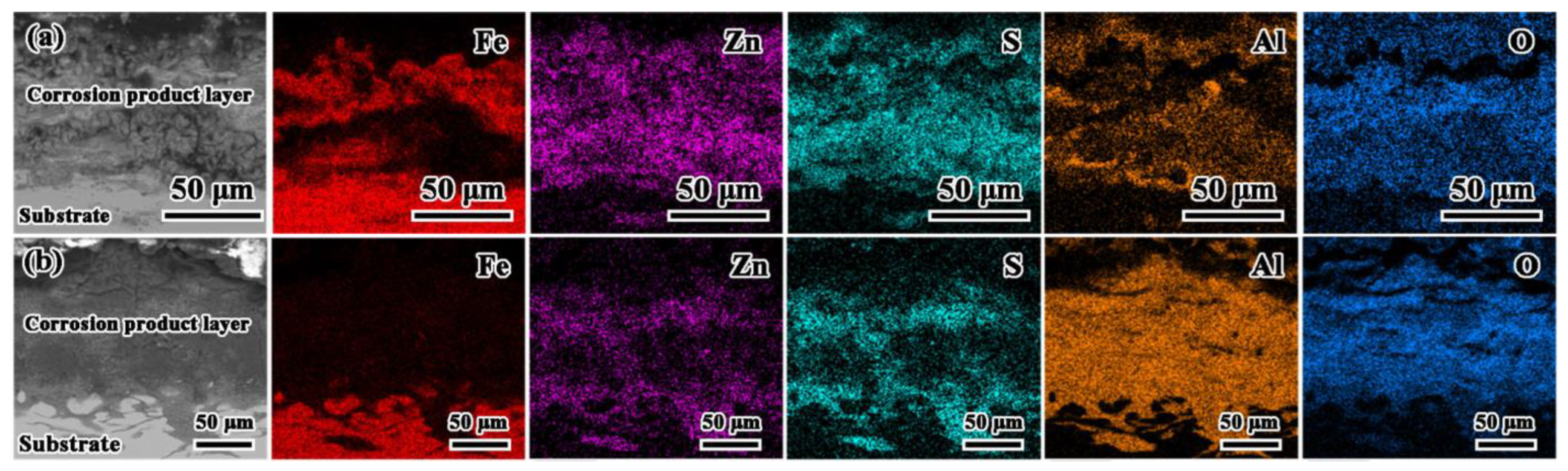
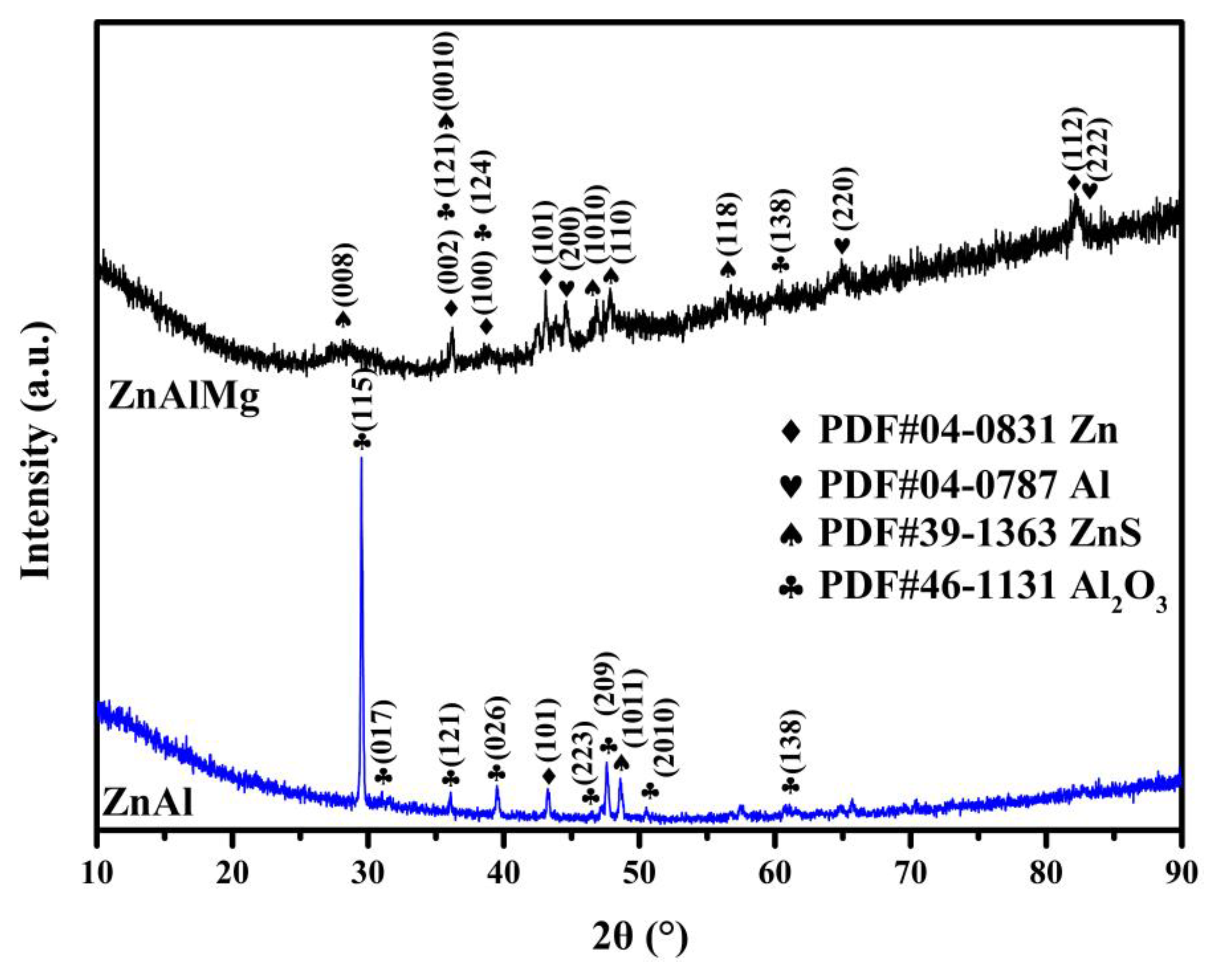
- In NH4SCN solution (50 °C, 20 wt.%), a corrosion product layer composed of ZnS and Al2O3 is formed on the surface of the coated steel wire substrate;
- (4)
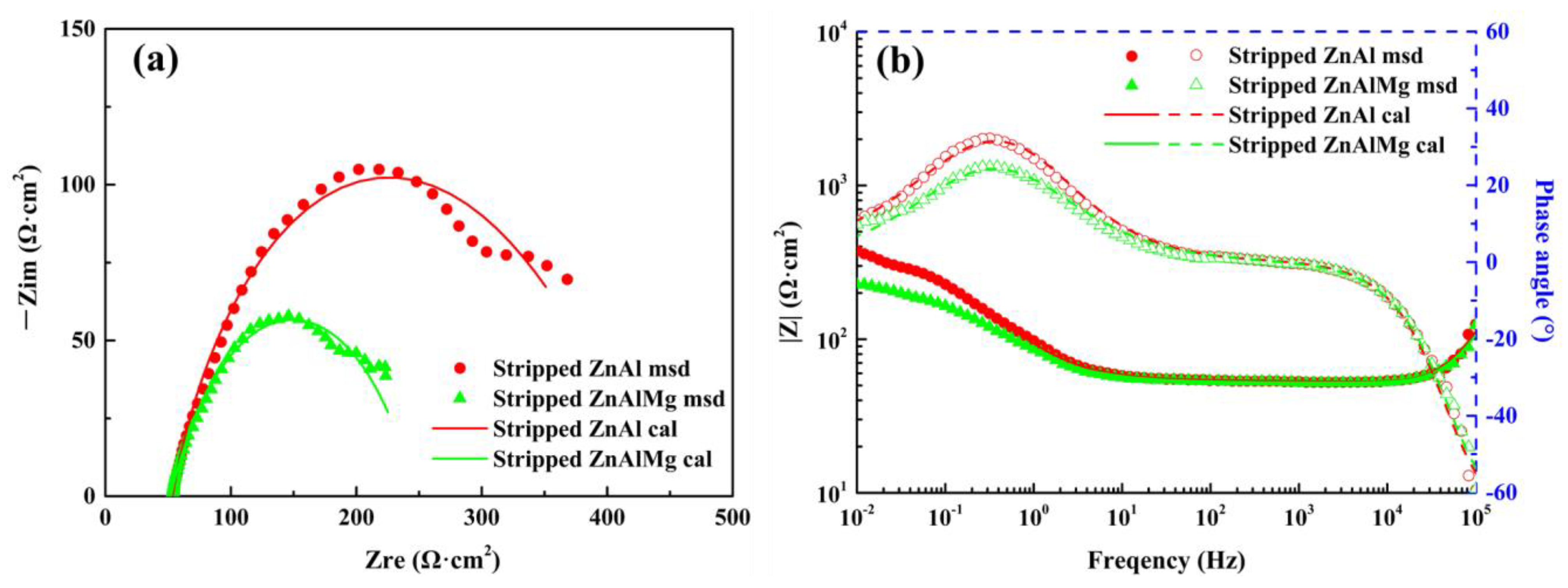
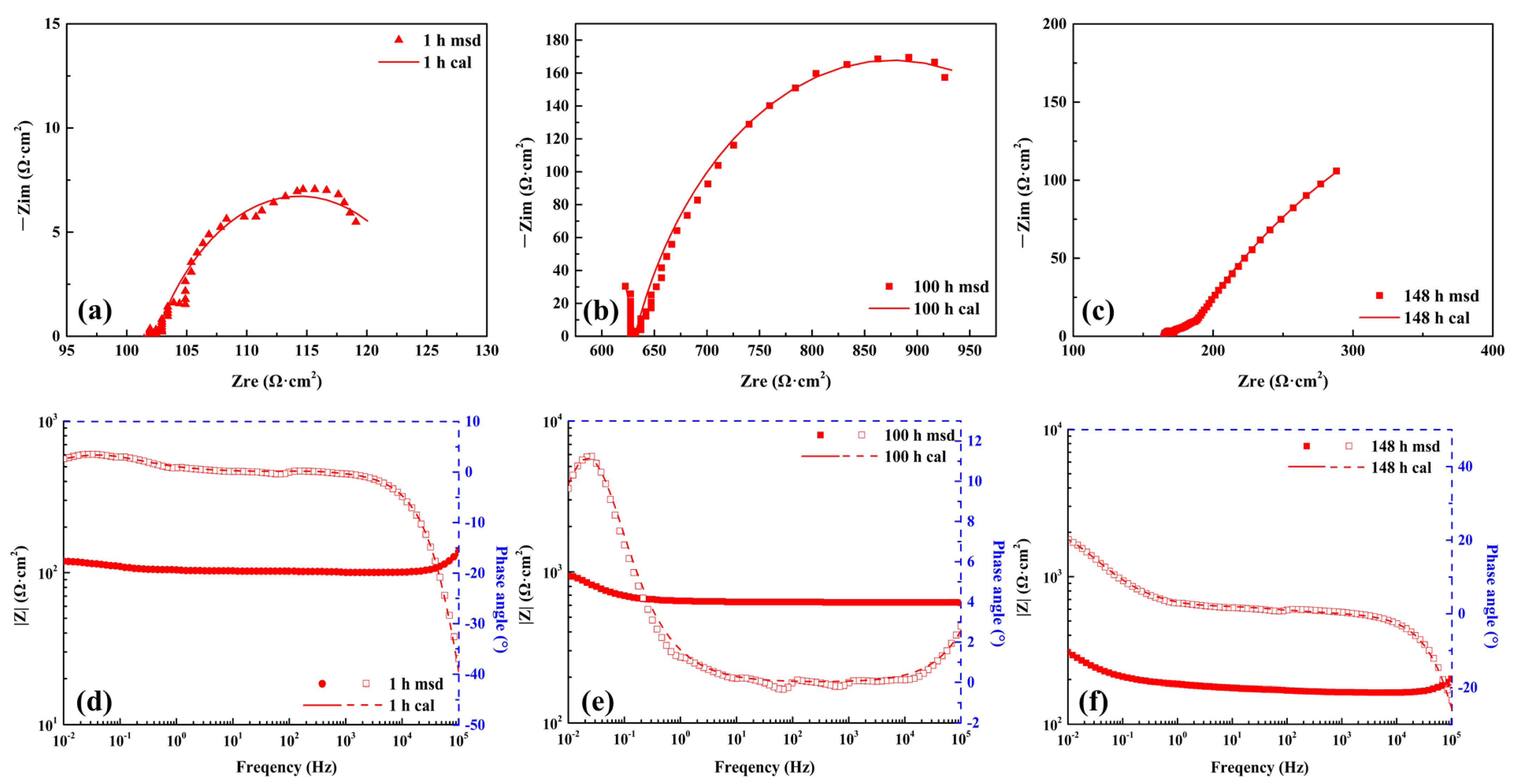
- The electrochemical analysis showed that the corrosion resistance of the ZnAlMg coating is better than that of the ZnAl coating;
- (5)
- The results of the TDA showed that the steel wire substrate has the highest sensitivity to hydrogen embrittlement. The coating can reduce the hydrogen embrittlement sensitivity of steel wire, and the protective effect of the ZnAlMg coating on the steel wire substrate is stronger than that of the ZnAl coating.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Li, X.M.; Chen, D.H.; Chen, J.W.; Long, H.P.; Zhou, I.T. Effect of Temperature on Corrosion Behavior of Galvanized Steel Bridge Wires in Simulated Acid Rain. Corros. Sci. Prot. Technol. 2010, 22, 14–17. [Google Scholar]
- Zhu, X.; Shen, Y.; Ge, Y.; Zhang, S. Effect of Hot Dip Plating Process Parameters on Microstructure and Properties of Zinc–10%Aluminum–Mischmetal Alloy Coated for Bridge Cable Steel Wire. Metals 2022, 12, 1257. [Google Scholar] [CrossRef]
- Nakamura, S.-i.; Suzumura, K. Hydrogen Embrittlement and Corrosion Fatigue of Corroded Bridge Wires. J. Constr. Steel Res. 2009, 65, 269–277. [Google Scholar] [CrossRef]
- Wuyang, C.; Lijie, Q.; Kewei, G. Investigation of Stress Corrosion Cracking under Anodic Dissolution Control. Chin. Sci. Bull. 2001, 46, 717–722. [Google Scholar]
- Barton, S.C.; Vermaas, G.W.; Duby, P.F.; West, A.C.; Betti, R. Accelerated Corrosion and Embrittlement of High-Strength Bridge Wire. J. Mater. Civ. Eng. 2000, 12, 33–38. [Google Scholar] [CrossRef]
- Krkoška, L.; Moravčík, M.; Zgútová, K.; Neslušan, M.; Uhričík, M.; Bahleda, F.; Pitoňák, M. Investigation of Barkhausen Noise Emission in Steel Wires Subjected to Different Surface Treatments. Coatings 2020, 10, 912. [Google Scholar] [CrossRef]
- Yao, G.; He, X.; Liu, J.; Guo, Z.; Chen, P. Test Study of the Bridge Cable Corrosion Protection Mechanism Based on Impressed Current Cathodic Protection. Lubricants 2023, 11, 30. [Google Scholar] [CrossRef]
- Lebrini, M.; Fontaine, G.; Gengembre, L.; Traisnel, M.; Lerasle, O.; Genet, N. Corrosion Protection of Galvanized Steel and Electroplating Steel by Decanoïc Acid in Aqueous Solution: Electrochemical Impedance Spectroscopy, XPS and ATR-FTIR. Corros. Sci. 2009, 51, 1201–1206. [Google Scholar] [CrossRef]
- Dasheng, W.; Jueming, Y.; Guoqiang, L.; Feng, F.; Jianqing, J. Research Progress of Hot-Dip Coating for Bridge Cable Steel Wires. Surf. Technol. 2019, 48, 91–105. [Google Scholar]
- Ji, G.; Macía, L.F.; Allaert, B.; Hubin, A.; Terryn, H. Odd Random Phase Electrochemical Impedance Spectroscopy to Study the Corrosion Behavior of Hot Dip Zn and Zn-Alloy Coated Steel Wires in Sodium Chloride Solution. J. Electrochem. Soc. 2018, 165, C246–C257. [Google Scholar] [CrossRef]
- López, G.A.; Mittemeijer, E.J.; Straumal, B.B. Grain Boundary Wetting by a Solid Phase; Microstructural Development in a Zn-5 Wt% Al Alloy. Acta Mater. 2004, 52, 4537–4545. [Google Scholar] [CrossRef]
- Zhao, Y.; Su, B.T.; Fan, X.B.; Yuan, Y.G.; Zhu, Y.Y. Corrosion Fatigue Degradation Characteristics of Galvanized and Galfan High-Strength Steel Wire. Materials 2023, 16, 708. [Google Scholar] [CrossRef]
- Fan, H.; Wei, X.; Linfeng, W.; Guoqiang, L.; Feng, F.; Jianqing, J. Microstructure and Corrosion Resistance of Hot Dip Znalmg Coating for Bridge Cable Wire. Surf. Technol. 2021, 50, 279–286. [Google Scholar]
- Tano, K.; Higuchi, S. Development and properties of zinc-aluminum alloy coated steel sheet with high corrosion resistance (Super Zinc). Nippon Steel Tech. Rep. 1985, 25, 29–37. [Google Scholar]
- Tsujimura, T.; Komatsu, A.; Andoh, A. Influence of Mg content in coating layer and coating structure on corrosion resistance of hot-dip Zn-Al-Mg alloy coated steel sheet. In Proceedings of the 5th International Conference on Zinc and Zinc Alloy Coated Steel, GALVATECH, Brussels, Belgium, 26–28 June 2001; pp. 145–152. [Google Scholar]
- Volt, M.; Bleeker, R.; Maalman, T.; van Perlstein, E. MagiZincTM: A new generation of hot-dip galvanized products. In Proceedings of the Galvanized Steel Sheet Forum, ILZRO and IZA, Duesseldorf, Germany, 30–31 May 2006; pp. 13–24. [Google Scholar]
- Kania, H. Structure and Corrosion Resistance of Coatings Obtained by the Batch Double Hot Dip Method in Eutectoid ZnAl Bath with the Addition of Mg and Si. Coatings 2022, 12, 1207. [Google Scholar] [CrossRef]
- Schuerz, S.; Fleischanderl, M.; Luckeneder, G.H.; Preis, K.; Haunschmied, T.; Mori, G.; Kneissl, A.C. Corrosion Behaviour of Zn-Al-Mg Coated Steel Sheet in Sodium Chloride-Containing Environment. Corros. Sci. 2009, 51, 2355–2363. [Google Scholar] [CrossRef]
- Elices, M.; Caballero, L.; Valiente, A.; Ruiz, J.; Martin, A. Hydrogen Embrittlement of Steels for Prestressing Concrete: The FIP and DIBt Tests. Corrosion 2008, 64, 164–174. [Google Scholar] [CrossRef]
- Wu, S.; Chen, H.; Ramandi, H.L.; Hagan, P.C.; Crosky, A.; Saydam, S. Effects of Environmental Factors on Stress Corrosion Cracking of Cold-Drawn High-Carbon Steel Wires. Corros. Sci. 2018, 132, 234–243. [Google Scholar] [CrossRef]
- Lv, S.; Li, K.; Chen, J.; Li, X. Corrosion of High-Strength Steel Wires under Tensile Stress. Materials 2020, 13, 4790. [Google Scholar] [CrossRef]
- Katayama, H.; Kuroda, S. Long-Term Atmospheric Corrosion Properties of Thermally Sprayed Zn, Al and Zn-Al Coatings Exposed in a Coastal Area. Corros. Sci. 2013, 76, 35–41. [Google Scholar] [CrossRef]
- Ares, A.E.; Gassa, L.M. Corrosion Susceptibility of Zn-Al Alloys with Different Grains and Dendritic Microstructures in NaCl Solutions. Corros. Sci. 2012, 59, 290–306. [Google Scholar] [CrossRef]
- Doshida, T.; Takai, K. Dependence of Hydrogen-Induced Lattice Defects and Hydrogen Embrittlement of Cold-Drawn Pearlitic Steels on Hydrogen Trap State, Temperature, Strain Rate and Hydrogen Content. Acta Mater. 2014, 79, 93–107. [Google Scholar] [CrossRef]
- Ichiba, M.; Sakai, J.; Doshida, T.; Takai, K. Corrosion Reaction and Hydrogen Absorption of Steel for Prestressed Concrete in a 20 Mass% Ammonium Thiocyanate Solution. Scr. Mater. 2015, 102, 59–62. [Google Scholar] [CrossRef]
- Narayanan, T.S.N.S. Surface Pretreatment by Phosphate Conversion Coatings—A Review. Rer. Adv. Mater. Sci. 2005, 9, 48. [Google Scholar]
- Wang, Y.; Zhang, W.; Zheng, Y. Experimental Study on Corrosion Fatigue Performance of High-Strength Steel Wire with Initial Defect for Bridge Cable. Appl. Sci. 2020, 10, 2293. [Google Scholar] [CrossRef] [Green Version]
- Deng, Y.; Deng, L. Corrosion Fatigue Test and Performance Evaluation of High-Strength Steel Wires Based on the Suspender of a 11-Year-Old Concrete-Filled Steel Tube Arch Bridge. Coatings 2022, 12, 1475. [Google Scholar] [CrossRef]
- Marder, A.R. The Metallurgy of Zinc-Coated Steel. Prog. Mater. Sci. 2000, 45, 191–271. [Google Scholar] [CrossRef]
- Thierry, D.; Persson, D.; Luckeneder, G.; Stellnberger, K.H. Atmospheric Corrosion of ZnAlMg Coated Steel during Long Term Atmospheric Weathering at Different Worldwide Exposure Sites. Corros. Sci. 2019, 148, 338–354. [Google Scholar] [CrossRef]
- Ogawa, Y.; Hino, M.; Nakamura, M.; Matsunaga, H. Pearlite-Driven Surface-Cracking and Associated Loss of Tensile Ductility in Plain-Carbon Steels under Exposure to High-Pressure Gaseous Hydrogen. Int. J. Hydrogen Energy 2021, 46, 6945–6959. [Google Scholar] [CrossRef]
- Recio, F.J.; Alonso, M.C.; Gaillet, L.; Sánchez, M. Hydrogen Embrittlement Risk of High Strength Galvanized Steel in Contact with Alkaline Media. Corros. Sci. 2011, 53, 2853–2860. [Google Scholar] [CrossRef] [Green Version]
- Tan, Z.Q.; Hansson, C.M. Effect of Surface Condition on the Initial Corrosion of Galvanized Reinforcing Steel Embedded in Concrete. Corros. Sci. 2008, 50, 11. [Google Scholar] [CrossRef]
- Roffey, P. The Fracture Mechanisms of Main Cable Wires from the Forth Road Suspension. Eng. Fail. Anal. 2013, 31, 430–441. [Google Scholar] [CrossRef]
- Yu, S.H.; Jeong, H.B.; Lee, J.S.; Lee, Y.K. Micro-Axial Cracking in Unnotched, Cold-Drawn Pearlitic Steel Wire: Mechanism and Beneficial Effect on the Resistance to Hydrogen Embrittlement. Acta Mater. 2022, 225, 117567. [Google Scholar] [CrossRef]
- Roberge, R.; Zheng, W. Hydrogen Embrittlement Susceptibility of Galvanized 4135 Steel in Cement Environment. Corros. Sci. 1993, 35, 507–514. [Google Scholar] [CrossRef]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Composition (wt.%) | C | Si | Mn | P | S | Cr | Cu | Ni | Fe |
|---|---|---|---|---|---|---|---|---|---|
| Steel wire substrate (stripped ZnAl) | 0.92 | 1.25 | 0.60 | 0.007 | 0.002 | 0.30 | 0.05 | 0.02 | Bal. |
| Steel wire substrate (stripped ZnAlMg) | 0.90 | 1.00 | 0.72 | 0.007 | 0.002 | 0.18 | 0.01 | \ | Bal. |
| Test | The Total Number of Samples | Samples Information |
|---|---|---|
| FIP | 16 | ZnAl-coated steel wire ZnAlMg-coated steel wire Steel wire substrate (stripped ZnAl) Steel wire substrate (stripped ZnAlMg) |
| Electrochemical | 4 | |
| TDS | 6 | |
| SEM-EDS | 4 | ZnAl-coated steel wire ZnAlMg-coated steel wire |
| XRD | 4 |
| Coating Types | Position | Zn | Al | Mg |
|---|---|---|---|---|
| ZnAl | 1 | 98.4 | 1.6 | \ |
| 2 | 97.8 | 2.2 | \ | |
| 3 | 98.3 | 1.7 | \ | |
| 4 | 90.3 | 9.7 | \ | |
| 5 | 93.0 | 7.0 | \ | |
| 6 | 85.4 | 14.6 | \ | |
| ZnAlMg | 7 | 99.0 | 1.0 | \ |
| 8 | 99.5 | 0.5 | \ | |
| 9 | 99.4 | 0.6 | \ | |
| 10 | 90.3 | 5.8 | 3.9 | |
| 11 | 68.7 | 23.7 | 7.6 | |
| 12 | 87.3 | 8.6 | 4.1 |
| Coating Type | L1 (H·cm2) | R1 (Ω·cm2) | Q1-Y0 (Ω−1·cm2·Sn) | Q1-n | R2 (Ω·cm2) | Q2-Y0 (Ω−1·cm2·Sn) | Q2-n | R3 (Ω·cm2) |
|---|---|---|---|---|---|---|---|---|
| ZnAl | 1.5 × 10−4 | 53.27 | 0.2445 | 1 | 51.95 | 0.004665 | 0.7201 | 297.5 |
| ZnAlMg | 1.4 × 10−4 | 52.48 | 743.5 | 0.9999 | 1.043 | 0.006496 | 0.6778 | 192.8 |
| Coating Type | Time (h) | L1 (H·cm2) | R1 (Ω·cm2) | Q1-Y0 (Ω−1·cm2·Sn) | Q1-n | R2 (Ω·cm2) | Q2-Y0 (Ω−1·cm2·Sn) | Q2-n | R3 (Ω·cm2) |
|---|---|---|---|---|---|---|---|---|---|
| ZnAl | 1 | 1.33 × 10−4 | 101.5 | 0.000713 | 1 | 0.8736 | 0.1149 | 0.6499 | 24.02 |
| 100 | 6.87 × 10−10 | 0.02706 | 8.26 × 10−8 | 0.8539 | 631.3 | 0.0123 | 0.7641 | 490.6 | |
| 148 | 1.29 × 10−4 | 166.6 | 0.03139 | 0.6186 | 18.66 | 0.0282 | 0.6108 | 670 | |
| ZnAlMg | 1 | 1.86 × 10−5 | 24.65 | 2.32 × 10−6 | 0.8549 | 128.2 | 0.0006613 | 0.8545 | 10.34 |
| 120 | 1.47 × 10−5 | 35.49 | 0.004824 | 0.7337 | 2014 | 2.38 × 10−6 | 0.9071 | 222 | |
| 193 | 1.42 × 10−4 | 148.5 | 0.008381 | 0.4243 | 28.29 | 0.008071 | 0.8136 | 2018 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, Z.; Wang, L.; Song, S.; Tang, L.; Zhang, H.; Zhou, H.; Fang, F. Effect of Coating on Stress Corrosion Performance of Bridge Cable Steel Wire. Coatings 2023, 13, 1339. https://doi.org/10.3390/coatings13081339
Zhang Z, Wang L, Song S, Tang L, Zhang H, Zhou H, Fang F. Effect of Coating on Stress Corrosion Performance of Bridge Cable Steel Wire. Coatings. 2023; 13(8):1339. https://doi.org/10.3390/coatings13081339
Chicago/Turabian StyleZhang, Zeling, Linfeng Wang, Shenyou Song, Liang Tang, Hailiang Zhang, Hao Zhou, and Feng Fang. 2023. "Effect of Coating on Stress Corrosion Performance of Bridge Cable Steel Wire" Coatings 13, no. 8: 1339. https://doi.org/10.3390/coatings13081339