
Printability of (Quasi-)Solid Polysiloxane Electrolytes for Online Dye-Sensitized Solar Cell Fabrication

 , , ,
, , ,
Abstract
:1. Introduction
2. DSSC Operation and Configuration
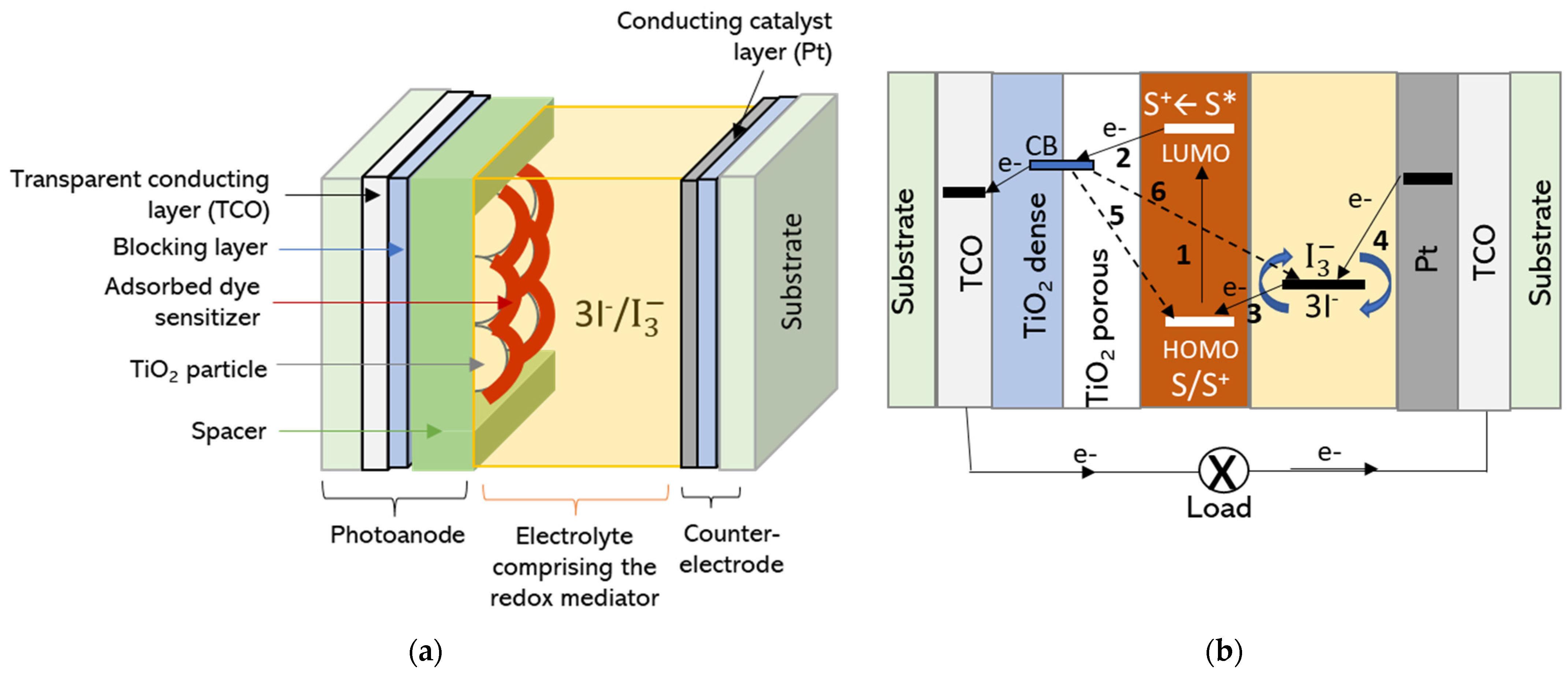
2.1. DSSC Operation
- (1)
- S + hv → S*
- (2)
- S* → S+ + e−
- (3)
- S+ + 3/2 I− → 1/2 + S
- (4)
- + 2e−CE → 3 I−
- (5)
- S+ + e−CB → S
- (6)
- + 2e−CB → 3 I−
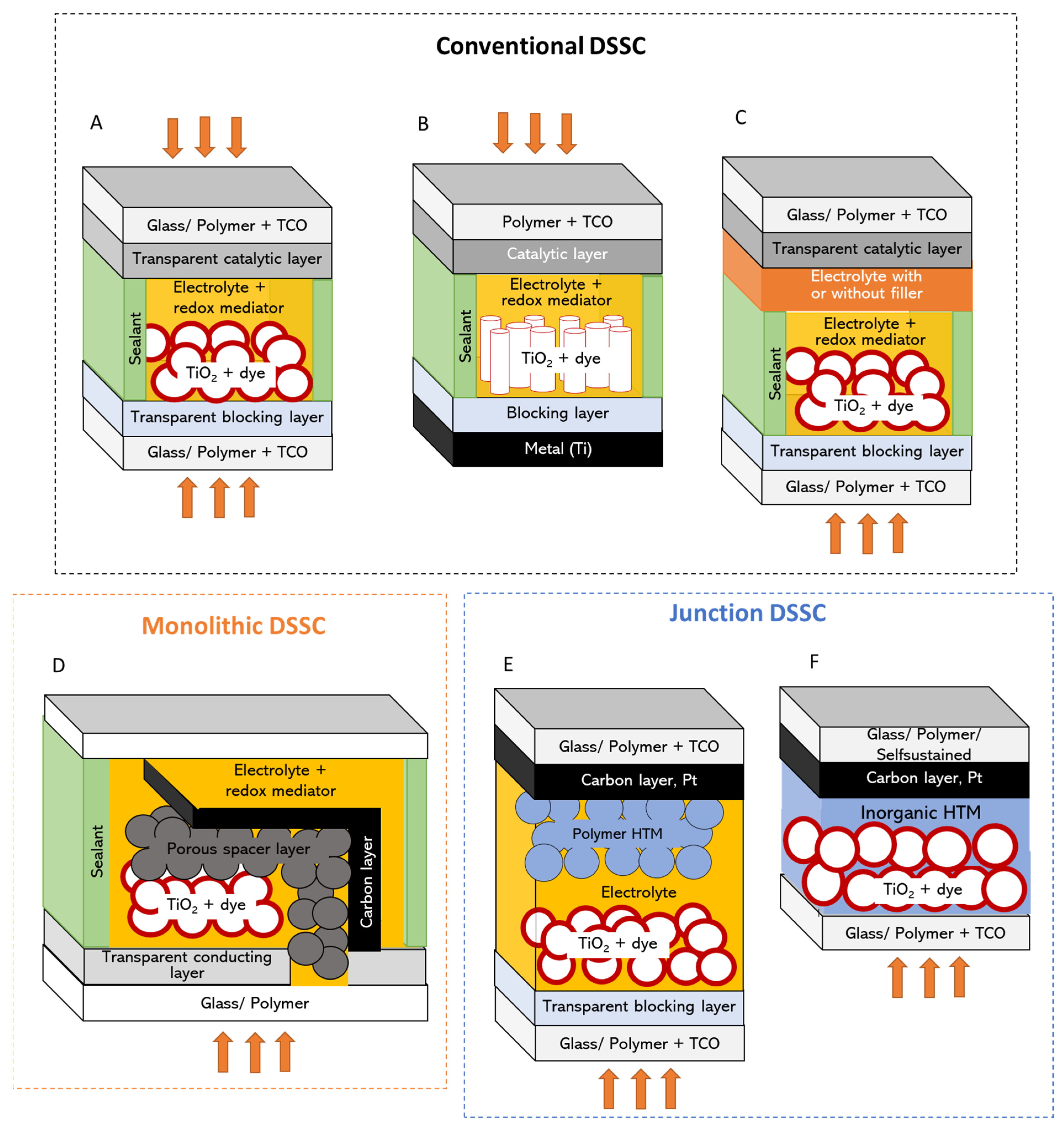
2.2. DSSC Configuration

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Type of Device | Photoelectrode | Counter Electrode | Electrolyte | Electrolyte Deposition | Type of Illumination | Efficiency (%) | Stability | Ref. |
|---|---|---|---|---|---|---|---|---|
| Conventional liquid devices | High temperature porous TiO2 screen-printed on FTO glass | PEDOT electrochemically polymerized onto FTO glass | 0.16 M [Cu(I)(tmby)2] TFSI and 0.08 M [Cu(II)(tmby)2] (TFSI)2 along with 0.1 M NaTFSI and 0.45 M NMP in ACN | Vacuum filling | Front illuminated | 15.2 | 1000 h at 1000 lux LED | [19] |
| High temperature porous TiO2 screen-printed on FTO glass with scattering layer | Graphene nanoplatelets of Au/FTO glass | 0.20 M [Co2+(phen)3] (PF6)2, 0.05 M [Co3+(phen)3](PF6)3, 0.07 M LiClO4, 0.02 M NaClO4, 0.03 M TBAPF, 0.01 M TBPPF, 0.01 M HMImPF, 0.30 M TBP, 0.1 M TMSP, 0.10 M MP, 0.05 M CPrBP, 0.1 M CPeBP, and 0.05 M COcBP in MeCN | Vacuum filling | Front illuminated | 14.3 | Not assessed | [14] | |
| High temperature porous TiO2 screen-printed on FTO glass with scattering layer | Graphene drop casted on FTO glass | 0.25 M Co(bpy)3(TFSI)2, 0.06 M Co(bpy)3(TFSI)3, 0.1 M LiTFSI, and 0.5 M TBP in ACN | Vacuum filling | Front illuminated | 13.0 | 500 h at 25 °C 1000 W m−2 | [53] | |
| TiO2 nanotubes by anodization on FTO glass | Pt-coated FTO (Solaronix) | 0.60 M BMIMI, 0.03 M I2, 0.1 M GTC in ACN/VN (85:15 vol%) | Vacuum filling | Front illuminated | 10.2 | 24 h at RT | [56] | |
| TiO2 screen-printed on Ti foil | Pt spray coated on ITO-PEN | 0.6 M PMII, 0.03M I2, 0.06 M LiI 0.1 M GuSCN, and 0.05 M TBP in ACN | Vacuum filling | Back illuminated | 8.46 | Not assessed | [58] | |
| TiO2 screen-printed on ITO-PEN with scattering layer | Pt sputtered on ITO-PEN | 0.6 M 1,2-dimethyl-3-propylimidazolium, 0.05 M I2, 0.1 M LiI, iodide and 0.5M TBP in ACN | Vacuum filling | Front illuminated | 8.1 | Not assessed | [26] | |
| High temperature porous TiO2 screen-printed on FTO glass | Pt screen-printed on FTO glass | 0.6 M PMIMI, 0.03M I2, 0.06 M LiI 0.1 M GuSCN, and 0.05 M TBP in ACN | Vacuum filling | Front illuminated Back illuminated | 6.04 4.71 | Not assessed | [55] | |
| TiO2 spray-coated on ITO-PEN and pressed | Carbon black spray-coated on AgNWs-PEN | 10 mM LiI, 1 mM I2 and 0.1 M TBAMtf | Vacuum filling | Front illuminated | 5.9 | Not assessed | [57] | |
| Conventional quasi-solid devices | High temperature porous TiO2 screen-printed on FTO glass with scattering layer | PEDOT electrodeposited on FTO glass | 0.1 M [Cu(I)(tmby)2] TFSI and 0.04 M [Cu(II)(tmby)2](TFSI)2 complexes with 0.1 M LiTFSI and 0.6 M NMB in ACN | Vacuum filling followed by UV curing | Front illuminated | 13.5 | 1000 h at 45 °C 1000 W m−2 | [21] |
| High temperature porous TiO2 screen-printed on FTO glass | Pt sputtered on FTO glass | 0.1 M LiI, 0.6 M PMIMI, 0.05 M I2, 0.1 M GuSCN, 0.5 M TBP, and ACN + 20 wt.% P(VA-co-MMA) + 5% TiO2 filler | Screen printing and pressing | Front illuminated | 9.4 | 1000 h at 30 °C | [71] | |
| High temperature porous TiO2 screen-printed on FTO glass | Pt drop-casted FTO glass | 0.53 g PEO, 0.2 g of LiI, 0.04 g I2 and 5% acetamide in ACN: PC (20:1, v/v) | Screen printing and pressing | Front illuminated | 9.01 | Not assessed | [72] | |
| High temperature porous TiO2 screen-printed on FTO glass with scattering layer | Pt sputtered on FTO glass | 0.1 M LiI, 50 mM I2, 0.8 M DMIMI, 0.5 M TBP, 0.1 N GuSCN in MPN + 9% PEO/PVDF + 4% TiO2 | Screen printing + hot pressing at 100 °C | Front illuminated | 8.91 | 500 h at 60 °C in dark | [68] | |
| High temperature porous TiO2 screen-printed on FTO glass with scattering layer | Pt sputtered on FTO glass | 0.1 M LiI, 50 mM I2, 0.8 M DMIMI, 0.5 M, tBP and 0.1 M GuSCN into a MPN solvent + 9 wt.% PEO/PVDF with 0.6 wt.% ZnO | Screen-printed on both electrodes | Front illuminated | 8.50 | 1200 h at RT | [41] | |
| High temperature porous TiO2 screen-printed on FTO glass with scattering layer | Pt drop-casted on FTO glass | PS3 polysiloxane/EC | Vacuum filling | Front illuminated | 8.3 | >2000 h at RT | [76] | |
| TiO2 nanotubes by anodization on Ti foil | Pt sputtered on FTO glass | 0.6 M BMIMI, 0.0 1M I2, 0.1 M LiI 0.1 M GuSCN, and 0.5 M TBP in ACN + 7% PMMA-EA | Injection filling than cooling at -4 °C | Back illuminated | 7.1 | 1000 h at 52 °C | [74] | |
| Conventional solid-state devices | High temperature porous TiO2 screen-printed on FTO glass with scattering layer | Pt screen-printed on FTO | 0.6 M BMIMI, 0.03 M I2, 0.5 M TBP and 0.1 M GuSCN in ACN:VN (v/v, 85:15), 20 mol% MMA/HDDA crosslinked on the surface of dye-sensitized TiO2 | Dripping and RT soaking | Front illuminated | 10.6 | 580 h at RT | [77] |
| TiO2 spray-coated on FTO glass | Pt-coated FTO glass | 0.4 g, EC, 0.2 g PC, 0.225 g PAN, 0.249 g 1-N-butyl-3-hexyl imidazolium iodide, 0.008 g I2 and carbon in ACN: THF | Hot pressing | Front illuminated | 8.42 | Not assessed | [79] | |
| High temperature porous TiO2 screen-printed on FTO glass | PEDOT spin-coated on the polyethylene separator | 0.6 M BMIMI, 0.03 M I2, 0.1 M GuSCN, and 0.5 M TBP in ACN: VN (v/v, 85:15) | Soaking | Front illuminated | 7.73 | Not assessed | [78] | |
| Monolithic quasi-solid device | TiO2/ZrO2/C by screen printing | Glass cover | 0.1 M LiI, 0.45 M NMBI, 0.4 M DMPIMI, 20 wt.% polymer in MeCN | Screen printing and pressing | Front illuminated | 6.97 | Not assessed | [80] |
| Monolithic liquid device | High temperature porous TiO2 screen-printed on FTO glass with scattering layer, ZrO2 spacer layer on top | Graphite/carbon black on FTO glass | 0.165 M Co(II) and 0.045 M Co(III) tris(bipyridyl)tetracyanoborate complexes, 0.8–1.4 M TBP, and 0.1 M LiClO4 | Vacuum filling | Front illuminated | 9.5 | 200 h at RT | [81] |
| High temperature porous TiO2 screen-printed on FTO glass. | CuFeS2 + carbon black drop casted on FTO glass | 0.6 M BMIMI, 0.03 M I2, 0.5 M TBP and 0.1 M GuSCN in ACN | Vacuum filling | Front illuminated | 8.05 | Not assessed | [34] | |
| Junction devices | High temperature porous TiO2 screen-printed on FTO glass | PEDOT electrodeposited on FTO glass | 0.1 M [Cu(I)(tmby)2] TFSI and 0.04 M [Cu(II)(tmby)2](TFSI)2 complexes with 0.1 M LiTFSI and 0.6 M NMB in ACN | Vacuum filling | Front illuminated | 13.1 | 10 h at 45 °C 1000 W m−2 | [33] |
| High temperature porous TiO2 screen-printed on FTO glass with scattering layer | Pt foil | Solid state electrolyte HTM deposited on the photoelectrode by drop casting, CuI | Pressing | Front illuminated | 10.1 | Not assessed | [82] | |
| High temperature porous TiO2 screen-printed on FTO glass with scattering layer | PEDOT electrodeposited on FTO glass | Solid state electrolyte HTM deposited on the photoelectrode, Cu(tmby)2] (TFSI)2 and [Cu(tmby)2](TFSI) 0.1 M LiTFSI and 0.6 M TBP in ACN | Vacuum filling and solvent evaporation | Front illuminated | 11.7 | 1000 h at RT 1000 W m−2 | [83] |
3. Quasi-Solid and Solid-State Electrolytes
3.1. Thermosetting Polymer Electrolytes
3.2. Thermoplastic Polymer Electrolytes
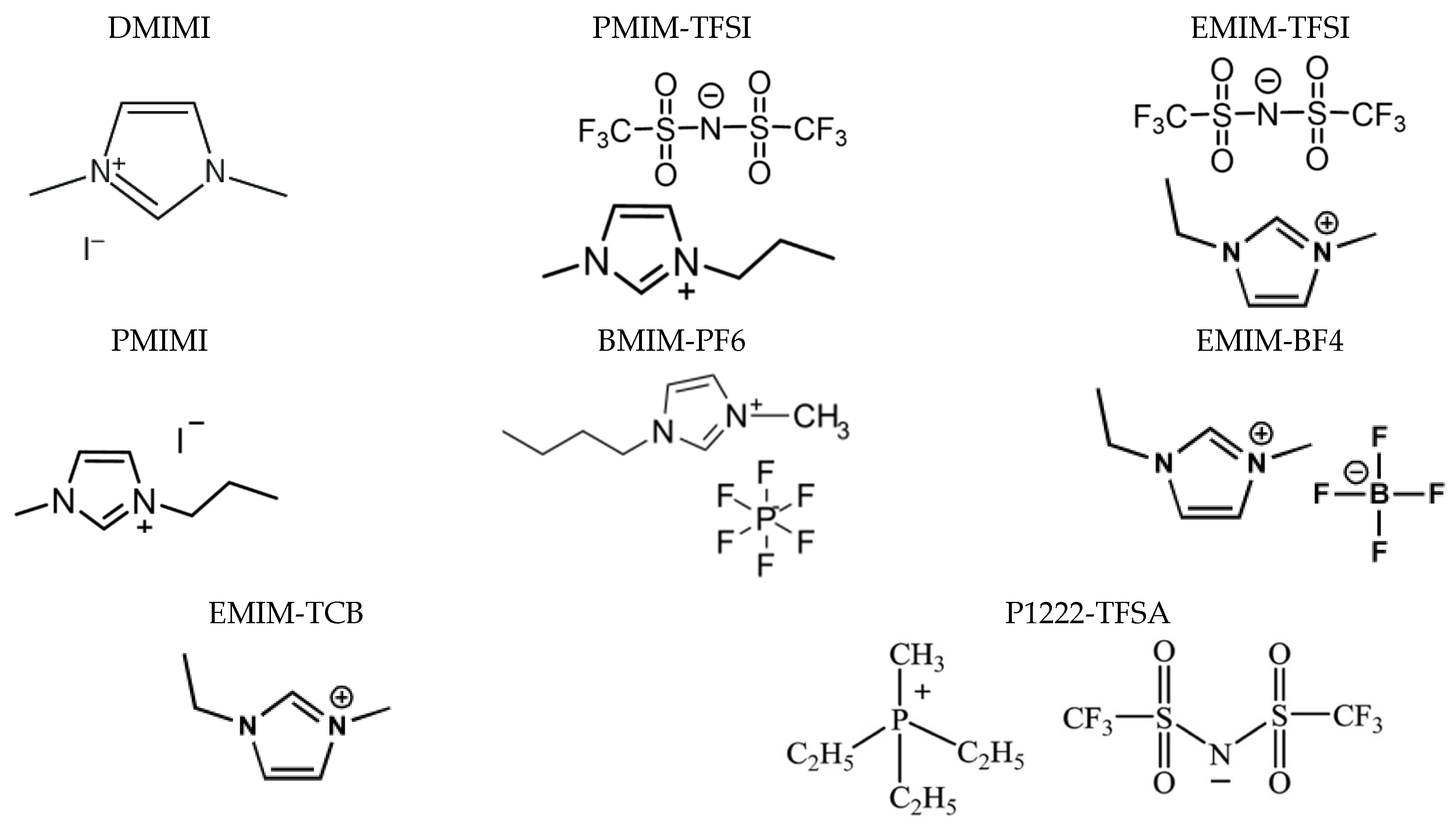
3.3. Ionic Liquid Electrolytes
3.4. Composite Electrolytes
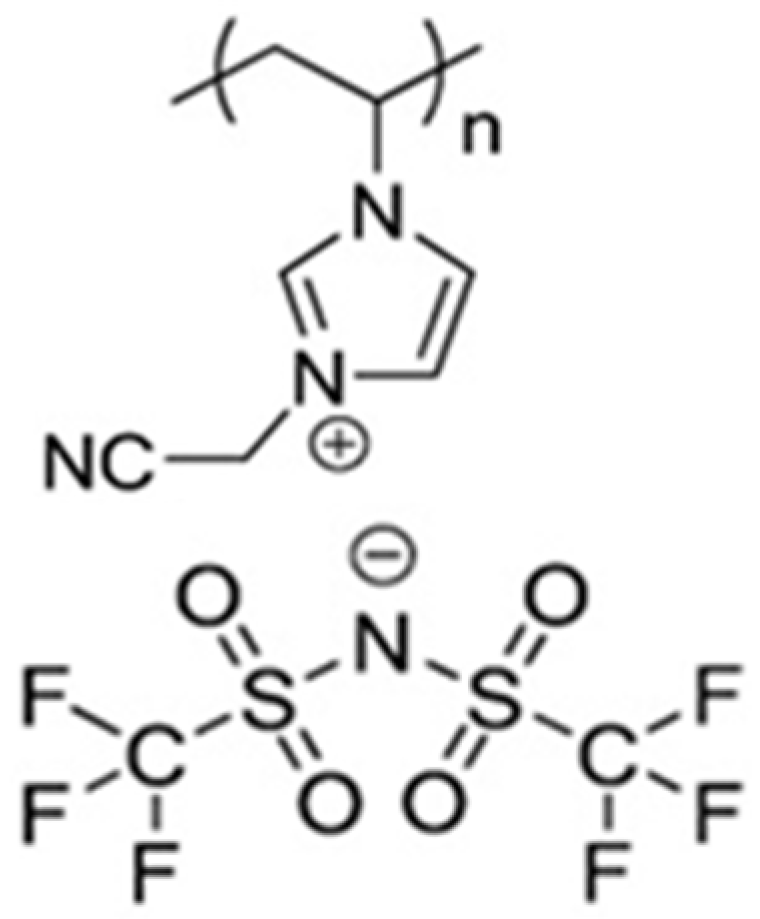
3.5. Poly(ionic liquids)
4. Polysiloxane-Based Electrolytes
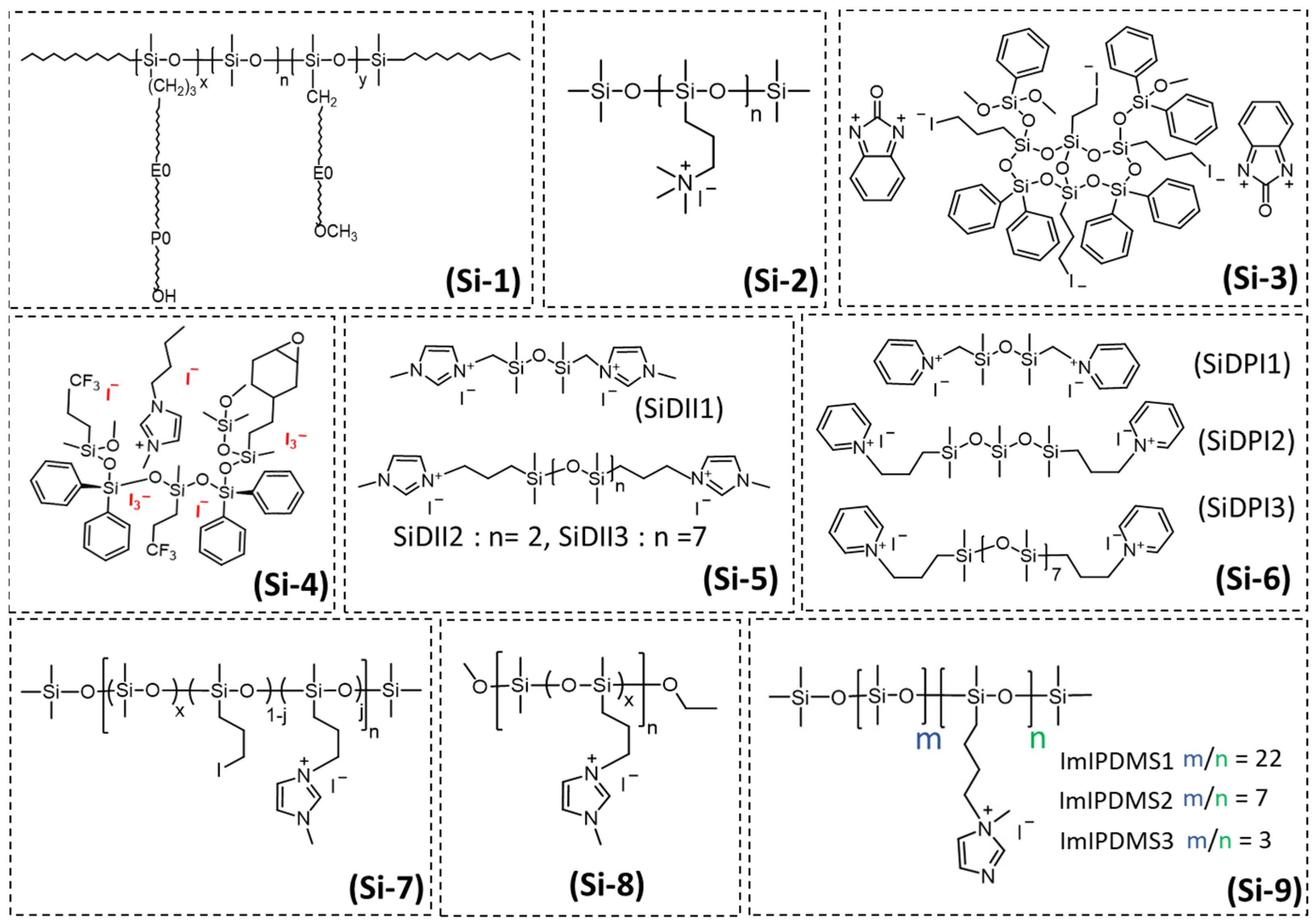
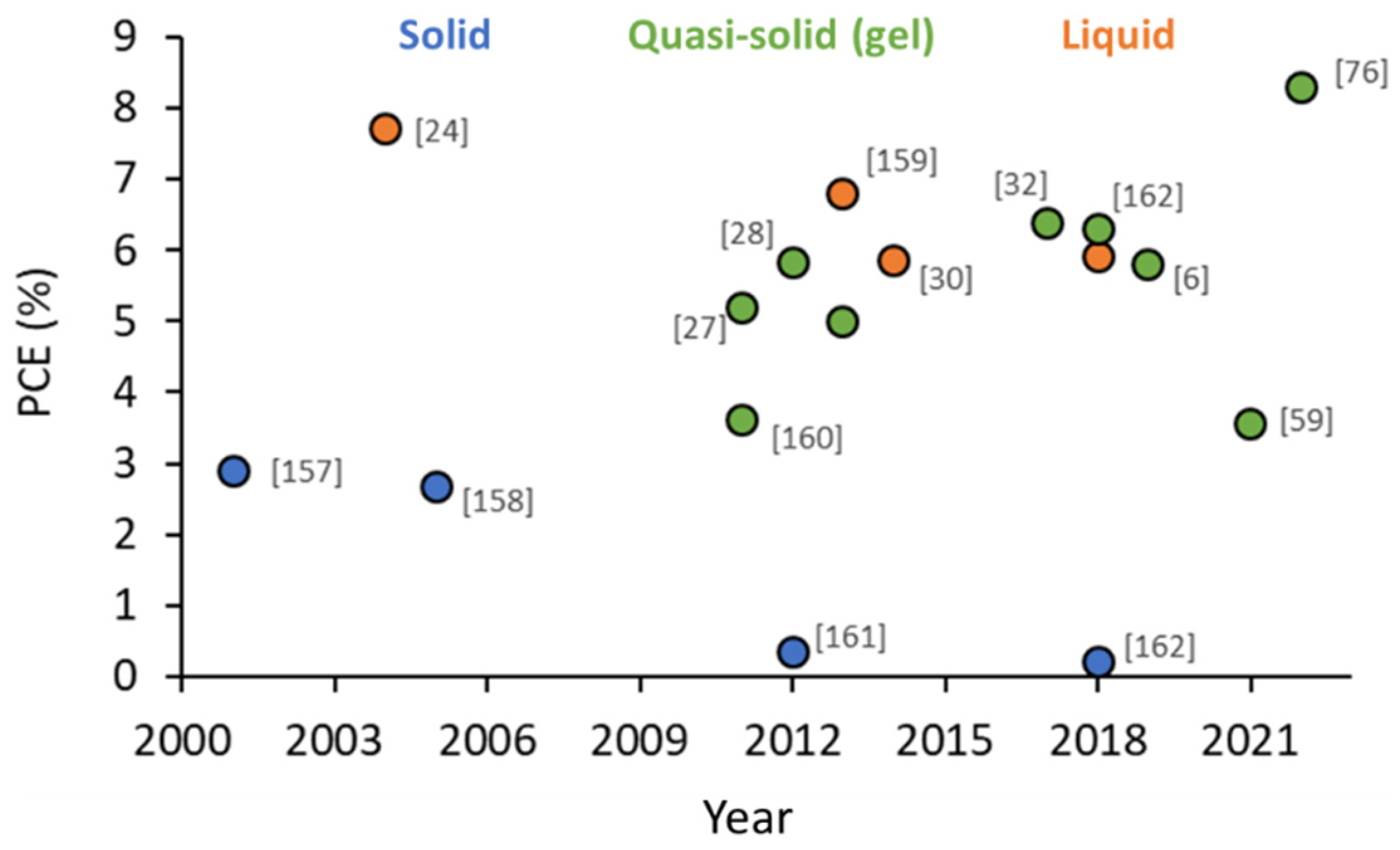
4.1. State-of-the-Art of Polysiloxane-Based Electrolytes in DSSCs
| Electrolyte Composition | Ionic Conductivity (mS/cm) | Viscosity (cPs) | Deposition Method | Jsc (mA cm−2) | Voc (V) | FF (%) | PCE (%) | Ref. |
|---|---|---|---|---|---|---|---|---|
| Polymethylhydrosiloxane + PEO, 20 wt% LiI, EC/PC (3:1, v:v), 5 wt% I2 | 1.1 | Blade-casting + pressing | 1.7 | 0.72 | 69 | 2.90 | [157] | |
| 1 M PSQAS, 0.05 M I2, 50 wt% of EC/PC (8/2) (w/w) | 1.9 | - | - | 16 | 0.56 | 50 | 7.70 | [24] |
| 1 M PSQAS, 0.05 M I2, 50 wt% of EC/PC + 10% PAN | 2.97 | Blade-casting + pressing | 7.5 | 0.63 | 57 | 2.67 | [158] | |
| Il-SiO2/PVDF (1:2) with 0.5 M NaI, 0.05 M I2, 0.1 TBP in PC: EC 4: 6 (w/w) | 3.4 | - | Pressing | 11.19 | 0.70 | 50 | 3.61 | [160] |
| 0.6 M ID33, 0.1 M LiI, 0.5 M TBP, 0.05 M I2 in MPN + BI | - | - | Injection + in situ curing | 10.30 | 0.76 | 68 | 5.20 | [27] |
| 0.25 M ECTS, 0.75 M FTMS, 1.5 M DPSD, 0.7 M BMIMI, 0.14 M I2, 0.1 M LiI, 0.25 M TBP in MPN | 0.19 | 15,700 | Injection filling + T polymerization | 10.9 | 0.79 | 68 | 5.83 | [28] |
| PSEO+ 10% PMIMI, 0.5 M NH4I, 0.1 M TBAI, 0.5 M DMPII, 0.1 M LiI, 0.2 M I2 | 0.1 | 320,000 | Injected at 70 °C | 1.74 | 0.47 | 0.41 | 0.33 | [161] |
| 0.5 M SiDiII1 or 0.5 M SiDII2 or 0.5 M SiDII3 with 0.05 M I2, 0.5 M TBP, 0.1 M GuSCN, in MPN | 3.9 | 1312 | - | 12.9 | 0.72 | 67 | 6.2 | [164] |
| 4.0 | 1125 | 12.5 | 0.72 | 67 | 6.0 | |||
| 2.8 | 843 | 11.5 | 0.71 | 62 | 5.0 | |||
| 0.03 M SiDPI2, 0.6 M PPI, 0.1 M GNCS, 0.05 M I2, 0.5 M (TBP) in MPN. | 3.1 | - | - | 15.85 | 0.70 | 61 | 6.8 | [159] |
| 40 wt% GL11_Q55, 0.15 M I2, 0.27 M LiI in MPN | 0.6 | - | Injection + in situ curing at 75 °C | 13.84 | 0.63 | 67 | 5.84 | [30] |
| 40 wt% IP-PDMS, 0.9 M DMPII, 0.15 M I2, in MPN | 8.42 | 20,000 | Injection + in situ curing at 60 °C | 13.2 | 0.69 | 70 | 6.37 | [32] |
| ImIPDMS1 * ImIPDMS2 * ImIPDMS3 * ImIPDMS2:MPITFSI (1:1) * ImIPDMS2:MPII (1:1) * ImI-PDMS3:EC (3:1) * | 0.9 × 10−2 | 13,000 | Injection | 4.2 | 0.65 | 62 | 2.5 | [165] |
| 0.8 × 10−2 | 127,000 | 5.7 | 0.56 | 63 | 3.0 | |||
| 1.6 × 10−2 | 1,200,000 | 5.9 | 0.11 | 25 | 0.2 | |||
| 0.8 | 490 | 9.0 | 0.61 | 66 | 5.6 | [162] | ||
| 0.2 | 3600 | 9.9 | 0.62 | 62 | 5.9 | |||
| 1.1 | - | 9.8 | 0.65 | 64 | 6.3 | |||
| ImIPDMS2:MPII (1:3) * | 0.35 | 1200 | Injection | 9.69 | 0.61 | 62 | 5.80 | [166] |
| ImI-PDMS3:EC (3:1) | 1.1 | - | Injection | 5.48 | 0.69 | 58 | 3.55 | [59] |
| ImI-PDMS3:EC (2:1) * ImI-PDMS3:EC (2:1) | 2.1 | - | Injection | 15.35 | 0.64 | 66 | 6.50 | [76] |
| - | 19.40 | 0.70 | 61 | 8.30 |
4.2. Iodine-Free Polysiloxane Electrolytes
4.3. Properties of Polysiloxane-Based Electrolytes
4.3.1. Thermophysical Properties
4.3.2. Ionic Conductivity
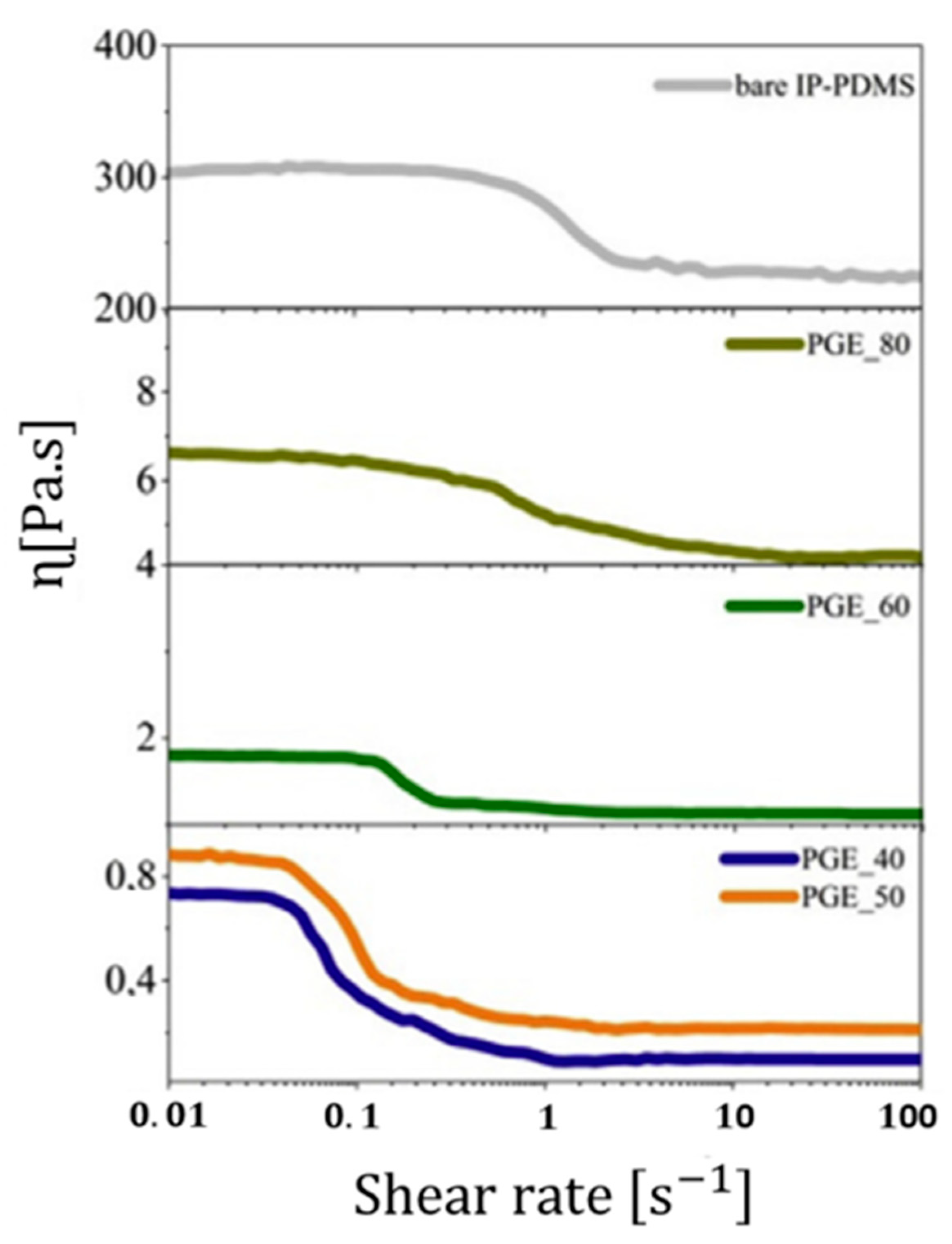
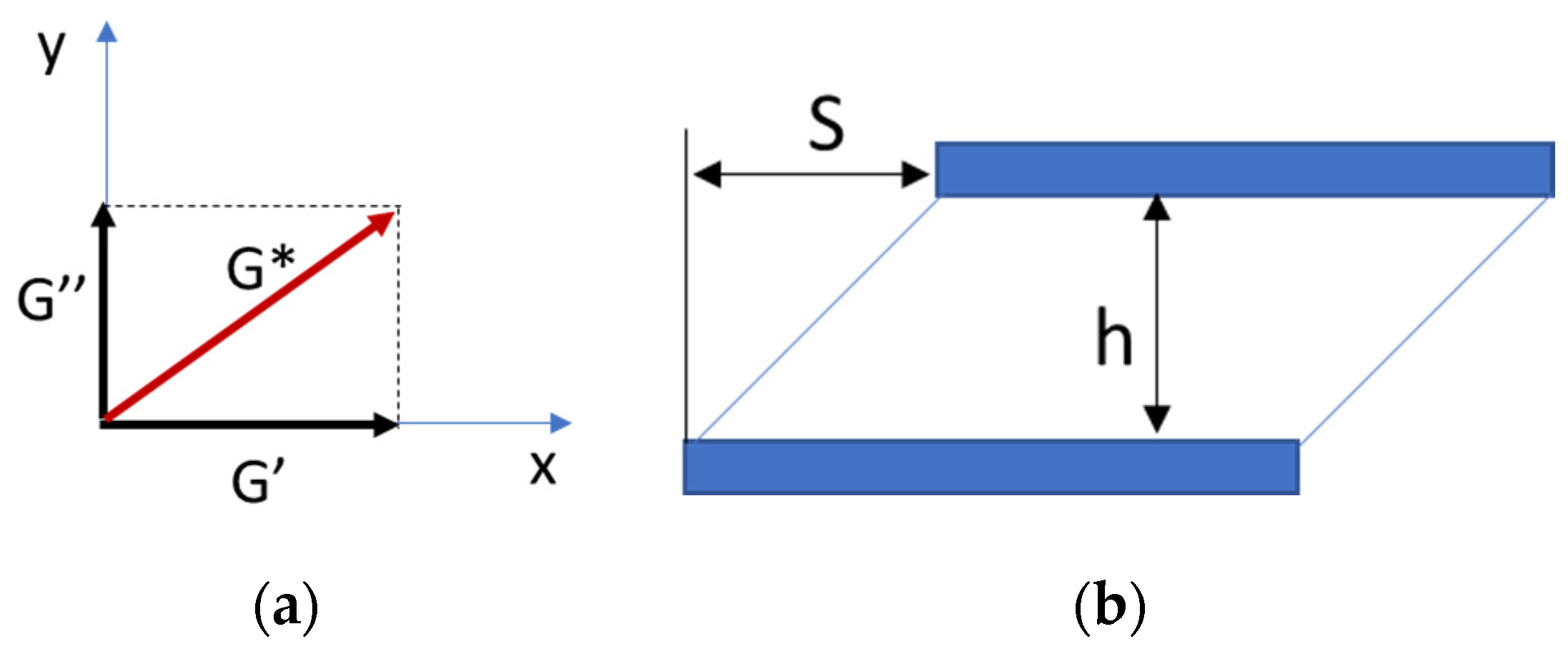
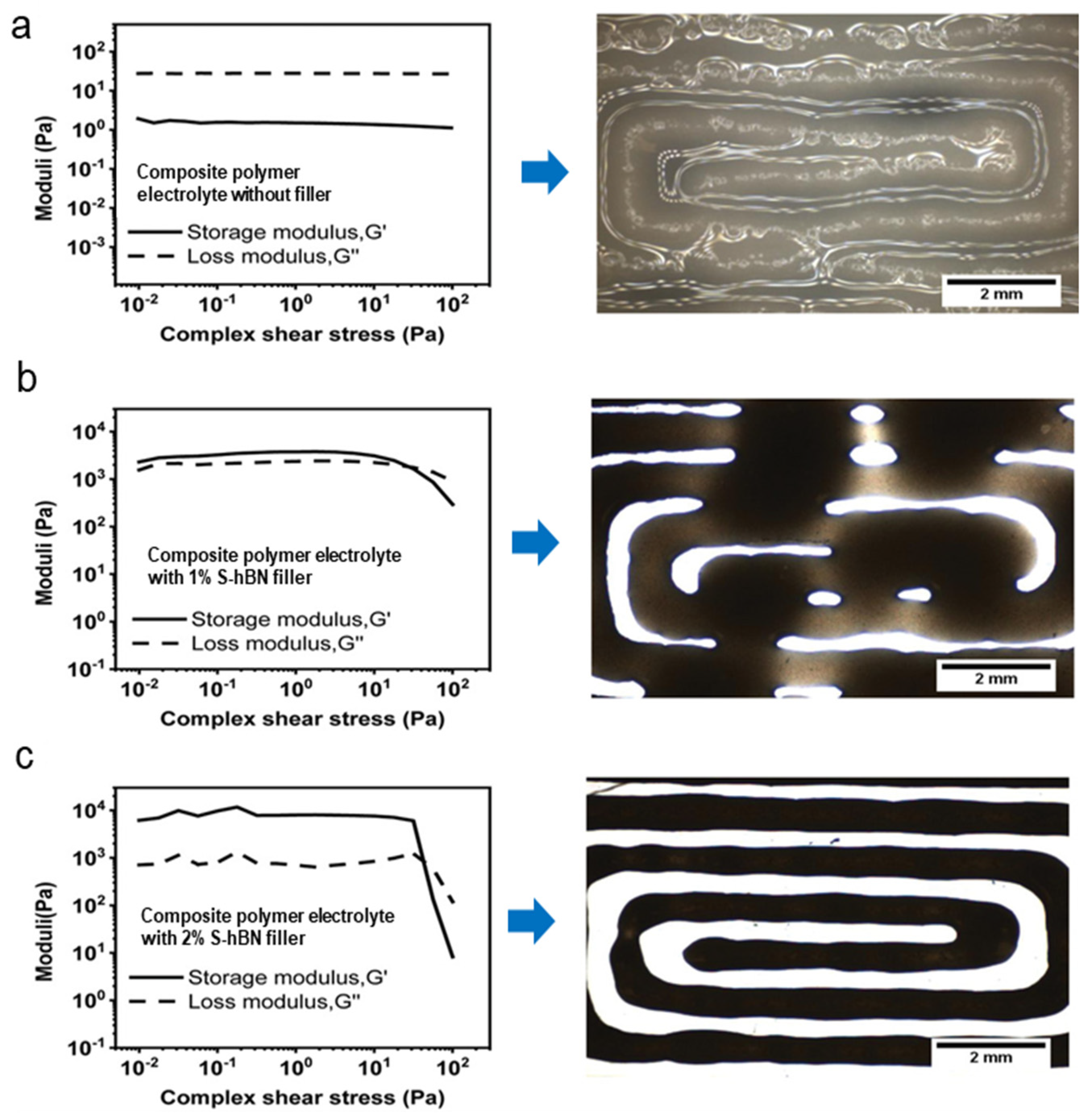
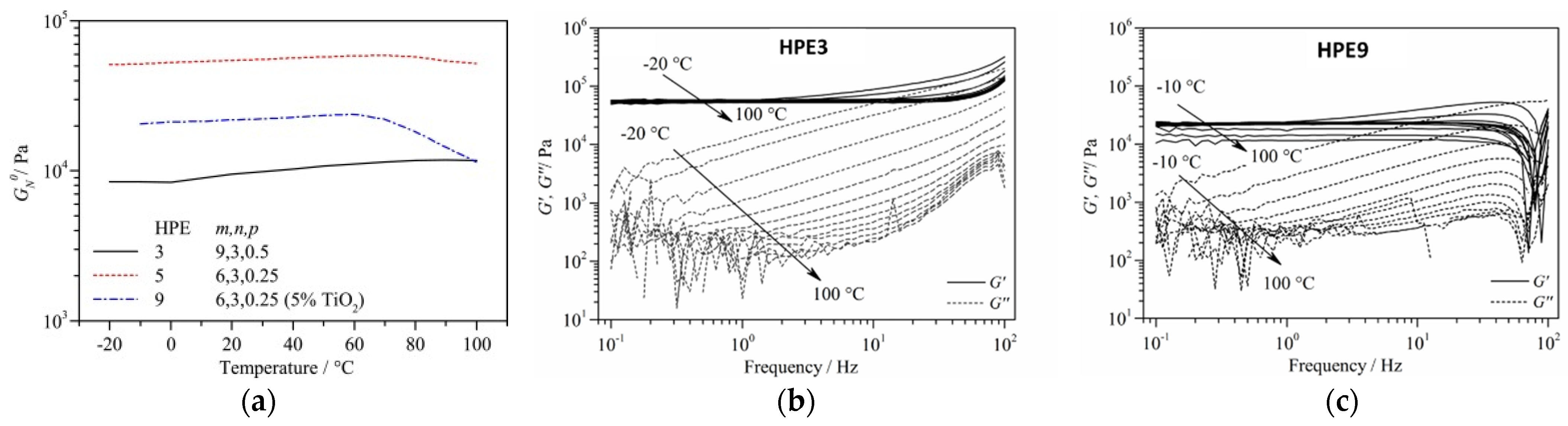
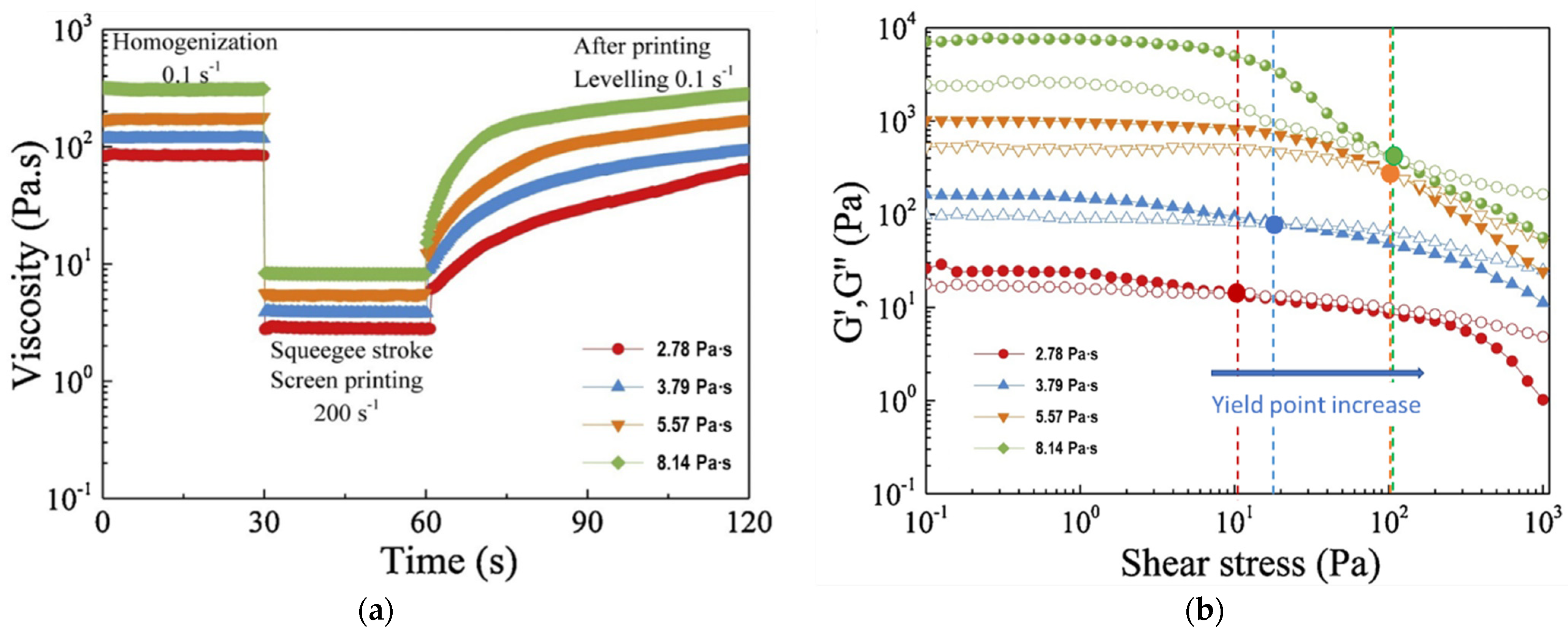
4.3.3. Rheological Properties
4.3.4. Electrochemical Stability and Redox Potential
5. Current DSSC Modules Fabrication and Device Configurations
5.1. Progress in Large Scale DSSCs Modules Development
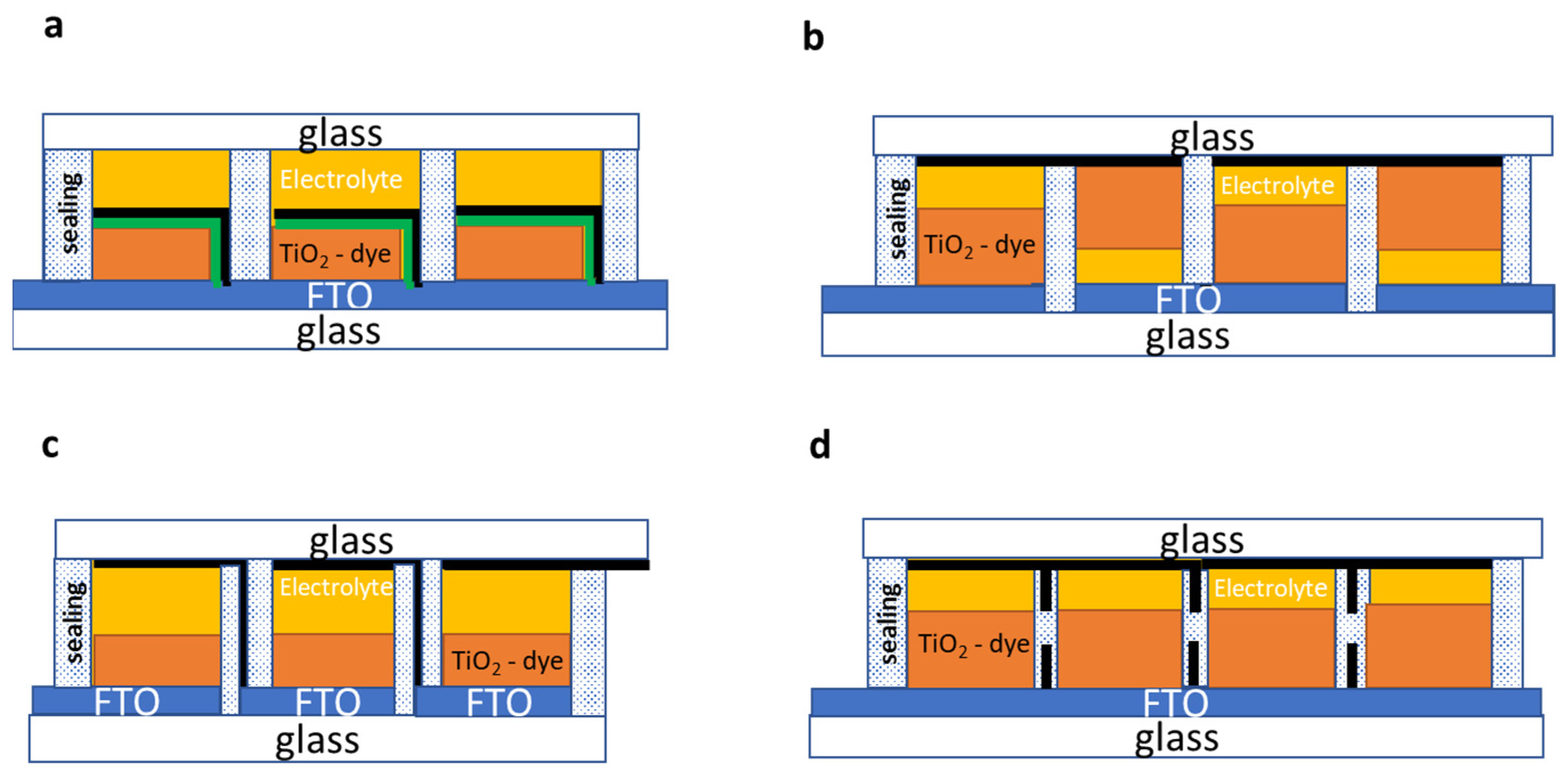
5.2. DSSC Module Configuration
5.3. Polysiloxane Viable Printing Technologies
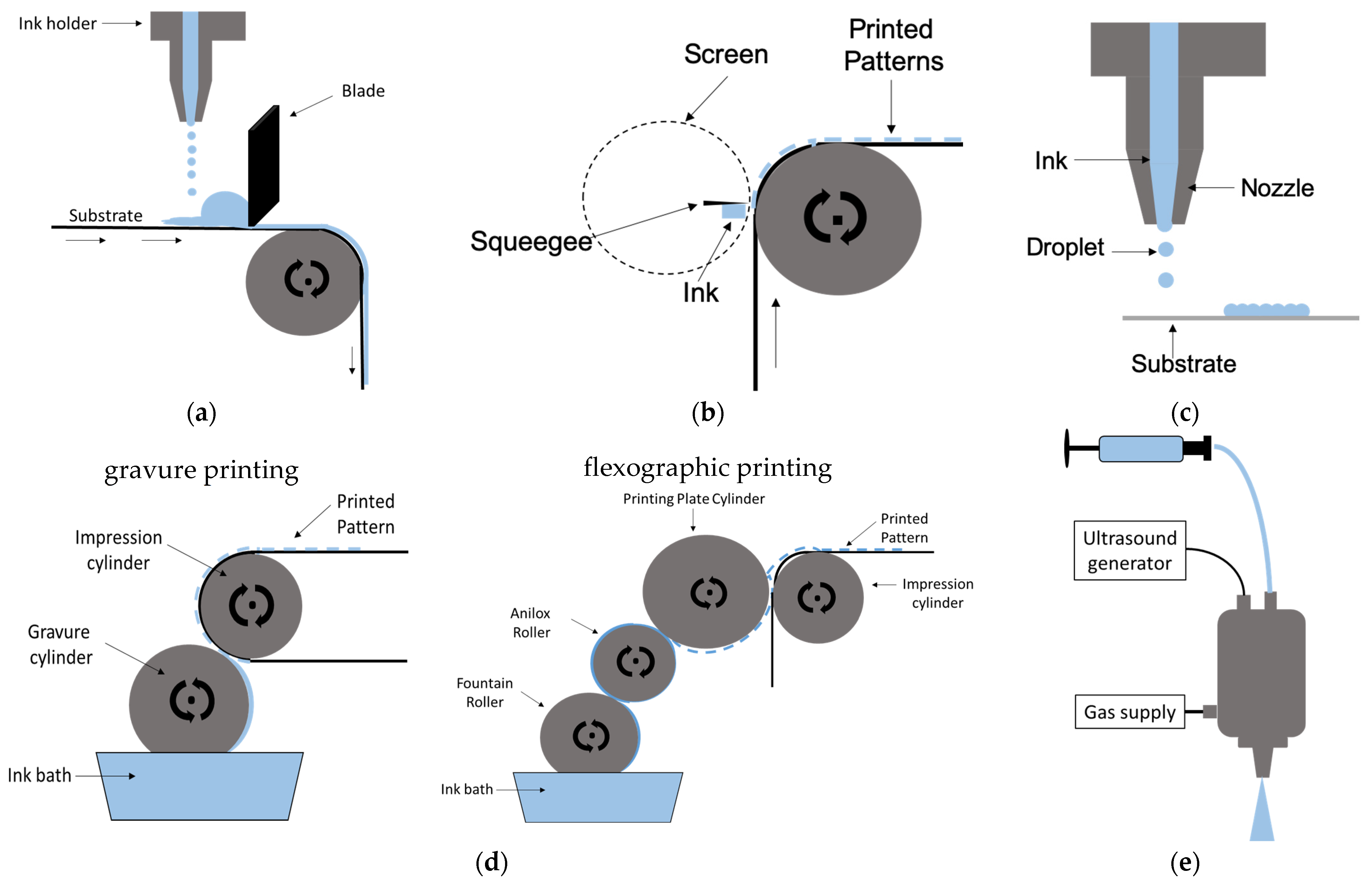
5.3.1. Blade Coating
5.3.2. Screen Printing

5.3.3. Flexographic and Gravure Printing
5.3.4. Inkjet Printing
5.3.5. Spray Coating
6. Summary and Prospects
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Available online: https://www.spglobal.com/commodityinsights/en/market-insights/latest-news/oil/100621-global-energy-demand-to-grow-47-by-2050-with-oil-still-top-source-us-eia (accessed on 3 March 2023).
- Available online: http://www.greenpeace.org/international/en/publications/Campaign-reports/ClimateReports/Energy-Revolution-2015/ (accessed on 3 March 2023).
- Green, M.A.; Emery, K.; Hishikawa, Y.; Warta, W.; Dunlop, E.D. Solar Cell Efficiency Tables (Version 48). Prog. Photovolt. Res. Appl. 2016, 24, 905–913. [Google Scholar] [CrossRef] [Green Version]
- Zhao, J.; Wang, A.; Green, M.A.; Ferrazza, F. 19.8% Efficient “Honeycomb” Textured Multicrystalline and 24.4% Monocrystalline Silicon Solar Cells. Appl. Phys. Lett. 1998, 73, 1991–1993. [Google Scholar] [CrossRef]
- Zhang, Z.; Xi, F.; Ma, Q.; Wan, X.; Li, S.; Ma, W.; Chen, X.; Chen, Z.; Deng, R.; Ji, J.; et al. A Nanosilver-Actuated High-Performance Porous Silicon Anode from Recycling of Silicon Waste. Mater. Today Nano 2022, 17, 100162. [Google Scholar] [CrossRef]
- Eshraghi, N.; Mahmoud, A.; Cloots, R.; Boschini, F. Silicon-Carbon Composite Anode Material. WO2,020,099,589A1, 22 May 2022. [Google Scholar]
- Chopra, K.L.; Paulson, P.D.; Dutta, V. Thin-Film Solar Cells: An Overview. Prog. Photovolt. Res. Appl. 2004, 12, 69–92. [Google Scholar] [CrossRef]
- Bloss, W.H.; Pfisterer, F.; Schubert, M.; Walter, T. Thin-Film Solar Cells. Prog. Photovolt. Res. Appl. 1995, 3, 3–24. [Google Scholar] [CrossRef]
- Mirabi, E.; Abarghuie, F.A.; Arazi, R. Integration of Buildings with Third-Generation Photovoltaic Solar Cells: A Review. Clean Energy 2021, 5, 505–526. [Google Scholar] [CrossRef]
- Ehrler, B.; Alarcón-Lladó, E.; Tabernig, S.W.; Veeken, T.; Garnett, E.C.; Polman, A. Photovoltaics Reaching for the Shockley–Queisser Limit. ACS Energy Lett. 2020, 5, 3029–3033. [Google Scholar] [CrossRef]
- Berhe, T.A.; Su, W.-N.; Chen, C.-H.; Pan, C.-J.; Cheng, J.-H.; Chen, H.-M.; Tsai, M.-C.; Chen, L.-Y.; Dubale, A.A.; Hwang, B.-J. Organometal Halide Perovskite Solar Cells: Degradation and Stability. Energy Environ. Sci. 2016, 9, 323–356. [Google Scholar] [CrossRef]
- Ragoussi, M.-E.; Torres, T. New Generation Solar Cells: Concepts, Trends and Perspectives. Chem. Commun. 2015, 51, 3957–3972. [Google Scholar] [CrossRef] [Green Version]
- O’Regan, B.; Grätzel, M. A Low-Cost, High-Efficiency Solar Cell Based on Dye-Sensitized Colloidal TiO2 Films. Nature 1991, 353, 737–740. [Google Scholar] [CrossRef]
- Kalyanasundaram, K. Dye-Sensitized Solar Cells; EPFL Press: Lausanne, France, 2010. [Google Scholar]
- Kokkonen, M.; Talebi, P.; Zhou, J.; Asgari, S.; Soomro, S.A.; Elsehrawy, F.; Halme, J.; Ahmad, S.; Hagfeldt, A.; Hashmi, S.G. Advanced Research Trends in Dye-Sensitized Solar Cells. J. Mater. Chem. A 2021, 9, 10527–10545. [Google Scholar] [CrossRef] [PubMed]
- Wu, J.; Lan, Z.; Lin, J.; Huang, M.; Huang, Y.; Fan, L.; Luo, G. Electrolytes in Dye-Sensitized Solar Cells. Chem. Rev. 2015, 115, 2136–2173. [Google Scholar] [CrossRef]
- Iftikhar, H.; Sonai, G.G.; Hashmi, S.G.; Nogueira, A.F.; Lund, P.D. Progress on Electrolytes Development in Dye-Sensitized Solar Cells. Materials 2019, 12, 1998. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Pradhan, S.C.; Hagfeldt, A.; Soman, S. Resurgence of DSCs with Copper Electrolyte: A Detailed Investigation of Interfacial Charge Dynamics with Cobalt and Iodine Based Electrolytes. J. Mater. Chem. A 2018, 6, 22204–22214. [Google Scholar] [CrossRef]
- Ren, Y.; Zhang, D.; Suo, J.; Cao, Y.; Eickemeyer, F.T.; Vlachopoulos, N.; Zakeeruddin, S.M.; Hagfeldt, A.; Grätzel, M. Hydroxamic Acid Pre-Adsorption Raises the Efficiency of Cosensitized Solar Cells. Nature 2023, 613, 60–65. [Google Scholar] [CrossRef]
- Santos, F.; Ivanou, D.; Mendes, A. The Renaissance of Monolithic Dye-Sensitized Solar Cells. Mater. Today Commun. 2022, 32, 104030. [Google Scholar] [CrossRef]
- Zhang, D.; Stojanovic, M.; Ren, Y.; Cao, Y.; Eickemeyer, F.T.; Socie, E.; Vlachopoulos, N.; Moser, J.-E.; Zakeeruddin, S.M.; Hagfeldt, A.; et al. A Molecular Photosensitizer Achieves a Voc of 1.24 V Enabling Highly Efficient and Stable Dye-Sensitized Solar Cells with Copper(II/I)-Based Electrolyte. Nat. Commun. 2021, 12, 1777. [Google Scholar] [CrossRef]
- Hagfeldt, A.; Grätzel, M. Molecular Photovoltaics. Acc. Chem. Res. 2000, 33, 269–277. [Google Scholar] [CrossRef] [Green Version]
- Pettersson, H.; Gruszecki, T.; Johansson, L.-H.; Johander, P. Manufacturing Method for Monolithic Dye-Sensitised Solar Cells Permitting Long-Term Stable Low-Power Modules. Sol. Energy Mater. Sol. Cells 2003, 77, 405–413. [Google Scholar] [CrossRef]
- Kang, J.-J.; Li, W.-Y.; Lin, Y.; Li, X.-P.; Xiao, X.-R.; Fang, S.-B. Synthesis and Ionic Conductivity of a Polysiloxane Containing Quaternary Ammonium Groups. Polym. Adv. Technol. 2004, 15, 61–64. [Google Scholar] [CrossRef]
- Chiba, Y.; Islam, A.; Watanabe, Y.; Komiya, R.; Koide, N.; Han, L. Dye-Sensitized Solar Cells with Conversion Efficiency of 11.1%. Jpn. J. Appl. Phys. 2006, 45, L638–L640. [Google Scholar] [CrossRef]
- Yamaguchi, T.; Tobe, N.; Matsumoto, D.; Nagai, T.; Arakawa, H. Highly Efficient Plastic-Substrate Dye-Sensitized Solar Cells with Validated Conversion Efficiency of 7.6%. Sol. Energy Mater. Sol. Cells 2010, 94, 812–816. [Google Scholar] [CrossRef]
- Jung, K.; Bae, J.-Y.; Yun, H.-G.; Kang, M.G.; Bae, B.-S. Novel Ionic Iodide-Siloxane Hybrid Electrolyte for Dye-Sensitized Solar Cells. ACS Appl. Mater. Interfaces 2011, 3, 293–298. [Google Scholar] [CrossRef]
- Bae, J.-Y.; Lim, D.; Yun, H.-G.; Kim, M.; Jin, J.; Bae, B.-S. A Quasi-Solid-State Dye-Sensitized Solar Cell Based on Sol–Gel Derived in Situ Gelation of a Siloxane Hybrid Electrolyte. RSC Adv. 2012, 2, 5524. [Google Scholar] [CrossRef]
- Jiang, D.; Hao, Y.; Shen, R.; Ghazarian, S.; Ramos, A.; Zhou, F. Effective Blockage of the Interfacial Recombination Process at TiO2 Nanowire Array Electrodes in Dye-Sensitized Solar Cells. ACS Appl. Mater. Interfaces 2013, 5, 11906–11912. [Google Scholar] [CrossRef] [PubMed]
- Gregorio, G.L.D.; Giannuzzi, R.; Cipolla, M.P.; Agosta, R.; Grisorio, R.; Capodilupo, A.; Suranna, G.P.; Gigli, G.; Manca, M. Iodopropyl-Branched Polysiloxane Gel Electrolytes with Improved Ionic Conductivity upon Cross-Linking. Chem. Commun. 2014, 50, 13904–13906. [Google Scholar] [CrossRef] [Green Version]
- Kakiage, K.; Aoyama, Y.; Yano, T.; Oya, K.; Fujisawa, J.; Hanaya, M. Highly-Efficient Dye-Sensitized Solar Cells with Collaborative Sensitization by Silyl-Anchor and Carboxy-Anchor Dyes. Chem. Commun. 2015, 51, 15894–15897. [Google Scholar] [CrossRef] [PubMed]
- Cipolla, M.P.; Gregorio, G.L.D.; Grisorio, R.; Giannuzzi, R.; Gigli, G.; Suranna, G.P.; Manca, M. An Ion Conductive Polysiloxane as Effective Gel Electrolyte for Long Stable Dye Solar Cells. J. Power Sources 2017, 356, 191–199. [Google Scholar] [CrossRef]
- Cao, Y.; Liu, Y.; Zakeeruddin, S.M.; Hagfeldt, A.; Grätzel, M. Direct Contact of Selective Charge Extraction Layers Enables High-Efficiency Molecular Photovoltaics. Joule 2018, 2, 1108–1117. [Google Scholar] [CrossRef] [Green Version]
- Wang, H.; Huang, S.; Wang, S.; Hu, Z.; Ding, G.; Qian, X.; Chen, Z. Colloid Synthesis of CuFeSe2 Nanocubes as Efficient Electrocatalysts for Dye-Sensitized Solar Cells. J. Electroanal. Chem. 2019, 834, 26–32. [Google Scholar] [CrossRef]
- Tseng, S.-K.; Wang, R.-H.; Wu, J.-L.; Jyothibasu, J.P.; Wang, T.-L.; Chu, C.-Y.; Lee, R.-H. Synthesis of a Series of Novel Imidazolium-Containing Ionic Liquid Copolymers for Dye-Sensitized Solar Cells. Polymer 2020, 210, 123074. [Google Scholar] [CrossRef]
- Grobelny, A.; Shen, Z.; Eickemeyer, F.T.; Antariksa, N.F.; Zapotoczny, S.; Zakeeruddin, S.M.; Grätzel, M. A Molecularly Tailored Photosensitizer with an Efficiency of 13.2% for Dye-Sensitized Solar Cells. Adv. Mater. 2023, 35, 2207785. [Google Scholar] [CrossRef] [PubMed]
- Raga, S.R.; Fabregat-Santiago, F. Temperature Effects in Dye-Sensitized Solar Cells. Phys. Chem. Chem. Phys. 2013, 15, 2328. [Google Scholar] [CrossRef] [PubMed]
- Jiang, N.; Sumitomo, T.; Lee, T.; Pellaroque, A.; Bellon, O.; Milliken, D.; Desilvestro, H. High Temperature Stability of Dye Solar Cells. Sol. Energy Mater. Sol. Cells 2013, 119, 36–50. [Google Scholar] [CrossRef]
- Mariani, P.; Vesce, L.; Carlo, A.D. The Role of Printing Techniques for Large-Area Dye Sensitized Solar Cells. Semicond. Sci. Technol. 2015, 30, 104003. [Google Scholar] [CrossRef]
- Jackson, S.; Dickens, T. Rheological and Structural Characterization of 3D-Printable Polymer Electrolyte Inks. Polym. Test. 2021, 104, 107377. [Google Scholar] [CrossRef]
- Liu, I.-P.; Chen, Y.-Y.; Cho, Y.-S.; Wang, L.-W.; Chien, C.-Y.; Lee, Y.-L. Double-Layered Printable Electrolytes for Highly Efficient Dye-Sensitized Solar Cells. J. Power Sources 2021, 482, 228962. [Google Scholar] [CrossRef]
- Hagfeldt, A.; Boschloo, G.; Sun, L.; Kloo, L.; Pettersson, H. Dye-Sensitized Solar Cells. Chem. Rev. 2010, 110, 6595–6663. [Google Scholar] [CrossRef]
- Grätzel, M. Photovoltaic Performance and Long-Term Stability of Dye-Sensitized Meosocopic Solar Cells. C. R. Chim. 2006, 9, 578–583. [Google Scholar] [CrossRef]
- Grätzel, M. Conversion of Sunlight to Electric Power by Nanocrystalline Dye-Sensitized Solar Cells. J. Photochem. Photobiol. Chem. 2004, 164, 3–14. [Google Scholar] [CrossRef]
- Listorti, A.; O’Regan, B.; Durrant, J.R. Electron Transfer Dynamics in Dye-Sensitized Solar Cells. Chem. Mater. 2011, 23, 3381–3399. [Google Scholar] [CrossRef]
- Yu, H.; Zhang, S.; Zhao, H.; Will, G.; Liu, P. An Efficient and Low-Cost TiO2 Compact Layer for Performance Improvement of Dye-Sensitized Solar Cells. Electrochim. Acta 2009, 54, 1319–1324. [Google Scholar] [CrossRef] [Green Version]
- Venkatesan, S.; Lin, W.-H.; Teng, H.; Lee, Y.-L. High-Efficiency Bifacial Dye-Sensitized Solar Cells for Application under Indoor Light Conditions. ACS Appl. Mater. Interfaces 2019, 11, 42780–42789. [Google Scholar] [CrossRef]
- Kang, J.S.; Kim, J.; Kim, J.-Y.; Lee, M.J.; Kang, J.; Son, Y.J.; Jeong, J.; Park, S.H.; Ko, M.J.; Sung, Y.-E. Highly Efficient Bifacial Dye-Sensitized Solar Cells Employing Polymeric Counter Electrodes. ACS Appl. Mater. Interfaces 2018, 10, 8611–8620. [Google Scholar] [CrossRef]
- Hashmi, G.; Miettunen, K.; Peltola, T.; Halme, J.; Asghar, I.; Aitola, K.; Toivola, M.; Lund, P. Review of Materials and Manufacturing Options for Large Area Flexible Dye Solar Cells. Renew. Sustain. Energy Rev. 2011, 15, 3717–3732. [Google Scholar] [CrossRef] [Green Version]
- Yun, S.; Freitas, J.N.; Nogueira, A.F.; Wang, Y.; Ahmad, S.; Wang, Z.-S. Dye-Sensitized Solar Cells Employing Polymers. Prog. Polym. Sci. 2016, 59, 1–40. [Google Scholar] [CrossRef]
- Noorasid, N.S.; Arith, F.; Mustafa, A.N.; Azam, M.A.; Mahalingam, S.; Chelvanathan, P.; Amin, N. Current Advancement of Flexible Dye Sensitized Solar Cell: A Review. Optik 2022, 254, 168089. [Google Scholar] [CrossRef]
- Wu, J.; Lan, Z.; Lin, J.; Huang, M.; Huang, Y.; Fan, L.; Luo, G.; Lin, Y.; Xie, Y.; Wei, Y. Counter Electrodes in Dye-Sensitized Solar Cells. Chem. Soc. Rev. 2017, 46, 5975–6023. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Mathew, S.; Yella, A.; Gao, P.; Humphry-Baker, R.; Curchod, B.F.E.; Ashari-Astani, N.; Tavernelli, I.; Rothlisberger, U.; Nazeeruddin, M.K.; Grätzel, M. Dye-Sensitized Solar Cells with 13% Efficiency Achieved through the Molecular Engineering of Porphyrin Sensitizers. Nat. Chem. 2014, 6, 242–247. [Google Scholar] [CrossRef] [Green Version]
- Huang, Y.-T.; Lee, H.; Li, W.-D.; Feng, S.-P. Engineered Platinum Nanoparticles via Pulse Electrochemical Deposition for Bifacially Transparent and Efficient Full-Plastic Dye-Sensitized Solar Cells. J. Power Sources 2019, 435, 226801. [Google Scholar] [CrossRef]
- Sasidharan, S.; Pradhan, S.C.; Jagadeesh, A.; Nair, B.N.; Mohamed, A.A.P.; N, N.U.K.; Soman, S.; Hareesh, U.N.S. Bifacial Dye-Sensitized Solar Cells with Enhanced Light Scattering and Improved Power Conversion Efficiency under Full Sun and Indoor Light Conditions. ACS Appl. Energy Mater. 2020, 3, 12584–12595. [Google Scholar] [CrossRef]
- So, S.; Hwang, I.; Yoo, J.; Mohajernia, S.; Mačković, M.; Spiecker, E.; Cha, G.; Mazare, A.; Schmuki, P. Inducing a Nanotwinned Grain Structure within the TiO2 Nanotubes Provides Enhanced Electron Transport and DSSC Efficiencies >10%. Adv. Energy Mater. 2018, 8, 1800981. [Google Scholar] [CrossRef]
- Zheng, B.; Zhu, Q.; Shang, J.K. Low-Temperature UV Irradiation of Carbon/AgNWs Counter Electrodes for Inexpensive Flexible Dye-Sensitized Solar Cells. Sol. Energy 2021, 230, 996–1003. [Google Scholar] [CrossRef]
- An, J.; Guo, W.; Ma, T. Enhanced Photoconversion Efficiency of All-Flexible Dye-Sensitized Solar Cells Based on a Ti Substrate with TiO2 Nanoforest Underlayer. Small 2012, 8, 3427–3431. [Google Scholar] [CrossRef] [PubMed]
- Bharwal, A.K.; Salian, G.D.; Manceriu, L.; Mahmoud, A.; Alloin, F.; Iojoiu, C.; Djenizian, T.; Ruiz, C.M.; Pasquinelli, M.; Toupance, T.; et al. Plasticized I2-Free Polysiloxane Ionic Conductors as Electrolytes for Stable and Flexible Solid-State Dye-Sensitized Solar Cells. Appl. Surf. Sci. Adv. 2021, 5, 100120. [Google Scholar] [CrossRef]
- Lee, C.-H.; Chiu, W.-H.; Lee, K.-M.; Hsieh, W.-F.; Wu, J.-M. Improved Performance of Flexible Dye-Sensitized Solar Cells by Introducing an Interfacial Layer on Ti Substrates. J. Mater. Chem. 2011, 21, 5114. [Google Scholar] [CrossRef]
- Mariani, P.; Agresti, A.; Vesce, L.; Pescetelli, S.; Palma, A.L.; Tomarchio, F.; Karagiannidis, P.; Ferrari, A.C.; Carlo, A.D. Graphene-Based Interconnects for Stable Dye-Sensitized Solar Modules. ACS Appl. Energy Mater. 2021, 4, 98–110. [Google Scholar] [CrossRef]
- Lee, K.-M.; Chiu, W.-H.; Lu, M.-D.; Hsieh, W.-F. Improvement on the Long-Term Stability of Flexible Plastic Dye-Sensitized Solar Cells. J. Power Sources 2011, 196, 8897–8903. [Google Scholar] [CrossRef]
- Rossi, F.D.; Mincuzzi, G.; Giacomo, F.D.; Fahlteich, J.; Amberg-Schwab, S.; Noller, K.; Brown, T.M. A Systematic Investigation of Permeation Barriers for Flexible Dye-Sensitized Solar Cells. Energy Technol. 2016, 4, 1455–1462. [Google Scholar] [CrossRef]
- Yang, J.; Min, M.; Yoon, Y.; Kim, W.J.; Kim, S.; Lee, H. Impermeable Flexible Liquid Barrier Film for Encapsulation of DSSC Metal Electrodes. Sci. Rep. 2016, 6, 27422. [Google Scholar] [CrossRef] [Green Version]
- Yuwawech, K.; Wootthikanokkhan, J.; Wanwong, S.; Tanpichai, S. Polyurethane/esterified cellulose nanocrystal composites as a transparent moisture barrier coating for encapsulation of dye sensitized solar cells. J. Appl. Polym. Sci. 2017, 134, 45010. [Google Scholar] [CrossRef] [Green Version]
- Miettunen, K.; Halme, J.; Lund, P. Metallic and Plastic Dye Solar Cells. Wiley Interdiscip. Rev. Energy Environ. 2013, 2, 104–120. [Google Scholar] [CrossRef] [Green Version]
- AL-Baradi, A.M. Sputtered and Heat-Treated TiO2 Electrodes for Dye-Sensitized Solar Cells Applications. Results Phys. 2020, 17, 103109. [Google Scholar] [CrossRef]
- Aitola, K.; Sonai, G.G.; Markkanen, M.; Kaschuk, J.J.; Hou, X.; Miettunen, K.; Lund, P.D. Encapsulation of Commercial and Emerging Solar Cells with Focus on Perovskite Solar Cells. Sol. Energy 2022, 237, 264–283. [Google Scholar] [CrossRef]
- Su’ait, M.S.; Rahman, M.Y.A.; Ahmad, A. Review on Polymer Electrolyte in Dye-Sensitized Solar Cells (DSSCs). Sol. Energy 2015, 115, 452–470. [Google Scholar] [CrossRef]
- Lee, C.-P.; Ho, K.-C. Poly(Ionic Liquid)s for Dye-Sensitized Solar Cells: A Mini-Review. Eur. Polym. J. 2018, 108, 420–428. [Google Scholar] [CrossRef]
- Wang, C.; Wang, L.; Shi, Y.; Zhang, H.; Ma, T. Printable Electrolytes for Highly Efficient Quasi-Solid-State Dye-Sensitized Solar Cells. Electrochim. Acta 2013, 91, 302–306. [Google Scholar] [CrossRef]
- Liu, I.-P.; Hung, W.-N.; Teng, H.; Venkatesan, S.; Lin, J.-C.; Lee, Y.-L. High-Performance Printable Electrolytes for Dye-Sensitized Solar Cells. J. Mater. Chem. A 2017, 5, 9190–9197. [Google Scholar] [CrossRef]
- Pavithra, N.; Asiri, A.M.; Anandan, S. Fabrication of Dye Sensitized Solar Cell Using Gel Polymer Electrolytes Consisting Poly(Ethylene Oxide)-Acetamide Composite. J. Power Sources 2015, 286, 346–353. [Google Scholar] [CrossRef]
- Seidalilir, Z.; Malekfar, R.; Wu, H.-P.; Shiu, J.-W.; Diau, E.W.-G. High-Performance and Stable Gel-State Dye-Sensitized Solar Cells Using Anodic TiO2 Nanotube Arrays and Polymer-Based Gel Electrolytes. ACS Appl. Mater. Interfaces 2015, 7, 12731–12739. [Google Scholar] [CrossRef]
- Lee, H.-S.; Han, C.-H.; Sung, Y.-M.; Sekhon, S.S.; Kim, K.-J. Gel Electrolyte Based on UV-Cured Polyurethane for Dye-Sensitized Solar Cells. Curr. Appl. Phys. 2011, 11, S158–S162. [Google Scholar] [CrossRef]
- Bharwal, A.K.; Manceriu, L.; Olivier, C.; Mahmoud, A.; Iojoiu, C.; Toupance, T.; Ruiz, C.M.; Pasquinelli, M.; Duché, D.; Simon, J.-J.; et al. Remarkable 8.3% Efficiency and Extended Electron Lifetime towards Highly Stable Semi-Transparent Iodine-Free DSSCs by Mitigating the in-Situ Triiodide Generation. Chem. Eng. J. 2022, 446, 136777. [Google Scholar] [CrossRef]
- Park, S.-H.; Lim, J.; Kwon, Y.S.; Song, I.Y.; Choi, J.M.; Song, S.; Park, T. Tunable Nanoporous Network Polymer Nanocomposites Having Size-Selective Ion Transfer for Dye-Sensitized Solar Cells. Adv. Energy Mater. 2013, 3, 184–192. [Google Scholar] [CrossRef]
- Kwon, J.; Park, N.-G.; Lee, J.Y.; Ko, M.J.; Park, J.H. Highly Efficient Monolithic Dye-Sensitized Solar Cells. ACS Appl. Mater. Interfaces 2013, 5, 2070–2074. [Google Scholar] [CrossRef]
- Mohan, V.M.; Murakami, K.; Kono, A.; Shimomura, M. Poly(Acrylonitrile)/Activated Carbon Composite Polymer Gel Electrolyte for High Efficiency Dye Sensitized Solar Cells. J. Mater. Chem. A 2013, 1, 7399. [Google Scholar] [CrossRef]
- Rong, Y.; Li, X.; Liu, G.; Wang, H.; Ku, Z.; Xu, M.; Liu, L.; Hu, M.; Yang, Y.; Zhang, M.; et al. Monolithic Quasi-Solid-State Dye-Sensitized Solar Cells Based on Iodine-Free Polymer Gel Electrolyte. J. Power Sources 2013, 235, 243–250. [Google Scholar] [CrossRef]
- Santos, F.; Hora, C.; Ivanou, D.; Mendes, A.M. Efficient Liquid-Junction Monolithic Cobalt-Mediated Dye-Sensitized Solar Cells for Solar and Artificial Light Conversion. ACS Appl. Energy Mater. 2021, 4, 5050–5058. [Google Scholar] [CrossRef]
- Kato, N.; Moribe, S.; Shiozawa, M.; Suzuki, R.; Higuchi, K.; Suzuki, A.; Sreenivasu, M.; Tsuchimoto, K.; Tatematsu, K.; Mizumoto, K.; et al. Improved Conversion Efficiency of 10% for Solid-State Dye-Sensitized Solar Cells Utilizing P-Type Semiconducting CuI and Multi-Dye Consisting of Novel Porphyrin Dimer and Organic Dyes. J. Mater. Chem. A 2018, 6, 22508–22512. [Google Scholar] [CrossRef] [Green Version]
- Zhang, W.; Wu, Y.; Bahng, H.W.; Cao, Y.; Yi, C.; Saygili, Y.; Luo, J.; Liu, Y.; Kavan, L.; Moser, J.-E.; et al. Comprehensive Control of Voltage Loss Enables 11.7% Efficient Solid-State Dye-Sensitized Solar Cells. Energy Environ. Sci. 2018, 11, 1779–1787. [Google Scholar] [CrossRef] [Green Version]
- Freitag, M.; Teuscher, J.; Saygili, Y.; Zhang, X.; Giordano, F.; Liska, P.; Hua, J.; Zakeeruddin, S.M.; Moser, J.-E.; Grätzel, M.; et al. Dye-Sensitized Solar Cells for Efficient Power Generation under Ambient Lighting. Nat. Photonics 2017, 11, 372–378. [Google Scholar] [CrossRef] [Green Version]
- Burschka, J.; Dualeh, A.; Kessler, F.; Baranoff, E.; Cevey-Ha, N.-L.; Yi, C.; Nazeeruddin, M.K.; Grätzel, M. Tris(2-(1H-Pyrazol-1-Yl)Pyridine)Cobalt(III) as p-Type Dopant for Organic Semiconductors and Its Application in Highly Efficient Solid-State Dye-Sensitized Solar Cells. J. Am. Chem. Soc. 2011, 133, 18042–18045. [Google Scholar] [CrossRef] [PubMed]
- Hashmi, S.G.; Özkan, M.; Halme, J.; Zakeeruddin, S.M.; Paltakari, J.; Grätzel, M.; Lund, P.D. Dye-Sensitized Solar Cells with Inkjet-Printed Dyes. Energy Environ. Sci. 2016, 9, 2453–2462. [Google Scholar] [CrossRef] [Green Version]
- Feng, J.; Liu, G.; Ma, T.; Hu, Z.; Wu, K.; Zhang, W. The Performance of Dye-Sensitized Solar Cells Using Different Carbon Materials as Counter Electrodes. Carbon 2013, 51, 436. [Google Scholar] [CrossRef]
- Kumar, D.K.; Swami, S.K.; Dutta, V.; Chen, B.; Bennett, N.; Upadhyaya, H.M. Scalable Screen-Printing Manufacturing Process for Graphene Oxide Platinum Free Alternative Counter Electrodes in Efficient Dye Sensitized Solar Cells. FlatChem 2019, 15, 100105. [Google Scholar] [CrossRef]
- Roy, A.; Ghosh, A.; Bhandari, S.; Selvaraj, P.; Sundaram, S.; Mallick, T.K. Color Comfort Evaluation of Dye-Sensitized Solar Cell (DSSC) Based Building-Integrated Photovoltaic (BIPV) Glazing after 2 Years of Ambient Exposure. J. Phys. Chem. C 2019, 123, 23834–23837. [Google Scholar] [CrossRef] [Green Version]
- Huaulmé, Q.; Mwalukuku, V.M.; Joly, D.; Liotier, J.; Kervella, Y.; Maldivi, P.; Narbey, S.; Oswald, F.; Riquelme, A.J.; Anta, J.A.; et al. Photochromic Dye-Sensitized Solar Cells with Light-Driven Adjustable Optical Transmission and Power Conversion Efficiency. Nat. Energy 2020, 5, 468–477. [Google Scholar] [CrossRef]
- Naim, W.; Novelli, V.; Nikolinakos, I.; Barbero, N.; Dzeba, I.; Grifoni, F.; Ren, Y.; Alnasser, T.; Velardo, A.; Borrelli, R.; et al. Transparent and Colorless Dye-Sensitized Solar Cells Exceeding 75% Average Visible Transmittance. JACS Au 2021, 1, 409–426. [Google Scholar] [CrossRef]
- Kato, N.; Takeda, Y.; Higuchi, K.; Takeichi, A.; Sudo, E.; Tanaka, H.; Motohiro, T.; Sano, T.; Toyoda, T. Degradation Analysis of Dye-Sensitized Solar Cell Module after Long-Term Stability Test under Outdoor Working Condition. Sol. Energy Mater. Sol. Cells 2009, 93, 893–897. [Google Scholar] [CrossRef]
- Ali, B.M.; Kumar, K.A.; Bargathulla, I.; Sathiyaraj, S.; Nasar, A.S. Elimination of 50% Iodine and Excellent Performance of Dye-Sensitized Solar Cell Enabled by TEMPO Radical Dendrimer–Iodide Dual Redox Systems. ACS Appl. Energy Mater. 2020, 3, 10506–10514. [Google Scholar] [CrossRef]
- Chalkias, D.A.; Charalampopoulos, C.; Andreopoulou, A.K.; Karavioti, A.; Stathatos, E. Spectral Engineering of Semi-Transparent Dye-Sensitized Solar Cells Using New Triphenylamine-Based Dyes and an Iodine-Free Electrolyte for Greenhouse-Oriented Applications. J. Power Sources 2021, 496, 229842. [Google Scholar] [CrossRef]
- Wang, Y. Recent Research Progress on Polymer Electrolytes for Dye-Sensitized Solar Cells. Sol. Energy Mater. Sol. Cells 2009, 93, 1167–1175. [Google Scholar] [CrossRef]
- Wright, P.V. Polymer Electrolytes—The Early Days. Electrochim. Acta 1998, 43, 1137–1143. [Google Scholar] [CrossRef]
- Wu, J.H.; Lan, Z.; Lin, J.M.; Huang, M.L.; Hao, S.C.; Sato, T.; Yin, S. A Novel Thermosetting Gel Electrolyte for Stable Quasi-Solid-State Dye-Sensitized Solar Cells. Adv. Mater. 2007, 19, 4006–4011. [Google Scholar] [CrossRef]
- Wu, J.H.; Hao, S.C.; Lan, Z.; Lin, J.M.; Huang, M.L.; Huang, Y.F.; Fang, L.Q.; Yin, S.; Sato, T. A Thermoplastic Gel Electrolyte for Stable Quasi-Solid-State Dye-Sensitized Solar Cells. Adv. Funct. Mater. 2007, 17, 2645–2652. [Google Scholar] [CrossRef]
- Noto, V.D.; Lavina, S.; Giffin, G.A.; Negro, E.; Scrosati, B. Polymer Electrolytes: Present, Past and Future. Electrochim. Acta 2011, 57, 4–13. [Google Scholar] [CrossRef]
- Gorlov, M.; Kloo, L. Ionic Liquid Electrolytes for Dye-Sensitized Solar Cells. Dalton Trans. 2008, 2655–2666. [Google Scholar] [CrossRef]
- Chuang, P.-Y.; Chang, L.-Y.; Chuang, C.-N.; Chen, S.-H.; Lin, J.-J.; Ho, K.-C.; Hsieh, K.-H. A Novel Gel Electrolyte Based on Polyurethane for Highly Efficient in Dye-Sensitized Solar Cells. J. Polym. Res. 2016, 23, 214. [Google Scholar] [CrossRef]
- Wang, G.; Yan, C.; Zhang, J.; Hou, S.; Zhang, W. Highly Efficient Solid-State Dye-Sensitized Solar Cells Based on Hexylimidazolium Iodide Ionic Polymer Electrolyte Prepared by in Situ Low-Temperature Polymerization. J. Power Sources 2017, 345, 131–136. [Google Scholar] [CrossRef]
- Wang, C.; Li, X.; Zhou, J.; Tian, W.; Ji, J.; Wu, Y.; Tan, S. Poly(Ionic Liquid) Bridge Joining Smectic Lamellar Conducting Channels in Photoelectrochemical Devices as High-Performance Solid-State Electrolytes. ACS Appl. Energy Mater. 2021, 4, 9479–9486. [Google Scholar] [CrossRef]
- Zhou, J.; Li, X.; Wang, C.; Tian, W.; Ji, J.; Wu, Y.; Tan, S. In-Situ Construction of Dual-Physical-Network within Ionic Liquid Crystals in Photoelectrochemical Devices for Enhancing Mechanical Strength and Charge Transport as Efficient Solid-State Electrolytes. Chem. Eng. Sci. 2022, 248, 117239. [Google Scholar] [CrossRef]
- He, J.; Wu, W. Development of High-Performance UV Solidification All-Solid-State Dye-Sensitized Solar Cells. Energy Technol. 2022, 10, 2200313. [Google Scholar] [CrossRef]
- Bella, F.; Vlachopoulos, N.; Nonomura, K.; Zakeeruddin, S.M.; Grätzel, M.; Gerbaldi, C.; Hagfeldt, A. Direct Light-Induced Polymerization of Cobalt-Based Redox Shuttles: An Ultrafast Way towards Stable Dye-Sensitized Solar Cells. Chem. Commun. 2015, 51, 16308–16311. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Bella, F.; Ozzello, E.D.; Bianco, S.; Bongiovanni, R. Photo-Polymerization of Acrylic/Methacrylic Gel–Polymer Electrolyte Membranes for Dye-Sensitized Solar Cells. Chem. Eng. J. 2013, 225, 873–879. [Google Scholar] [CrossRef]
- Lan, Z.; Wu, J.; Hao, S.; Lin, J.; Huang, M.; Huang, Y. Template-Free Synthesis of Closed-Microporous Hybrid and Its Application in Quasi-Solid-State Dye-Sensitized Solar Cells. Energy Environ. Sci. 2009, 2, 524. [Google Scholar] [CrossRef]
- Sonai, G.G.; Tiihonen, A.; Miettunen, K.; Lund, P.D.; Nogueira, A.F. Long-Term Stability of Dye-Sensitized Solar Cells Assembled with Cobalt Polymer Gel Electrolyte. J. Phys. Chem. C 2017, 121, 17577–17585. [Google Scholar] [CrossRef]
- Pavithra, N.; Velayutham, D.; Sorrentino, A.; Anandan, S. Poly(Ethylene Oxide) Polymer Matrix Coupled with Urea as Gel Electrolyte for Dye Sensitized Solar Cell Applications. Synth. Met. 2017, 226, 62–70. [Google Scholar] [CrossRef]
- Won, L.J.; Kim, J.H.; Thogiti, S. A Polymer Electrolyte for Dye-Sensitized Solar Cells Based on a Poly(Polyvinylidenefluoride-Co-Hexafluoropropylene)/Hydroxypropyl Methyl Cellulose Blend. Electron. Mater. Lett. 2018, 14, 342–347. [Google Scholar] [CrossRef]
- Song, D.; Cho, W.; Lee, J.H.; Kang, Y.S. Toward Higher Energy Conversion Efficiency for Solid Polymer Electrolyte Dye-Sensitized Solar Cells: Ionic Conductivity and TiO2 Pore-Filling. J. Phys. Chem. Lett. 2014, 5, 1249–1258. [Google Scholar] [CrossRef]
- Apostolopoulou, A.; Margalias, A.; Stathatos, E. Functional Quasi-Solid-State Electrolytes for Dye Sensitized Solar Cells Prepared by Amine Alkylation Reactions. RSC Adv. 2015, 5, 58307–58315. [Google Scholar] [CrossRef]
- Venkatesan, S.; Obadja, N.; Chang, T.-W.; Chen, L.-T.; Lee, Y.-L. Performance Improvement of Gel- and Solid-State Dye-Sensitized Solar Cells by Utilization the Blending Effect of Poly (Vinylidene Fluoride-Co-Hexafluropropylene) and Poly (Acrylonitrile-Co-Vinyl Acetate) Co-Polymers. J. Power Sources 2014, 268, 77–81. [Google Scholar] [CrossRef]
- Bella, F.; Nair, J.R.; Gerbaldi, C. Towards Green, Efficient and Durable Quasi-Solid Dye-Sensitized Solar Cells Integrated with a Cellulose-Based Gel-Polymer Electrolyte Optimized by a Chemometric DoE Approach. RSC Adv. 2013, 3, 15993. [Google Scholar] [CrossRef]
- Hsu, H.-L.; Tien, C.-F.; Yang, Y.-T.; Leu, J. Dye-Sensitized Solar Cells Based on Agarose Gel Electrolytes Using Allylimidazolium Iodides and Environmentally Benign Solvents. Electrochim. Acta 2013, 91, 208–213. [Google Scholar] [CrossRef]
- Zebardastan, N.; Khanmirzaei, M.H.; Ramesh, S.; Ramesh, K. Novel Poly(Vinylidene Fluoride-Co-Hexafluoro Propylene)/Polyethylene Oxide Based Gel Polymer Electrolyte Containing Fumed Silica (SiO2) Nanofiller for High Performance Dye-Sensitized Solar Cell. Electrochim. Acta 2016, 220, 573–580. [Google Scholar] [CrossRef]
- Mohan, K.; Dolui, S.; Nath, B.C.; Bora, A.; Sharma, S.; Dolui, S.K. A Highly Stable and Efficient Quasi Solid State Dye Sensitized Solar Cell Based on Polymethyl Methacrylate (PMMA)/Carbon Black (CB) Polymer Gel Electrolyte with Improved Open Circuit Voltage. Electrochim. Acta 2017, 247, 216–228. [Google Scholar] [CrossRef]
- Zheng, J. Graphene Tailored Polymer Gel Electrolytes for 9.1%-Efficiency Quasi-Solid-State Dye-Sensitized Solar Cells. J. Power Sources 2017, 348, 239–245. [Google Scholar] [CrossRef]
- Masud; Kim, K.M.; Kim, H.K. Highly Efficient Gel Electrolytes by End Group Modified PEG-Based ABA Triblock Copolymers for Quasi-Solid-State Dye-Sensitized Solar Cells. Chem. Eng. J. 2021, 420, 129899. [Google Scholar] [CrossRef]
- Liu, L.; Wu, Y.; Chi, F.; Yi, Z.; Wang, H.; Li, W.; Zhang, Y.; Zhang, X. An Efficient Quasi-Solid-State Dye-Sensitized Solar Cell with Gradient Polyaniline-Graphene/PtNi Tailored Gel Electrolyte. Electrochim. Acta 2019, 316, 125–132. [Google Scholar] [CrossRef]
- Liow, K.S.; Sipaut, C.S.; Mansa, R.F.; Ung, M.C.; Ebrahimi, S. Effect of PEG Molecular Weight on the Polyurethane-Based Quasi-Solid-State Electrolyte for Dye-Sensitized Solar Cells. Polymers 2022, 14, 3603. [Google Scholar] [CrossRef]
- Balamurugan, S.; Ganesan, S.; Kamaraj, S.; Mathew, V.; Kim, J.; Arumugam, N.; Almansour, A.I. Effect of Poly (Ethylene Glycol) Gel Polymer Electrolyte Consist of Novel Heteroleptic Cobalt Redox Shuttle and Pyridine Based Organic Additive on Performance of Dye Sensitized Solar Cells. Opt. Mater. 2022, 125, 112082. [Google Scholar] [CrossRef]
- Li, B.; Wang, L.; Kang, B.; Wang, P.; Qiu, Y. Review of Recent Progress in Solid-State Dye-Sensitized Solar Cells. Sol. Energy Mater. Sol. Cells 2006, 90, 549–573. [Google Scholar] [CrossRef]
- Ozawa, H.; Tawaraya, Y.; Arakawa, H. Effects of the Alkyl Chain Length of Imidazolium Iodide in the Electrolyte Solution on the Performance of Black-Dye-Based Dye-Sensitized Solar Cells. Electrochim. Acta 2015, 151, 447–452. [Google Scholar] [CrossRef]
- Song, D.; Choi, Y.-S.; Kim, B.S.; Kim, H.S.; Kang, Y.S. Size Effects of Imidazolium Cations Bearing Cyanoethyl Group on Performance of Dye-Sensitized Solar Cells. Mater. Lett. 2019, 246, 137–140. [Google Scholar] [CrossRef]
- Decoppet, J.-D.; Khan, S.B.; Al-Ghamdi, M.S.A.; Alhogbi, B.G.; Asiri, A.M.; Zakeeruddin, S.M.; Grätzel, M. Influence of Ionic Liquid Electrolytes on the Photovoltaic Performance of Dye-Sensitized Solar Cells. Energy Technol. 2017, 5, 321–326. [Google Scholar] [CrossRef]
- Ozawa, H.; Okuyama, Y.; Arakawa, H. Dependence of the Efficiency Improvement of Black-Dye-Based Dye-Sensitized Solar Cells on Alkyl Chain Length of Quaternary Ammonium Cations in Electrolyte Solutions. ChemPhysChem 2014, 15, 1201–1206. [Google Scholar] [CrossRef]
- Fang, Y.; Ma, P.; Cheng, H.; Tan, G.; Wu, J.; Zheng, J.; Zhou, X.; Fang, S.; Dai, Y.; Lin, Y. Synthesis of Low-Viscosity Ionic Liquids for Application in Dye-Sensitized Solar Cells. Chem.—Asian J. 2019, 14, 4201–4206. [Google Scholar] [CrossRef] [PubMed]
- Bousrez, G.; Renier, O.; Adranno, B.; Smetana, V.; Mudring, A.-V. Ionic Liquid-Based Dye-Sensitized Solar Cells—Insights into Electrolyte and Redox Mediator Design. ACS Sustain. Chem. Eng. 2021, 9, 8107–8114. [Google Scholar] [CrossRef]
- Tedla, A.; Tai, Y. Influence of Binary Solvent System on the Stability and Efficiency of Liquid Dye Sensitized Solar Cells. J. Photochem. Photobiol. Chem. 2018, 358, 70–75. [Google Scholar] [CrossRef]
- Lennert, A.; Wagner, K.; Yunis, R.; Pringle, J.M.; Guldi, D.M.; Officer, D.L. Efficient and Stable Solid-State Dye-Sensitized Solar Cells by the Combination of Phosphonium Organic Ionic Plastic Crystals with Silica. ACS Appl. Mater. Interfaces 2018, 10, 32271–32280. [Google Scholar] [CrossRef]
- Boaretto, N.; Horn, T.; Popall, M.; Sextl, G. Optimization of the Transport and Mechanical Properties of Polysiloxane/Polyether Hybrid Polymer Electrolytes. Electrochim. Acta 2017, 241, 477–486. [Google Scholar] [CrossRef]
- Venkatesan, S.; Liu, I.-P.; Lin, J.-C.; Tsai, M.-H.; Teng, H.; Lee, Y.-L. Highly Efficient Quasi-Solid-State Dye-Sensitized Solar Cells Using Polyethylene Oxide (PEO) and Poly(Methyl Methacrylate) (PMMA)-Based Printable Electrolytes. J. Mater. Chem. A 2018, 6, 10085–10094. [Google Scholar] [CrossRef]
- Thomas, M.; Rajiv, S. Porous Membrane of Polyindole and Polymeric Ionic Liquid Incorporated PMMA for Efficient Quasi-Solid State Dye Sensitized Solar Cell. J. Photochem. Photobiol. Chem. 2020, 394, 112464. [Google Scholar] [CrossRef]
- Venkatesan, S.; Liu, I.-P.; Li, C.-W.; Tseng-Shan, C.-M.; Lee, Y.-L. Quasi-Solid-State Dye-Sensitized Solar Cells for Efficient and Stable Power Generation under Room Light Conditions. ACS Sustain. Chem. Eng. 2019, 7, 7403–7411. [Google Scholar] [CrossRef]
- Gun, J.; Kulkarni, S.A.; Xiu, W.; Batabyal, S.K.; Sladkevich, S.; Prikhodchenko, P.V.; Gutkin, V.; Lev, O. Graphene Oxide Organogel Electrolyte for Quasi Solid Dye Sensitized Solar Cells. Electrochem. Commun. 2012, 19, 108–110. [Google Scholar] [CrossRef]
- Benedetti, J.E.; Corrêa, A.A.; Carmello, M.; Almeida, L.C.P.; Gonçalves, A.S.; Nogueira, A.F. Cross-Linked Gel Polymer Electrolyte Containing Multi-Wall Carbon Nanotubes for Application in Dye-Sensitized Solar Cells. J. Power Sources 2012, 208, 263–270. [Google Scholar] [CrossRef] [Green Version]
- Prabakaran, K.; Palai, A.K.; Mohanty, S.; Nayak, S.K. Aligned Carbon Nanotube/Polymer Hybrid Electrolytes for High Performance Dye Sensitized Solar Cell Applications. RSC Adv. 2015, 5, 66563–66574. [Google Scholar] [CrossRef]
- Venkatesan, S.; Lee, Y.-L. Nanofillers in the Electrolytes of Dye-Sensitized Solar Cells—A Short Review. Coord. Chem. Rev. 2017, 353, 58–112. [Google Scholar] [CrossRef]
- Prabakaran, K.; Mohanty, S.; Nayak, S.K. Chemically Exfoliated Nanosilicate Platelet Hybridized Polymer Electrolytes for Solid State Dye Sensitized Solar Cells. New J. Chem. 2015, 39, 8602–8613. [Google Scholar] [CrossRef]
- Yuan, J.; Mecerreyes, D.; Antonietti, M. Poly(Ionic Liquid)s: An Update. Prog. Polym. Sci. 2013, 38, 1009–1036. [Google Scholar] [CrossRef]
- Shaplov, A.S.; Marcilla, R.; Mecerreyes, D. Recent Advances in Innovative Polymer Electrolytes Based on Poly(Ionic Liquid)s. Electrochim. Acta 2015, 175, 18–34. [Google Scholar] [CrossRef]
- Miralles-Comins, S.; Zanatta, M.; Sans, V. Advanced Formulations Based on Poly(Ionic Liquid) Materials for Additive Manufacturing. Polymers 2022, 14, 5121. [Google Scholar] [CrossRef]
- Manceriu, L.; Bharwal, A.K. DSSC Performance of Polysiloxane Bearing Imidazolium Iodide Side Chain as function of Ionic Liquid substituent. 2022; manuscript under preparation. [Google Scholar]
- Lin, F.-S.; Sakthivel, M.; Fan, M.-S.; Lin, J.-J.; Jeng, R.-J.; Ho, K.-C. A Novel Multifunctional Polymer Ionic Liquid as an Additive in Iodide Electrolyte Combined with Silver Mirror Coating Counter Electrodes for Quasi-Solid-State Dye-Sensitized Solar Cells. J. Mater. Chem. A 2021, 9, 4907–4921. [Google Scholar] [CrossRef]
- Jeon, N.; Jo, S.-G.; Kim, S.-H.; Park, M.-S.; Kim, D.-W. Quasi-Solid-State Polymer Electrolytes Based on a Polymeric Ionic Liquid with High Ionic Conductivity and Enhanced Stability. J. Electrochem. Sci. Technol. 2017, 8, 257–264. [Google Scholar] [CrossRef]
- Pang, H.-W.; Yu, H.-F.; Huang, Y.-J.; Li, C.-T.; Ho, K.-C. Electrospun Membranes of Imidazole-Grafted PVDF-HFP Polymeric Ionic Liquids for Highly Efficient Quasi-Solid-State Dye-Sensitized Solar Cells. J. Mater. Chem. A 2018, 6, 14215–14223. [Google Scholar] [CrossRef]
- Chi, W.S.; Koh, J.K.; Ahn, S.H.; Shin, J.-S.; Ahn, H.; Ryu, D.Y.; Kim, J.H. Highly Efficient I2-Free Solid-State Dye-Sensitized Solar Cells Fabricated with Polymerized Ionic Liquid and Graft Copolymer-Directed Mesoporous Film. Electrochem. Commun. 2011, 13, 1349–1352. [Google Scholar] [CrossRef]
- Chi, W.S.; Roh, D.K.; Lee, C.S.; Kim, J.H. A Shape- and Morphology-Controlled Metal Organic Framework Template for High-Efficiency Solid-State Dye-Sensitized Solar Cells. J. Mater. Chem. A 2015, 3, 21599–21608. [Google Scholar] [CrossRef]
- Lin, Y.-F.; Li, C.-T.; Lee, C.-P.; Leu, Y.-A.; Ezhumalai, Y.; Vittal, R.; Chen, M.-C.; Lin, J.-J.; Ho, K.-C. Multifunctional Iodide-Free Polymeric Ionic Liquid for Quasi-Solid-State Dye-Sensitized Solar Cells with a High Open-Circuit Voltage. ACS Appl. Mater. Interfaces 2016, 8, 15267–15278. [Google Scholar] [CrossRef]
- Chang, L.-Y.; Lee, C.-P.; Li, C.-T.; Yeh, M.-H.; Ho, K.-C.; Lin, J.-J. Synthesis of a Novel Amphiphilic Polymeric Ionic Liquid and Its Application in Quasi-Solid-State Dye-Sensitized Solar Cells. J. Mater. Chem. A 2014, 2, 20814–20822. [Google Scholar] [CrossRef]
- Yue, L.; Ma, J.; Zhang, J.; Zhao, J.; Dong, S.; Liu, Z.; Cui, G.; Chen, L. All Solid-State Polymer Electrolytes for High-Performance Lithium Ion Batteries. Energy Storage Mater. 2016, 5, 139–164. [Google Scholar] [CrossRef]
- Kang, Y.; Lee, J.; Suh, D.H.; Lee, C. A New Polysiloxane Based Cross-Linker for Solid Polymer Electrolyte. J. Power Sources 2005, 146, 391–396. [Google Scholar] [CrossRef]
- Mark, J.E. Overview of siloxane polymers. In Silicones and Silicone-Modified Materials; ACS Symposium Series; American Chemical Society: Washington, DC, USA, 2000; Volume 729, pp. 1–10. [Google Scholar]
- Zolper, T.; Jungk, M.; Marks, T.J. Modelling Polysiloxane Volume and Viscosity Variations with Molecular Structure and thermodynamic State. J. Tribol. 2013, 136, 011801. [Google Scholar] [CrossRef]
- Ren, Y.; Zhang, Z.; Gao, E.; Fang, S.; Cai, S. A Dye-Sensitized Nanoporous TiO2 Photoelectrochemical Cell with Novel Gel Network Polymer Electrolyte. J. Appl. Electrochem. 2001, 31, 445–447. [Google Scholar] [CrossRef]
- Li, W.; Kang, J.; Li, X.; Fang, S.; Lin, Y.; Wang, G.; Xiao, X. A Novel Polymer Quaternary Ammonium Iodide and Application in Quasi-Solid-State Dye-Sensitized Solar Cells. J. Photochem. Photobiol. Chem. 2005, 170, 1–6. [Google Scholar] [CrossRef]
- Lee, S.; Jeon, Y.; Lim, Y.; Cho, Y.; Lee, S.; Kim, W. Novel Pyridinium Iodide Containing Siloxane High Performance Electrolyte for Dye-Sensitized Solar Cell. Bull. Korean Chem. Soc. 2013, 34, 2583–2588. [Google Scholar] [CrossRef] [Green Version]
- Yang, Y.; Tao, J.; Jin, X.; Qin, Q. New Microporous Polymer Electrolyte Based on Polysiloxane Grafted with Imidazolium Iodide Moieties for DSSC. Int. J. Photoenergy 2011, 2011, 405738. [Google Scholar] [CrossRef] [Green Version]
- Wang, F.-M.; Chu, C.-H.; Tung, Y.-L.; Hwang, B.-J.; Wang, Y.-Y.; Wan, C.-C.; Santhanam, R. Synthesis of Copolymer Electrolytes Based on Polysiloxane and Their High Temperature Durability Analysis for Solvent-Free Dye-Sensitized Solar Cells. J. Solid State Electrochem. 2012, 16, 649–656. [Google Scholar] [CrossRef]
- Bharwal, A.K.; Manceriu, L.; Iojoiu, C.; Dewalque, J.; Toupance, T.; Hirsch, L.; Henrist, C.; Alloin, F. Ionic-Liquid-like Polysiloxane Electrolytes for Highly Stable Solid-State Dye-Sensitized Solar Cells. ACS Appl. Energy Mater. 2018, 1, 4106–4114. [Google Scholar] [CrossRef]
- Agmon, N. The Grotthuss Mechanism. Chem. Phys. Lett. 1995, 244, 456–462. [Google Scholar] [CrossRef]
- Lee, S.; Jeon, Y.; Lim, Y.; Hossain, M.A.; Lee, S.; Cho, Y.; Ju, H.; Kim, W. A New Siloxane Containing Imidazolium Iodide as Electrolyte for Dye-Sensitized Solar Cell. Electrochim. Acta 2013, 107, 675–680. [Google Scholar] [CrossRef]
- Bharwal, A.K.; Nguyen, N.A.; Iojoiu, C.; Henrist, C.; Alloin, F. New Polysiloxane Bearing Imidazolium Iodide Side Chain as Electrolyte for Photoelectrochemical Cell. Solid State Ion. 2017, 307, 6–13. [Google Scholar] [CrossRef]
- Bharwal, A.K.; Manceriu, L.; Alloin, F.; Iojoiu, C.; Dewalque, J.; Toupance, T.; Henrist, C. Bimodal Titanium Oxide Photoelectrodes with Tuned Porosity for Improved Light Harvesting and Polysiloxane-Based Polymer Electrolyte Infiltration. Sol. Energy 2019, 178, 98–107. [Google Scholar] [CrossRef]
- Yadav, S.K.; Ravishankar, S.; Pescetelli, S.; Agresti, A.; Fabregat-Santiago, F.; Carlo, A.D. Stability of Dye-Sensitized Solar Cells under Extended Thermal Stress. Phys. Chem. Chem. Phys. 2017, 19, 22546–22554. [Google Scholar] [CrossRef]
- Zhang, Z.; Fang, S. Novel Network Polymer Electrolytes Based on Polysiloxane with Internal Plasticizer. Electrochim. Acta 2000, 45, 2131–2138. [Google Scholar] [CrossRef]
- Hou, X.; Siow, K.S. Mechanical Properties and Ionic Conductivities of Plasticized Polymer Electrolytes Based on ABS/PMMA Blends. Polymer 2000, 41, 8689–8696. [Google Scholar] [CrossRef]
- Pitawala, H.M.J.C.; Dissanayake, M.A.K.L.; Seneviratne, V.A. Combined Effect of Al2O3 Nano-Fillers and EC Plasticizer on Ionic Conductivity Enhancement in the Solid Polymer Electrolyte (PEO)9LiTf. Solid State Ion. 2007, 178, 885–888. [Google Scholar] [CrossRef]
- Liu, Y.; Lee, J.Y.; Hong, L. In Situ Preparation of Poly(Ethylene Oxide)–SiO2 Composite Polymer Electrolytes. J. Power Sources 2004, 129, 303–311. [Google Scholar] [CrossRef]
- Ishimaru, N.; Kubo, W.; Kitamura, T.; Yanagida, S.; Tsukahara, Y.; Maitani, M.M.; Wada, Y. Quasi-Gel-State Ionic Liquid Electrolyte with Alkyl-Pyrazolium Iodide for Dye-Sensitized Solar Cells. Mater. Sci. Eng. B 2011, 176, 996–1001. [Google Scholar] [CrossRef]
- Ghosh, B.D.; Lott, K.F.; Ritchie, J.E. Conductivity Dependence of PEG Content in an Anhydrous Proton Conducting Sol−Gel Electrolyte. Chem. Mater. 2005, 17, 661–669. [Google Scholar] [CrossRef]
- Yoshizawa, M.; Xu, W.; Angell, C.A. Ionic Liquids by Proton Transfer: Vapor Pressure, Conductivity, and the Relevance of Δp K a from Aqueous Solutions. J. Am. Chem. Soc. 2003, 125, 15411–15419. [Google Scholar] [CrossRef]
- Celik-Kucuk, A.; Abe, T. Polysiloxane-based Electrolytes: Influence of Salt Type and Polymer Chain Length on the Physical and Electrochemical Properties. ChemPhysChem 2023, 24, e202200527. [Google Scholar] [CrossRef]
- Bresser, D.; Lyonnard, S.; Iojoiu, C.; Picard, L.; Passerini, S. Decoupling Segmental Relaxation and Ionic Conductivity for Lithium-Ion Polymer Electrolytes. Mol. Syst. Des. Eng. 2019, 4, 779–792. [Google Scholar] [CrossRef] [Green Version]
- Mezger, T.G. Applied Rheology: With Joe Flow on Rheology Road; Anton Paar Gmbh: Graz, Austria, 2017. [Google Scholar]
- Cheng, M.; Ramasubramanian, A.; Rasul, M.G.; Jiang, Y.; Yuan, Y.; Foroozan, T.; Deivanayagam, R.; Saray, M.T.; Rojaee, R.; Song, B.; et al. Direct Ink Writing of Polymer Composite Electrolytes with Enhanced Thermal Conductivities. Adv. Funct. Mater. 2021, 31, 2006683. [Google Scholar] [CrossRef]
- Chen, Q.; Liang, S.; Shiau, H.; Colby, R.H. Linear Viscoelastic and Dielectric Properties of Phosphonium Siloxane Ionomers. ACS Macro Lett. 2013, 2, 970–974. [Google Scholar] [CrossRef]
- Zhang, Z.; Jin, J.; Bautista, F.; Lyons, L.; Shariatzadeh, N.; Sherlock, D.; Amine, K.; West, R. Ion Conductive Characteristics of Cross-Linked Network Polysiloxane-Based Solid Polymer Electrolytes. Solid State Ion. 2004, 170, 233–238. [Google Scholar] [CrossRef]
- Shi, L.; Wang, W.; Wang, C.; Zhou, Y.; Feng, Y.; Jia, T.; Wang, F.; Min, Z.; Hu, J.; Xue, Z. In Situ Formed Cross-Linked Polymer Networks as Dual-Functional Layers for High-Stable Lithium Metal Batteries. J. Energy Chem. 2023, 79, 253–262. [Google Scholar] [CrossRef]
- Assary, R.S.; Curtiss, L.A.; Redfern, P.C.; Zhang, Z.; Amine, K. Computational Studies of Polysiloxanes: Oxidation Potentials and Decomposition Reactions. J. Phys. Chem. C 2011, 115, 12216–12223. [Google Scholar] [CrossRef]
- Pettersson, H.; Gruszecki, T.; Schnetz, C.; Streit, M.; Xu, Y.; Sun, L.; Gorlov, M.; Kloo, L.; Boschloo, G.; Häggman, L.; et al. Parallel-Connected Monolithic Dye-Sensitised Solar Modules. Prog. Photovolt. Res. Appl. 2010, 18, 340–345. [Google Scholar] [CrossRef]
- Takeda, Y.; Kato, N.; Higuchi, K.; Takeichi, A.; Motohiro, T.; Fukumoto, S.; Sano, T.; Toyoda, T. Monolithically Series-Interconnected Transparent Modules of Dye-Sensitized Solar Cells. Sol. Energy Mater. Sol. Cells 2009, 93, 808–811. [Google Scholar] [CrossRef]
- Hinsch, A.; Veurman, W.; Brandt, H.; Aguirre, R.L.; Bialecka, K.; Jensen, K.F. Worldwide First Fully Up-Scaled Fabrication of 60 × 100 cm2 Dye Solar Module Prototypes. Prog. Photovolt. Res. Appl. 2012, 20, 698–710. [Google Scholar] [CrossRef]
- Giordano, F.; Guidobaldi, A.; Petrolati, E.; Vesce, L.; Riccitelli, R.; Reale, A.; Brown, T.M.; Carlo, A.D. Realization of High Performance Large Area Z-Series-Interconnected Opaque Dye Solar Cell Modules. Prog. Photovolt. Res. Appl. 2013, 21, 1653–1658. [Google Scholar] [CrossRef]
- Li, B.; Huang, F.; Zhong, J.; Xie, J.; Wen, M.; Peng, Y. Fabrication of Flexible Dye-Sensitized Solar Cell Modules Using Commercially Available Materials. Energy Technol. 2016, 4, 536–542. [Google Scholar] [CrossRef]
- Chiu, W.-H.; Lee, K.-M.; Suryanarayanan, V.; Hsu, J.-F.; Wu, M.-C. Controlled Photoanode Properties for Large-Area Efficient and Stable Dye-Sensitized Photovoltaic Modules. Nanomaterials 2021, 11, 2125. [Google Scholar] [CrossRef] [PubMed]
- Godfroy, M.; Liotier, J.; Mwalukuku, V.M.; Joly, D.; Huaulmé, Q.; Cabau, L.; Aumaitre, C.; Kervella, Y.; Narbey, S.; Oswald, F.; et al. Benzothiadiazole-Based Photosensitizers for Efficient and Stable Dye-Sensitized Solar Cells and 8.7% Efficiency Semi-Transparent Mini-Modules. Sustain. Energy Fuels 2021, 5, 144–153. [Google Scholar] [CrossRef]
- Vesce, L.; Mariani, P.; Calamante, M.; Dessì, A.; Mordini, A.; Zani, L.; Carlo, A.D. Process Engineering of Semitransparent DSSC Modules and Panel Incorporating an Organic Sensitizer. Sol. RRL 2022, 6, 2200403. [Google Scholar] [CrossRef]
- Han, L.; Fukui, A.; Chiba, Y.; Islam, A.; Komiya, R.; Fuke, N.; Koide, N.; Yamanaka, R.; Shimizu, M. Integrated Dye-Sensitized Solar Cell Module with Conversion Efficiency of 8.2%. Appl. Phys. Lett. 2009, 94, 013305. [Google Scholar] [CrossRef]
- Barichello, J.; Vesce, L.; Mariani, P.; Leonardi, E.; Braglia, R.; Carlo, A.D.; Canini, A.; Reale, A. Stable Semi-Transparent Dye-Sensitized Solar Modules and Panels for Greenhouse Application. Energies 2021, 14, 6393. [Google Scholar] [CrossRef]
- Rong, Y.; Li, X.; Ku, Z.; Liu, G.; Wang, H.; Xu, M.; Liu, L.; Hu, M.; Xiang, P.; Zhou, Z.; et al. Monolithic All-Solid-State Dye-Sensitized Solar Module Based on Mesoscopic Carbon Counter Electrodes. Sol. Energy Mater. Sol. Cells 2012, 105, 148–152. [Google Scholar] [CrossRef]
- Wu, C.; Chen, B.; Zheng, X.; Priya, S. Scaling of the Flexible Dye Sensitized Solar Cell Module. Sol. Energy Mater. Sol. Cells 2016, 157, 438–446. [Google Scholar] [CrossRef]
- Fu, C.; Iacob, M.; Sheima, Y.; Battaglia, C.; Duchêne, L.; Seidl, L.; Opris, D.M.; Remhof, A. A Highly Elastic Polysiloxane-Based Polymer Electrolyte for All-Solid-State Lithium Metal Batteries. J. Mater. Chem. A 2021, 9, 11794–11801. [Google Scholar] [CrossRef]
- Fakharuddin, A.; Jose, R.; Brown, T.M.; Fabregat-Santiago, F.; Bisquert, J. A Perspective on the Production of Dye-Sensitized Solar Modules. Energy Env. Sci. 2014, 7, 3952–3981. [Google Scholar] [CrossRef]
- Aslam, A.; Mehmood, U.; Arshad, M.H.; Ishfaq, A.; Zaheer, J.; Khan, A.U.H.; Sufyan, M. Dye-Sensitized Solar Cells (DSSCs) as a Potential Photovoltaic Technology for the Self-Powered Internet of Things (IoTs) Applications. Sol. Energy 2020, 207, 874–892. [Google Scholar] [CrossRef]
- Available online: https://gcell.com/about-g24-power/manufacturing-process (accessed on 3 March 2023).
- Bharwal, A.K.; Manceriu, L.; Alloin, F.; Iojoiu, C.; Dewalque, J.; Toupance, T.; Henrist, C. Tuning Bimodal Porosity in TiO2 Photoanodes towards Efficient Solid-State Dye-Sensitized Solar Cells Comprising Polysiloxane-Based Polymer Electrolyte. Microporous Mesoporous Mater. 2019, 273, 226–234. [Google Scholar] [CrossRef]
- Kim, J.H.; Moon, K.J.; Kim, J.M.; Lee, D.; Kim, S.H. Effects of Various Light-Intensity and Temperature Environments on the Photovoltaic Performance of Dye-Sensitized Solar Cells. Sol. Energy 2015, 113, 251–257. [Google Scholar] [CrossRef]
- Wei, M.; Han, J.; Gao, Y.; Jiang, S.; Sun, F. Surface Morphology and Property of UV-Cured Film Containing Photopolymerizable Polysiloxane-Based Nanogels with Initiating Capability. Int. J. Ind. Chem. 2019, 10, 281–289. [Google Scholar] [CrossRef] [Green Version]
- Talianov, P.M.; Rzhevskii, S.S.; Pankin, D.V.; Deriabin, K.V.; Islamova, R.M.; Manshina, A.A. Structural Features of Functional Polysiloxanes Radical and Ionic Photo-Curing for Laser Printing Applications. J. Polym. Res. 2021, 28, 37. [Google Scholar] [CrossRef]
- Hoth, C.N.; Schilinsky, P.; Choulis, S.A.; Balasubramanian, S.; Brabec, C.J. Solution-processed organic photovoltaics. In Applications of Organic and Printed Electronics, Integrated Circuits and Systems; Cantatore, E., Ed.; Wiley-VCH Verlag: Berlin, Germany, 2013. [Google Scholar]
- Khandavalli, S.; Rothstein, J.P. The Effect of Shear-Thickening on the Stability of Slot-Die Coating. AIChE J. 2016, 62, 4536–4547. [Google Scholar] [CrossRef]
- Davis, R.L.; Jayaraman, S.; Chaikin, P.M.; Register, R.A. Creating Controlled Thickness Gradients in Polymer Thin Films via Flowcoating. Langmuir 2014, 30, 5637–5644. [Google Scholar] [CrossRef]
- Available online: www.malvern.com (accessed on 3 March 2023).
- Chen, K.-R.; Yeh, H.-F.; Chen, H.-C.; Liu, T.-J.; Huang, S.-J.; Wu, P.-Y.; Tiu, C. Optical-Electronic Properties of Carbon-Nanotubes Based Transparent Conducting Films. Adv. Chem. Eng. Sci. 2013, 03, 105–111. [Google Scholar] [CrossRef] [Green Version]
- Yang, H.; Jiang, P. Large-Scale Colloidal Self-Assembly by Doctor Blade Coating. Langmuir 2010, 26, 13173–13182. [Google Scholar] [CrossRef]
- Piffet, C.; Vertruyen, B.; Caes, S.; Thomassin, J.-M.; Broze, G.; Malherbe, C.; Boschini, F.; Cloots, R.; Mahmoud, A. Aqueous Processing of Flexible, Free-Standing Li4Ti5O12 Electrodes for Li-Ion Batteries. Chem. Eng. J. 2020, 397, 125508. [Google Scholar] [CrossRef]
- Blake, T.D. The Physics of Moving Wetting Lines. J. Colloid Interface Sci. 2006, 299, 1–13. [Google Scholar] [CrossRef]
- Varela López, F.; Rosen, M. Rheological Effects in Roll Coating of Paints. Lat. Am. Appl. Res. 2002, 32, 247–252. [Google Scholar]
- Wan, Z.; Xu, M.; Fu, Z.; Li, D.; Mei, A.; Hu, Y.; Rong, Y.; Han, H. Screen Printing Process Control for Coating High Throughput Titanium Dioxide Films toward Printable Mesoscopic Perovskite Solar Cells. Front. Optoelectron. 2019, 12, 344–351. [Google Scholar] [CrossRef]
- Ohno, H.; Yoshizawa, M.; Ogihara, W. Development of New Class of Ion Conductive Polymers Based on Ionic Liquids. Electrochim. Acta 2004, 50, 255–261. [Google Scholar] [CrossRef]
- Priyanka, C.; Kumari, P.; Mridula, T. PVDF-Based Nanocomposite Polymer Electrolyte for Enhancement in Stability of Dye-Sensitized Solar Cells. In Proceedings of the National Workshop on Recent Advances in Condensed Matter and High Energy Physics; Pandey, K.L., Priya, P.K., Yadav, U.K., Khandai, P.K., Eds.; Spinger Proceeding in Physics; Spinger: Berlin/Heidelberg, Germany, 2022; Volume 278. [Google Scholar] [CrossRef]
- Krebs, F.C. Fabrication and Processing of Polymer Solar Cells: A Review of Printing and Coating Techniques. Sol. Energy Mater. Sol. Cells 2009, 93, 394–412. [Google Scholar] [CrossRef]
- Lv, S.; Ye, S.; Chen, C.; Zhang, Y.; Wu, Y.; Wang, Y.; Tang, R.; De Souza, M.M.; Liu, X.; Zhao, X. Reactive Inkjet Printing of Graphene Based Flexible Circuits and Radio Frequency Antennas. J. Mater. Chem. C 2021, 9, 13182–13192. [Google Scholar] [CrossRef]
- Chung, Y.M.; Jung, M.J.; Han, J.G.; Lee, M.W.; Kim, Y.M. Atmospheric RF Plasma Effects on the Film Adhesion Property. Thin Solid Films 2004, 447–448, 354–358. [Google Scholar] [CrossRef]
- Lindner, M.; Rodler, N.; Jesdinszki, M.; Schmid, M.; Sängerlaub, S. Surface Energy of Corona Treated PP, PE and PET Films, Its Alteration as Function of Storage Time and the Effect of Various Corona Dosages on Their Bond Strength after Lamination. J. Appl. Polym. Sci. 2018, 135, 45842. [Google Scholar] [CrossRef] [Green Version]
- Aydemir, C.; Altay, B.N.; Akyol, M. Surface Analysis of Polymer Films for Wettability and Ink Adhesion. Color Res. Appl. 2021, 46, 489–499. [Google Scholar] [CrossRef]
- Hoff, S.B. Screen Printing: A Contemporary Approach; Delmar Publishers: Huntington Beach, CA, USA, 2006. [Google Scholar]
- Donley, G.J.; Hyde, W.W.; Rogers, S.A.; Nettesheim, F. Yielding and Recovery of Conductive Pastes for Screen Printing. Rheol. Acta 2019, 58, 361–382. [Google Scholar] [CrossRef]
- Hong, H.; Jiyong, H.; Moon, K.-S.; Yan, X.; Wong, C. Rheological Properties and Screen Printability of UV Curable Conductive Ink for Flexible and Washable E-Textiles. J. Mater. Sci. Technol. 2021, 67, 145–155. [Google Scholar] [CrossRef]
- Søndergaard, R.R.; Hösel, M.; Krebs, F.C. Roll-to-Roll Fabrication of Large Area Functional Organic Materials. J. Polym. Sci. Part B Polym. Phys. 2013, 51, 16–34. [Google Scholar] [CrossRef]
- Kapur, N.; Hewson, R.; Sleigh, P.A.; Summers, J.L.; Thompson, H.M.; Abbott, S.J. A Review of Gravure Coating Systems. Convertech e-Print 2011, 1, 56–60. [Google Scholar]
- Available online: https://www.prismpak.com/Printing-Options-s/103.htm (accessed on 3 March 2023).
- Jung, S.; Sou, A.; Banger, K.; Ko, D.-H.; Chow, P.C.Y.; McNeill, C.R.; Sirringhaus, H. All-Inkjet-Printed, All-Air-Processed Solar Cells. Adv. Energy Mater. 2014, 4, 1400432. [Google Scholar] [CrossRef]
- Moreira, T.; Maia, M.; Parola, A.J.; Zangoli, M.; Maria, F.D.; Laia, C.A.T. Chapter 12—Ink-Jet-Printed Semiconductor Electrochromic Nanoparticles: Development and Applications in Electrochromism. In Chemical Solution Synthesis for Materials Design and Thin Film Device Applications; Das, S., Dhara, S., Eds.; Elsevier: Amsterdam, The Netherlands, 2021. [Google Scholar] [CrossRef]
- Aram, E.; Ehsani, M.; Khonakdar, H.A. Improvement of Ionic Conductivity and Performance of Quasi-Solid-State Dye Sensitized Solar Cell Using PEO/PMMA Gel Electrolyte. Thermochim. Acta 2015, 615, 61–67. [Google Scholar] [CrossRef]
- Pospischil, M.; Specht, J.; Konig, M.; Horteis, M.; Mohr, C.; Clement, F.; Biro, D. Paste Rheology Correlating With Dispensed Finger Geometry. IEEE J. Photovolt. 2014, 4, 498–503. [Google Scholar] [CrossRef]
- Sweeney, M.; Campbell, L.L.; Hanson, J.; Pantoya, M.L.; Christopher, G.F. Characterizing the Feasibility of Processing Wet Granular Materials to Improve Rheology for 3D Printing. J. Mater. Sci. 2017, 52, 13040–13053. [Google Scholar] [CrossRef]
- Thakur, N.; Murthy, H. Simulation Study of Droplet Formation in Inkjet Printing Using ANSYS FLUENT. J. Phys. Conf. Ser. 2022, 2161, 012026. [Google Scholar] [CrossRef]
- Duminica, F.-D.; Maury, F.; Abisset, S. Pyrosol Deposition of Anatase TiO2 Thin Films Starting from Ti(OiPr)4/Acetylacetone Solutions. Thin Solid Films 2007, 515, 7732–7739. [Google Scholar] [CrossRef] [Green Version]
- Fernando, R.H.; Xing, L.-L.; Glass, J.E. Rheology Parameters Controlling Spray Atomization and Roll Misting Behavior of Waterborne Coatings. Prog. Org. Coat. 2000, 40, 35–38. [Google Scholar] [CrossRef]
- Broniarz-Press, L.; Sosnowski, T.R.; Matuszak, M.; Ochowiak, M.; Jabłczyńska, K. The Effect of Shear and Extensional Viscosities on Atomization of Newtonian and Non-Newtonian Fluids in Ultrasonic Inhaler. Int. J. Pharm. 2015, 485, 41–49. [Google Scholar] [CrossRef]
- Porfirio, T.; Galindo-Rosales, F.J.; Campo-Deaño, L.; Vicente, J.; Semião, V. Rheological Characterization of Polymeric Solutions Used in Spray Drying Process. Eur. J. Pharm. Sci. 2021, 158, 105650. [Google Scholar] [CrossRef] [PubMed]
- Duta, A.; Perniu, D.; Isac, L.; Enesca, A. Chapter 9: Crystalline Wide Bandgap Semiconductors with Optoelectronic Properties. In Handbook of Functional Nanomaterials. Volume 1: Synthesis and Modification; Nova Publisher: Hauppauge, NY, USA, 2013. [Google Scholar]
- Mihelčič, M.; Gunde, M.K.; Perše, L.S. Rheological Behavior of Spectrally Selective Coatings for Polymeric Solar Absorbers. Coatings 2022, 12, 388. [Google Scholar] [CrossRef]























| Configuration | Substrate | Electrodes Deposition Method | Electrolyte Composition | Electrolyte Deposition | Module Size | Picture | Performance/Stability | Ref. |
|---|---|---|---|---|---|---|---|---|
| Monolithic | Glass/ FTO | Screen printing | 0.1 M I2, 0.8 M BMII, 0.1 M GuSCN, 0.5 M N-butylbenzimidazole in MPN | Drop-casted | 3.38 cm2 active TiO2 area/cells 17 cm2 module total area 13.5 cm2 active TiO2 area/module |  | 5.2% at AM1.5 200 W/m2 2000 h at 50 °C under 1 sun at Voc | [183] |
| Glass/ FTO | Screen printing | PEO/PVDF/LiI/I2 | Vacuum filling + thermal curing at 80 °C for 24 h | 61.1 cm2 active TiO2 area |  | 2.57% 1000 h at 60 °C and 85% RH in dark 200 cycles between −10 °C and +60 °C | [193] | |
| Glass/ FTO | Screen printing | 1,2-dimethyl-3-propylimidazolium iodide, N-methylbenzimidazole, iodine and γ-butyrolactone | Injection filling | 9.5 cm × 9.5 cm |  | <2.5% (estimated) 2000 h at 60 °C under 1 sun | [184] | |
| Parallel | ITO/ PET | Screen printing | Liquid electrolyte SB-163 (IoLiTec) | Injection followed by hot lamination at 110 °C | 10 cm × 10 cm |  | 3.61% | [194] |
| ITO/ PET | Screen printing | 0.4 M I2, 0.4 M LiI 0.4 M TBAI and N-methylbenzimidazole in 0.3 M MPN | Vacuum filling | 10 cm × 10 cm |  | 2.95% under 1 sun | [187] | |
| Glass/ FTO | Screen printing | 0.8 M PMII, 0.1 M I2, and 0.5 M TBP in MPN | Injection filling | 10 cm × 10 cm 48.7 cm2 active area and 10 cm × 15 cm 81.3 cm2 active area |  | 8.1% (10 cm × 10 cm) 8.06% (10 cm × 15 cm) 600 h at 60 °C, 60% RH and 1 sun (stability test on 5 cm × 5 cm module). | [188] | |
| W-series | Glass/ FTO | Screen printing | Iodolyte HI-30 (Solaronix) | Vacuum filled | 14 cm2 active area 23 cm2 total area | 8.73% 7000 h ISOS-L-2 (65 °C and 1 sun) with Mosalyte TDE-250 ionic liquid-based electrolyte (Solaronix) | [189] | |
| Glass/ FTO | Screen printing and sputtering | redox couple | Injection filling | 5.0 cm × 5.3 cm 25.45 cm2 aperture area |  | 8.2% | [191] | |
| Z-series | Glass/ FTO | Screen printing | EL-HPE (Dyesol) | Vacuum filling | 42.7 cm2 aperturre area 31.2 cm2 active area |  | 6.9% | [186] |
| Glass/ FTO | Screen printing | HSE-GreatCell Solar liquid electrolyte | Vacuum filling | 20 cm × 19.2 cm 312.9 cm2 aperture area 221 cm2 active area |  | 3.88% 1000 h at 60 °C in dark, 85 °C in dark or continuous light soaking att1 sun at MPP 3.83% outdoor testing cond. | [192] | |
| Glass/ FTO | Screen printing | 0.1 M I2, 0.1 M GuSCN, 0.5 M n-butylbenzimidazole PMII, ACN | Injection filling | 60 cm × 100 cm 10 cm × 10 cm |  | 2.3% at 1 SUN 1000 h at 85 °C in dark + hail test 4.4% | [185] | |
| Glass/FTO | Screen printing | HSE electrolyte, Great Cell Solar | Vacuum filling | 20 cm × 20 cm 222 cm2 active area 315.4 cm2 aperture area And 0.2 m2 panel active area (picture) 0.35 m2 panel total area |  | 5.1% (20 cm × 20 cm) 1.8% at 0.94 sun (0.2 m2 panel, outdoor conditions, 60° tilt angle) 2.65% at 0.73 sun (0.2 m2 panel, outdoor conditions, 60° tilt angle) 1000 h ISOS-D-2 (85 °C in dark) for 20 cm × 20 cm module 1000 h ISOS-L-1 (light soaking at 1 sun at MPP) for 20 cm × 20 cm module | [190] |
| Printing Technology | Wet Layer Thickness | Layer Thickness Resolution | Viscosity (cPs) | Surface Tension (mN/m) | Deposition Speed |
|---|---|---|---|---|---|
| Blade-coating/flatbed screen printing/slot-dye coating | 10–150 µm | ±1 µm | 1000–50,000 | 25–500 | <20 m/min |
| (Rotary) Screen printing | 5–100 µm | ±100 nm | 500–10,000 | 20–60 | 50 m/min |
| Gravure and Flexographic printing | 1–50 µm | ±1 µm | 10–1000 | <40 | 100 m/min |
| Inkjet printing | <10 µm | ±100 nm | <20 | <30 | 200 m/min |
| Spray coating | 0.2–10 µm | ±500 nm | 10–150 | <30 | <10 m/min |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Manceriu, L.; Bharwal, A.K.; Daem, N.; Dewalque, J.; Colson, P.; Boschini, F.; Cloots, R. Printability of (Quasi-)Solid Polysiloxane Electrolytes for Online Dye-Sensitized Solar Cell Fabrication. Coatings 2023, 13, 1164. https://doi.org/10.3390/coatings13071164
Manceriu L, Bharwal AK, Daem N, Dewalque J, Colson P, Boschini F, Cloots R. Printability of (Quasi-)Solid Polysiloxane Electrolytes for Online Dye-Sensitized Solar Cell Fabrication. Coatings. 2023; 13(7):1164. https://doi.org/10.3390/coatings13071164
Chicago/Turabian StyleManceriu, Laura, Anil Kumar Bharwal, Nathan Daem, Jennifer Dewalque, Pierre Colson, Frederic Boschini, and Rudi Cloots. 2023. "Printability of (Quasi-)Solid Polysiloxane Electrolytes for Online Dye-Sensitized Solar Cell Fabrication" Coatings 13, no. 7: 1164. https://doi.org/10.3390/coatings13071164