
The Interplay Effects between Feed-Gas Composition and Bias Plasma Condition during Active-Screen Plasma Nitrocarburizing with a Solid Carbon Source
 , , , and
, , , and
Abstract
:1. Introduction
2. Materials and Methods
3. Results
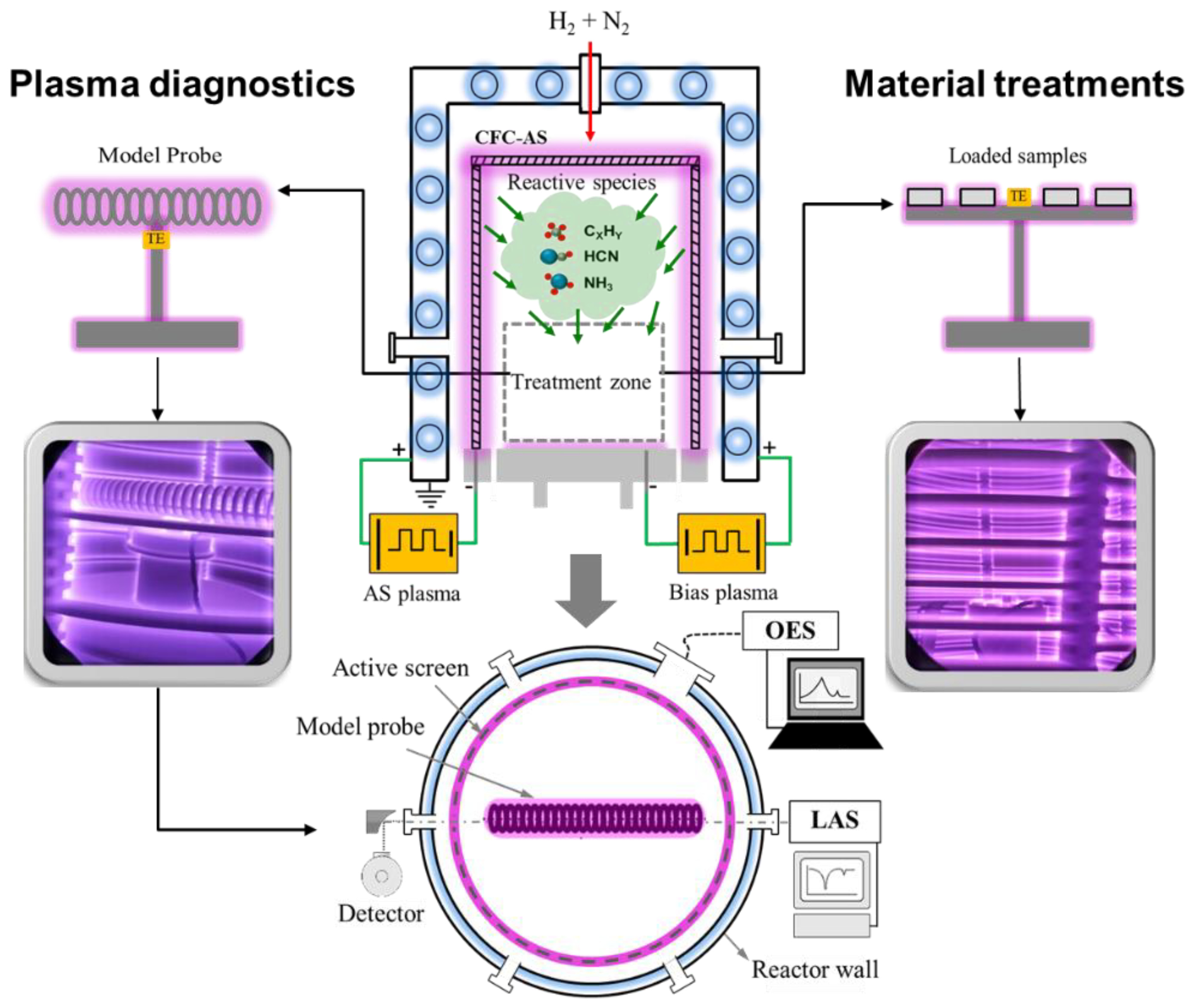
3.1. Behaviour of Cold-Wall Reactor during ASPNC
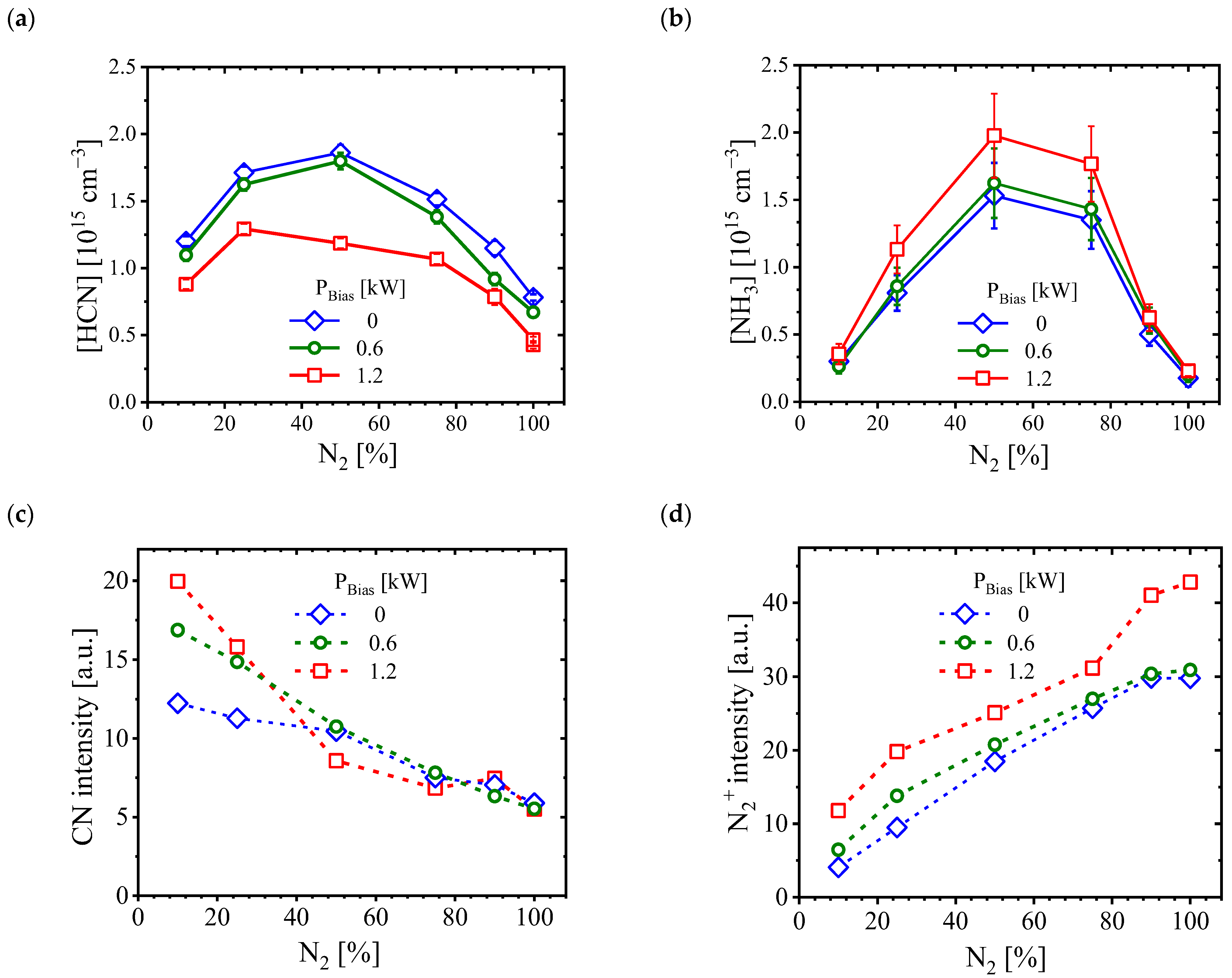
3.2. In Situ Plasma Diagnostics
3.3. Structural Properties of Expanded Austenite Layer
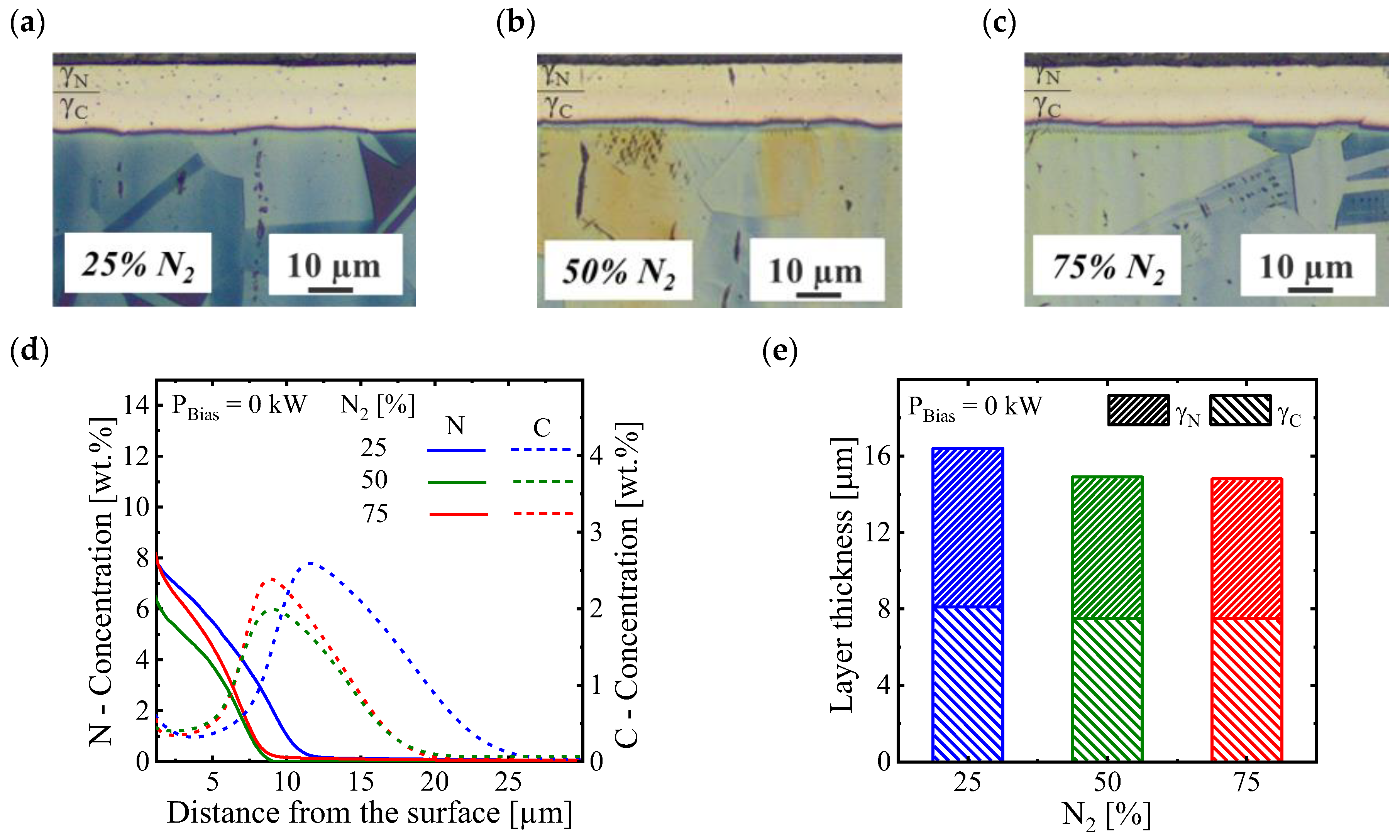
3.3.1. Effect of Gas Composition in a Nonbiased Condition
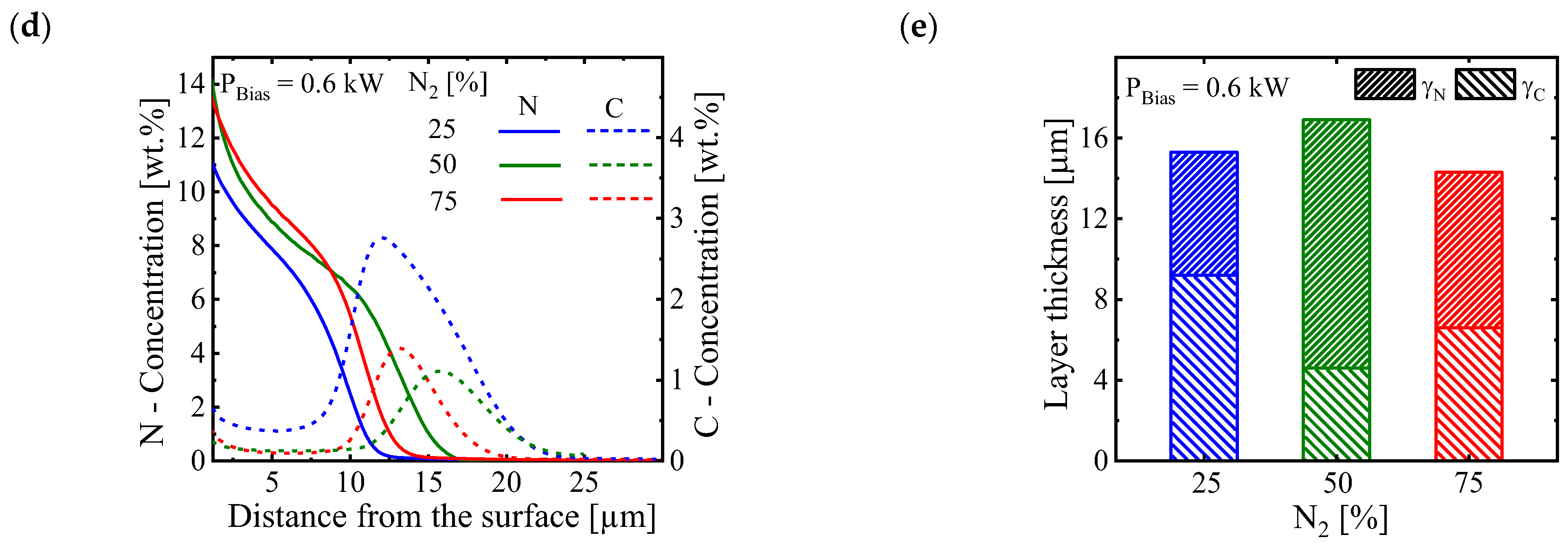
3.3.2. Effect of Gas Composition at 0.6 kW Biased Condition
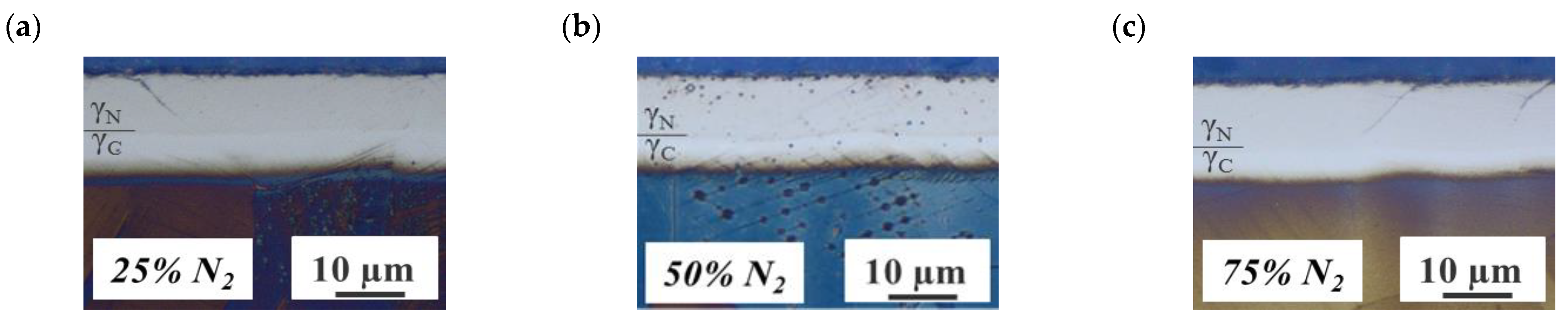
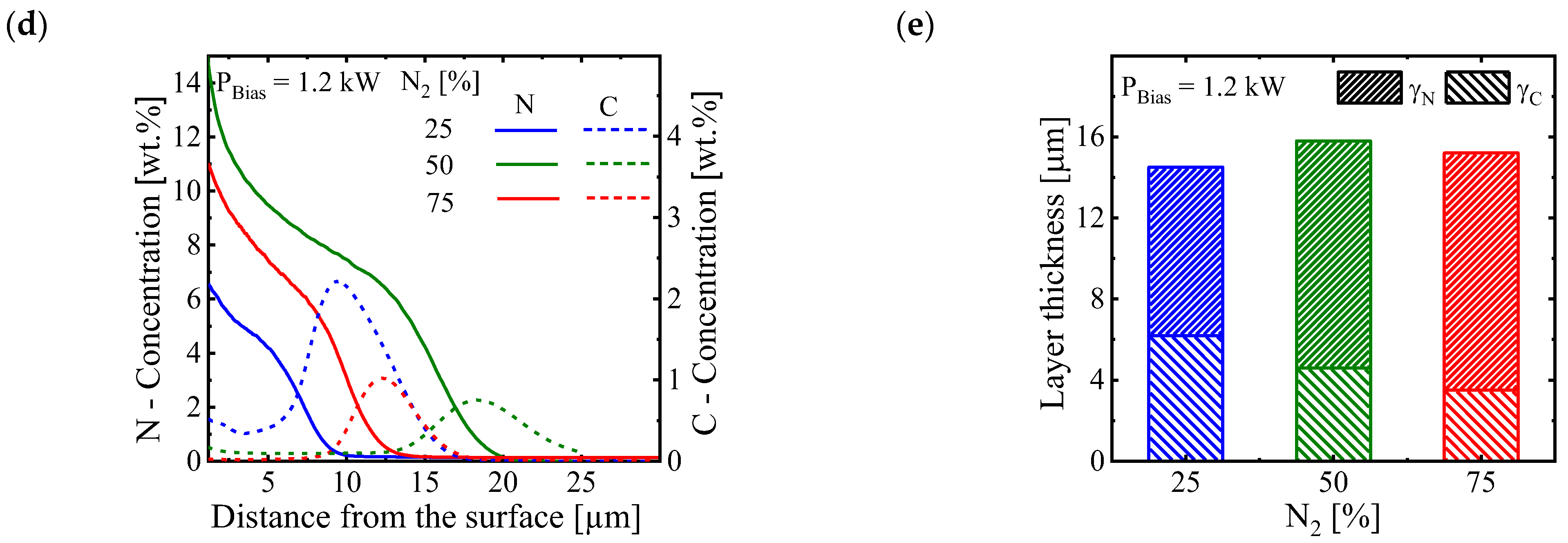
3.3.3. Effect of Gas Composition at 1.2 kW Biased Condition
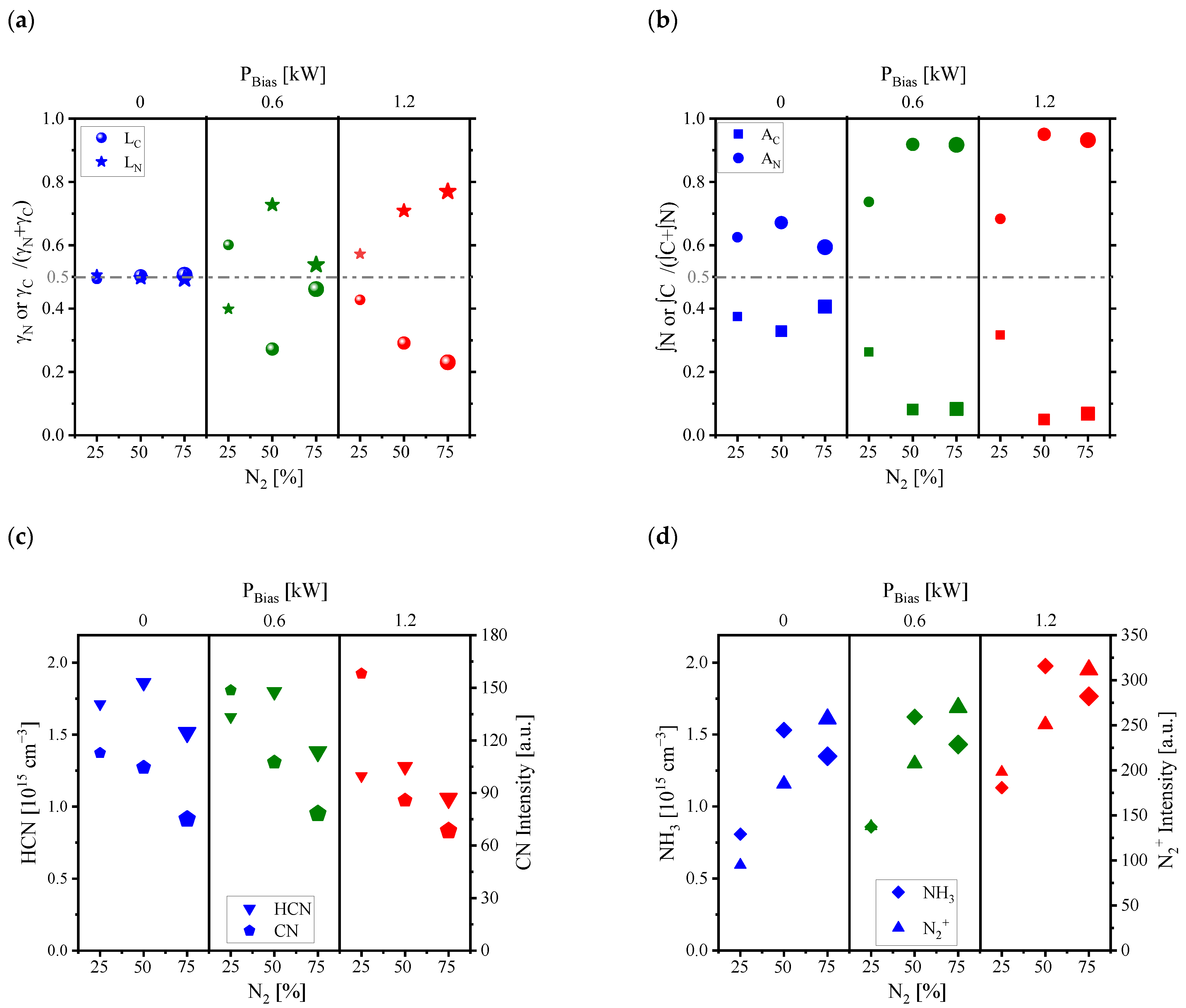
3.4. The Interplay Effects between Feed-Gas Compositions and Bias Conditions
4. Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Borgioli, F.; Galvanetto, E.; Bacci, T. Surface Modification of Austenitic Stainless Steel by Means of Low Pressure Glow-Discharge Treatments with Nitrogen. Coatings 2019, 9, 604. [Google Scholar] [CrossRef] [Green Version]
- Mingolo, N.; Tschiptschin, A.; Pinedo, C. On the formation of expanded austenite during plasma nitriding of an AISI 316L austenitic stainless steel. Surf. Coat. Technol. 2006, 201, 4215–4218. [Google Scholar] [CrossRef]
- Souza, R.; Ignat, M.; Pinedo, C.; Tschiptschin, A. Structure and properties of low temperature plasma carburized austenitic stainless steels. Surf. Coat. Technol. 2009, 204, 1102–1105. [Google Scholar] [CrossRef]
- Molleja, J.G.; Nosei, L.; Ferrón, J.; Bemporad, E.; Lesage, J.; Chicot, D.; Feugeas, J. Characterization of expanded austenite developed on AISI 316L stainless steel by plasma carburization. Surf. Coat. Technol. 2010, 204, 3750–3759. [Google Scholar] [CrossRef]
- Werner, K.V.; Che, H.L.; Lei, M.K.; Christiansen, T.L.; Somers, M.A.J. Low Temperature Carburizing of Stainless Steels and the Development of Carbon Expanded Austenite. HTM J. Heat Treat. Mater. 2022, 77, 3–15. [Google Scholar] [CrossRef]
- Chen, F.-S.; Chang, C.-N. Effect of CH4 addition on plasma nitrocarburizing of austenitic stainless steel. Surf. Coat. Technol. 2003, 173, 9–18. [Google Scholar] [CrossRef]
- Spies, H.-J.; Eckstein, C.; Biermann, H.; Franke, A. Corrosion behaviour of stainless steels after low temperature thermochemical treatment. Mater. Werkst. 2010, 41, 133–141. [Google Scholar] [CrossRef]
- Köster, K.; Kaestner, P.; Bräuer, G.; Hoche, H.; Troßmann, T.; Oechsner, M. Material condition tailored to plasma nitriding process for ensuring corrosion and wear resistance of austenitic stainless steel. Surf. Coat. Technol. 2013, 228, S615–S618. [Google Scholar] [CrossRef]
- Fossati, A.; Borgioli, F.; Galvanetto, E.; Bacci, T. Corrosion resistance properties of glow-discharge nitrided AISI 316L austenitic stainless steel in NaCl solutions. Corros. Sci. 2006, 48, 1513–1527. [Google Scholar] [CrossRef]
- Flis, J. Corrosion and passivation of plasma nitrided stainless steels. Surf. Eng. 2010, 26, 103–113. [Google Scholar] [CrossRef]
- Sun, Y.; Haruman, E. Low Temperature Plasma Surface Alloying of Austenitic Stainless Steels. Solid State Phenom. 2006, 118, 85–90. [Google Scholar] [CrossRef]
- Borgioli, F. From Austenitic Stainless Steel to Expanded Austenite-S Phase: Formation, Characteristics and Properties of an Elusive Metastable Phase. Metals 2020, 10, 187. [Google Scholar] [CrossRef] [Green Version]
- Sun, Y.; Haruman, E. Influence of processing conditions on structural characteristics of hybrid plasma surface alloyed austenitic stainless steel. Surf. Coat. Technol. 2008, 202, 4069–4075. [Google Scholar] [CrossRef]
- Sun, Y. Production of nitrogen and carbon S phases in austenitic stainless steels by hybrid plasma surface alloying. Surf. Eng. 2010, 26, 114–122. [Google Scholar] [CrossRef]
- Heras, E.D.L.; Ybarra, G.; Lamas, D.; Cabo, A.; Dalibon, E.L.; Brühl, S.P. Plasma nitriding of 316L stainless steel in two different N2-H2 atmospheres—Influence on microstructure and corrosion resistance. Surf. Coat. Technol. 2017, 313, 47–54. [Google Scholar] [CrossRef]
- Li, C.X.; Bell, T.; Dong, H. A Study of Active Screen Plasma Nitriding. Surf. Eng. 2002, 18, 174–181. [Google Scholar] [CrossRef]
- Spies, H.-J.; Burlacov, I.; Börner, K.; Biermann, H. IFHTSE Global 21: Heat treatment and surface engineering in the twenty-first century Active screen plasma nitriding and nitrocarburising of steels: An overview. Int. Heat Treat. Surf. Eng. 2014, 8, 94–106. [Google Scholar] [CrossRef]
- Georges, J. Nitriding Process and Nitriding Furnace Therefor. U.S. Patent 5,989,363, 23 November 1999. [Google Scholar]
- Li, C.X.; Georges, J.; Li, X. Active screen plasma nitriding of austenitic stainless steel. Surf. Eng. 2002, 18, 453–457. [Google Scholar] [CrossRef]
- Burlacov, I.; Hamann, S.; Spies, H.J.; Dalke, A.; Röpcke, J.; Biermann, H. A Novel Approach of Plasma Nitrocarburizing Using a Solid Carbon Active Screen—A Proof of Concept. HTM J. Heat Treat. Mater. 2017, 72, 254–259. [Google Scholar] [CrossRef]
- Dalke, A.; Burlacov, I.; Spies, H.-J.; Biermann, H. Use of a solid carbon precursor for DC plasma nitrocarburizing of AISI 4140 steel. Vacuum 2018, 149, 146–149. [Google Scholar] [CrossRef]
- Dalke, A.; Burlacov, I.; Hamann, S.; Puth, A.; Spies, H.-J.; Röpcke, J.; Biermann, H. Plasma Nitrocarburizing of AISI 316L Austenitic Stainless Steel Applying a Carbon Active Screen: Status and Perspectives. HTM J. Heat Treat. Mater. 2018, 73, 246–257. [Google Scholar] [CrossRef]
- Hopf, C.; Jacob, W. Bombardment of graphite with hydrogen isotopes: A model for the energy dependence of the chemical sputtering yield. J. Nucl. Mater. 2005, 342, 141–147. [Google Scholar] [CrossRef]
- Jacob, W.; Hopf, C.; Schlüter, M. Chemical sputtering of carbon by nitrogen ions. Appl. Phys. Lett. 2005, 86, 204103. [Google Scholar] [CrossRef]
- Jafarpour, S.M.; Puth, A.; Dalke, A.; Böcker, J.; Pipa, A.; Röpcke, J.; van Helden, J.-P.H.; Biermann, H. Solid carbon active screen plasma nitrocarburizing of AISI 316L stainless steel in cold wall reactor: Influence of plasma conditions. J. Mater. Res. Technol. 2020, 9, 9195–9205. [Google Scholar] [CrossRef]
- Böcker, J.; Puth, A.; Dalke, A.; Röpcke, J.; van Helden, J.-P.H.; Biermann, H. Influence of the Active Screen Plasma Power during Afterglow Nitrocarburizing on the Surface Modification of AISI 316L. Coatings 2020, 10, 1112. [Google Scholar] [CrossRef]
- Hamann, S.; Burlacov, I.; Spies, H.J.; Biermann, H.; Röpcke, J. Spectroscopic investigations of plasma nitriding processes: A comparative study using steel and carbon as active screen materials. J. Appl. Phys. 2017, 121, 153301. [Google Scholar] [CrossRef]
- Puth, A.D.F.; Kusýn, L.; Pipa, A.; Burlacov, I.; Dalke, A.; Hamann, S.; van Helden, J.-P.H.; Biermann, H.; Röpcke, J. Spectroscopic study of plasma nitrocarburizing processes with an industrial-scale carbon active screen. Plasma Sources Sci. Technol. 2020, 29, 035001. [Google Scholar] [CrossRef]
- Jafarpour, S.M.; Pipa, A.V.; Puth, A.; Dalke, A.; Röpcke, J.; van Helden, J.-P.H.; Biermann, H. Effects of Plasma-Chemical Composition on AISI 316L Surface Modification by Active Screen Nitrocarburizing Using Gaseous and Solid Carbon Precursors. Metals 2021, 11, 1411. [Google Scholar] [CrossRef]
- Jafarpour, S.; Dalke, A.; Biermann, H. Plasma Nitrocarburizing of AISI 316L Austenitic Stainless Steel: A First Step for Treatment of Components with Complex Geometries. HTM J. Heat Treat. Mater. 2020, 75, 95–112. [Google Scholar] [CrossRef]
- Dalke, A.; Burlacov, I.; Hamann, S.; Puth, A.; Böcker, J.; Spies, H.-J.; Röpcke, J.; Biermann, H. Solid carbon active screen plasma nitrocarburizing of AISI 316L stainless steel: Influence of N2-H2 gas composition on structure and properties of expanded austenite. Surf. Coat. Technol. 2019, 357, 1060–1068. [Google Scholar] [CrossRef]
- Pipa, A.V.; Puth, A.; Böcker, J.; Jafarpour, S.; Dalke, A.; Biermann, H.; Röpcke, J.; van Helden, J.H. Laser absorption spectroscopy for plasma-assisted thermochemical treatment I: Applicability of Beer-Lambert law and interpretation of spectroscopic data. Plasma Sources Sci. Technol. 2023; in press. [Google Scholar]
- Maki, A.; Mellau, G.; Klee, S.; Winnewisser, M.; Quapp, W. High-Temperature Infrared Measurements in the Region of the Bending Fundamental of H12C14N, H12C15N, and H13C14N. J. Mol. Spectrosc. 2000, 202, 67–82. [Google Scholar] [CrossRef] [Green Version]
- Maki, A.; Quapp, W.; Klee, S. Intensities of Hot-Band Transitions: HCN Hot Bands. J. Mol. Spectrosc. 1995, 171, 420–434. [Google Scholar] [CrossRef]
- Barber, R.J.; Strange, J.K.; Hill, C.; Polyansky, O.L.; Mellau, G.C.; Yurchenko, S.N.; Tennyson, J. ExoMol line lists—III. An improved hot rotation-vibration line list for HCN and HNC. Mon. Not. R. Astron. Soc. 2014, 437, 1828–1835. [Google Scholar] [CrossRef] [Green Version]
- Harris, G.J.; Tennyson, J.; Kaminsky, B.M.; Pavlenko, Y.V.; Jones, H.R.A. Improved HCN/HNC linelist, model atmospheres and synthetic spectra for WZ Cas. Mon. Not. R. Astron. Soc. 2006, 367, 400–406. [Google Scholar] [CrossRef] [Green Version]
- Makhnev, V.Y.; Kyuberis, A.A.; Polyansky, O.L.; Mizus, I.I.; Tennyson, J.; Zobov, N.F. A new spectroscopically-determined potential energy surface and ab initio dipole moment surface for high accuracy HCN intensity calculations. J. Mol. Spectrosc. 2018, 353, 40–53. [Google Scholar] [CrossRef] [Green Version]
- Cottaz, C.; Kleiner, I.; Tarrago, G.; Brown, L.R.; Margolis, J.S.; Poynter, R.L.; Pickett, H.M.; Fouchet, T.; Drossart, P.; Lellouch, E. Line Positions and Intensities in the 2ν2ν4 Vibrational System of 14NH3 near 5–7 µm. J. Mol. Spectrosc. 2000, 203, 285–309. [Google Scholar] [CrossRef]
- Down, M.J.; Hill, C.; Yurchenko, S.N.; Tennyson, J.; Brown, L.R.; Kleiner, I. Re-analysis of ammonia spectra: Updating the HITRAN 14NH3 database. J. Quant. Spectrosc. Radiat. Transf. 2013, 130, 260–272. [Google Scholar] [CrossRef] [Green Version]
- Yurchenko, S.N. A theoretical room-temperature line list for 15NH3. J. Quant. Spectrosc. Radiat. Transf. 2015, 152, 28–36. [Google Scholar] [CrossRef] [Green Version]
- Canè, E.; Di Lonardo, G.; Fusina, L.; Tamassia, F.; Predoi-Cross, A. Spectroscopic characterization of the ν2 = 3 and ν2 = ν4 = 1 states for 15NH3 from high resolution infrared spectra. J. Quant. Spectrosc. Radiat. Transf. 2020, 250, 106987. [Google Scholar] [CrossRef]
- Canè, E.; Di Lonardo, G.; Fusina, L.; Tamassia, F.; Predoi-Cross, A. The ν2 = 1, 2 and ν4 = 1 bending states of 15NH3 and their analysis at experimental accuracy. J. Chem. Phys. 2019, 150, 194301. [Google Scholar] [CrossRef] [PubMed]
- Gordon, I.E.; Rothman, L.S.; Hargreaves, R.J.; Hashemi, R.; Karlovets, E.V.; Skinner, F.M.; Conway, E.K.; Hill, C.; Kochanov, R.V.; Tan, Y.; et al. The HITRAN2020 molecular spectroscopic database. J. Quant. Spectrosc. Radiat. Transf. 2022, 277, 107949. [Google Scholar] [CrossRef]
- Baranowska, J. Importance of surface activation for nitrided layer formation on austenitic stainless steel. Surf. Eng. 2010, 26, 293–298. [Google Scholar] [CrossRef]
- Hoshino, K.; Miyashita, M.; Kawamura, T.; Totsuka, T.; Eiraku, H.; Yashiro, K.; Kurosawa, T. Method for Activating Surface of Metal Member. EP 1707646 A1, 4 October 2006. [Google Scholar]
- Czerwiec, T.; He, H.; Marcos, G.; Thiriet, T.; Weber, S.; Michel, H. Fundamental and Innovations in Plasma Assisted Diffusion of Nitrogen and Carbon in Austenitic Stainless Steels and Related Alloys. Plasma Process. Polym. 2009, 6, 401–409. [Google Scholar] [CrossRef]
- Nascimento, F.C.; Lepienski, C.M.; Foerster, C.E.; Assmann, A.; da Silva, S.L.R.; Siqueira, C.J.d.M.; Chinelatto, A.L. Structural, mechanical, and tribological properties of AISI 304 and AISI 316L steels submitted to nitrogen–carbon glow discharge. J. Mater. Sci. 2009, 44, 1045–1053. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Molecule | ν, cm−1 | Teff, K | S(Teff), cm | References |
|---|---|---|---|---|
| HCN | 1356.708777 | 725 ± 75 | 7.415 × 10−21 | [37,38,39,40,41] |
| NH3 | 1388.05517 | 725 ± 75 | 7.365 × 10−21 | [42,43,44,45,46] |
| PBias [kW] | 25% N2 | 50% N2 | 75% N2 | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| ∫N | γN | ∫C | γC | ∫N | γN | ∫C | γC | ∫N | γN | ∫C | γC | |
| 0 | 46.9 | 8.1 µm | 28.1 | 8.3 µm | 37.6 | 7.4 µm | 19.2 | 7.5 µm | 28.8 | 7.3 µm | 18.9 | 7.5 µm |
| 0.6 | 68.7 | 6.1 µm | 24.5 | 9.2 µm | 100.5 | 12.3 µm | 8.9 | 4.6 µm | 92.9 | 7.7 µm | 8.4 | 6.6 µm |
| 1.2 | 32.36 | 8.3 µm | 15 | 6.2 µm | 127 | 11.2 µm | 6.6 | 4.6 µm | 70 | 11.7 µm | 5.1 | 3.5 µm |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jafarpour, S.M.; Pipa, A.V.; Puth, A.; Dalke, A.; Röpcke, J.; van Helden, J.-P.H.; Biermann, H. The Interplay Effects between Feed-Gas Composition and Bias Plasma Condition during Active-Screen Plasma Nitrocarburizing with a Solid Carbon Source. Coatings 2023, 13, 1103. https://doi.org/10.3390/coatings13061103
Jafarpour SM, Pipa AV, Puth A, Dalke A, Röpcke J, van Helden J-PH, Biermann H. The Interplay Effects between Feed-Gas Composition and Bias Plasma Condition during Active-Screen Plasma Nitrocarburizing with a Solid Carbon Source. Coatings. 2023; 13(6):1103. https://doi.org/10.3390/coatings13061103
Chicago/Turabian StyleJafarpour, Saeed M., Andrei V. Pipa, Alexander Puth, Anke Dalke, Jürgen Röpcke, Jean-Pierre H. van Helden, and Horst Biermann. 2023. "The Interplay Effects between Feed-Gas Composition and Bias Plasma Condition during Active-Screen Plasma Nitrocarburizing with a Solid Carbon Source" Coatings 13, no. 6: 1103. https://doi.org/10.3390/coatings13061103