
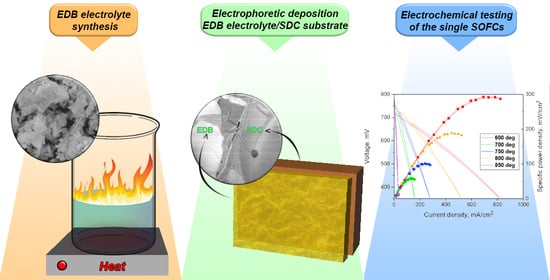
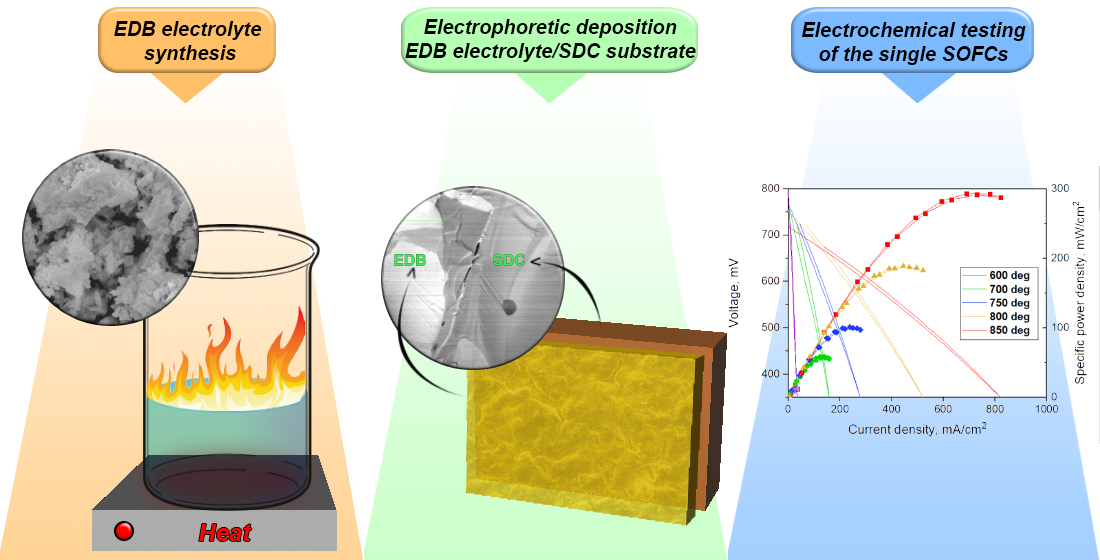
Electrophoretic Deposition and Characterization of Er-Doped Bi2O3 Cathode Barrier Coatings on Non-Conductive Ce0.8Sm0.2O1.9 Electrolyte Substrates



Abstract
:
1. Introduction
2. Materials and Methods
2.1. Synthesis and Characterization of the Electrolytes
2.2. Preparation of the Suspensions Based on the Electrolyte Materials and Their Characterization
2.3. Electrophoretic Deposition of the Barrier Electrolyte Layers on the SDC Substrates and Their Characterization
2.4. Single Cell Fabrication and Electrochemical Characterization
3. Results and Discussion
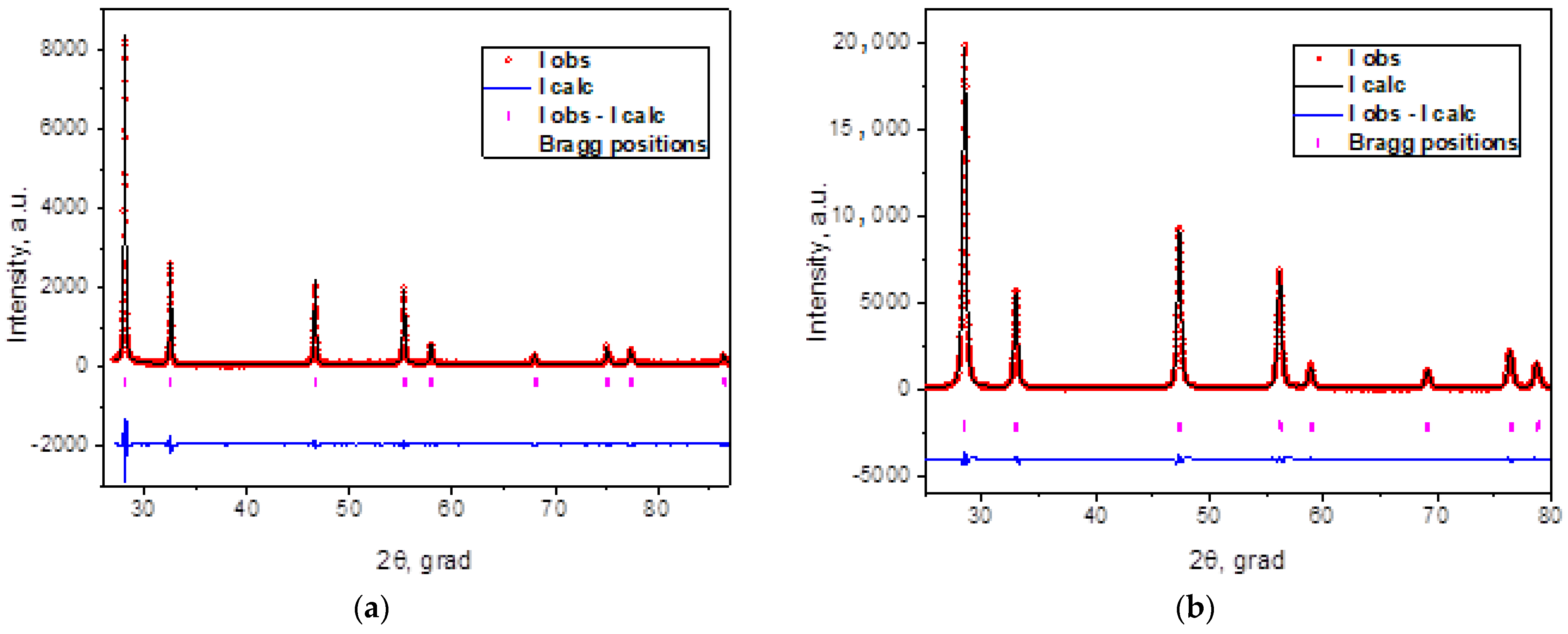
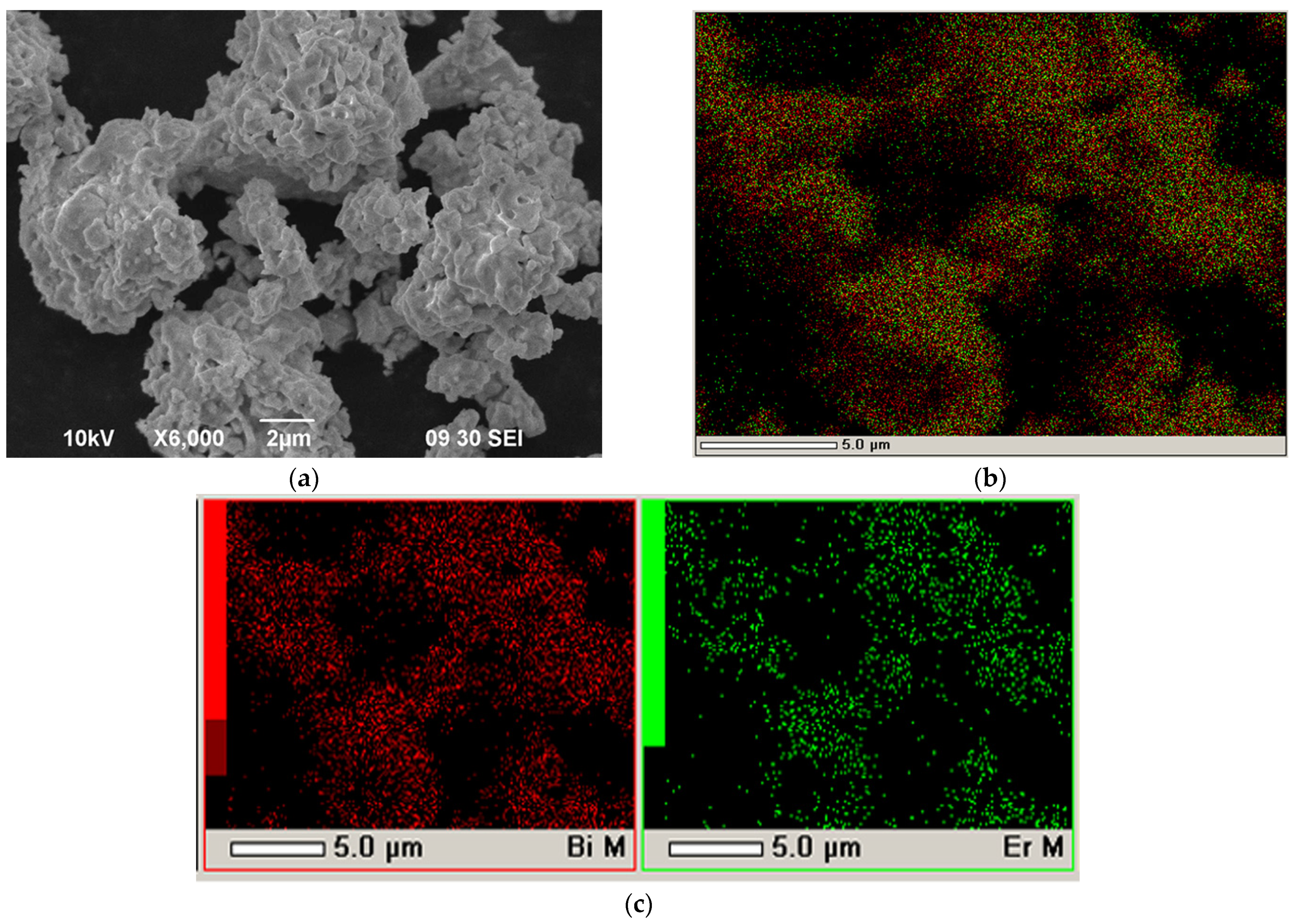
3.1. Characterization of the Electrolyte Powder Materials
3.2. Preparation of Suspensions for EPD and Study of Kinetic Properties
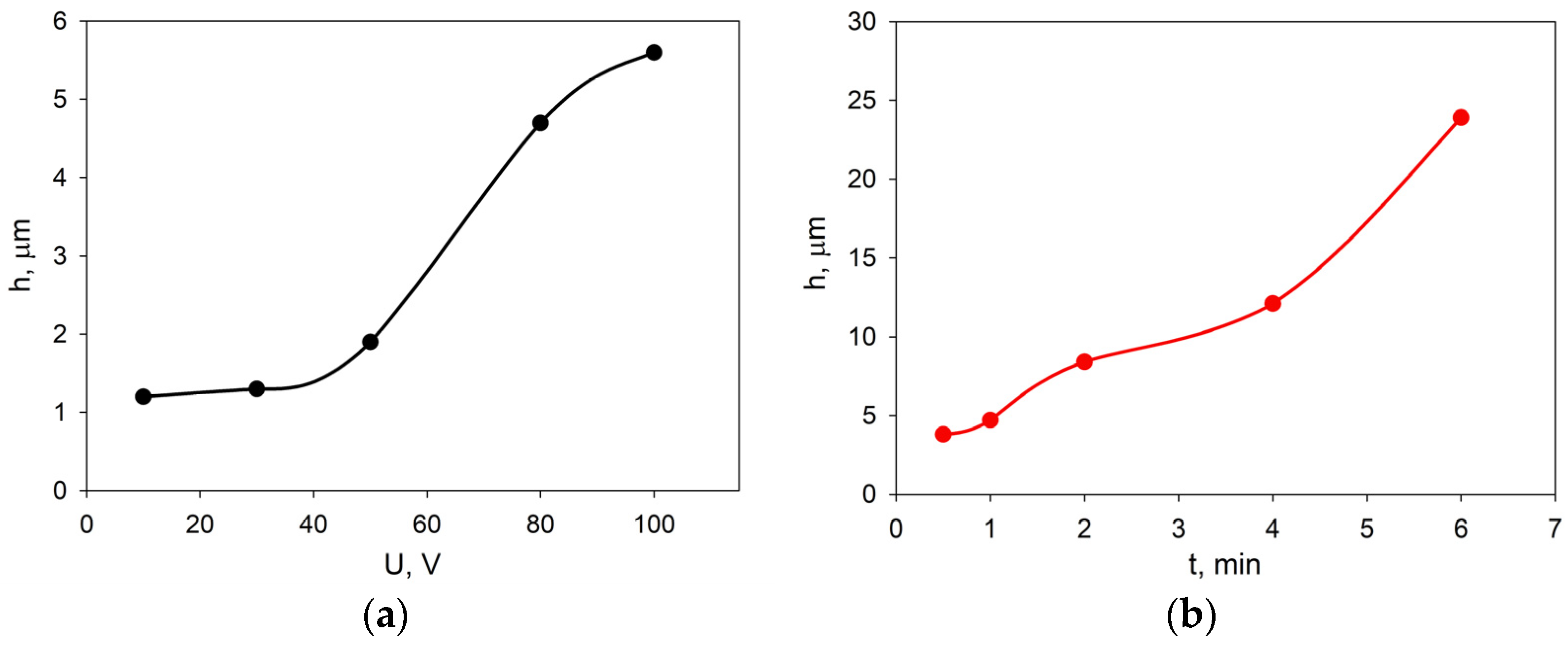
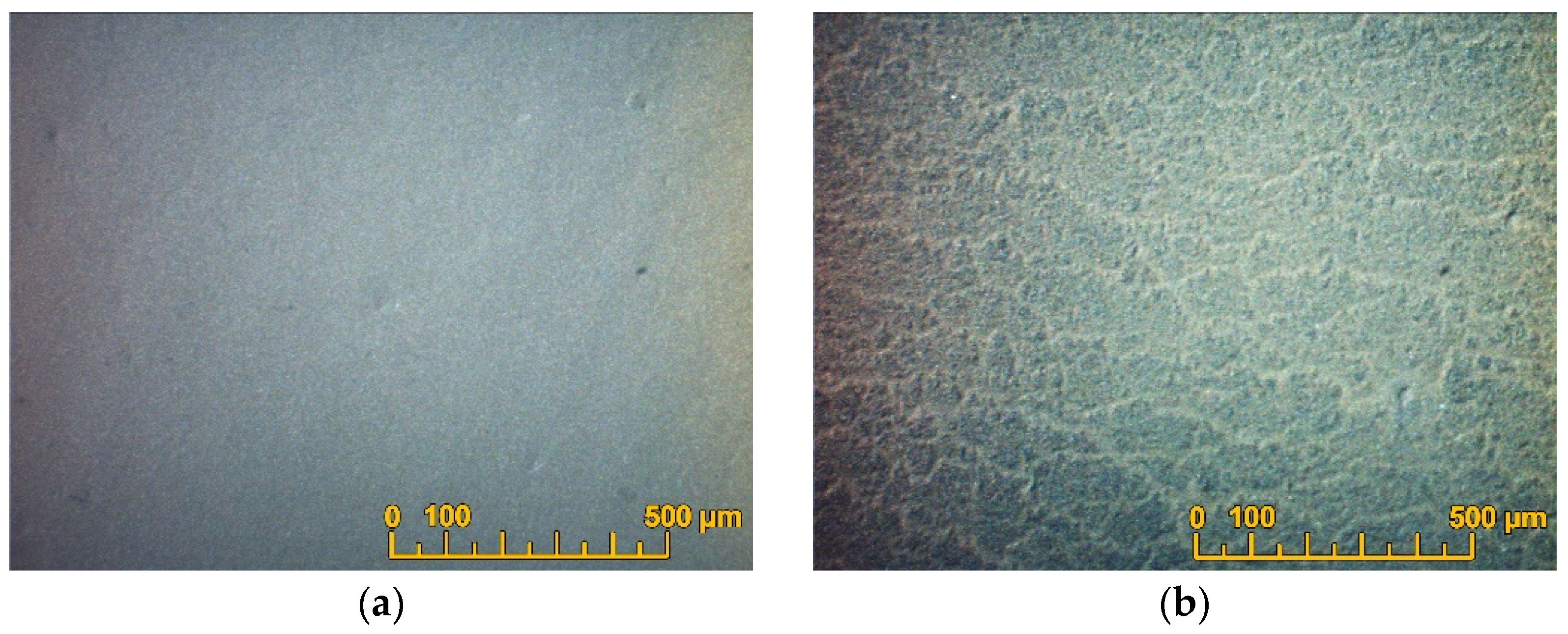
3.3. EPD from the EDB Suspensions on a Model Ni Foil Substrate
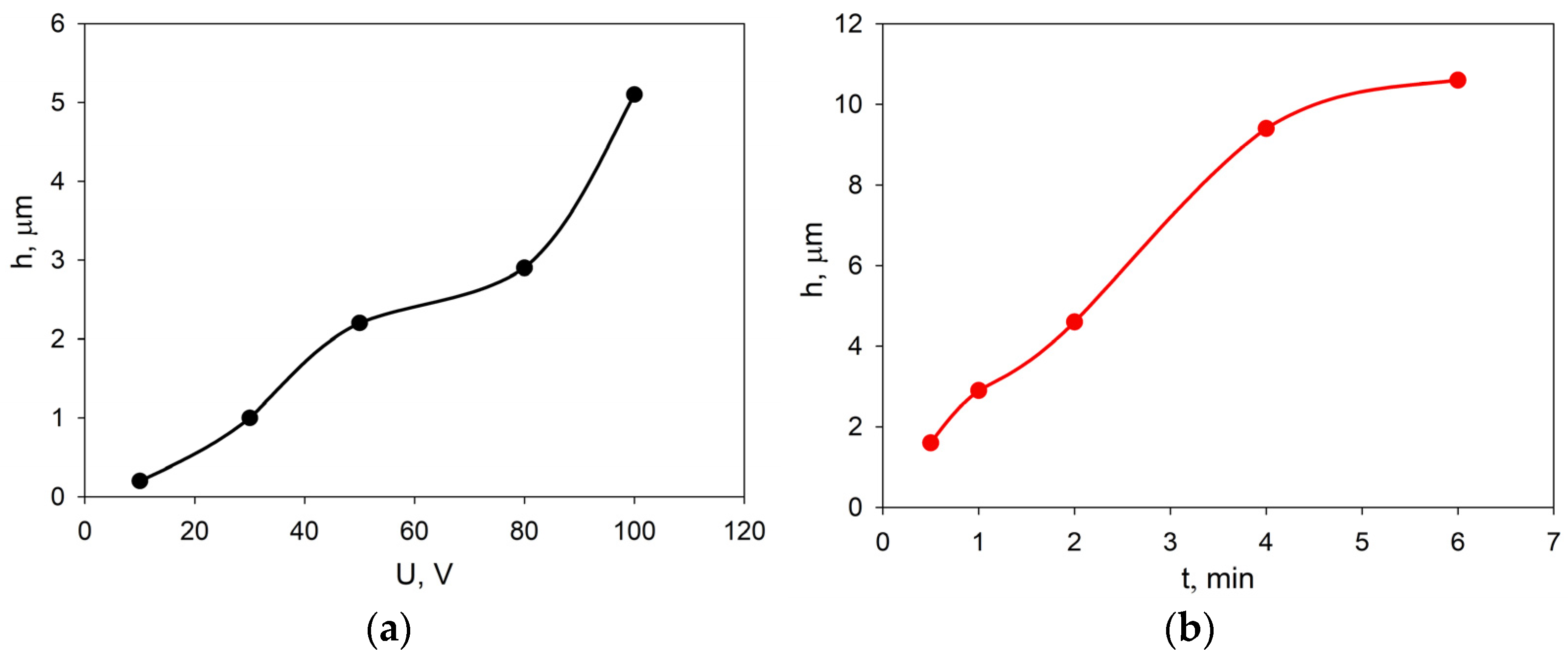
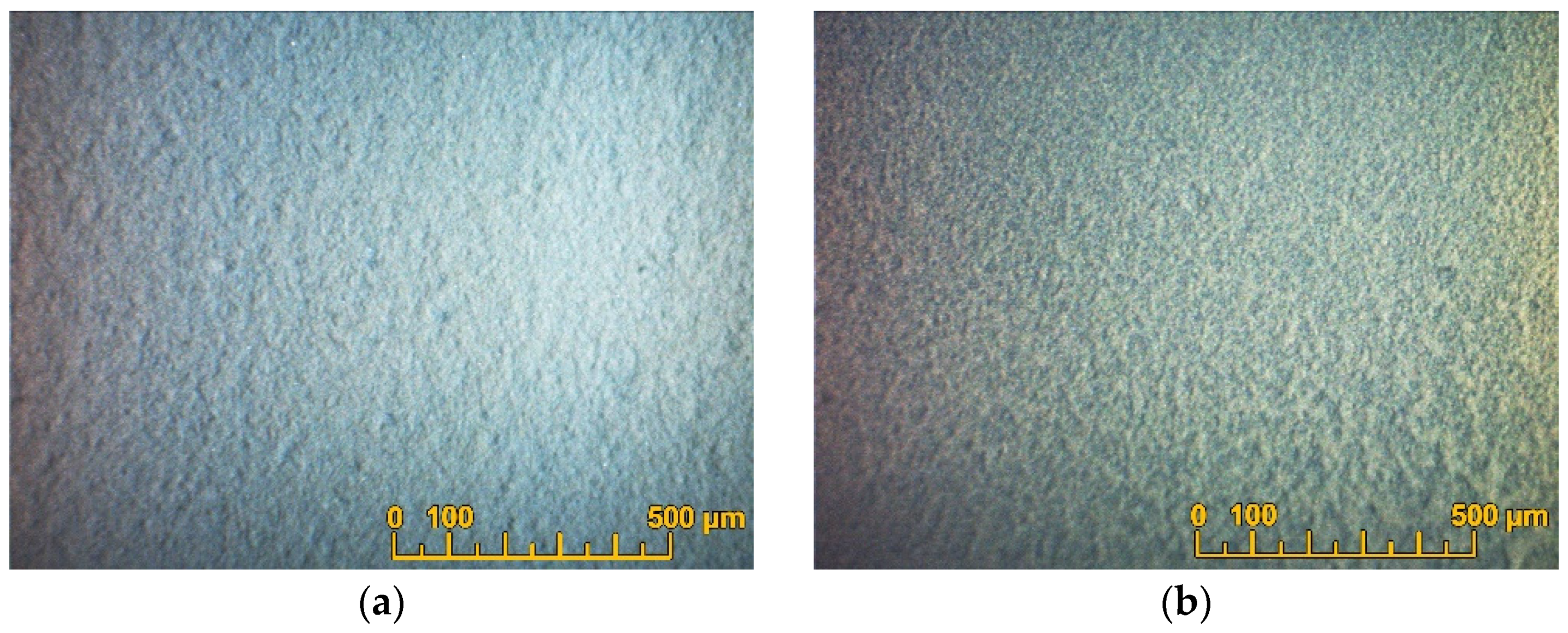
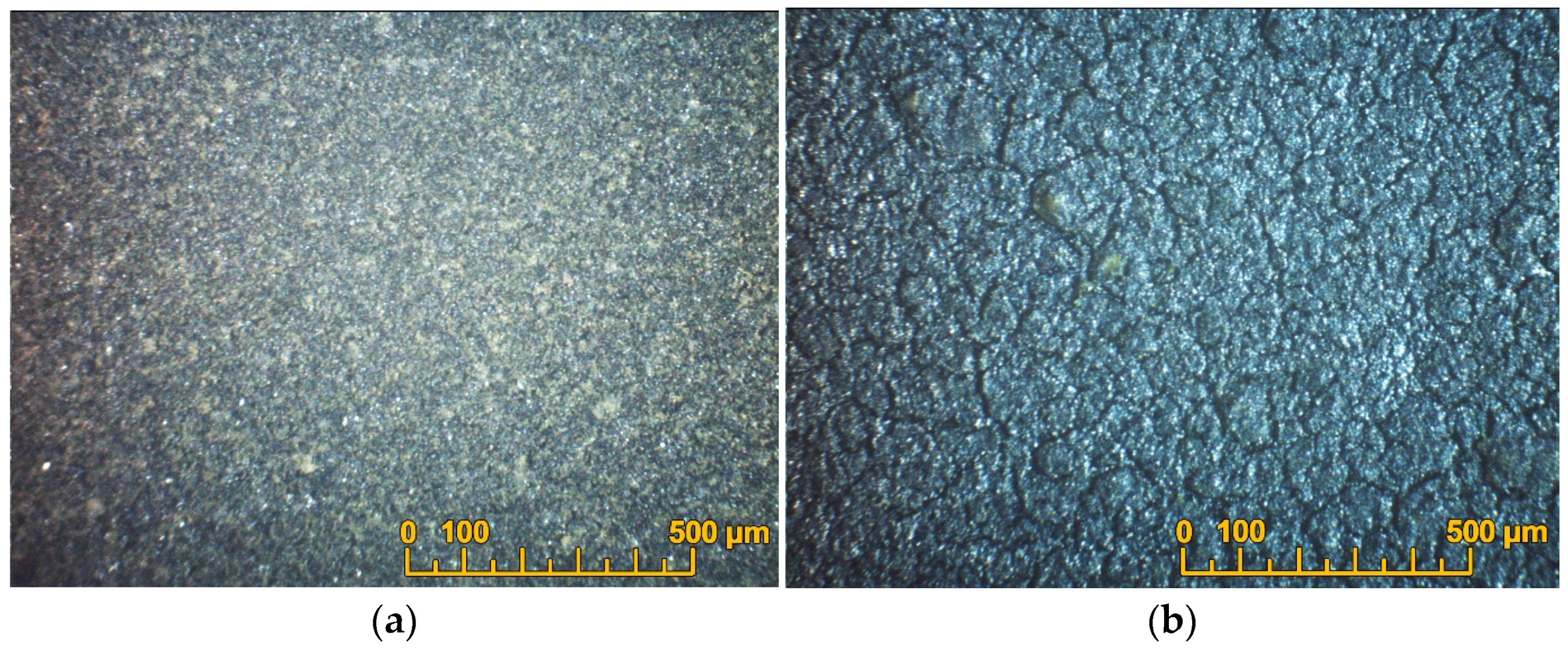
3.4. Formation of EDB Coatings on the Dense SDC Electrolyte Substrates

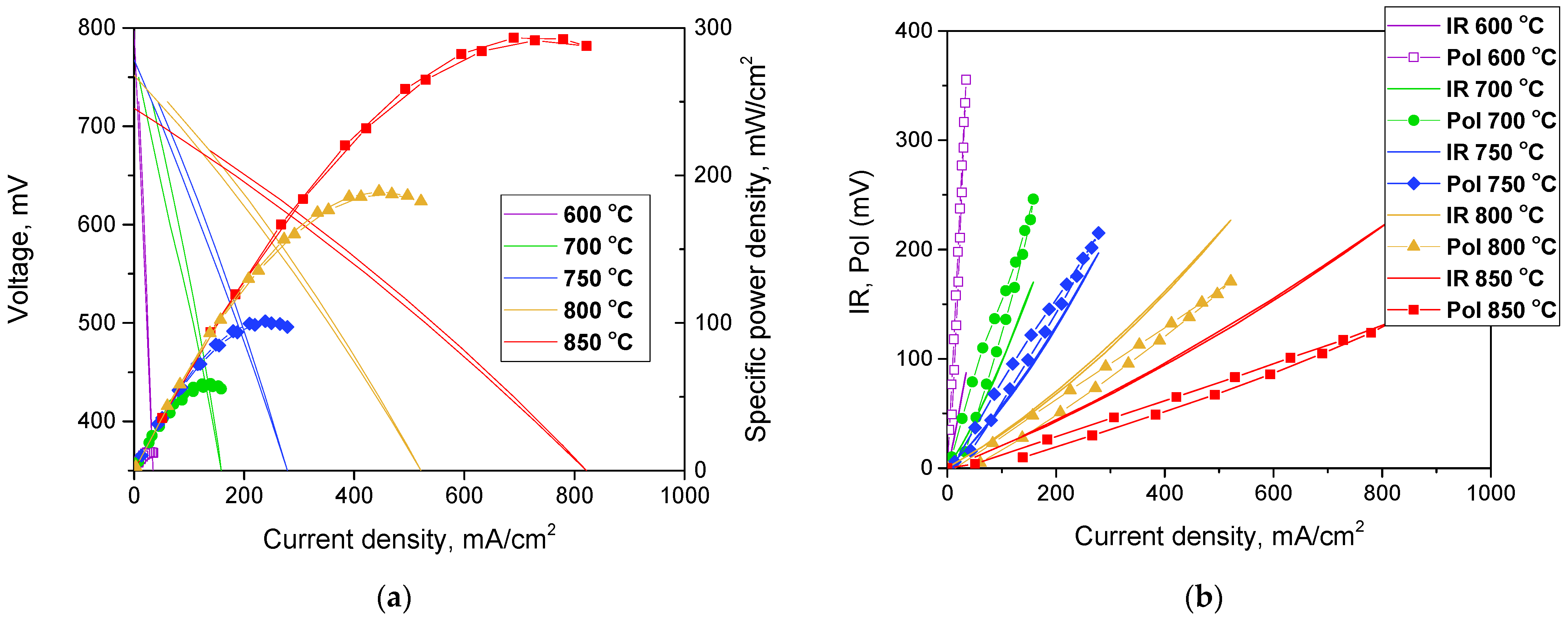
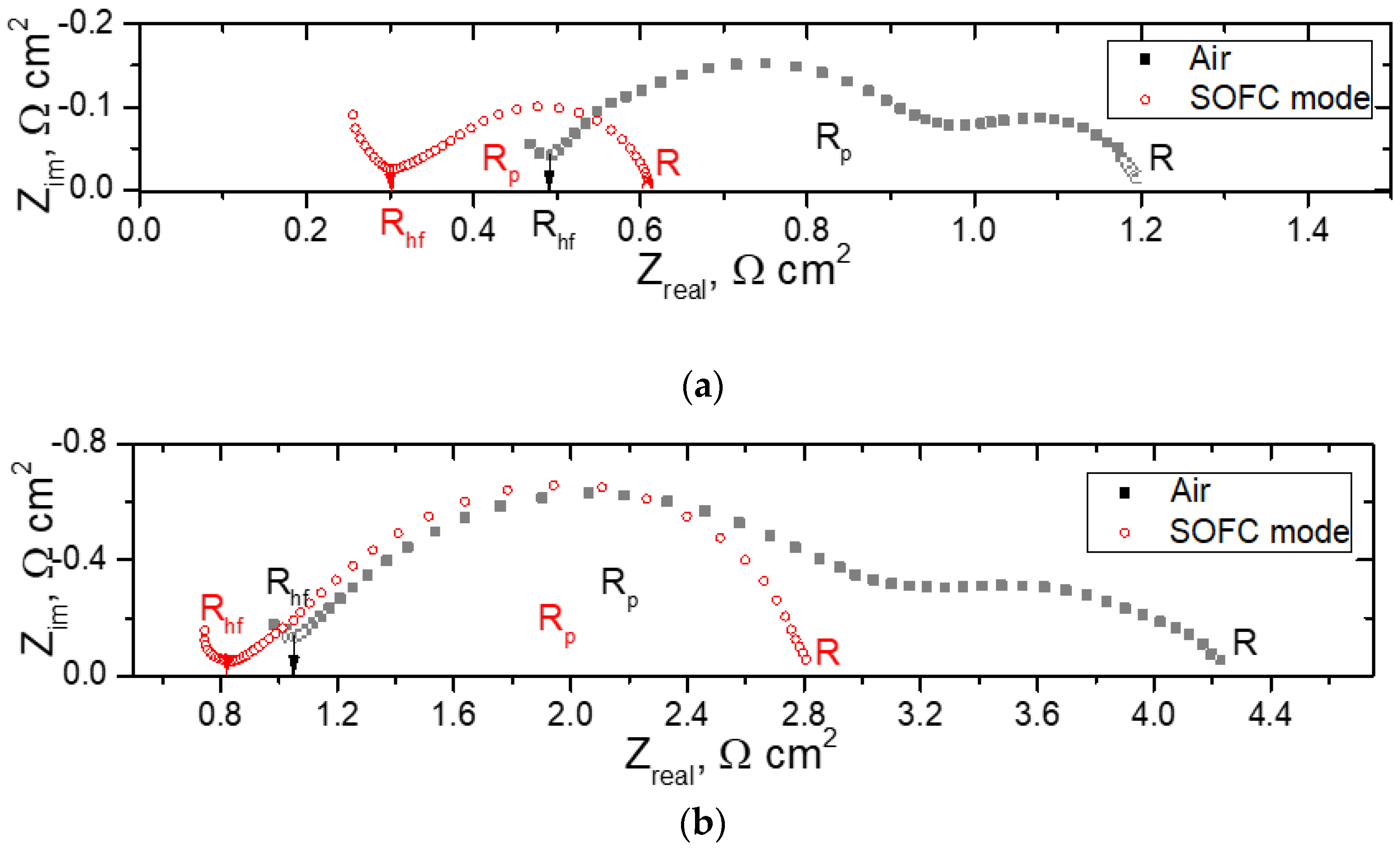
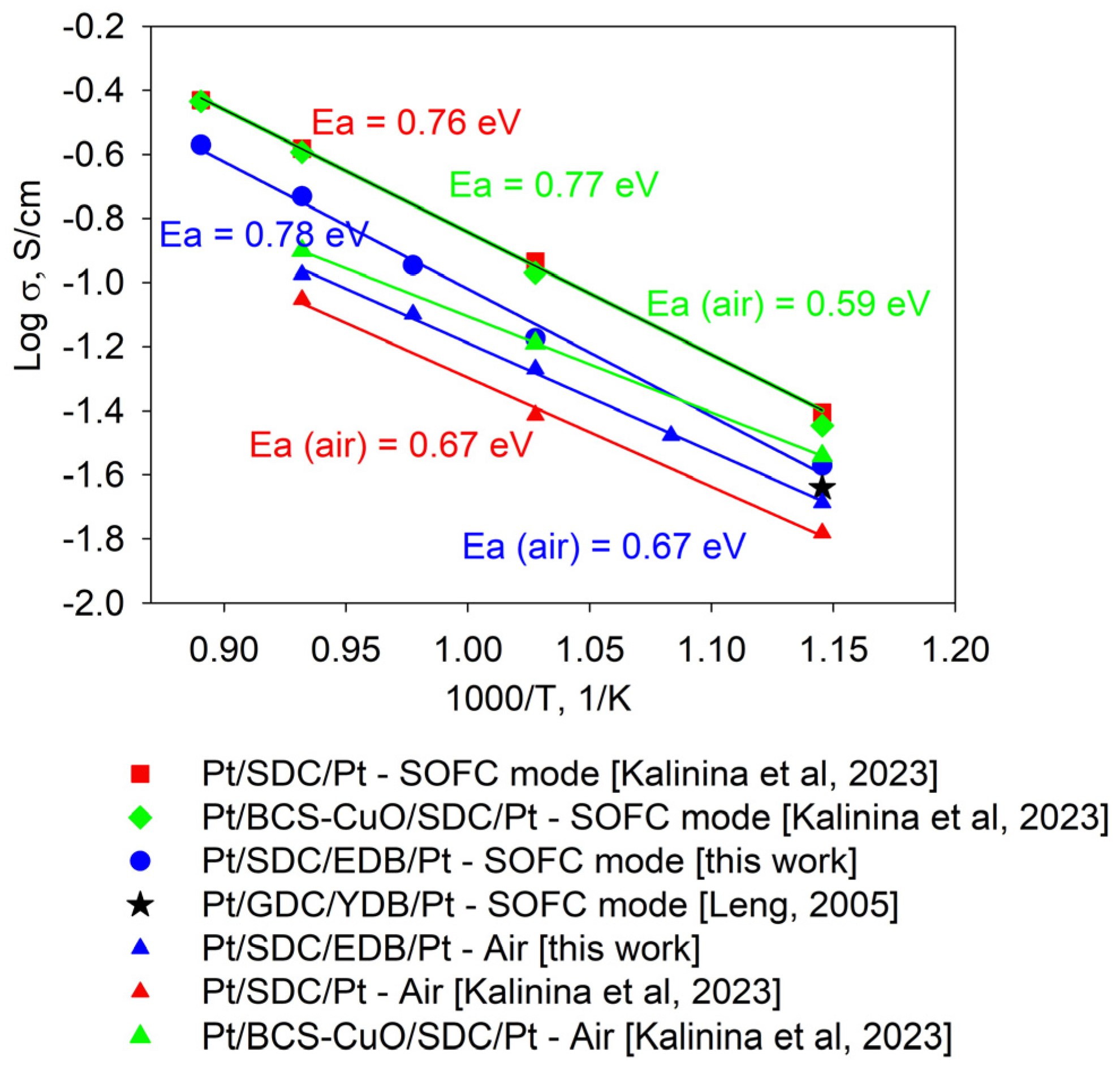
3.5. Electrochemical Testing of Single SOFCs with a Supporting SDC Electrolyte Membrane and EDB Electrolyte Coating Applied Using EPD on the Cathode Side
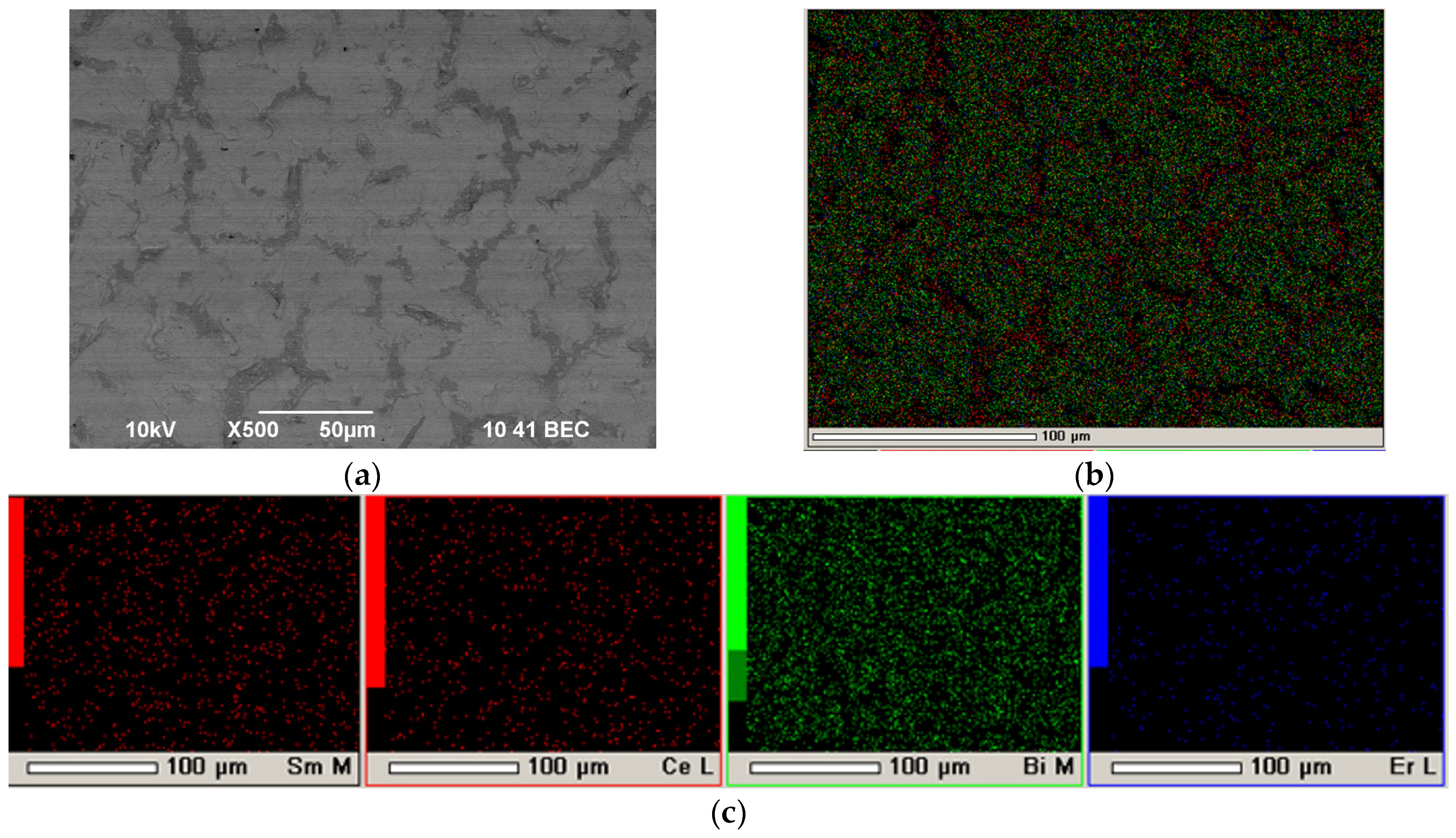
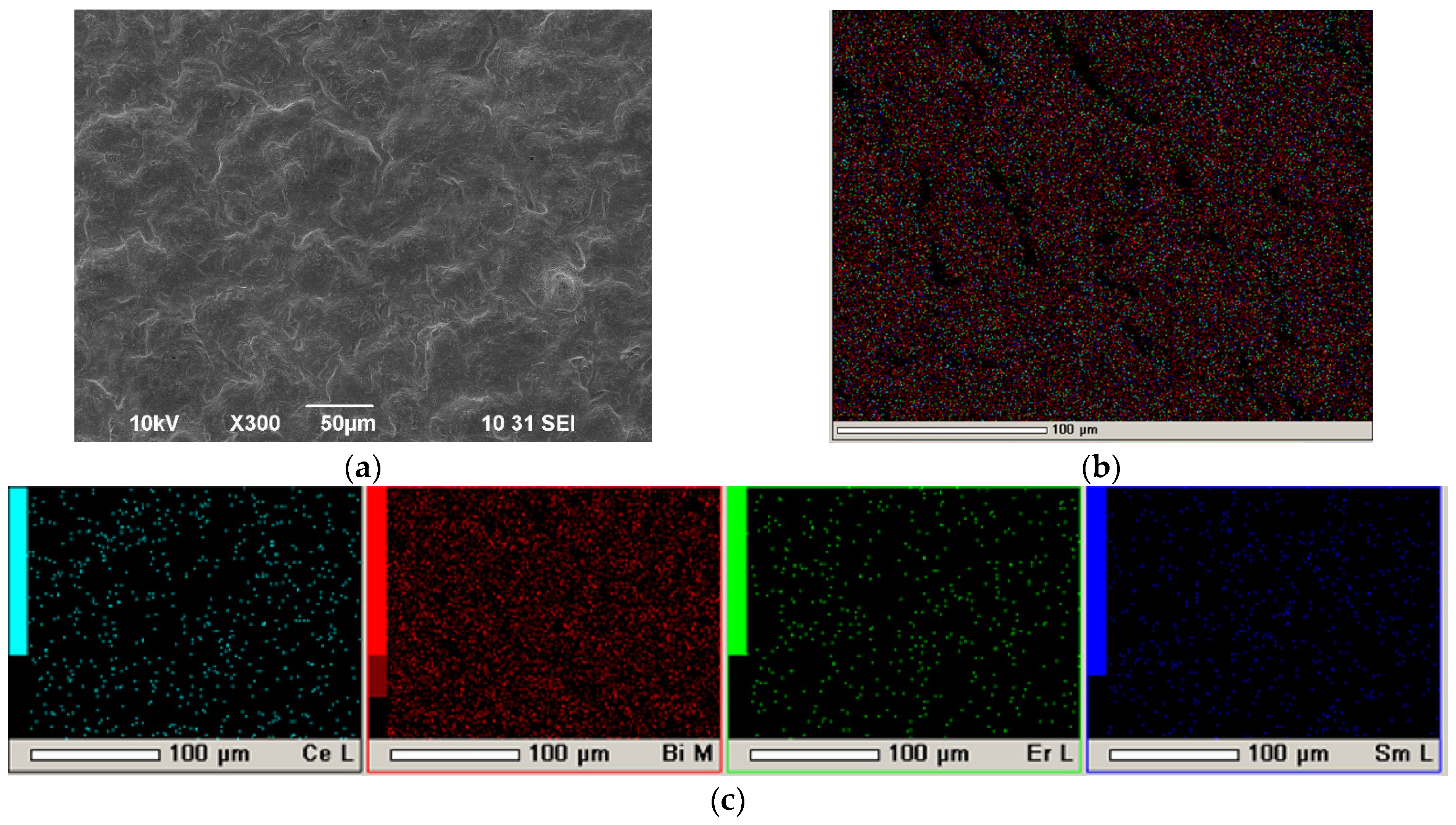
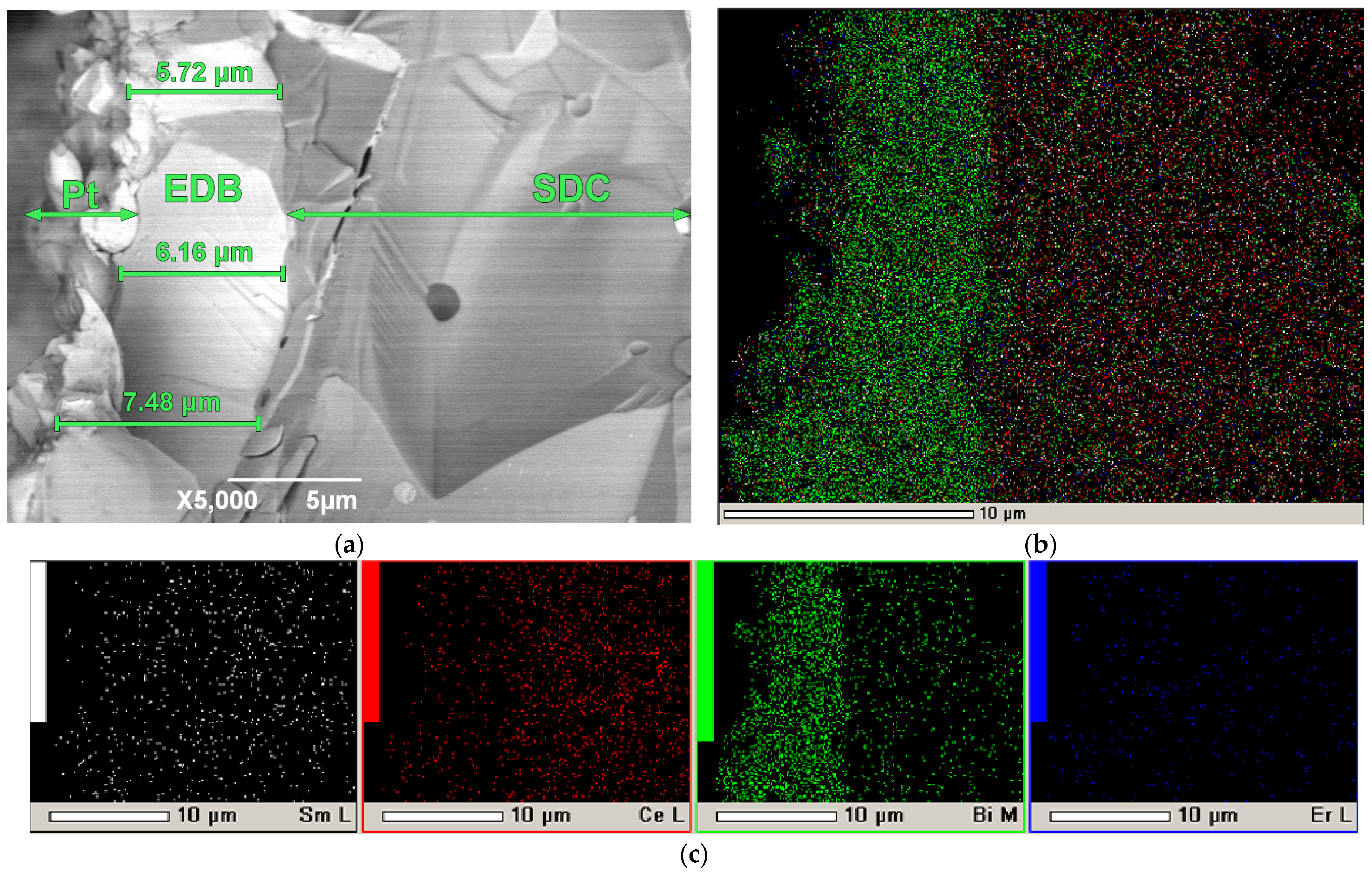
3.6. Microstructural Characterization of the SDC/EDB Electrolyte after Testing in the SOFC Mode
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Mendonça, C.; Ferreira, A.; Santos, D.M.F. Towards the Commercialization of Solid Oxide Fuel Cells: Recent Advances in Materials and Integration Strategies. Fuels 2021, 2, 393–419. [Google Scholar] [CrossRef]
- Sreedhar, I.; Agarwal, B.; Goyal, P.; Singh, S.A. Recent Advances in Material and Performance Aspects of Solid Oxide Fuel Cells. J. Electroanal. Chem. 2019, 848, 113315. [Google Scholar] [CrossRef]
- Singh, B.; Ghosh, S.; Aich, S.; Roy, B. Low Temperature Solid Oxide Electrolytes (LT-SOE): A Review. J. Power Sources 2017, 339, 103–135. [Google Scholar] [CrossRef]
- Arunkumar, P.; Meena, M.; Babu, K.S. A Review on Cerium Oxide-Based Electrolytes for ITSOFC. Nanomater. Energy 2012, 1, 288–305. [Google Scholar] [CrossRef]
- Pikalova, E.Y.; Kalinina, E.G. Solid Oxide Fuel Cells Based on Ceramic Membranes with Mixed Conductivity: Improving Efficiency. Russ. Chem. Rev. 2021, 90, 703–749. [Google Scholar] [CrossRef]
- Azad, A.M.; Larose, S.; Akbar, S.A. Bismuth Oxide-Based Solid Electrolytes for Fuel Cells. J. Mater. Sci. 1994, 29, 4135–4151. [Google Scholar] [CrossRef]
- Jeong, I.; Jeong, S.J.; Yun, B.-H.; Lee, J.-W.; Lee, C.-W.; Jung, W.; Lee, K.T. Physically Driven Enhancement of the Stability of Bi2O3-Based Ionic Conductors via Grain Boundary Engineering. NPG Asia Mater. 2022, 14, 53. [Google Scholar] [CrossRef]
- Shri Prakash, B.; Pavitra, R.; Senthil Kumar, S.; Aruna, S.T. Electrolyte Bi-Layering Strategy to Improve the Performance of an Intermediate Temperature Solid Oxide Fuel Cell: A Review. J. Power Sources 2018, 381, 136–155. [Google Scholar] [CrossRef]
- Kalinina, E.G.; Pikalova, E.Y. Electrophoretic Deposition of Dense Anode Barrier Layers of Doped ZrO2 and BaCeO3 on a Supporting Ce0.8Sm0.2O2−δ Solid Electrolyte: Problems and Search for Solutions in SOFC Technology. Int. J. Hydrog. Energy, 2023; in press. [Google Scholar] [CrossRef]
- Ling, Y.; Wang, X.; Ma, Z.; Wei, K.; Wu, Y.; Khan, M.; Zheng, K.; Shen, S.; Wang, S. Review of Experimental and Modelling Developments for Ceria-Based Solid Oxide Fuel Cells Free from Internal Short Circuits. J. Mater. Sci. 2020, 55, 1–23. [Google Scholar] [CrossRef]
- Wachsman, E.D.; Lee, K.T. Lowering the Temperature of Solid Oxide Fuel Cells. Science 2011, 334, 935–939. [Google Scholar] [CrossRef]
- Pesaran, A.; Jaiswal, A.; Ren, Y.; Wachsman, E.D. Development of a New Ceria/Yttria-Ceria Double-Doped Bismuth Oxide Bilayer Electrolyte Low-Temperature SOFC with Higher Stability. Ionics 2019, 25, 3153–3164. [Google Scholar] [CrossRef]
- Concha-Balderrama, A.; Martinez-Rodriguez, H.A.; Rojas-George, G.; Esparza-Ponce, H.E.; Orozco-Carmona, V.; Pizá-Ruiz, P.; Bocanegra-Bernal, M.H.; Reyes-Rojas, A. Enhanced Ionic Transport and Compressive Residual Stress in Er-Doped Bi2O3 with Lower Er3+ Concentrations. J. Electron. Mater. 2018, 47, 5422–5432. [Google Scholar] [CrossRef]
- Wachsman, E.D.; Jayaweera, P.; Jiang, N.; Lowe, D.M.; Pound, B.G. Stable High Conductivity Ceria/Bismuth Oxide Bilayered Electrolytes. J. Electrochem. Soc. 1997, 144, 233–236. [Google Scholar] [CrossRef]
- Leng, Y.J. Development of YDB/GDC Composite Electrolyte For Low-Temperature Solid Oxide Fuel Cells. ECS Proc. Vol. 2005, 2005–2007, 1110–1116. [Google Scholar] [CrossRef]
- Park, J.-Y.; Wachsman, E.D. Stable and High Conductivity Ceria/Bismuth Oxide Bilayer Electrolytes for Lower Temperature Solid Oxide Fuel Cells. Ionics 2006, 12, 15–20. [Google Scholar] [CrossRef] [Green Version]
- Duan, N.; Ma, J.; Li, J.; Yan, D.; Chi, B.; Pu, J.; Li, J. High Performance Cathode-Unsintered Solid Oxide Fuel Cell Enhanced by Porous Bi1.6Er0.4O3 (ESB) Interlayer. Int. J. Hydrog. Energy 2018, 43, 12713–12719. [Google Scholar] [CrossRef]
- Lee, J.G.; Park, M.G.; Yoon, H.H.; Shul, Y.G. Application of GDC-YDB Bilayer and LSM-YDB Cathode for Intermediate Temperature Solid Oxide Fuel Cells. J. Electroceram. 2013, 31, 231–237. [Google Scholar] [CrossRef]
- Zhang, L.; Xia, C.; Zhao, F.; Chen, F. Thin Film Ceria–Bismuth Bilayer Electrolytes for Intermediate Temperature Solid Oxide Fuel Cells with La0.85Sr0.15MnO3−δ–Y0.25Bi0.75O1.5 Cathodes. Mater. Res. Bull. 2010, 45, 603–608. [Google Scholar] [CrossRef]
- Ahn, J.S.; Camaratta, M.A.; Pergolesi, D.; Lee, K.T.; Yoon, H.; Lee, B.W.; Jung, D.W.; Traversa, E.; Wachsman, E.D. Development of High Performance Ceria/Bismuth Oxide Bilayered Electrolyte SOFCs for Lower Temperature Operation. J. Electrochem. Soc. 2010, 157, B376. [Google Scholar] [CrossRef]
- Pikalova, E.Y.; Kalinina, E.G. Place of Electrophoretic Deposition among Thin-Film Methods Adapted to the Solid Oxide Fuel Cell Technology: A Short Review. Int. J. EQ 2019, 4, 1–27. [Google Scholar] [CrossRef] [Green Version]
- Pikalova, E.Y.; Kalinina, E.G. Electrophoretic Deposition in the Solid Oxide Fuel Cell Technology: Fundamentals and Recent Advances. Renew. Sust. Energy Rev. 2019, 116, 109440. [Google Scholar] [CrossRef]
- Kalinina, E.G.; Pikalova, E.Y. New Trends in the Development of Electrophoretic Deposition Method in the Solid Oxide Fuel Cell Technology: Theoretical Approaches, Experimental Solutions and Development Prospects. Russ. Chem. Rev. 2019, 88, 1179–1219. [Google Scholar] [CrossRef]
- Guo, X.; Li, X.; Lai, C.; Li, W.; Zhang, D.; Xiong, Z. Cathodic Electrophoretic Deposition of Bismuth Oxide (Bi2O3) Coatings and Their Photocatalytic Activities. Appl. Surf. Sci. 2015, 331, 455–462. [Google Scholar] [CrossRef]
- Liang, T.; Guo, X. Remarkably Facile Preparation of Superhydrophobic Functionalized Bismuth Trioxide (Bi2O3) Coatings. Appl. Sci. 2019, 9, 2653. [Google Scholar] [CrossRef] [Green Version]
- Megnin, C. Electrophoretic Deposition of BiVO₄ Layers on FTO Substrates for Photo Electro-chemical Cells. Ceramics-Silikaty 2019, 63, 124–130. [Google Scholar] [CrossRef]
- Chahkandi, M.; Zargazi, M. New Water Based EPD Thin BiVO4 Film: Effective Photocatalytic Degradation of Amoxicillin Antibiotic. J. Hazard. Mater. 2020, 389, 121850. [Google Scholar] [CrossRef]
- Joh, D.W.; Park, J.H.; Kim, D.Y.; Yun, B.-H.; Lee, K.T. High Performance Zirconia-Bismuth Oxide Nanocomposite Electrolytes for Lower Temperature Solid Oxide Fuel Cells. J. Power Sources 2016, 320, 267–273. [Google Scholar] [CrossRef]
- Park, J.W.; Joh, D.W.; Yun, B.-H.; Samdani, K.J.; Lee, K.T. Development of Nanostructured La0.8Sr0.2MnO3−δ-Er0.4Bi1.6O3 Cathodes via an Infiltration Process with Different Polymeric Agents for Intermediate Temperature Solid Oxide Fuel Cells. Int. J. Hydrog. Energy 2017, 42, 6332–6337. [Google Scholar] [CrossRef]
- Wang, Z.; Sun, H.; Li, J.; Guo, X.; Hu, Q.; Yang, Z.; Yu, F.; Li, G. Modified La0.6Sr0.4Co0.2Fe0.8O3−δ Cathodes with the Infiltration of Er0.4Bi1.6O3 for Intermediate-Temperature Solid Oxide Fuel Cells. Int. J. Hydrog. Energy 2021, 46, 22932–22941. [Google Scholar] [CrossRef]
- Sadykov, V.; Usoltsev, V.; Yeremeev, N.; Mezentseva, N.; Pelipenko, V.; Krieger, T.; Belyaev, V.; Sadovskaya, E.; Muzykantov, V.; Fedorova, Y.; et al. Functional Nanoceramics for Intermediate Temperature Solid Oxide Fuel Cells and Oxygen Separation Membranes. J. Europ. Ceram. Soc. 2013, 33, 2241–2250. [Google Scholar] [CrossRef]
- Li, J.; Wang, S.; Wang, Z.; Liu, R.; Wen, T.; Wen, Z. La0.84Sr0.16MnO3−δ Cathodes Impregnated with Bi1.4Er0.6O3 for Intermediate-Temperature Solid Oxide Fuel Cells. J. Power Sources 2009, 194, 625–630. [Google Scholar] [CrossRef]
- Mukasyan, A.S.; Epstein, P.; Dinka, P. Solution Combustion Synthesis of Nanomaterials. Proc. Combust. Inst. 2007, 31, 1789–1795. [Google Scholar] [CrossRef]
- Rodríguez-Carvajal, J. Recent Developments of the Program FULLPROF, in Commission on Powder Diffraction (IUCr). Newsletter 2001, 26, 12–19. Available online: http://journals.iucr.org/iucr-top/comm/cpd/Newsletters (accessed on 1 January 2023).
- Kalinina, E.; Shubin, K.; Pikalova, E. Electrophoretic Deposition and Characterization of the Doped BaCeO3 Barrier Layers on a Supporting Ce0.8Sm0.2O1.9 Solid-State Electrolyte. Membranes 2022, 12, 308. [Google Scholar] [CrossRef]
- Chiodelli, G.; Malavasi, L. Electrochemical Open Circuit Voltage (OCV) Characterization of SOFC Materials. Ionics 2013, 19, 1135–1144. [Google Scholar] [CrossRef]
- Cobaner, S.; Yilmaz, S. Electrical and Structural Properties of New Type Er and Yb Doped Bismuth Oxide Solid Electrolytes Synthesized by Pechini Method. J. Electroceram. 2021, 46, 83–92. [Google Scholar] [CrossRef]
- Arasteh, S.; Maghsoudipour, A.; Alizadeh, M.; Nemati, A. Effect of Y2O3 and Er2O3 Co-Dopants on Phase Stabilization of Bismuth Oxide. Ceram. Int. 2011, 37, 3451–3455. [Google Scholar] [CrossRef]
- Kirillov, S.A. Surface Area and Pore Volume of a System of Particles as a Function of Their Size and Packing. Micropor. Mesopor. Mater. 2009, 122, 234–239. [Google Scholar] [CrossRef]
- Kalinina, E.; Ivanov, M. The Electrophoretic Deposition of Nanopowders Based on Yttrium Oxide for Bulk Ceramics Fabrication. Inorganics 2022, 10, 243. [Google Scholar] [CrossRef]
- Hosomi, T.; Matsuda, M.; Miyake, M. Electrophoretic Deposition for Fabrication of YSZ Electrolyte Film on Non-Conducting Porous NiO–YSZ Composite Substrate for Intermediate Temperature SOFC. J. Europ. Ceram. Soc. 2007, 27, 173–178. [Google Scholar] [CrossRef]
- Azarian Borojeni, I.; Raissi, B.; Maghsoudipour, A.; Kazemzad, M.; Talebi, T. Fabrication of Solid Oxide Fuel Cells (SOFCs) Electrolytes by Electrophoretic Deposition (EPD) and Optimizing the Process. KEM 2015, 654, 83–87. [Google Scholar] [CrossRef]
- Suarez, G.; Nguyen, N.T.K.; Rendtorff, N.M.; Sakka, Y.; Uchikoshi, T. Electrophoretic Deposition for Obtaining Dense Lanthanum Silicate Oxyapatite (LSO). Ceram. Inter. 2016, 42, 19283–19288. [Google Scholar] [CrossRef]
- Kalinina, E.G.; Pikalova, E.Y. Formation of a Single- and Two-Layer Solid Electrolyte by Electrophoresis on Anodic Substrates Metalized with Silver or Platinum. Russ. J. Phys. Chem. 2022, 96, 2763–2773. [Google Scholar] [CrossRef]
- Suzuki, H.T.; Uchikoshi, T.; Kobayashi, K.; Suzuki, T.S.; Sugiyama, T.; Furuya, K.; Matsuda, M.; Sakka, Y.; Munakata, F. Fabrication of GDC/LSGM/GDC Tri-Layers on Polypyrrole-Coated NiO-YSZ by Electrophoretic Deposition for Anode-Supported SOFC. J. Ceram. Soc. Jpn. 2009, 117, 1246–1248. [Google Scholar] [CrossRef] [Green Version]
- Das, D.; Basu, R.N. Electrophoretic Deposition of Zirconia Thin Film on Nonconducting Substrate for Solid Oxide Fuel Cell Application. J. Am. Ceram. Soc. 2014, 97, 3452–3457. [Google Scholar] [CrossRef]
- Uchikoshi, T.; Furumi, S.; Shirahata, N.; Suzuki, T.S.; Sakka, Y. Conductive Polymer Coating on Nonconductive Ceramic Substrates for Use in the Electrophoretic Deposition Process. J. Am. Ceram. Soc. 2008, 91, 1674–1677. [Google Scholar] [CrossRef]
- Jaiswal, N.; Tanwar, K.; Suman, R.; Kumar, D.; Upadhyay, S.; Parkash, O. A Brief Review on Ceria Based Solid Electrolytes for Solid Oxide Fuel Cells. J. Alloys Compd. 2019, 781, 984–1005. [Google Scholar] [CrossRef]
- Jung, W.C.; Chang, Y.-J.; Fung, K.-Z.; Haile, S. High Electrochemical Activity of Bi2O3-Based Composite SOFC Cathodes. J. Korean Ceram. Soc. 2014, 51, 278–282. [Google Scholar] [CrossRef] [Green Version]
- Fang, W.; Yang, T.; Huang, K. In Situ Synthesis of a High-Performance Bismuth Oxide Based Composite Cathode for Low Temperature Solid Oxide Fuel Cells. Chem. Commun. 2019, 55, 2801–2804. [Google Scholar] [CrossRef]
- Pikalova, E.; Bogdanovich, N.; Kolchugin, A.; Shubin, K.; Ermakova, L.; Eremeev, N.; Farlenkov, A.; Khrustov, A.; Filonova, E.; Sadykov, V. Development of Composite LaNi0.6Fe0.4O3−δ-Based Air Electrodes for Solid Oxide Fuel Cells with a Thin-Film Bilayer Electrolyte. Int. J. Hydrog. Energy 2021, 46, 16947–16964. [Google Scholar] [CrossRef]
- Leng, Y.J.; Chan, S.H. Anode-Supported SOFCs with Y2O3-Doped Bi2O3/Gd2O3-Doped CeO2 Composite Electrolyte Film. Electrochem. Solid-State Lett. 2006, 9, A56–A59. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Electrolyte Material | Crystal Lattice Type, Space Group | Lattice Parameters, Å |
|---|---|---|
| EDB | cubic, Fm-3m | a = 5.4960(1) |
| SDC | cubic, Fm-3m | a = 5.4324(3) |
| Suspension | UT, min | Zeta Potential, mV (pH) |
|---|---|---|
| EDB isopropanol/ acetylacetone 70/30 vol.% | 5 | +16 (6.8) |
| 25 | +19 (6.6) | |
| 125 | +20 (6.2) | |
| EDB isopropanol-PEI | 125 | +10 (11.0) |
| EDB isopropanol-PEI-HAcAc | 125 | +9 (10.5) |
| Temperature | Air (Anode)/Air (Cathode) | Hydrogen (Anode)/Air (Cathode) | ||||
|---|---|---|---|---|---|---|
| Rhf, Ω cm2 | Rp, Ω cm2 | Rhf/(Rhf + Rp) ×100, % | Rhf, Ω cm2 | Rp, Ω cm2 | Rhf/(Rhf + Rp) ×100, % | |
| 850 | - | - | - | 0.21 | 0.15 | 58 |
| 800 | 0.49 | 0.67 | 44 | 0.30 | 0.31 | 49 |
| 750 | 0.70 | 1.27 | 36 | 0.49 | 0.78 | 39 |
| 700 | 1.04 | 3.41 | 23 | 0.83 | 1.96 | 30 |
| 650 | 1.68 | 20.95 | 7 | - | - | - |
| 600 | 2.72 | 95.93 | 3 | 2.08 | 12.09 | 16 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kalinina, E.; Ermakova, L.; Pikalova, E. Electrophoretic Deposition and Characterization of Er-Doped Bi2O3 Cathode Barrier Coatings on Non-Conductive Ce0.8Sm0.2O1.9 Electrolyte Substrates. Coatings 2023, 13, 1053. https://doi.org/10.3390/coatings13061053
Kalinina E, Ermakova L, Pikalova E. Electrophoretic Deposition and Characterization of Er-Doped Bi2O3 Cathode Barrier Coatings on Non-Conductive Ce0.8Sm0.2O1.9 Electrolyte Substrates. Coatings. 2023; 13(6):1053. https://doi.org/10.3390/coatings13061053
Chicago/Turabian StyleKalinina, Elena, Larisa Ermakova, and Elena Pikalova. 2023. "Electrophoretic Deposition and Characterization of Er-Doped Bi2O3 Cathode Barrier Coatings on Non-Conductive Ce0.8Sm0.2O1.9 Electrolyte Substrates" Coatings 13, no. 6: 1053. https://doi.org/10.3390/coatings13061053