1. Introduction
Wood textures with a warm color and natural pattern have an appealing visual appearance and are widely used in furniture and architectural products for interior decoration [
1]. Lately, there has been an increasing trend of printing wood patterns or adding texture to building materials and industrial products through surface treatment. Ultraviolet (UV) inkjet printing is becoming the focus of industry applications as a contactless, pressure-free, plate-free UV printing and reproduction technology. The UV curing process instantly deposits a hardened layer of ink and achieves directed adherence to the surface on substrate materials to display digital texture image designs [
2,
3]. In this process, the UV-curable ink used in the inkjet printing coatings is a typical photo-curable material. It is digitally controlled that ejection of drops of fluid from a print head onto a substrate, precisely deposited color ink drops to form a decorative layer. Thus, UV digital inkjet technology could play a crucial role in the finishing process of the wood industry, especially in the coating of wood textures on the surface of wood-based panels [
4].
As a decorative printing technology for wood-based panels, the visual characteristics achieved by UV inkjet printing quality, such as the performance of color reproduction, relative contrast, and gloss, are important application indicators for industrial decorative panels. Traditionally, surface-texture-coated wood-based panels have been achieved by the lamination of impregnated decorative papers displaying texture designs on the surface of medium-density fiberboards (MDF) or particleboards. For the surface decoration of substrate papers, the visual appearance can be improved through surface modifications by printing substrates [
5,
6], substrate coating development [
7], and printing ink [
8] for high-quality printing. However, the direct printing and production process of decorative plates includes paint ink jetting and silk net printing. These two production processes include shortcomings such as low production efficiency, high pollution, and severe patterns. Although UV jet technology is able to solve these problems well, at present there are no quantitative primers, printing color deviations, and low printing quality in UV inkjet printing, which have particularly restricted the application of inkjets for direct printing on wood products and boards [
9].
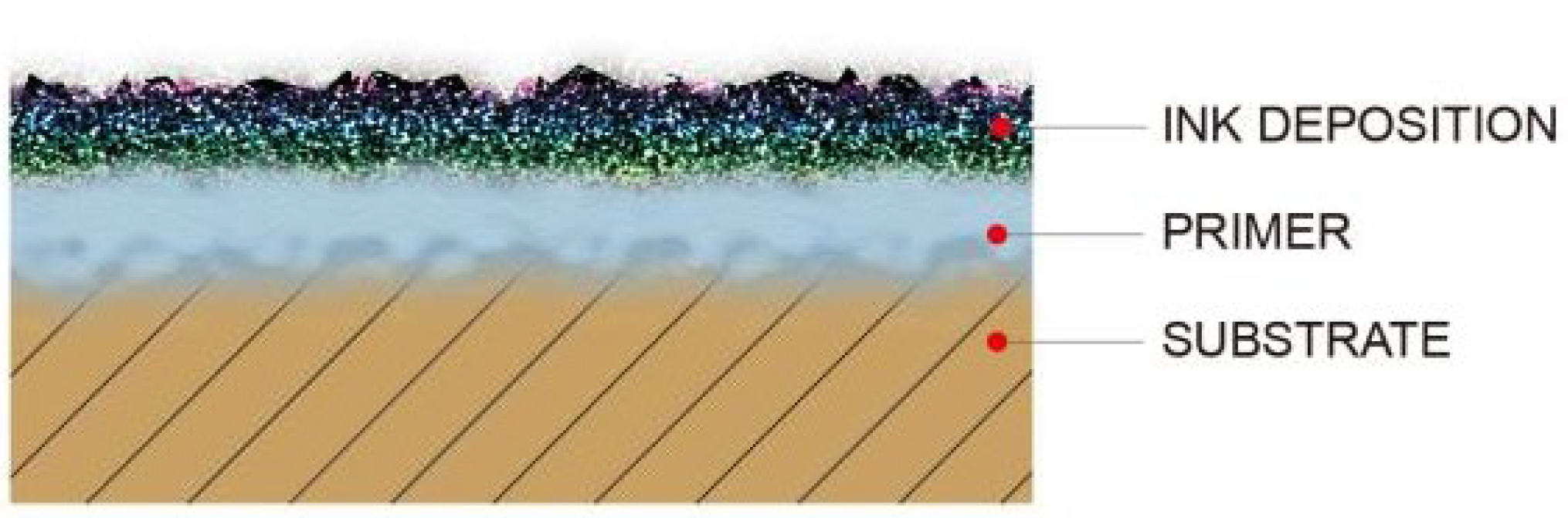
According to the contributions of paper substrate printing research, printing results are closely related to the surface properties of the printing substrates. A primer can be applied to the bearing wood-based material to fill the gap between the ink itself and the printing substrate so that the coloring agent is kept in a proper position and the printing medium can reach the required color and quality [
10]. To this end, the present study employed a practical approach to establish the surface substrate primer coating (as illustrated in
Figure 1) and conducted parameter testing on its effects to analyze printing quality.
This study used a hands-on method to establish and run surface substrate primer coating process tests, and data on the parameter effects of UV inkjet printing were tested to analyze printing quality. The work described focused on the effects of color reproduction, relative contrast, and gloss on UV inkjet printing under different variables (whiteness, gloss, and roughness) for four primer coating schemes. The overall aim of the study was to identify the most suitable ink-substrate primer process for optimal print quality.
2. Materials and Methods
2.1. Experimental Materials, Equipment, and Software
The experimental substrate was an MDF board (size: 20 × 30 × 0.7; unit: cm). The printing equipment included a flatbed inkjet printer (XENONS MODEL E316 UV, Nanjing Leimu Digital Technology Co., Ltd., Nanjing, China) and UV ink, 5-color CMYKW (cyan, magenta, yellow, black, white) (XENONS YL-UV-I3200U1-1, Nanjing Leimu Digital Technology Co., Ltd., Nanjing, China). Measurement instruments included a WSB-2 whiteness meter (Qiwei, Hangzhou, China), stylus roughness meter (Shjingmi, Shanghai, China), NHG268 gloss meter (3nh, Shenzhen, China), and X-Rite spectrophotometer (X-Rite, Grand Rapids, MI, USA). We used Profile Maker pro software (X-Rite, Grand Rapids, MI, USA) (version 5.0), Matlab software (MathWorks, Natick, MA, USA) (version R2021b), and Origin software (OriginLab, Northampton, MA, USA) (version 8.6 32-bit) with the Windows 10 operating system (Microsoft, Redmond, WA, USA).
2.2. Experimental Methods
The MDF substrate was first pretreated and sanded with 400# mesh sandpaper. Each test piece was treated no fewer than 10 times. The printed substrates were divided into a layer of white primer, a layer of white primer + 100% white ink, two layers of white primer; and three layers of white primer, labeled 1
#, 1-W
#, 2
#, and 3
#, respectively. The priming process is detailed in
Table 1.
The whiteness, roughness, and glossiness of the substrate surface under four different roller coating schemes were characterized. Experimental standard plates were used for subsequent experiments. The scale plate test chart was composed of 80 CMYK color transition blocks and eight CMYK color blocks (
Figure 2).
After printing the template test diagram, a spectrophotometer was applied to measure the L*a*b* values of the four-color ladder scale, CMYK field density, and 75% dot density. Based on the L*a*b*, the mean value of the color difference was calculated using the CIEDE 2000 color difference formula ISO 11664-6:2014. For example, to determine the color difference of , , and , , in the CIELAB color space, the color differences between the two is expressed as:.
The color difference CIEDE2000
, can be calculated as follows:
Next, the relative contrast value K = (DV − DR)/DV can be calculated from the field density value. The data were analyzed using Origin Pro 8.6 32-bits software (OriginLab, Northampton, MA, USA), then linearly fitted using the least squares method. Finally, the CMYK gloss was measured.
A fitted straight line
y = a + bx was obtained accordingly, where
a and
b are two parameters to be determined based on four sets of measurements. The valuation
was such that the following equation had the minimal value:
The best linear equation is:
3. Results and Discussion
3.1. Effect of MDF Surface Properties on Color Reproduction
3.1.1. CMYK Standard Color Difference
The whiteness, roughness, and gloss values of the MDF substrate primer surface were measured by measurement, as shown in
Table 2. The amount of coating affected the substrate printing surface for each value [
11]. As expected, the primer created a seal on the surface of the board. An increase in the amount of coating enhanced the substrate whiteness, gloss, and smoothness, covering any color defects or defects in the board itself to improve the substrate printing surface and printing quality [
12,
13].
As shown in
Table 2, the whiteness and gloss of the four roller coating schemes gradually increased. The highest whiteness and gloss emerged in experimental specimen 3
#. The smoothest sample was 1
#, followed by 1-W
#; it appeared that spraying white ink on the white paint primer reduced its roughness to a certain extent. Depending on the amount of primer coating applied, the Roughness values from high to low were 3
#, 2
#, 1-W
#, 1
#.
Color samples were printed on substrates 1
#, 1-W
#, 2
#, and 3
# according to the L*a*b* values specified by CIE and then measured with an X-rite spectrophotometer on four color measurement strips adjusted to a D65 light source and 2° field of view. The standard L*a*b* values of the control strips and those of the experimental samples were used to determine the difference between the standard color values and various printed colors, as well as the average color differences [
14] according to the CIEDE 2000 color difference formula (ISO 11664-6:2014(2)). The results are shown in
Table 3.
As shown in
Table 4, The average CMYK color difference value of the four samples was 8.8712. Color rendering performance improves when the color difference value of the experimental sample is lower than the average color difference. Experiment sample 1
# has the largest deviation from the mean color difference value at 0.4782, indicating a significant color deviation. Samples 2
# and 3
# have below-average color difference values, with sample 3
# performing best.
3.1.2. Spectral Reflectance
Light reflects from the surface of a printed sample. The ratio of the luminous flux of reflected light from the sample to the luminous flux of reflected light from a completely diffuse sample (ideal white sample) is defined as the reflectance of the sample [
15]. The color white has the highest reflectance at close to 100%; black has the lowest at nearly 0%. Visible light is composed of each color in the 380–780 nm band; so, for a sample color, the corresponding reflectance can be calculated in each of these bands. We connected the reflectance of each band to draw a curve, which is defined here as the “reflectance spectrum curve” of the sample.
The reflectance spectrum revealed the hue of the sample. The highest point or area of the reflection spectrum corresponded to the light color, which was the main color of the sample [
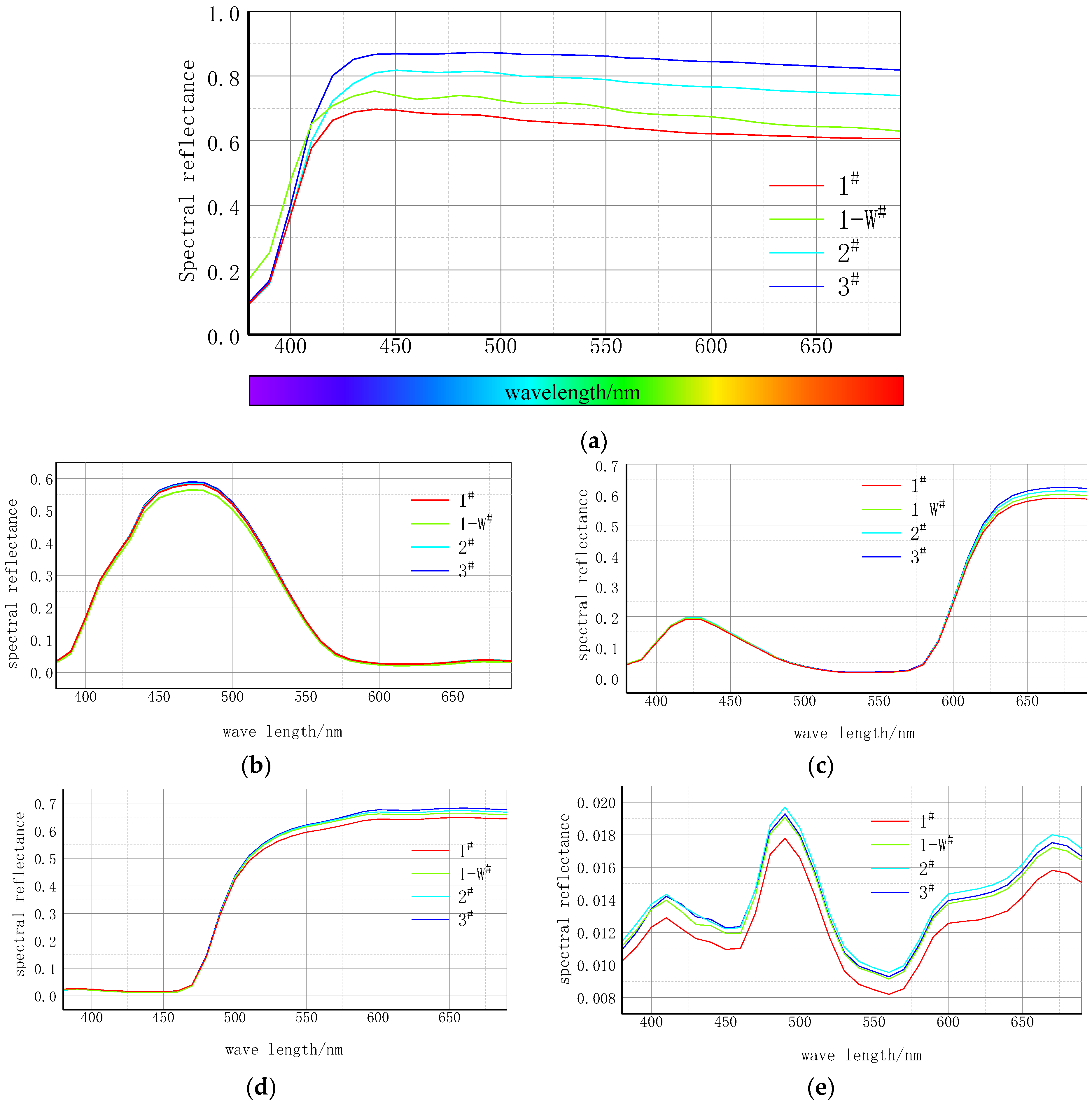
16]. This spectrum allows for judgement of the saturation of the sample, which was higher when the difference between its highest and lowest point was higher (and vice versa). We also judged the brightness of the color (or shade, from light to dark) based on the higher (or lower) points on the reflection spectrum. The reflectance spectra of the four experimental substrates and the four CMYK colors are shown in
Figure 3.
As discussed above, the reflectance spectra revealed a great deal of color-related information including the hue, saturation, depth, intensity, and homochromatic heterogeneity of the sample color. As shown in
Figure 3a, the color performances of the substrate surfaces were, from high to low: 3
#, 2
#, 1-W
#, 1
#. Experimental sample 3
# outperformeds the other three experimental samples for each indicator of color performance. In the reflectance of the CMYK four-color spectrum, the C value varies significantly in the band 450–500, the M value is 620–700, and the Y value is 500–700. From best to worst, the sample order was: 3
#, 2
#, 1-W
#, 1
#. As per the K values of the other three samples, the spectral curve of 1
# showed the lowest hue and saturation. The most stable and colorful sample according to the comprehensive analyses was sample 3
#.
3.2. Effect of MDF Surface Properties on Relative Contrast
Regarding the control of the optimal field density value of four-color ink, color management is the core of not only proofing and printing data, but also the results of the entire reproduction process [
17]. Because the field density (ink layer thickness) has a great impact on the sample and the quality of the print, when the field density is too large, the network increases, and the print is rough; however, when the field density is too small, the color saturation is insufficient, so the field density must reach the optimal point. In short, the best field density is 75% to 80% of the dotted area with a reasonable range of increase under the premise of the maximum field density value, that is, the field density at the maximum K value [
18].
“Relative contrast” refers to the field density value, which is determined by the ratio of mid-tones to dark tones. This ratio can be used to determine the amount of proofing and printing relative to the ink and is also known as a the “K” value. The relative contrast value is an indicator of contrast, which is related to printing quality. We used a Brunel control strip to compare the field density with 75% of the dot density in a dotted area to determine the appropriate K-value range for optimal printing.
The K value is calculated as K = (DV − DR)/DV, where DV is the field density value and DR is 75% of the dot density value. If the field density is sufficient, then the printed image will contain saturated, bright colors and rich, dark tones; insufficient field density produces unsaturated colors and ineffective contrast among dark tones. The field density at the highest K value can be used to establish the gray balance and tone distribution when setting the scale. The relative contrast values of the substrate color blocks of the four specimens are shown in
Table 5. The specimens fell in order of effectiveness from high to low as follows: 3
#, 1-W
#, 2
#, 1
#.
Whiteness, gloss, and roughness are the most common and representative characteristics affecting the relative contrast of a substrate. There is also a mutually influencing relationship between them [
19].
To investigate for correlation between the independent variable x (MDF plate performance) and the dependent variable y (printing relative contrast), the best true measurement values were determined so that the sum of squares of each measurement deviation was minimized. The linear regression equation is y = ax = b, where r indicates the degree of conformity between the functions of the two variables and the fitted straight line, i.e., the correlation coefficient of the fitted curve. When the value of r is closer to 1, the experimental data are more densely distributed around the straight line and thus the fitted curve is more valuable and meaningful.
The correlation coefficients were calculated and a chart was generated to analyze the impact of these features on relative comparison and their interactions, as depicted in
Figure 4.
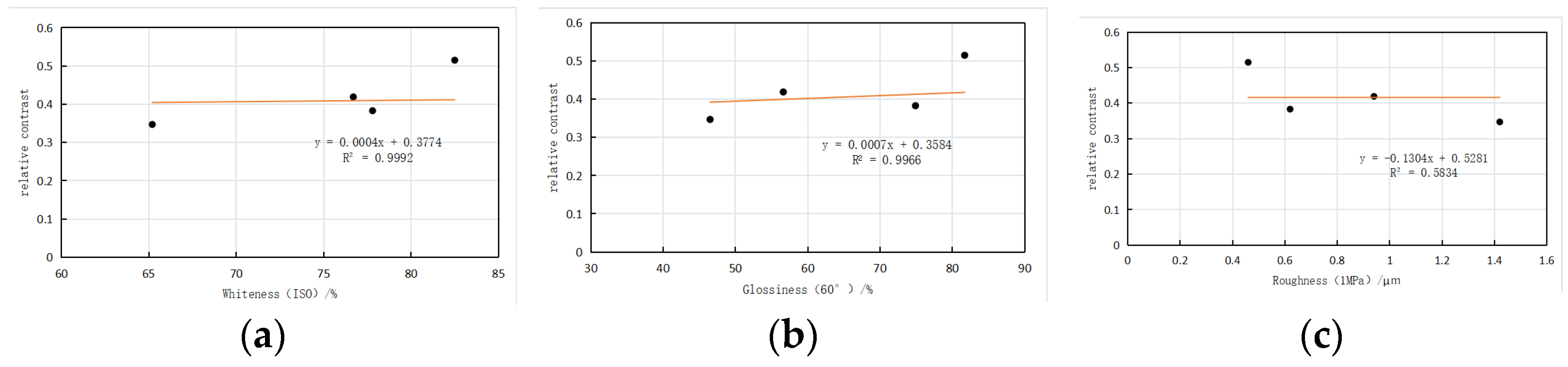
The whiteness of the substrate is an important factor affecting the color reproduction of a printing process. Color differences produced by different levels of whiteness are also an important factor in printing. The color differences between printed substrate materials of a different whiteness levels were inconsistent, though there is no positive relationship between the printing color difference and the whiteness difference.
Figure 3 shows that the relative contrast of the printing product was influenced by the whiteness of the substrate surface; its correlation coefficient was as high as 0.9992. Specimens 1-W
# and 2
# fitted the relative contrast well.
Here, “gloss” refers to how close the surface of a print is to reflecting incident light with complete mirror-like reflectivity. Glossier printed items have brighter and more “glowing” surfaces. The glossiness of the paper after printing determines the aesthetic quality of the printed material. As shown in
Figure 4, the fit index for this value was 0.9966. The correlation had a good linear fit for other specimens compared to 1-W
# and 2
#.
Roughness also significantly affects printability. As shown in
Figure 4, the roughness of the substrate surfaces was correlated with the relative contrast at a fit index of 0.5834, i.e., a small degree of fit. Specimen 3
# showed the best fit, but the overall correlation was small.
3.3. Effect of MDF Surface Properties on the Glossiness of Inkjet Printing
Specular gloss is typically measured according to the surface reflectance of an object. Gloss is a widely used indicator in the printing industry, as it determines whether the printing process will render sufficiently vivid colors. For bright colors and glossiness, substrate materials must be sufficiently smooth [
20]. A rough substrate surface will not readily show a glossy print, even if it is very flat. The formation of capillary pores between ink particles, i.e., material permeability, also prevents high gloss in a finished product. An appropriate level of matching between the ink and the substrate coating is necessary for proper image reproduction. Substrate primers can be used to improve surface gloss and smoothness [
21]. As shown in
Table 6, there was relatively little difference in CMYK gloss data between our four samples. The gloss values, from high to low, were ranked follows: 3
#, 2
#, 1-W
#, 1
#. The layer of white primer gloss showed the worst performance in this case.
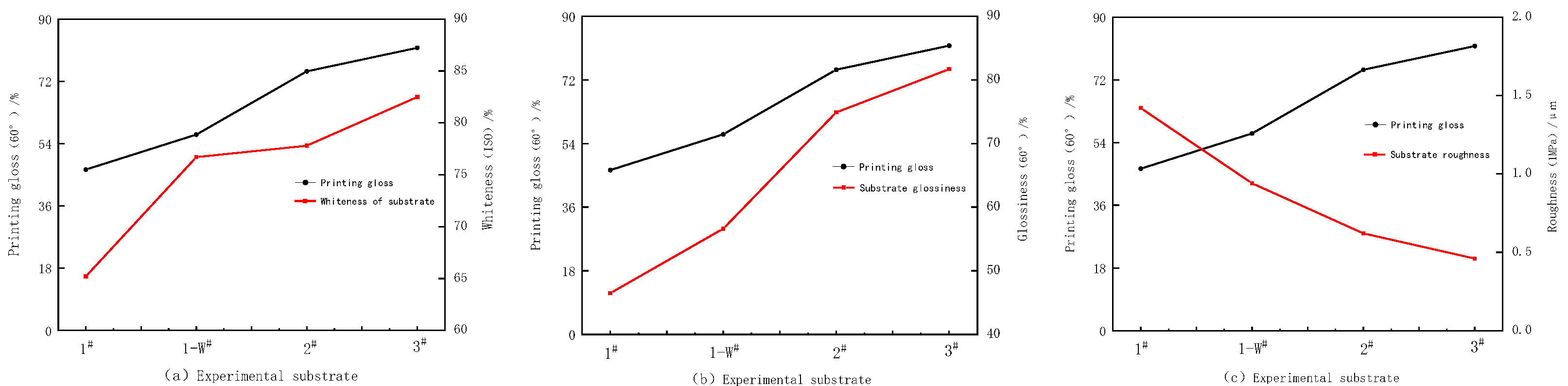
Figure 5 demonstrates a strong correlation between the surface gloss of the substrate and both the whiteness and gloss of the print. The trend is positively correlated, with an increase in print gloss as substrate whiteness and surface gloss increase inversely. Lower roughness also contributes to higher glossiness. When printing on MDF board, a roller-coating process with high surface glossiness is necessary for meeting high requirements.
4. Conclusions
In summary, the quality of inkjet printing is strongly affected by the roll coating process of the substrate. For the four different roller coating schemes applied to an MDF surface. The effects of three variables (whiteness, gloss, and roughness) related to the substrate properties on the printing quality (color reproduction, relative contrast, and gloss) were comprehensively analyzed. The whiteness, gloss, and roughness properties of the MDF substrate were all important factors affecting the printing quality. The experimental conclusions were as follows:
Regarding the effects of color reproduction, the difference between the CMYK four-color standard color values and the L*a*b* values of the printing color and the spectral reflection performance were calculated through experiments. The MDF substrate finish comprising a 40 g/m2 transparent coating combined with three layers of white primer at 20 g/m2 per roll coating layer demonstrated the best color rendering performance, with a small color difference and high color saturation.
Regarding the effects of relative contrast, according to the linear correlation between the measured field density and the dot density value, the surface whiteness, gloss value, and relative contrast correlation coefficient of the MDF substrate primer were ranked as follows: whiteness > gloss > roughness. Additionally, the correlation fitting degree of roughness was not high, and the impact on printing quality was small.
Regarding the effects of printing gloss, according to the analysis of the measured CMYK gloss data, the surface whiteness and gloss value of the MDF substrate primer were positively correlated with inkjet printing gloss and negatively correlated with roughness. The higher the gloss and the whiteness of the surface of the substrate and the smaller the roughness, the glossier the printing effect.
In general, this experiment comprehensively optimized the printing effect on MDF substrates through primer coating. Recommendations for the amount of primer coating used should be adjusted to meet specific printing needs in order to effectively stabilize product quality and enhance adaptability, thus achieving accurate color reproduction, high gloss, and superior print quality. The primer process solves the problem of low print quality, low pattern clarity, and a lack of quantitative substrate attachment in the household industry. This study serves as a reference for standardizing the primer coating process in inkjet printing for decorative plates and could be widely applied to diverse surface patterns in the inkjet printing industry. With the expansion of UV inkjet printing into the wood market, the application solutions will undoubtedly shift towards green digital intelligent production and provide more detailed information for industrial production standardization.
Author Contributions
Conceptualization, methodology, validation, resources, data management, supervision, R.S.; formal analysis, investigation, writing (review and editing), S.Y.; formal analysis, investigation, Z.F. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by Natural Science Foundation of Jiangsu Province (BK20190750) and Youth Science and Technology Innovation Fund of Nanjing Forestry University (CX2019017).
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
Not applicable.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Shah, M.A.; Lee, D.G.; Lee, B.Y. Classifications and Applications of Inkjet Printing Technology: A Review. IEEE Access 2021, 9, 140079–140102. [Google Scholar] [CrossRef]
- Zhao, P.; He, Y.; Trindade, G.F. Modelling the influence of UV curing strategies for optimisation of inkjet based 3D printing. Mater. Des. 2021, 208, 109889. [Google Scholar] [CrossRef]
- Inyang-Udoh, U.; Guo, Y.; Peters, J. Layer-to-layer Predictive Control of Ink-jet 3D Printing. IEEE/ASME Trans. Mechatron. 2020, 25, 1783–1793. [Google Scholar] [CrossRef]
- Lu, Q.; Zhang, C.; Huang, B. Study on the Application of UV Ink in Printing Manufacturing. In Advances in Graphic Communication, Printing and Packaging Technology and Materials, Proceedings of the 2020 11th China Academic Conference on Printing and Packaging, Xi’an, China, 26–29 November 2020; Springer: Singapore, 2021; pp. 629–636. [Google Scholar]
- Scotton, R.S.; Guerrini, L.M.; Oliveira, M.P. Evaluation of solvent-based and UV-curing inkjet inks on the adhesion and printing quality of different aircraft surfaces coating. Prog. Org. Coat. 2021, 158, 106389. [Google Scholar] [CrossRef]
- Yang, H.; Fang, K.; Liu, X. High-Quality Images Inkjetted on Different Woven Cotton Fabrics Cationized with P(St-BA-VBT) Copolymer Nanospheres. ACS Appl. Mater. Interfaces 2019, 11, 29218–29230. [Google Scholar] [CrossRef] [PubMed]
- Sönmez, S.; Arslan, S. Investigation of the effects on ink colour of lacquer coating applied to the printed substrate in the electrophotographic printing system. Pol. J. Chem. Technol. 2021, 23, 35–40. [Google Scholar] [CrossRef]
- Qu, P.; Xiong, D.; Zhu, Z. Inkjet printing additively manufactured multilayer SOFCs using high quality ceramic inks for performance enhancement. Addit. Manuf. 2021, 48 Pt A, 102394. [Google Scholar] [CrossRef]
- Sang, R.; Manley, A.J.; Wu, Z. Digital 3D Wood Texture: UV-Curable Inkjet Printing on Board Surface. Coatings 2020, 10, 1144. [Google Scholar] [CrossRef]
- Lamminmäki, T.T.; Kettle, J.P.; Gane, P.A.C. Absorption and adsorption of dye-based inkjet inks by coating layer components and the implications for print quality. Colloids Surf. A Physicochem. Eng. Asp. 2011, 380, 79–88. [Google Scholar] [CrossRef]
- Yılmaz, U.; Tutus, A.; Sönmez, S. Effects of using recycled paper in inkjet printing system on colour difference. Pigment. Resin Technol. 2022, 51, 336–343. [Google Scholar] [CrossRef]
- Tofan, T.; Stonkus, R.; Jasevičius, R. Investigation of color reproduction on linen fabrics when printing with mimaki TX400-1800D inkjet with pigment TP250 dyes. Coatings 2021, 11, 354. [Google Scholar] [CrossRef]
- Ozcan, A.; Tutak, D. The effect of paper surface-coating pigments and binders on colour gamut and printing parameters. Color. Technol. 2021, 137, 445–455. [Google Scholar] [CrossRef]
- Ozcan, A.; Sonmez, S.; Tutak, D. Effect of coating pigment type on paper printability with water-based inks. J. Coat. Technol. Res. 2022, 19, 1149–1157. [Google Scholar] [CrossRef]
- Batinić, B.; Bajić, J.; Dedijer, S. Colorimetric fiber-optic sensor based on reflectance spectrum estimation for determining color of printed samples. Opt. Quantum Electron. 2020, 52, 342. [Google Scholar] [CrossRef]
- Gorgieva, S.; Virant, N.; Ojstršek, A. Complementary assessment of commercial photoluminescent pigments printed on cotton fabric. Polymers 2019, 11, 1216. [Google Scholar] [CrossRef] [PubMed]
- Wei, Y.; Zhang, T.; Qi, Y. Research on the Quality of Digital Printing. In Advances in Graphic Communication, Printing and Packaging Technology and Materials, Proceedings of the 2020 11th China Academic Conference on Printing and Packaging, Xi’an, China, 26–29 November 2020; Springer: Singapore, 2021; pp. 284–292. [Google Scholar]
- Ma, J.; Zeng, Q.; Kong, R. Research on Suitability and Material Characteristics of Inkjet Printing Based on Xuan Paper. In Interdisciplinary Research for Printing and Packaging; Springer: Singapore, 2022; pp. 369–375. [Google Scholar]
- Wang, Y.; Ai, Y. Research on the Influence of Digital Printing Quality. In Proceedings of the 2019 2nd World Conference on Mechanical Engineering and Intelligent Manufacturing (WCMEIM), Shanghai, China, 22–24 November 2019; IEEE: Piscataway, NJ, USA, 2019; pp. 392–395. [Google Scholar]
- Upa, B.; Mg, B.; Sv, A. A viscosity-mediated model for relating gloss and film thickness of coatings—ScienceDirect. Prog. Org. Coat. 2019, 136, 105195. [Google Scholar]
- Ozcan, A.; Tozluoglu, A.; Arman Kandirmaz, E. Printability of variative nanocellulose derived papers. Cellulose 2021, 28, 5019–5031. [Google Scholar] [CrossRef]
| Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}