
Effect of Mechanical Vibration on Microstructure and Properties of Laser Cladding WC-Reinforced Nickel-Based Alloy Coatings
 ,
,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Experimental Materials
2.2. Test Equipment, Parameters, and Test Process
2.3. Sample Detect
3. Results and Discussion
3.1. Surface and Cross-Section Morphology of the Coating
3.2. Optical Microscope Analysis of Coating
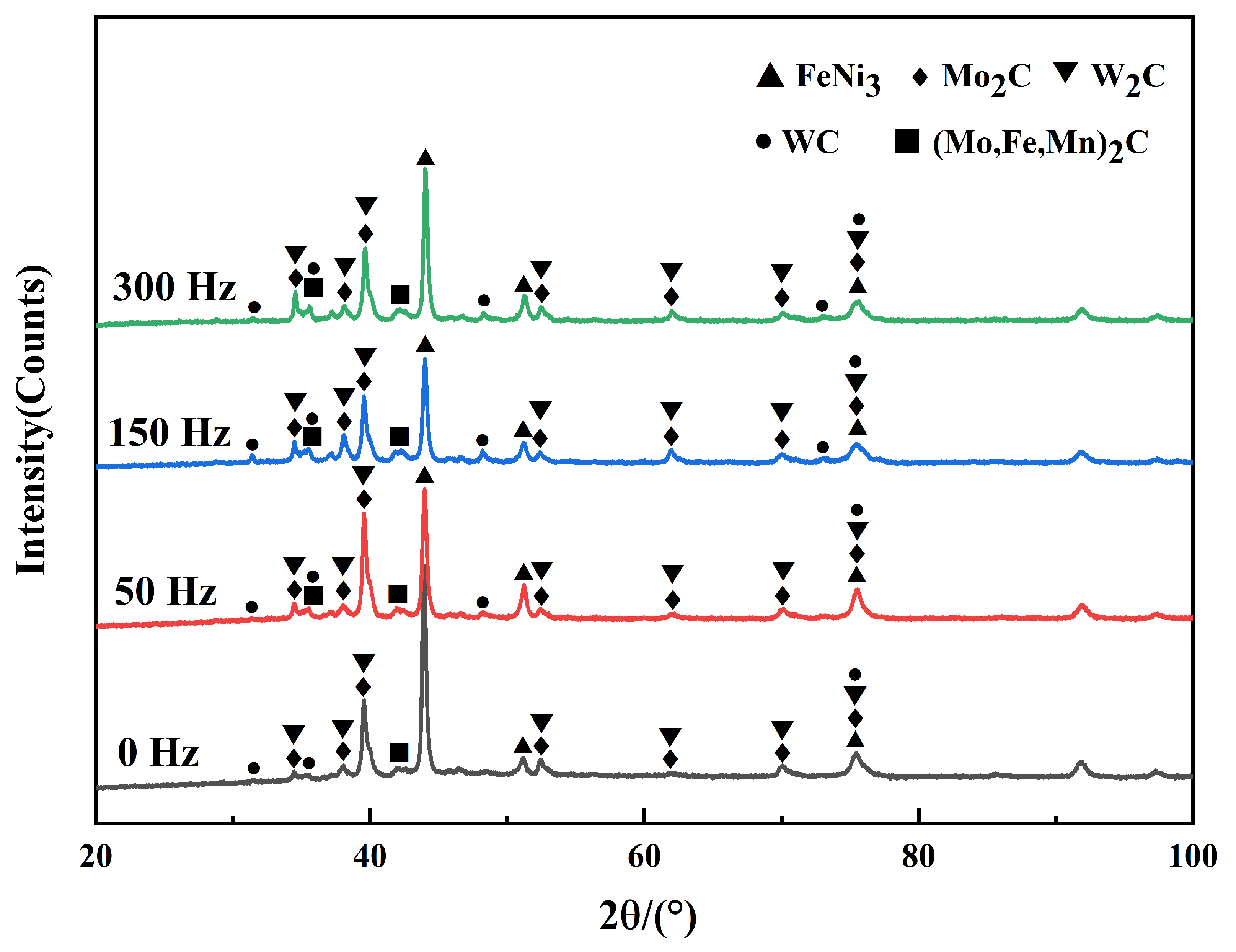
3.3. Microstructure and Phase Analysis of Coating
3.4. Wear Resistance and Hardness of the Coating
4. Conclusions
- (1)
- WC-reinforced Ni-base composite coating was prepared on the surface of 35CrMoV alloy by applying a mechanical vibration field, and the dilution rate of the coating decreased with the increase of vibration frequency. With the increase in vibration frequency, the width of the molten pool increases and the depth decreases. Mechanical vibration promotes the fluidity of the molten pool;
- (2)
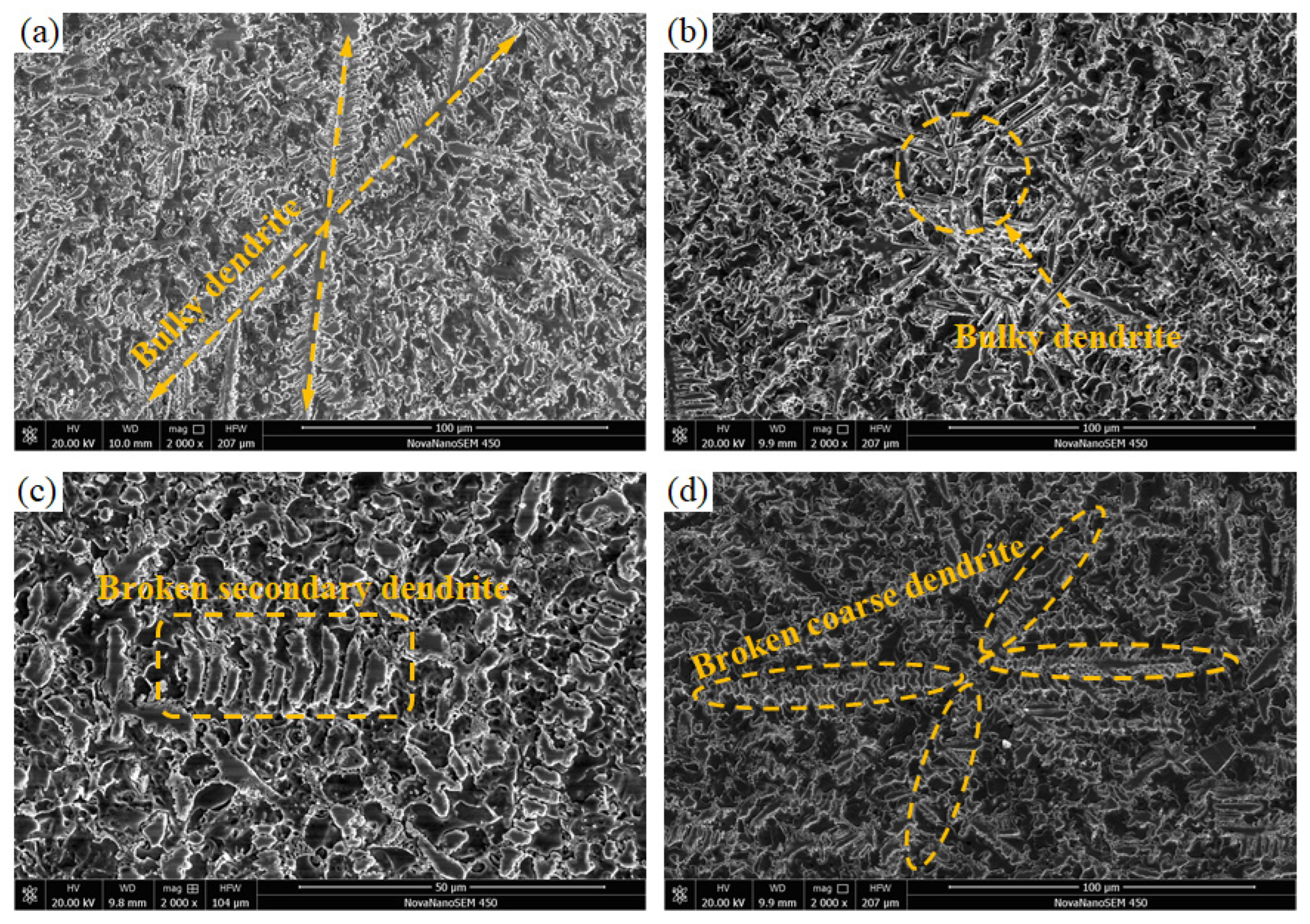
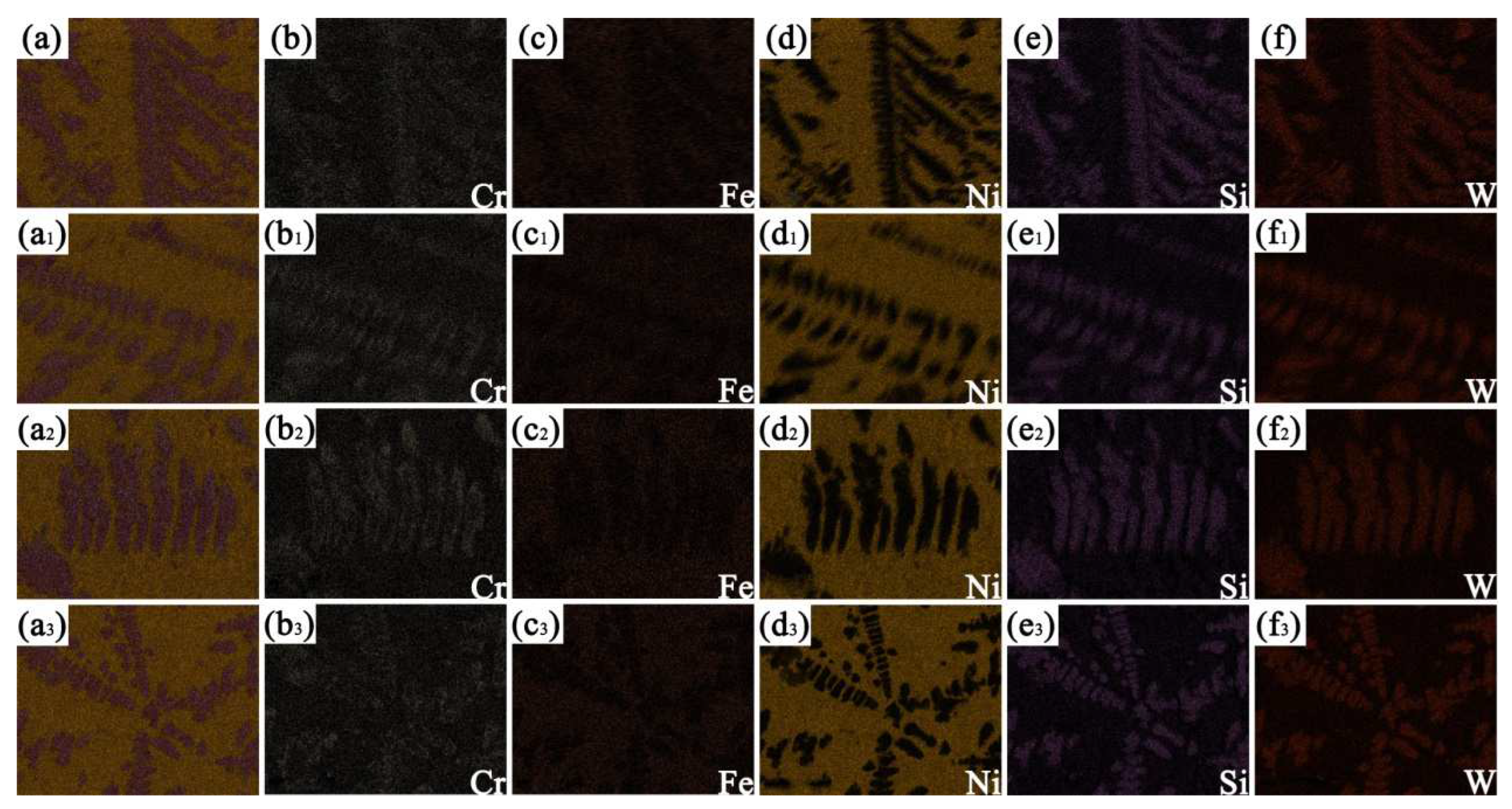
- The application of mechanical vibration can cause the coarse grain in the coating to be broken, and the grain size can be reduced at the same time. The grain distribution in the layer is more uniform, and the element distribution is even. In the process of laser cladding, mechanical vibration can effectively improve the cladding effect and improve the quality of the coating;
- (3)
- When the vibration frequency is 150 Hz, the microhardness of the composite coating reaches 901.5 HV1, which is 2.6 times that of the matrix. The average microhardness of the composite coating increased by 15% after external vibration;
- (4)
- Under the 150 Hz vibration frequency, the average friction coefficient of the composite coating decreases from 0.544 to 0.359, which is 34% lower than that of the non-vibration composite coating. The wear width is shortened from 172 μm to 115 μm, the wear resistance is remarkable, and the mechanical properties are excellent.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Lv, J.; Zhou, J.; Zhang, T.; Meng, X.; Li, P.; Huang, S. Microstructure and Wear Properties of IN718/WC Composite Coating Fabricated by Ultrasonic Vibration-Assisted Laser Cladding. Coatings 2022, 12, 412. [Google Scholar] [CrossRef]
- Zhuang, D.-D.; Du, B.; Zhang, S.-H.; Tao, W.-W.; Wang, Q.; Shen, H.-B. Effect and action mechanism of ultrasonic assistance on microstructure and mechanical performance of laser cladding 316L stainless steel coating. Surf. Coat. Technol. 2022, 433, 128122. [Google Scholar] [CrossRef]
- Sun, F.; Cai, K.; Li, X.; Pang, M. Research on Laser Cladding Co-Based Alloy on the Surface of Vermicular Graphite Cast Iron. Coatings 2021, 11, 1241. [Google Scholar] [CrossRef]
- Wang, K.; Du, D.; Liu, G.; Chang, B.; Hong, Y. Microstructure and properties of WC reinforced Ni-based composite coatings with Y2O3 addition on titanium alloy by laser cladding. Sci. Technol. Weld. Join. 2019, 24, 517–524. [Google Scholar] [CrossRef]
- Weng, Z.; Wang, A.; Wu, X.; Wang, Y.; Yang, Z. Wear resistance of diode laser-clad Ni/WC composite coatings at different temperatures. Surf. Coat. Technol. 2016, 304, 283–292. [Google Scholar] [CrossRef]
- Ma, Q.; Li, Y.; Wang, J.; Liu, K. Microstructure evolution and growth control of ceramic particles in wide-band laser clad Ni60/WC composite coatings. Mater. Desing 2016, 92, 897–905. [Google Scholar]
- Guo, C.; Chen, J.; Zhou, J.; Zhao, J.; Wang, L.; Yu, Y.; Zhou, H. Effects of WC–Ni content on microstructure and wear resistance of laser cladding Ni-based alloys coating. Surf. Coat. Technol. 2012, 206, 2064–2071. [Google Scholar] [CrossRef]
- Zhang, P.; Pang, Y.; Yu, M. Effects of WC Particle Types on the Microstructures and Properties of WC-Reinforced Ni60 Composite Coatings Produced by Laser Cladding. Metals 2019, 9, 583. [Google Scholar] [CrossRef] [Green Version]
- St-Georges, L. Development and characterization of composite Ni–Cr + WC laser cladding. Wear 2007, 263, 562–566. [Google Scholar] [CrossRef]
- Xie, S.; Li, R.; Yuan, T.; Chen, C.; Zhou, K.; Song, B.; Shi, Y. Laser cladding assisted by friction stir processing for preparation of deformed crack-free Ni-Cr-Fe coating with nanostructure. Opt. Laser Technol. 2018, 99, 374–381. [Google Scholar] [CrossRef]
- Zhao, Y.; Wu, M.; Hou, J.; Chen, Y.; Zhang, C.; Cheng, J.; Li, R. Microstructure and high temperature properties of laser cladded WTaNbMo refractory high entropy alloy coating assisted with ultrasound vibration. J. Alloy. Compd. 2022, 920, 165888. [Google Scholar] [CrossRef]
- VOcelík, V.; de Oliveira, U.; de Boer, M.; de Hosson, J. Thick Co-based coating on cast iron by side laser cladding: Analysis of processing conditions and coating properties. Surf. Coat. Technol. 2007, 201, 5875–5883. [Google Scholar] [CrossRef] [Green Version]
- Xu, J.; Zhou, J.; Tan, W.; Huang, S.; Wang, S.; He, W. Ultrasonic vibration on wear property of laser cladding Fe-based coating. Surf. Eng. 2020, 36, 1261–1269. [Google Scholar] [CrossRef]
- Li, C.; Zhang, Q.; Wang, F.; Deng, P.; Lu, Q.; Zhang, Y.; Li, S.; Ma, P.; Li, W.; Wang, Y. Microstructure and wear behaviors of WC-Ni coatings fabricated by laser cladding under high frequency micro-vibration. Appl. Surf. Sci. 2019, 485, 513–519. [Google Scholar] [CrossRef]
- Li, C.; Li, S.; Zeng, M.; Sun, S.; Wang, F.; Wang, Y. Effect of high-frequency micro-vibration on microstructure and properties of laser cladding aluminum coatings. Int. J. Adv. Manuf. Technol. 2019, 103, 1633–1642. [Google Scholar] [CrossRef]
- Wang, F.; Li, C.; Sun, S.; Zeng, M.; Liu, C.; Lu, Q.; Wang, Y. Al2O3/TiO2-Ni-WC Composite Coatings Designed for Enhanced Wear Performance by Laser Cladding Under High-Frequency Micro-Vibration. Jom 2020, 72, 4060–4068. [Google Scholar] [CrossRef]
- Gao, Z.; Ren, H.; Geng, H.; Yu, Y.; Gao, Z.; Zhang, C. Effect of CeO2 on Microstructure and Wear Property of Laser Cladding Ni-Based Coatings Fabricated on 35CrMoV Steel. J. Mater. Eng. Perform. 2022, 31, 9534–9543. [Google Scholar] [CrossRef]
- Liu, Q.; Zang, Y.; Song, Y.; Qi, F.; Zhai, Q. Influence of ultrasonic vibration on mechanical properties and microstructure of 1Cr18Ni9Ti stainless steel. Mater. Design 2007, 28, 1949–1952. [Google Scholar]
- Wang, D.S.; Zhu, Y.Y.; Qu, G.; Zhou, X.H. Influential Effects of Follow-up Feed Pulse Current on a Laser Clad Ni-based Alloy Coating. Lasers Eng. 2022, 52, 151–167. [Google Scholar]
- Zhai, L.; Wang, Q.; Zhang, J.; Ban, C. Effect of alternating current electric field on microstructure and properties of laser cladding Ni-Cr-B-Si coating. Ceram. Int. 2019, 45, 16873–16879. [Google Scholar] [CrossRef]
- Zhang, T.; Li, P.; Zhou, J.; Wang, C.; Meng, X.; Huang, S. Microstructure evolution of laser cladding Inconel 718 assisted hybrid ultrasonic-electromagnetic field. Mater. Lett. 2021, 289, 1873–4979. [Google Scholar] [CrossRef]
- Wang, Y.; Shi, H.; Hao, X.; Liu, H.; Zhang, X. Microstructure and Wear Resistance of Fe60 Laser Cladding Coating Assisted by Steady Magnetic Field-Mechanical Vibration Coupling Field. Coatings 2022, 12, 751. [Google Scholar] [CrossRef]
- Zhou, S.; Xiong, Z.; Dai, X.; Liu, J.; Zhang, T.; Wang, C. Microstructure and oxidation resistance of cryomilled NiCrAlY coating by laser induction hybrid rapid cladding. Surf. Coat. Technol. 2014, 258, 943–949. [Google Scholar] [CrossRef]
- Nurminen, J.; NaKKi, J.; Vuoristo, P. Microstructure and properties of hard and wear resistant MMC coatings deposited by laser cladding. Int. J. Refract. Metals Hard Mater. 2009, 27, 472–478. [Google Scholar] [CrossRef]
- Gao, Z.; Geng, H.; Qiao, Z.; Sun, B.; Gao, Z.; Zhang, C. In situ TiBX/TiXNiY/TiC reinforced Ni60 composites by laser cladding and its effect on the tribological properties. Ceram. Int. 2023, 49, 6409–6418. [Google Scholar] [CrossRef]
- Shen, Y.J.; Li, X.F.; Chen, X.Y. Effect of Ultrasonic Power on microstructure and properties of Laser cladding Fe-Cr-V Coatings. Trans. China Weld. Inst. 2017, 38, 74–78+132. [Google Scholar]
- Gao, Z.; Zhang, S.; Ren, C.; Yu, Y.; Gao, Z.; Zhang, C. Effect of Rare-Earth La2O3 on Tribological Properties of Laser Cladding Nickel-Based Coatings on 35CrMoV Alloy Steel. J. Mater. Eng. Perform. 2023. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Elements | C | Si | Mn | Cr | Mo | V | P | S | Cu | Ni |
|---|---|---|---|---|---|---|---|---|---|---|
| 35CrMoV | 0.30–0.38 | 0.17–0.37 | 0.40–0.70 | 0.80–1.10 | 0.15–0.25 | 0.10–0.20 | ≤0.035 | ≤0.035 | ≤0.030 | ≤0.030 |
| Elements | Ni | W | C | Cr | Si | Fe |
|---|---|---|---|---|---|---|
| Ni-WC | Bal | 57.3 | 2.45 | 2.36 | 1.11 | 0.12 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gao, Z.; Ren, C.; Li, J.; Gao, Z.; Du, L.; Qiao, Z.; Zhang, C. Effect of Mechanical Vibration on Microstructure and Properties of Laser Cladding WC-Reinforced Nickel-Based Alloy Coatings. Coatings 2023, 13, 840. https://doi.org/10.3390/coatings13050840
Gao Z, Ren C, Li J, Gao Z, Du L, Qiao Z, Zhang C. Effect of Mechanical Vibration on Microstructure and Properties of Laser Cladding WC-Reinforced Nickel-Based Alloy Coatings. Coatings. 2023; 13(5):840. https://doi.org/10.3390/coatings13050840
Chicago/Turabian StyleGao, Zhongtang, Congcong Ren, Jinzhou Li, Zhiming Gao, Lifei Du, Zhuhui Qiao, and Chuanwei Zhang. 2023. "Effect of Mechanical Vibration on Microstructure and Properties of Laser Cladding WC-Reinforced Nickel-Based Alloy Coatings" Coatings 13, no. 5: 840. https://doi.org/10.3390/coatings13050840