
Effect of Local Remelting and Recycled WC-Co Composite Reinforcement Size on Abrasive and Erosive Wear of Manual Arc Welded Hardfacings

Abstract
:
1. Introduction
2. Materials and Methods
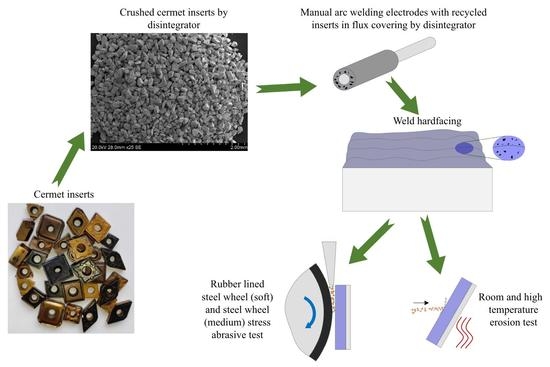
2.1. Crushing of the Inserts
2.2. Preparation of Manual arc Welding Electrodes
2.3. Preparation of the Hardfacings
2.4. Abrasive and Erosive Wear Testing Conditions
2.5. Hardness and Macrohardness Measurement
3. Results
3.1. Low-Stress Abrasion Tests (with Rubber Wheel)
3.2. Medium-Stress Abrasion Tests (with Steel Wheel)
3.3. Solid Particle Erosion Tests at Room Temperature
3.4. Solid Particle Erosion Tests at Elevated Temperatures
3.5. Macrohardness, Young’s Modulus, Plastic and Elastic Work of Indentation
4. Discussion
5. Conclusions
- At elevated temperature erosive conditions (temperatures 350–550 °C, impact angle 30°, velocity 80 m s−1), hardfacings without heat treatment with all sizes of recycled reinforcements had up to two times the wear resistance of reference AISI316 stainless steel. At 650 °C, using developed hardfacings is not reasonable due to oxidation and softening. Data for predicting erosive wear rates at various impact velocities (temperature 20 °C, impact angle 30° and 90°) were calculated.
- The local remelting of hardfacings was beneficial only in the case of a medium-stress abrasive test (with a steel wheel). For these test conditions, it was found that materials with the highest hardness had the lowest wear rate. During low-stress (with rubber wheel) abrasive and erosive tests at all temperatures, the local remelting usually had a negative effect.
- Local remelting of hardfacings with the finest reinforcements (180–355 µm) reduced wear in low-stress abrasive conditions by more than two times. Utilization of these fine reinforcements was also efficient for protection against solid particle erosion with an impact angle of 30° at all velocities.
- The macrohardness and Young’s modulus of samples decreased after local remelting. The extent of plastic work out of the total work exerted during instrumented indentation testing usually increased slightly after local remelting.
- The values of the volumetric erosion rate of hardfacings provide information for modeling erosion conditions. The extent of plastic or elastic work out of the total work, exerted by hardfacing during instrumented indentation testing, can help to predict performance in erosive or abrasive conditions.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Zeiler, B.; Bartl, A.; Schubert, W.-D. Recycling of tungsten: Current share, economic limitations, technologies and future potential. Int. J. Refract. Met. Hard Mater 2021, 98, 105546. [Google Scholar] [CrossRef]
- Liu, H.; Liu, H.; Nie, C.; Zhang, J.; Steenari, B.M.; Ekberg, C. Comprehensive treatments of tungsten slags in China: A critical review. J. Environ. Manag. 2020, 270, 110927. [Google Scholar] [CrossRef] [PubMed]
- Mishra, D.; Sinha, S.; Sahu, K.K.; Agrawal, A.; Kumar, R. Recycling of Secondary Tungsten Resources. Trans. Indian Inst. Met. 2017, 70, 479–485. [Google Scholar] [CrossRef]
- Wongsisa, S.; Srichandr, P.; Poolthong, N. Development of Manufacturing Technology for Direct Recycling Cemented Carbide (WC-Co) Tool Scraps. Mater. Trans. 2015, 56, 70–77. [Google Scholar] [CrossRef] [Green Version]
- Zikin, A.; Ilo, S.; Kulu, P.; Hussainova, I.; Katsich, C.; Badisch, E. Plasma transferred arc (PTA) hardfacing of recycled hardmetal reinforced nickel-matrix surface composites. Medziagotyra 2012, 18, 12–17. [Google Scholar] [CrossRef] [Green Version]
- Nurminen, J.; Näkki, J.; Vuoristo, P. Microstructure and properties of hard and wear resistant MMC coatings deposited by laser cladding. Int. J. Refract. Met. Hard Mater. 2009, 27, 472–478. [Google Scholar] [CrossRef]
- Bartkowski, D.; Bartkowska, A. Wear resistance in the soil of Stellite-6 / WC coatings produced using laser cladding method. Int. J. Refract. Met. Hard Mater. 2017, 64, 20–26. [Google Scholar] [CrossRef]
- Xu, H.; Huang, H. Microstructure evolution and mechanical properties of thermally sprayed coating modified by laser remelting and injection with tungsten carbide. Ceram. Int. 2022, 48, 22854–22868. [Google Scholar] [CrossRef]
- Mégret, A.; Vitry, V.; Delaunois, F. Study of the Processing of a Recycled WC–Co Powder: Can It Compete with Conventional WC–Co Powders? J. Sustain. Metall. 2021, 7, 448–458. [Google Scholar] [CrossRef]
- Katinas, E.; Antonov, M.; Jankauskas, V.; Tarraste, M. The Effect of Spark Plasma Sintering Thermal Cycle on Behaviour of Fe-Based Hardfacings Reinforced with WC and WC-Based Hardmetal. Key Eng. Mater. 2019, 799, 3–8. [Google Scholar] [CrossRef]
- Królicka, A.; Szczepański, Ł.; Konat, Ł.; Stawicki, T.; Kostencki, P. The Influence of Microstructure on Abrasive Wear Micro-Mechanisms of the Claddings Produced by Welding Used in Agricultural Soil. Materials 2020, 13, 1920. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Novák, P.; Müller, M.; Hrabě, P. Research of a material and structural solution in the area of conventional soil processing. Agron. Res. 2014, 12, 143–150. [Google Scholar]
- Nagentrau, M.; Tobi, A.L.M.; Sambu, M.; Jamian, S. The influence of welding condition on the microstructure of WC hardfacing coating on carbon steel substrate. Int. J. Refract. Met. Hard Mater. 2019, 82, 43–57. [Google Scholar] [CrossRef]
- Jankauskas, V.; Antonov, M.; Varnauskas, V.; Skirkus, R.; Goljandin, D. Effect of WC grain size and content on low stress abrasive wear of manual arc welded hardfacings with low-carbon or stainless steel matrix. Wear 2015, 328–329, 378–390. [Google Scholar] [CrossRef]
- Xiang, Z.; Li, Z.; Chang, F.; Dai, P. Effect of Heat Treatment on the Microstructure and Properties of Ultrafine WC–Co Cemented Carbide. Metals 2019, 9, 1302. [Google Scholar] [CrossRef] [Green Version]
- Majumder, P.; Sinha, A.; Biswas, A. Effect of preheating techniques on bead geometry and microhardness of weldment developed through the submerged arc welding process. Mater. Today Proc. 2021, 46, 5001–5007. [Google Scholar] [CrossRef]
- Rajeev, G.P.; Kamaraj, M.; Bakshi, S.R. Hardfacing of AISI H13 tool steel with Stellite 21 alloy using cold metal transfer welding process. Surf. Coat. Technol. 2017, 326, 63–71. [Google Scholar] [CrossRef]
- Karmakar, D.P.; Muvvala, G.; Nath, A.K. High-temperature abrasive wear characteristics of H13 steel modified by laser remelting and cladded with Stellite 6 and Stellite 6/30% WC. Surf. Coat. Technol. 2021, 422, 127498. [Google Scholar] [CrossRef]
- Ghadami, F.; Sohi, M.H.; Ghadami, S. Effect of TIG surface melting on structure and wear properties of air plasma-sprayed WC-Co coatings. Surf. Coat. Technol. 2015, 261, 108–113. [Google Scholar] [CrossRef]
- de Medeiros Castro, R.; Curi, E.I.M.; Inacio, L.F.F.; da Silva Rocha, A.; Pereira, M.; Silva, R.G.N.; de Souza Pinto Pereira, A. Laser remelting of WC-CoCr surface coated by HVOF: Effect on the tribological properties and energy efficiency. Surf. Coat. Technol. 2021, 427, 127841. [Google Scholar] [CrossRef]
- Zikin, A. Advanced Multiphase Tribo-Functional PTA Hardfacings; Tallinn University of Technology: Tallinn, Estonia, 2013. [Google Scholar]
- Antonov, M.; Hussainova, I.; Veinthal, R.; Pirso, J. Effect of temperature and load on three-body abrasion of cermets and steel. Tribol. Int. 2012, 46, 261–268. [Google Scholar] [CrossRef]
- Kleis, I.; Kulu, P. Solid Particle Erosion: Occurrence, Prediction and Control; Springer: London, UK, 2008. [Google Scholar]
- Antonov, M.; Pirso, J.; Vallikivi, A.; Goljandin, D.; Hussainova, I. The effect of fine erodent retained on the surface during erosion of metals, ceramics, plastic, rubber and hardmetal. Wear 2016, 354–355, 53–68. [Google Scholar] [CrossRef]
- Antonov, M.; Hussainova, I.; Pirso, J.; Volobueva, O. Assessment of mechanically mixed layer developed during high temperature erosion of cermets. Wear 2007, 263, 878–886. [Google Scholar] [CrossRef]
- Jankauskas, V.; Choteborsky, R.; Antonov, M.; Katinas, E. Modeling of Microstructures and Analysis of Abrasive Wear of Arc-Welded Hadfield Steel. J. Frict. Wear 2018, 39, 78–84. [Google Scholar] [CrossRef]
- Katinas, E.; Antonov, M.; Jankauskas, V.; Skirkus, R. Effect of WC grain size and content on erosive wear of manual arc welded hardfacings with low-carbon ferritic-pearlitic steel or stainless steel matrix. Key Eng. Mater. 2016, 674, 213–218. [Google Scholar] [CrossRef]
- Vornberger, A.; Pötschke, J.; Gestrich, T.; Herrmann, M.; Michaelis, A. Influence of microstructure on hardness and thermal conductivity of hardmetals. Int. J. Refract. Met. Hard Mater. 2020, 88, 105170. [Google Scholar] [CrossRef]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample Code | C | Si | Mn | Cr | Co | W | Particle Size 1, µm | Hardness, HRC |
|---|---|---|---|---|---|---|---|---|
| Hardfacings without thermal treatment | ||||||||
| 11 | 3.7 | 2.1 | 4.0 | 5.4 | 3.0 | 29.1 | 180–355 | 58 ± 3 |
| 12 | 3.1 | 2.1 | 3.9 | 5.2 | 3.3 | 29.7 | 355–500 | 57 ± 2 |
| 13 | 2.7 | 2.2 | 4.0 | 5.5 | 2.8 | 22.7 | 500–710 | 54 ± 4 |
| 14 | 3.2 | 2.3 | 4.4 | 7.3 | 2.7 | 24.8 | 710–1000 | 56 ± 4 |
| 15 | 3.1 | 2.1 | 3.7 | 5.5 | 3.3 | 30.8 | 1000–1400 | 58 ± 4 |
| 16 | 3.7 | 2.4 | 3.3 | 5.4 | 4.2 | 39.4 | 1400–2000 | 59 ± 2 |
| Hardfacings with thermal treatment | ||||||||
| 21 | 4.0 | 3.1 | 4.2 | 7.9 | 3.0 | 35.9 | 180–355 | 53 ± 4 |
| 22 | 2.6 | 1.9 | 3.4 | 5.5 | 3.4 | 32.4 | 355–500 | 59 ± 3 |
| 23 | 3.2 | 2.1 | 3.7 | 6.6 | 3.1 | 29.8 | 500–710 | 55 ± 2 |
| 24 | 2.5 | 2.6 | 4.5 | 5.5 | 3.3 | 33.5 | 710–1000 | 53 ± 3 |
| 25 | 2.1 | 2.4 | 4.7 | 5.2 | 3.4 | 32.1 | 1000–1400 | 55 ± 4 |
| 26 | 2.6 | 2.6 | 3.8 | 5.6 | 4.0 | 30.3 | 1400–2000 | 55 ± 3 |
| Other elements composing in total 1.4–2.7% are as follows: Cu 0.2, Mo 0.5–0.8, Ni 0.1–0.6, Ti 0.5–1.0, Nb 0.1–0.3. The remainder is iron. Chemical composition of reference materials (wt.%) is as below. Hardox 400 (for room temperature tests): C 0.32, Si 0.7, Mn 1.6, Cr 1.4, Mo 0.6, Ni 1.5, B 0.004, P 0.02, S 0.01. Hardness, 40 ± 3 HRC. Mn steel (Hadfield steel, for room temperature tests): C 1.2, Si 0.4, Mn 12.9, Cr 0.4, Co 0.9, S 0.05, P 0.05. Hardness, 15 ± 1 HRC. AISI316 (for elevated temperature tests): C 0.08, Si 0.75, Mn 2.0, Cr 17.0, Mo 2.5, Ni 12.0, P 0.045, S 0.03. Hardness, 18 ± 2 HRC. The remainder is iron. | ||||||||
| Parameter | Description | |
|---|---|---|
| Scheme | Block on Wheel | |
| Local stress applied to the abrasive particle | Soft (not broken particle) | Medium (broken particle) |
| Description of wheel | Rubber-lined steel wheel, diameter 228.6 mm, width 12.7 mm, Shore A hardness 60 | Steel wheel (C45, EN8), diameter 228.6 mm, width 12.7 mm, hardness 165 HB |
| Abrasive | Quartz sand supplied by SC Anykščių kvarcas, Lithuania, size 200–425 μm, feed rate 250–300 g min−1 | |
| Circumferential velocity | 2.4 m s–1 | |
| Linear abrasion (duration) | 2153 m (duration 15 min) | 431 m (duration 3 min) |
| Force again specimen | 130 N | 85 N |
| Atmosphere | Air, temperature 23 ± 2 °C, relative humidity 45 ± 5% | |
| Final typical wear scar size (length × width), mm | 26.0 × 15.5 | 22.0 × 13.0 |
| Parameter | Description | |
|---|---|---|
| Room Temperature | High Temperature | |
| Erodent (weight charged into the hopper is indicated) | SiO2 with size of 0–600 μm (average 400 μm), HV1 = 1183, 6 kg for running-in 15 kg for test at 30 m s−1, 10 kg for test at 50 m s−1, 8 kg for test at 80 m s−1 | |
| Impact velocity | 30, 50 and 80 m s−1 | 80 m s−1 |
| Impact angle | 30° and 90° | 30° |
| Atmosphere | Air, relative humidity 45 ± 10% | |
| Temperature | 25 | 350, 450, 550, 650 °C |
| Heating rate | – | 7 °C min−1 (up to 500 °C) 4 °C min−1 (above to 500 °C) |
| Cooling rate | – | 7–10 °C min−1 |
| Approximate duration of erosion (influenced by flowing of erodent through the nozzle) | 40 min (tests at temperature of 25, 350, and 450 °C) | |
| Parameter | Description |
|---|---|
| Load | 1500 N |
| Rate of load application and removal | 150 N s−1 |
| Duration of load application and removal | 10 s |
| Dwell time | 10 s |
| Sample Code | 30° | 90° | ||||
|---|---|---|---|---|---|---|
| a × 10−3 | m | R2 | a × 10−3 | m | R2 | |
| 11 | 0.2 | 2.68 | 0.99 | 7.4 | 1.81 | 0.86 |
| 12 | 0.1 | 2.77 | 0.99 | 6.4 | 1.84 | 0.86 |
| 13 | 0.2 | 2.75 | 0.99 | 5.1 | 1.89 | 0.86 |
| 14 | 0.2 | 2.66 | 0.99 | 5.4 | 1.85 | 0.86 |
| 15 | 0.4 | 2.53 | 0.99 | 5.0 | 1.92 | 0.85 |
| 16 | 2.1 | 2.14 | 0.98 | 7.7 | 1.80 | 0.86 |
| 21 | 0.4 | 2.55 | 0.99 | 11.5 | 1.75 | 0.86 |
| 22 | 0.7 | 2.44 | 0.99 | 14.4 | 1.75 | 0.86 |
| 23 | 0.4 | 2.58 | 0.99 | 10.0 | 1.82 | 0.86 |
| 24 | 0.3 | 2.63 | 0.99 | 12.5 | 1.75 | 0.86 |
| 25 | 0.3 | 2.62 | 1.00 | 11.0 | 1.78 | 0.86 |
| 26 | 0.5 | 2.47 | 0.99 | 7.3 | 1.84 | 0.86 |
| H400 | 0.8 | 2.43 | 1.00 | 3.8 | 1.82 | 0.86 |
| Mn | 0.2 | 2.68 | 0.99 | 7.6 | 1.67 | 0.87 |
| Effects | Temperature, °C | ||||
|---|---|---|---|---|---|
| 20 | 350 | 450 | 550 | 650 | |
| Effect of hardfacing local remelting | +18% | +10% | +3% | +12% | +5% |
| Application of hardfacing without local remelting instead of reference AISI 316 stainless steel | - | −17% | −14% | −18% | +6% |
| Application of hardfacing with local remelting | - | −7% | −11% | −6% | +11% |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Katinas, E.; Antonov, M.; Jankauskas, V.; Goljandin, D. Effect of Local Remelting and Recycled WC-Co Composite Reinforcement Size on Abrasive and Erosive Wear of Manual Arc Welded Hardfacings. Coatings 2023, 13, 734. https://doi.org/10.3390/coatings13040734
Katinas E, Antonov M, Jankauskas V, Goljandin D. Effect of Local Remelting and Recycled WC-Co Composite Reinforcement Size on Abrasive and Erosive Wear of Manual Arc Welded Hardfacings. Coatings. 2023; 13(4):734. https://doi.org/10.3390/coatings13040734
Chicago/Turabian StyleKatinas, Egidijus, Maksim Antonov, Vytenis Jankauskas, and Dmitri Goljandin. 2023. "Effect of Local Remelting and Recycled WC-Co Composite Reinforcement Size on Abrasive and Erosive Wear of Manual Arc Welded Hardfacings" Coatings 13, no. 4: 734. https://doi.org/10.3390/coatings13040734