
Evaluation of the Thickness of Each Layer of Cu/Al Laminate Using Laser Ultrasonic

Abstract
:1. Introduction
2. Thickness Measurement Principles and Experiments
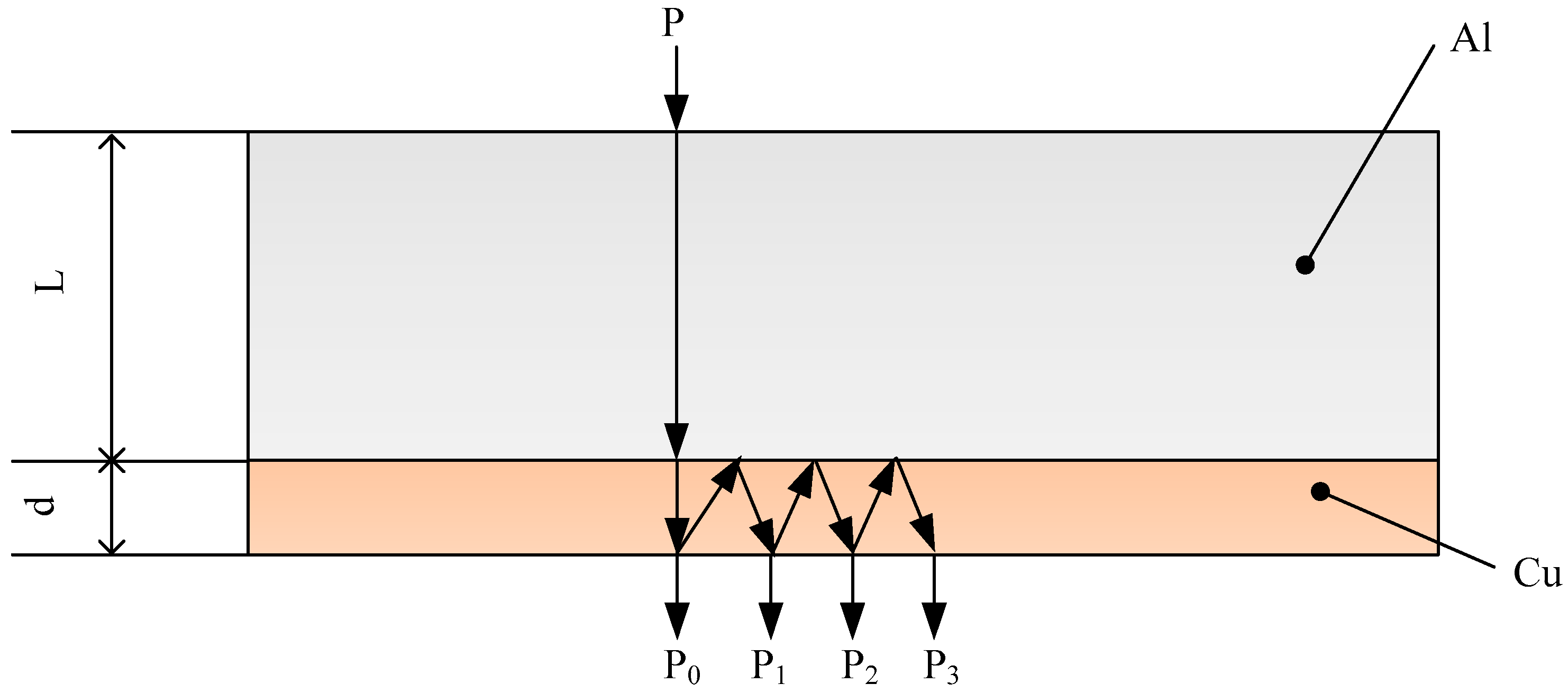
2.1. Propagation Model of Ultrasonic in Cu/Al Laminates
2.2. Numerical Simulation
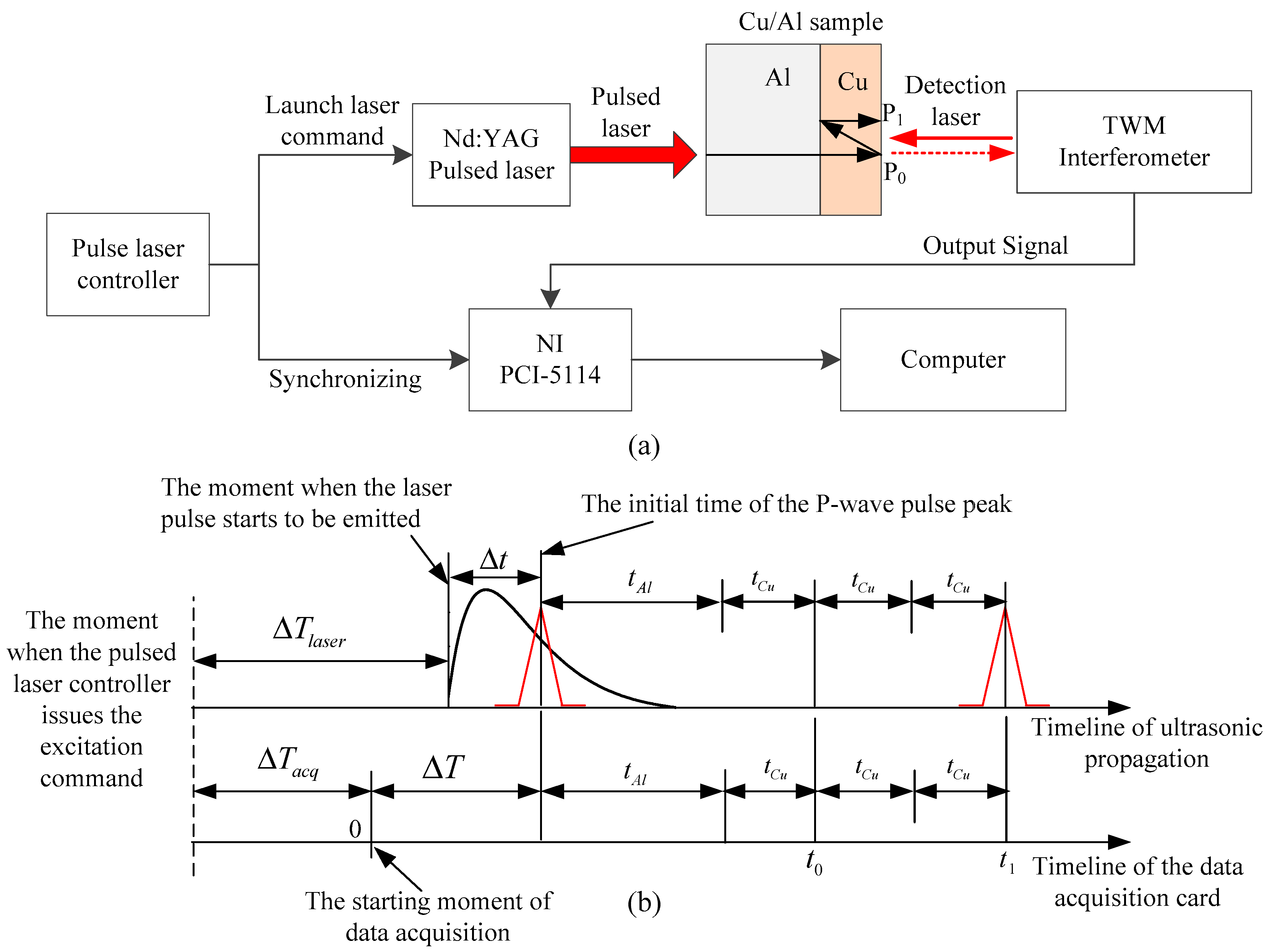
2.3. Experimental Setup and Thickness Calculation Method
2.4. Numerical Simulation
3. Results and Discussion
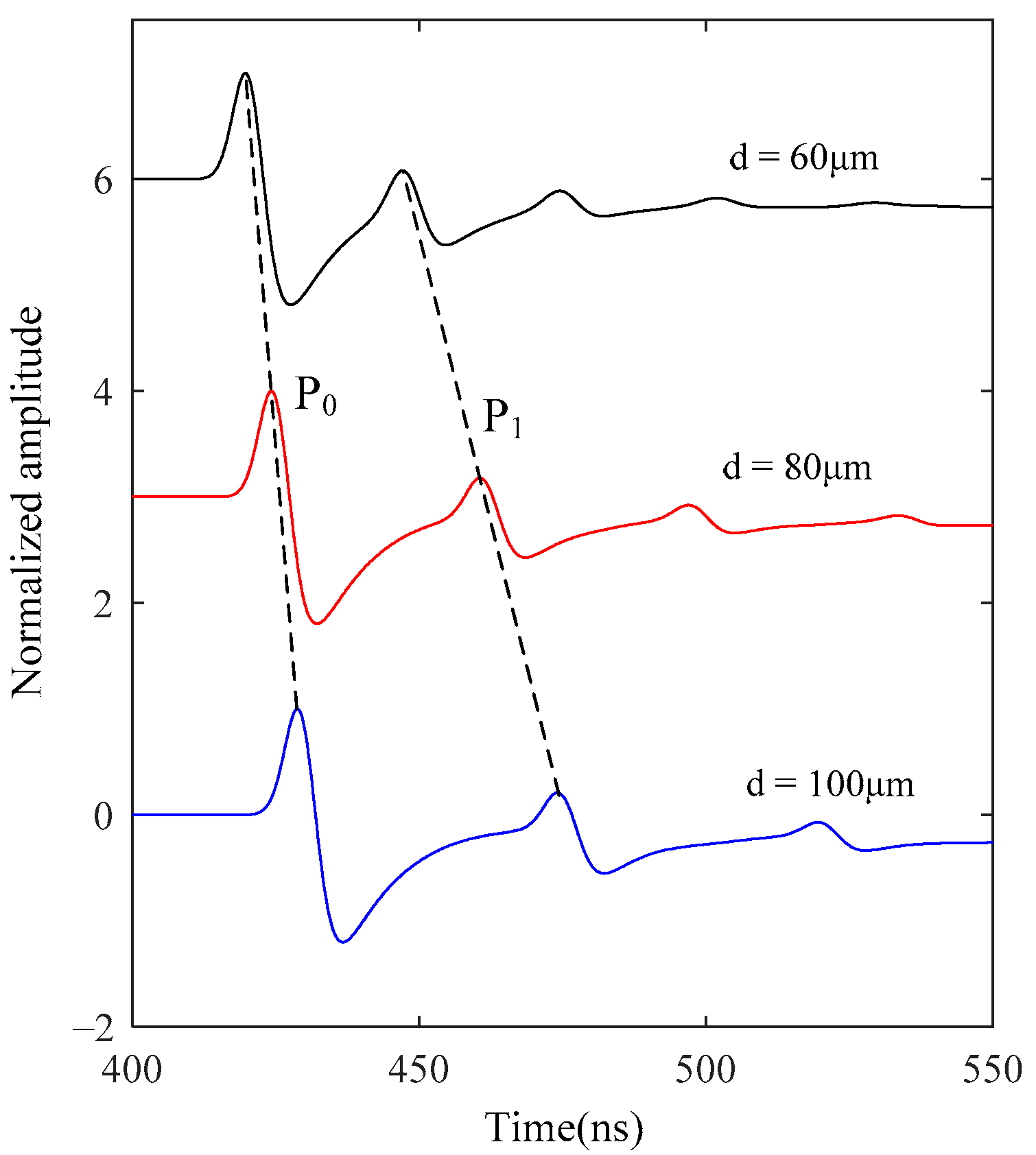
3.1. Influence of the Thickness of Copper Layer
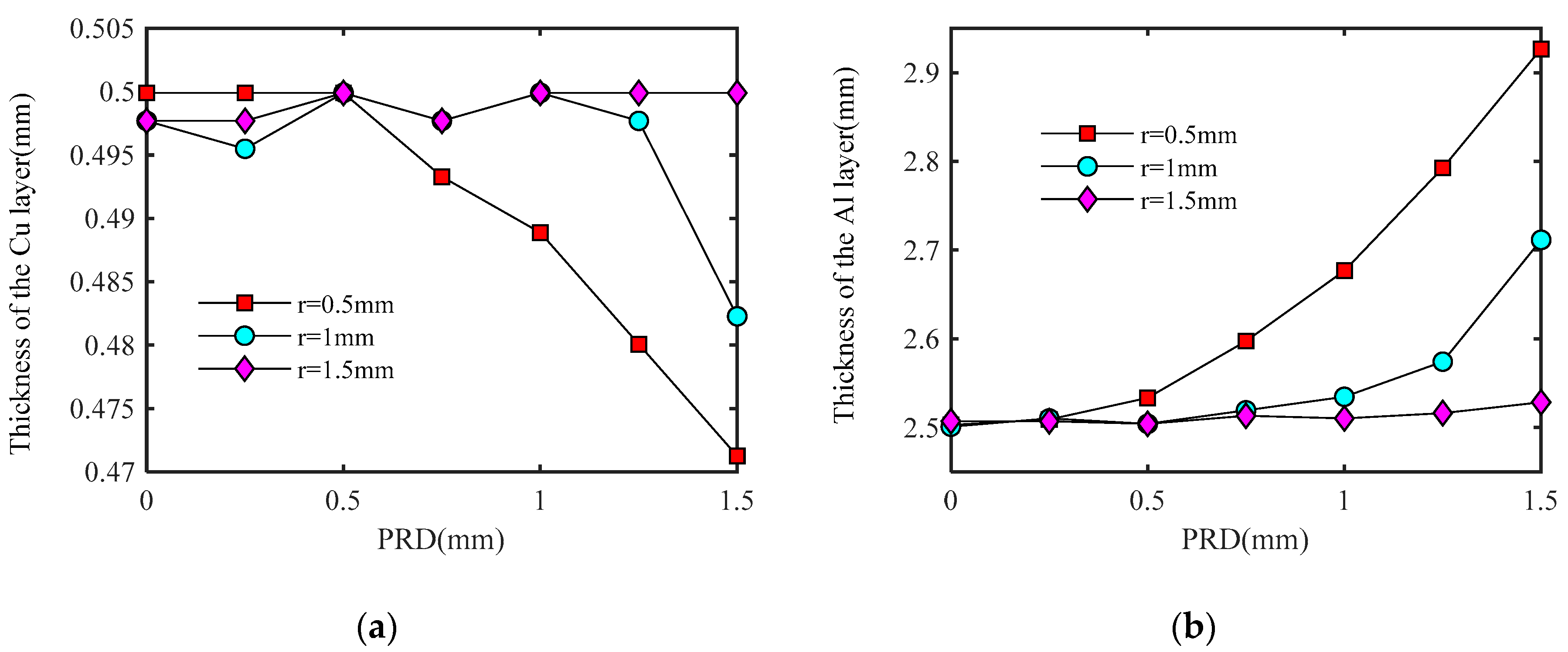
3.2. Influence of the PRD and Pulsed Laser Spot Radius
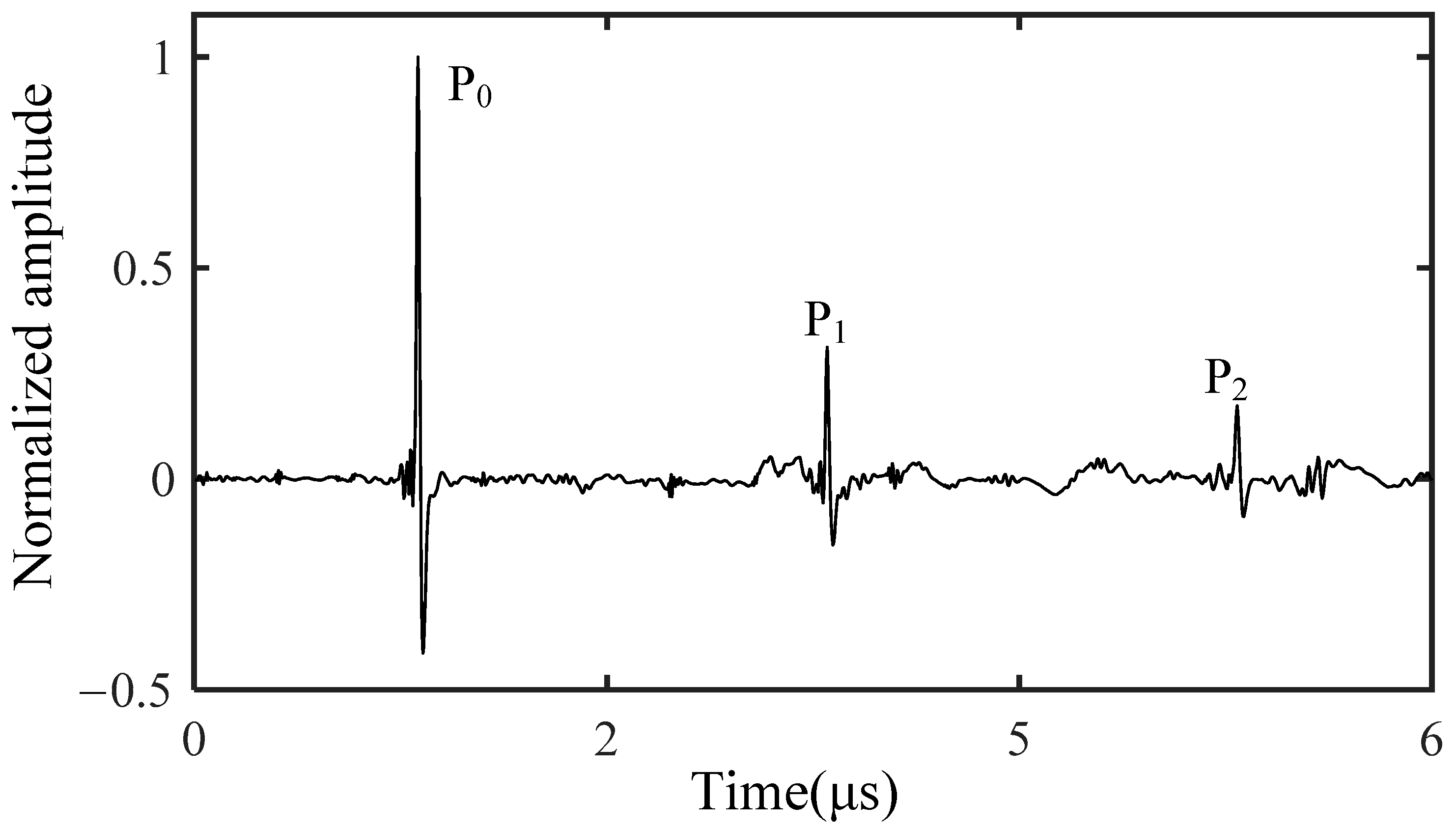
3.3. Waveform Overlapping Analysis
3.4. System Delay Calibration
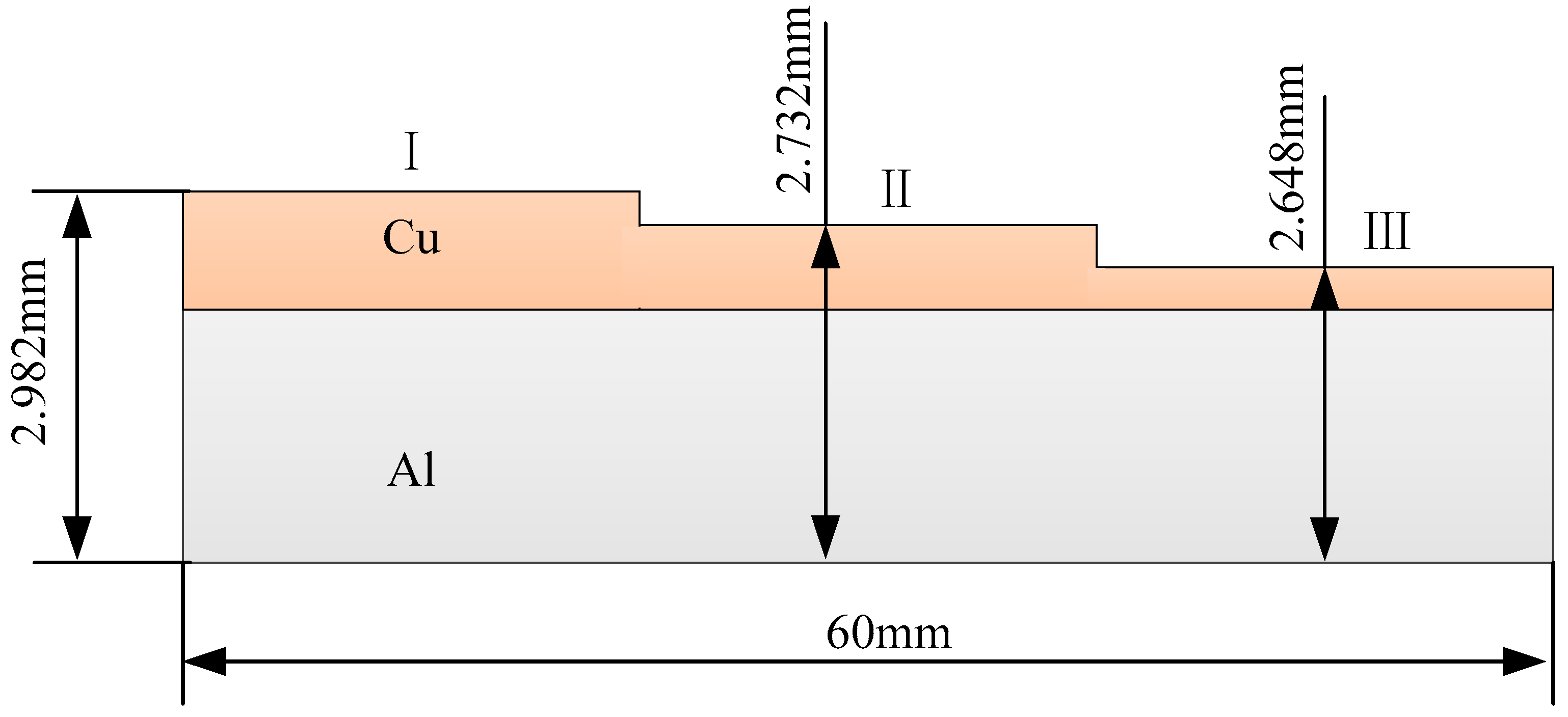
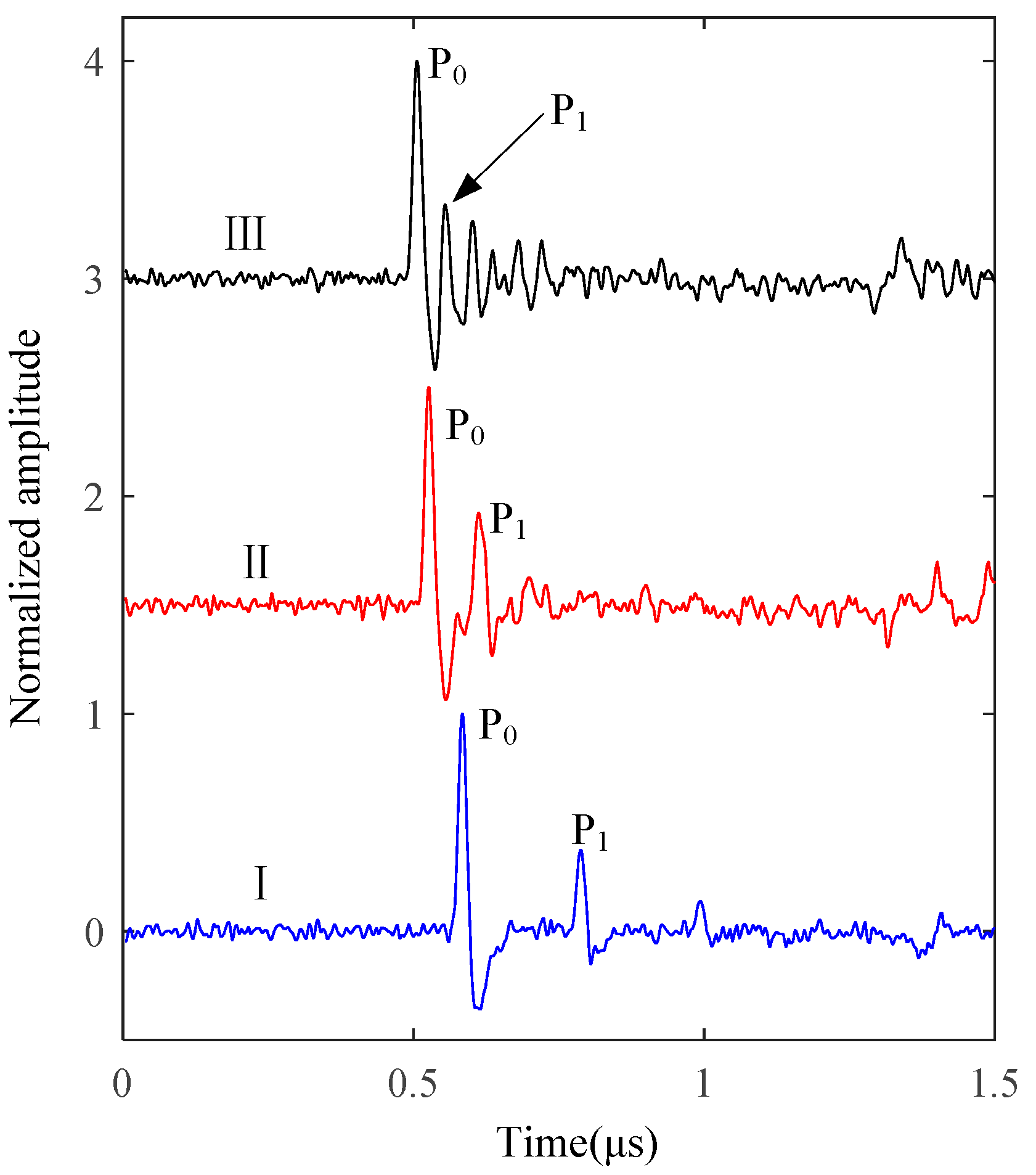
3.5. Experimental Results
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Zhang, Q.; Li, S.; Li, R.; Zhang, B. Multiscale Comparison Study of Void Closure Law and Mechanism in the Bimetal Roll-Bonding Process. Metals 2019, 9, 343. [Google Scholar] [CrossRef] [Green Version]
- Jin, J.Y.; Hong, S.I. Effect of heat treatment on tensile deformation characteristics and properties of Al3003/STS439 clad composite. Mater. Sci. Eng. A 2014, 596, 1–8. [Google Scholar] [CrossRef]
- Ji, B.; Cao, J.; Yu, M.; Chen, Z.; Zhang, Q. Application of laser ultrasonic for detecting delamination in Cu/Al composites. Optik 2021, 243, 167426. [Google Scholar] [CrossRef]
- He, C.; Yang, Y.E.; Wu, B. Experimental study on thickness detection of thermal barrier coatings using microwave. Chin. J. Sci. Instrum. 2011, 32, 2590–2595. [Google Scholar]
- Zhang, J.; Cho, Y.; Kim, J.; Malikov, A.K.; Kim, Y.H.; Yi, J.-H.; Li, W. Non-Destructive Evaluation of Coating Thickness Using Water Immersion Ultrasonic Testing. Coatings 2021, 11, 1421. [Google Scholar] [CrossRef]
- Malikov, A.K.; Cho, Y.; Kim, Y.H.; Kim, J.; Park, J.; Yi, J.-H. Ultrasonic Assessment of Thickness and Bonding Quality of Coating Layer Based on Short-Time Fourier Transform and Convolutional Neural Networks. Coatings 2021, 11, 909. [Google Scholar] [CrossRef]
- Xu, C.; He, L.; Xiao, D.; Ma, P.; Wang, Q. A Novel High-Frequency Ultrasonic Approach for Evaluation of Homogeneity and Measurement of Sprayed Coating Thickness. Coatings 2020, 10, 676. [Google Scholar] [CrossRef]
- Porcinai, S.; Ferretti, M. X-ray fluorescence-based methods to measure the thickness of protective organic coatings on ancient silver artefacts. Spectrochim. Acta Part B 2018, 149, 184–189. [Google Scholar] [CrossRef]
- Ariyasu, A.; Hattori, Y.; Otsuka, M. Non-destructive prediction of enteric coating layer thickness and drug dissolution rate by near-infrared spectroscopy and X-ray computed tomography. Int. J. Pharm. 2017, 525, 282–290. [Google Scholar] [CrossRef] [PubMed]
- Wang, Y.; Fan, M.; Cao, B.; Ye, B.; Wen, D. Measurement of coating thickness using lift-off point of intersection features from pulsed eddy current signals. NDT E Int. 2020, 116, 102333. [Google Scholar] [CrossRef]
- Kim, T.O.; Kim, H.Y.; Kim, C.M.; Ahn, J.H. Non-Contact and In-Process Measurement of Film Coating Thickness by Combining Two Principles of Eddy-Current and Capacitance Sensing. CIRP Ann. 2007, 56, 509–512. [Google Scholar] [CrossRef]
- Grosso, M.; Pacheco, C.J.; Arenas, M.P.; Lima, A.H.M.; Margarit-Mattos, I.C.P.; Soares, S.D.; Pereira, G.R. Eddy current and inspection of coatings for storage tanks. J. Mater. Res. Technol. 2018, 7, 356–360. [Google Scholar] [CrossRef]
- Ansari, Z.A.; Abu-Nabah, B.A.; Alkhader, M.; Muhammed, A. Experimental evaluation of nonmagnetic metal clad thicknesses over nonmagnetic metals using apparent eddy current conductivity spectroscopy. Measurement 2020, 164, 108053. [Google Scholar] [CrossRef]
- Shirakawa, Y. A build-up treatment for thickness gauging of steel plates based on gamma-ray transmission. Appl. Radiat. Isot. 2000, 53, 581–586. [Google Scholar] [CrossRef]
- Schneider, D.; Schwarz, T.; Bradford, A.S.; Shan, Q.; Dewhurst, R.J. Controlling the quality of thin films by surface acoustic waves. Ultrasonics 1997, 35, 345–356. [Google Scholar] [CrossRef]
- Ollendorf, H.; Schneider, D.; Schwarz, T.; Mucha, A. Non-destructive evaluation of TiN films with interface defects by surface acoustic waves. Surf. Coat. Technol. 1995, 74–75, 246–252. [Google Scholar] [CrossRef]
- Lakestani, F.; Coste, J.-F.; Denis, R. Application of ultrasonic Rayleigh waves to thickness measurement of metallic coatings. NDT E Int. 1995, 28, 171–178. [Google Scholar] [CrossRef]
- Ostiguy, P.-C.; Quaegebeur, N.; Masson, P. Non-destructive evaluation of coating thickness using guided waves. NDT E Int. 2015, 76, 17–25. [Google Scholar] [CrossRef]
- Wu, B.; Li, Y.; Zheng, Y.; He, C. Thickness Measurement of Surface Attachment on Plate with SH Wave. Chin. J. Mech. Eng. 2012, 48, 78–84. [Google Scholar] [CrossRef]
- Kanja, J.; Mills, R.; Li, X.; Brunskill, H.; Hunter, A.K.; Dwyer-Joyce, R.S. Non-contact measurement of the thickness of a surface film using a superimposed ultrasonic standing wave. Ultrasonics 2021, 110, 106291. [Google Scholar] [CrossRef]
- Ma, Z.; Luo, Z.; Lin, L.; Krishnaswamy, S.; Lei, M. Quantitative characterization of the interfacial roughness and thickness of inhomogeneous coatings based on ultrasonic reflection coefficient phase spectrum. NDT E Int. 2019, 102, 16–25. [Google Scholar] [CrossRef]
- Zhao, Y.; Lin, L.; Li, X.M.; Lei, M.K. Simultaneous determination of the coating thickness and its longitudinal velocity by ultrasonic nondestructive method. NDT E Int. 2010, 43, 579–585. [Google Scholar] [CrossRef]
- Zhou, Z.; Zhang, K.; Zhou, J.; Sun, G.; Wang, J. Application of laser ultrasonic technique for non-contact detection of structural surface-breaking cracks. Opt. Laser Technol. 2015, 73, 173–178. [Google Scholar] [CrossRef]
- Ji, B.; Zhang, Q.; Cao, J.; Li, H.; Zhang, B. Non-contact detection of delamination in stainless steel/carbon steel composites with laser ultrasonic. Optik 2021, 226, 165893. [Google Scholar] [CrossRef]
- Ji, B.; Zhang, Q.; Cao, J.; Zhang, B.; Zhang, L. Delamination Detection in Bimetallic Composite Using Laser Ultrasonic Bulk Waves. Appl. Sci. 2021, 11, 636. [Google Scholar] [CrossRef]
- Klein, M.; Bodenhamer, T.; Raita, E.; Kamshilin, A. Laser based online monitoring of eccentricity and wall thickness of seamless tube. NDT World Rev. 2006, 33, 32–33. [Google Scholar]
- Lévesque, D.; Kruger, S.E.; Lamouche, G.; Kolarik Ii, R.; Jeskey, G.; Choquet, M.; Monchalin, J.P. Thickness and grain size monitoring in seamless tube-making process using laser ultrasonics. NDT E Int. 2006, 39, 622–626. [Google Scholar] [CrossRef] [Green Version]
- Zhang, K.; Li, S.; Zhou, Z. Detection of disbonds in multi-layer bonded structures using the laser ultrasonic pulse-echo mode. Ultrasonics 2019, 94, 411–418. [Google Scholar] [CrossRef]
- Liu, P.; Nazirah, A.W.; Sohn, H. Numerical simulation of damage detection using laser-generated ultrasound. Ultrasonics 2016, 69, 248–258. [Google Scholar] [CrossRef]
- Khorasani, M.; Ghasemi, A.; Leary, M.; Sharabian, E.; Cordova, L.; Gibson, I.; Downing, D.; Bateman, S.; Brandt, M.; Rolfe, B. The effect of absorption ratio on meltpool features in laser-based powder bed fusion of IN718. Opt. Laser Technol. 2022, 153, 108263. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material Properties | Cu | Al |
|---|---|---|
| Thermal conductivity (W × m−1 × K−1) | 386.4 | 209 |
| Density (g × cm−³) | 8.96 | 2.71 |
| Poisson’s ratio | 0.326 | 0.33 |
| Thermal expansion coefficient (10−6K−1) | 17.2 | 23.6 |
| Young’s modulus (GPa) | 119 | 71.7 |
| Heat capacity (J × kg−1 × K−1) | 394 | 880 |
| Copper Layer Thickness (μm) | t0 (ns) | t1 (ns) | Calculated Thickness (μm) | Absolute Error (μm) | Relative Error (%) |
|---|---|---|---|---|---|
| 100 | 428.77 | 474.14 | 99.9138 | −0.0862 | 0.0862 |
| 80 | 424.18 | 460.64 | 80.2922 | 0.2922 | 0.3653 |
| 60 | 419.68 | 447.06 | 60.2962 | 0.2962 | 0.4937 |
| Position | Ⅰ | Ⅱ | Ⅲ |
|---|---|---|---|
| t0 (ns) | 588.5 | 530.5 | 510.0 |
| t1 (ns) | 786.0 | 610.5 | 552.5 |
| d (mm) | 0.4349 | 0.1762 | 0.0936 |
| L (mm) | 2.5028 | 2.5075 | 2.4966 |
| d + L (mm) | 2.9378 | 2.6837 | 2.5902 |
| Sample thickness (mm) | 2.982 | 2.732 | 2.648 |
| Absolute error (mm) | 0.0442 | 0.0483 | 0.0575 |
| Relative error (%) | 1.48 | 1.77 | 2.17 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ji, B.; Zhang, H.; Cao, J.; Zhang, Q. Evaluation of the Thickness of Each Layer of Cu/Al Laminate Using Laser Ultrasonic. Coatings 2023, 13, 645. https://doi.org/10.3390/coatings13030645
Ji B, Zhang H, Cao J, Zhang Q. Evaluation of the Thickness of Each Layer of Cu/Al Laminate Using Laser Ultrasonic. Coatings. 2023; 13(3):645. https://doi.org/10.3390/coatings13030645
Chicago/Turabian StyleJi, Baoping, Haonan Zhang, Jianshu Cao, and Qingdong Zhang. 2023. "Evaluation of the Thickness of Each Layer of Cu/Al Laminate Using Laser Ultrasonic" Coatings 13, no. 3: 645. https://doi.org/10.3390/coatings13030645