
Microstructure, Mechanical Properties, Wear and Erosion Performance of a Novel High Entropy Nitride (AlCrTiMoV)N Coating Produced by Cathodic Arc Evaporation

Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
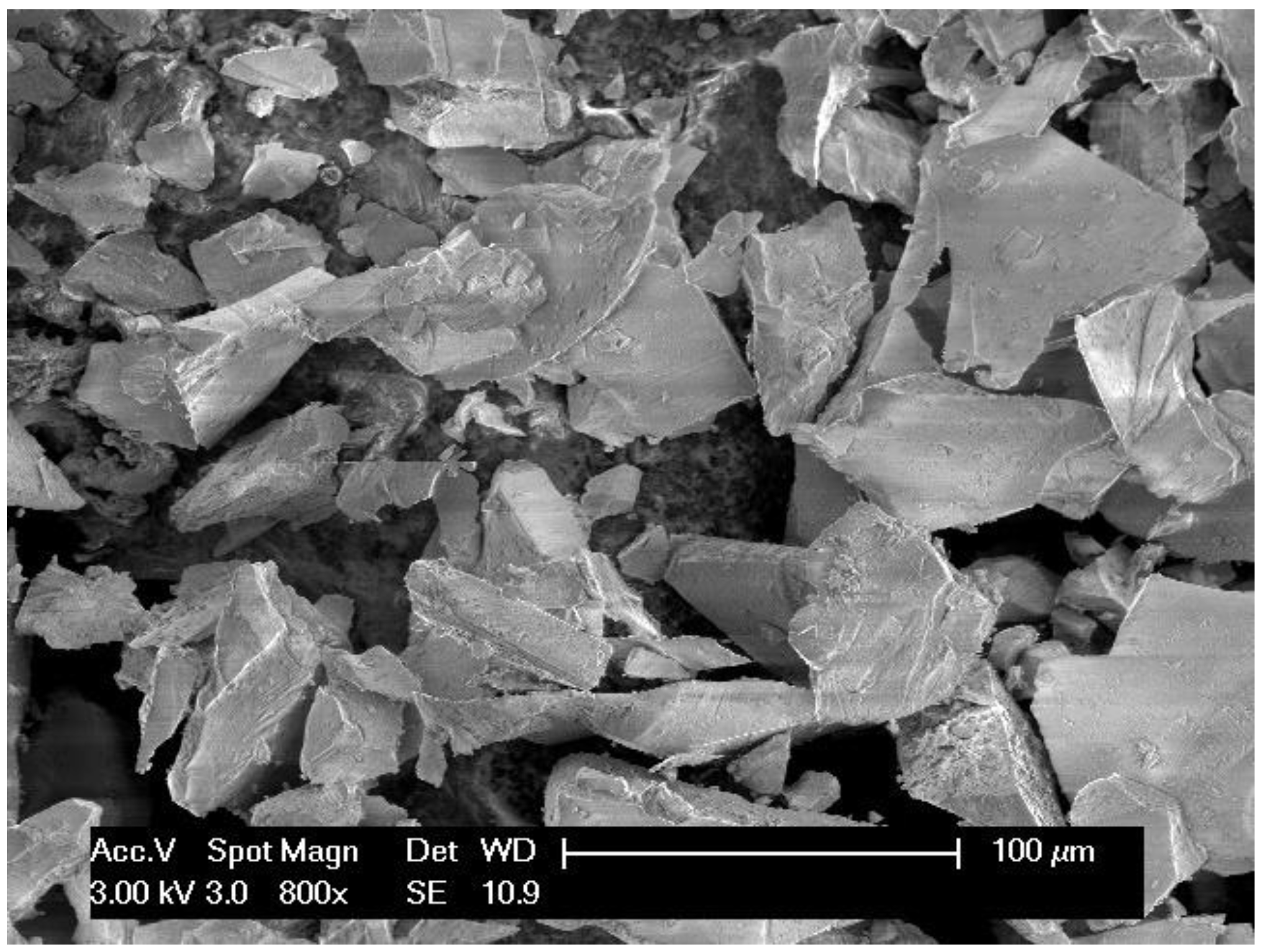
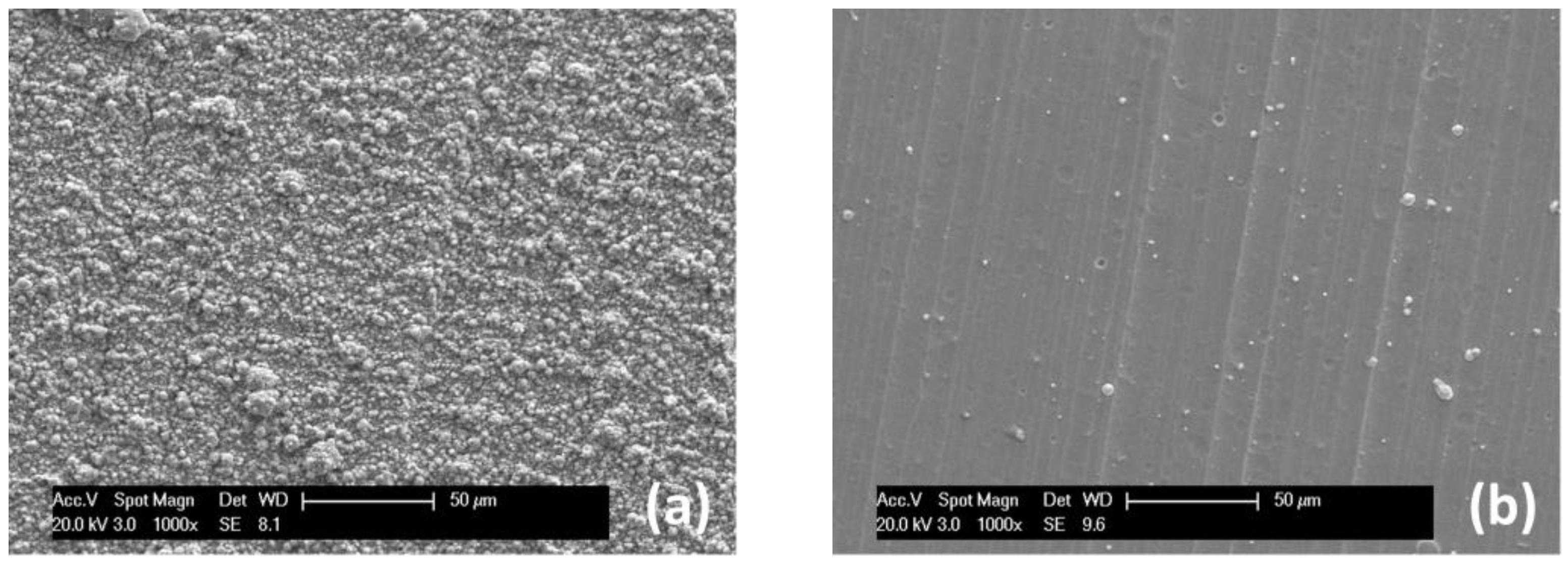
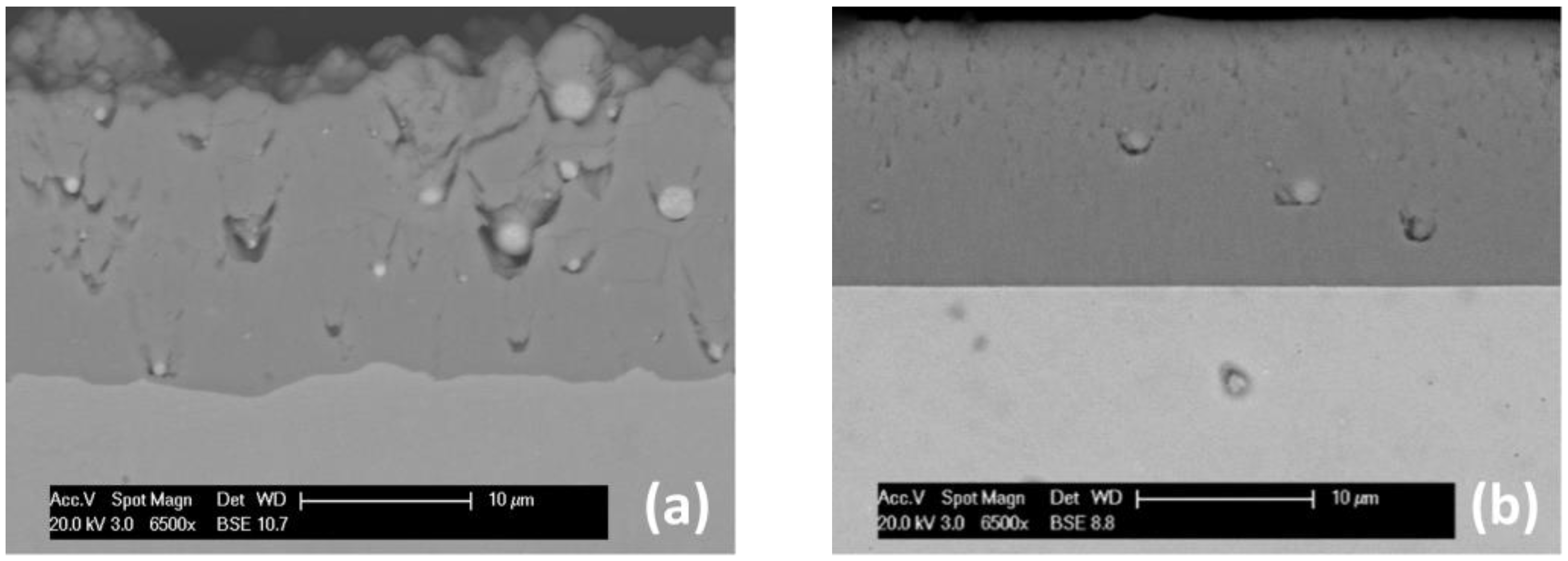
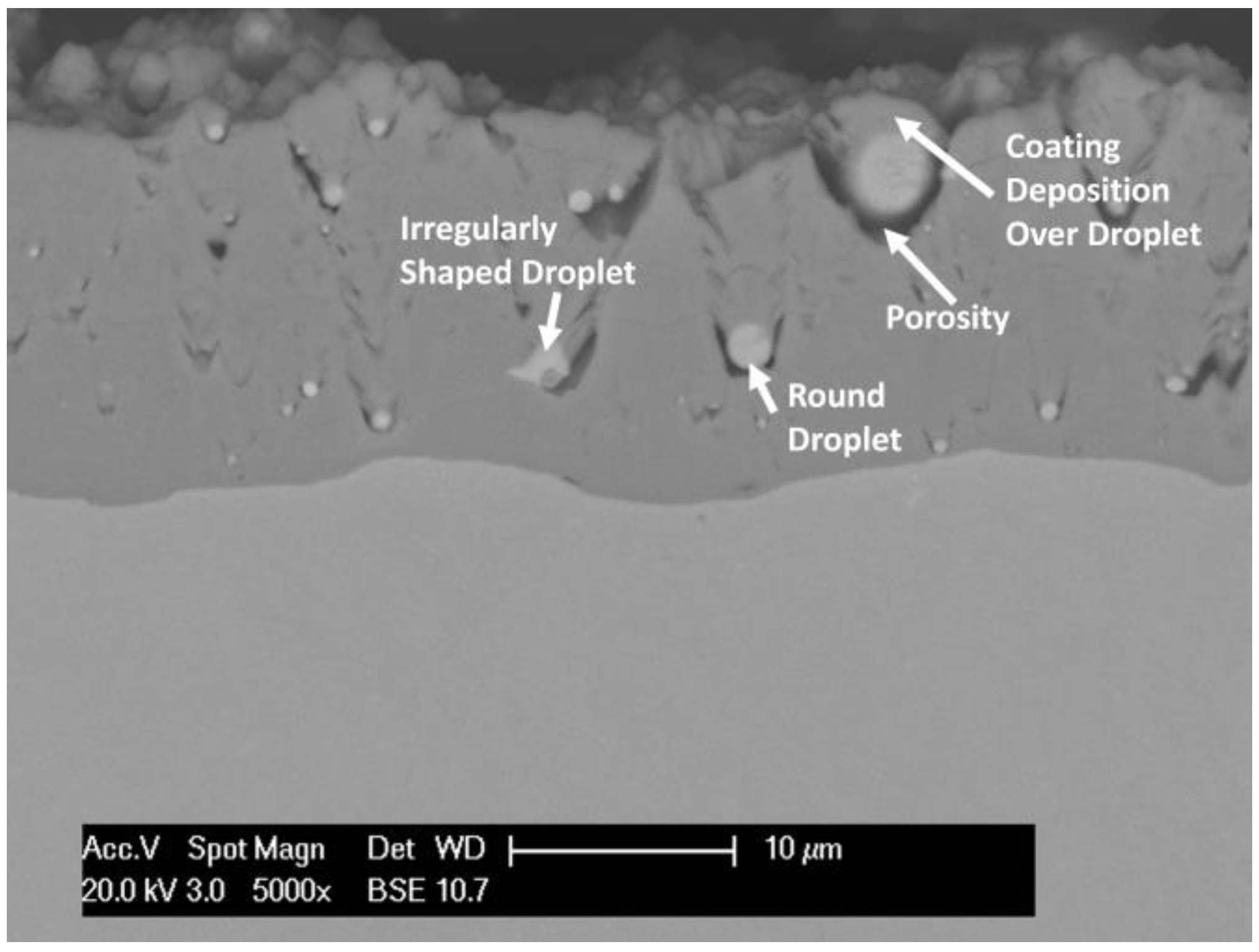
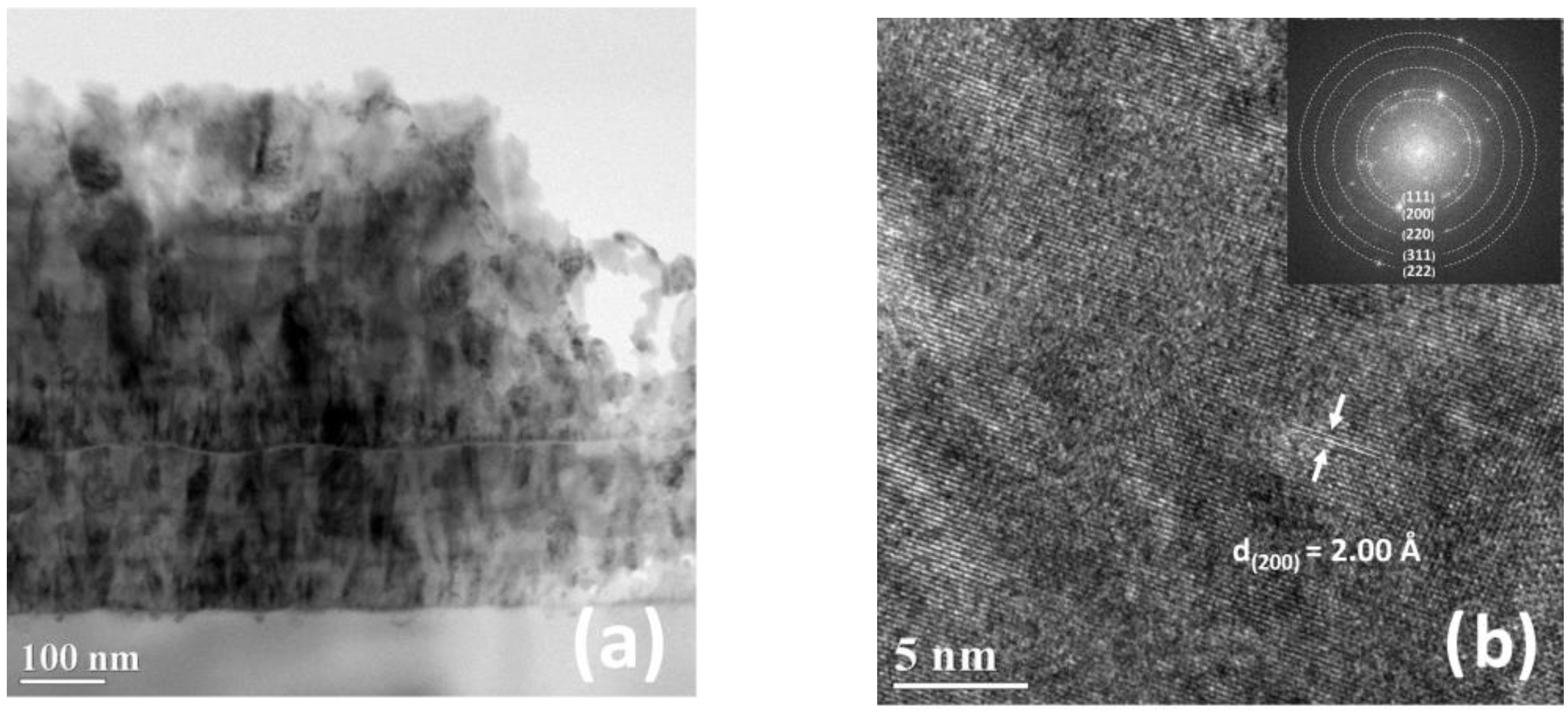
3.1. Microstructural Characterization
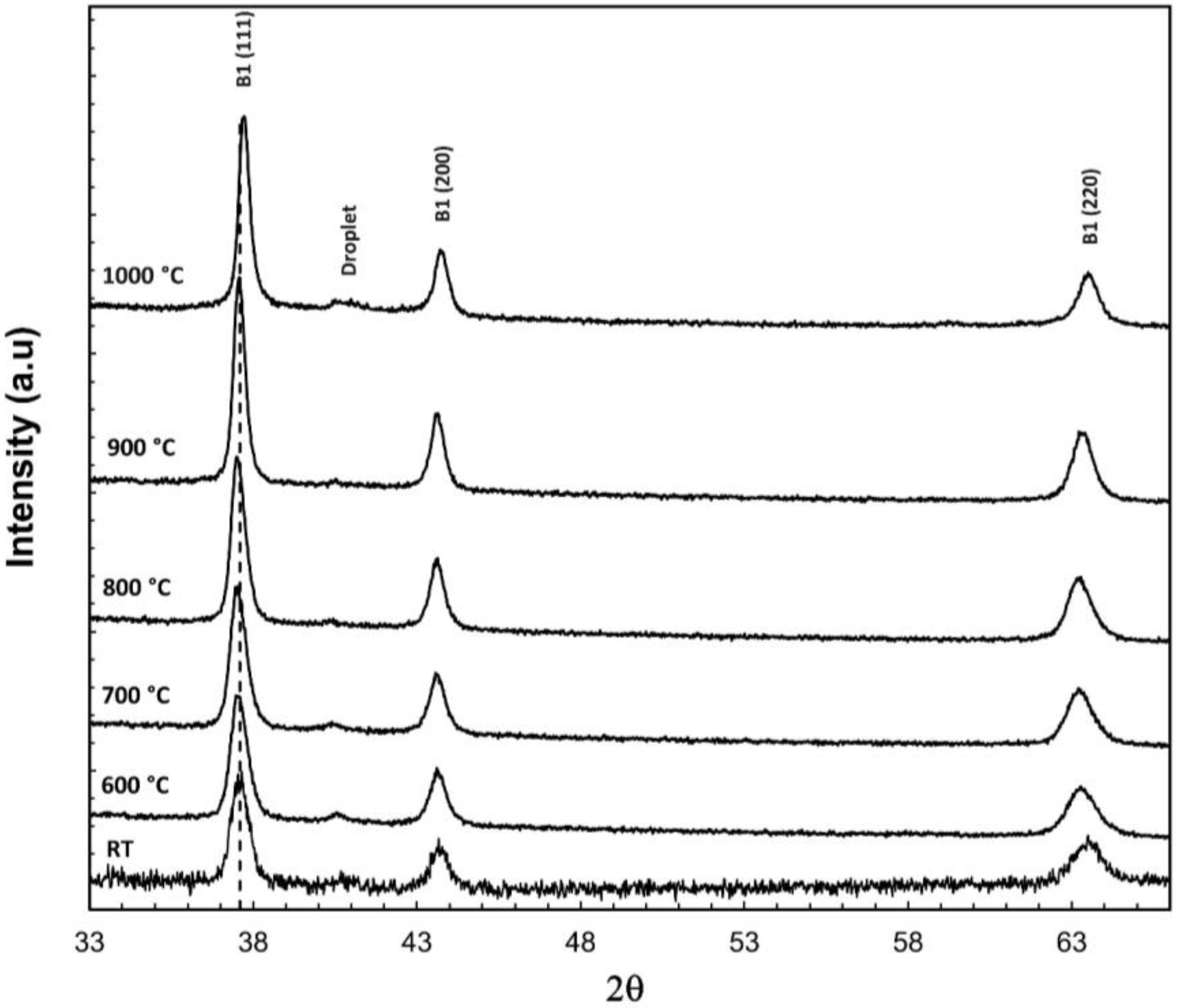
3.2. Thermal Stability
3.3. Mechanical Properties
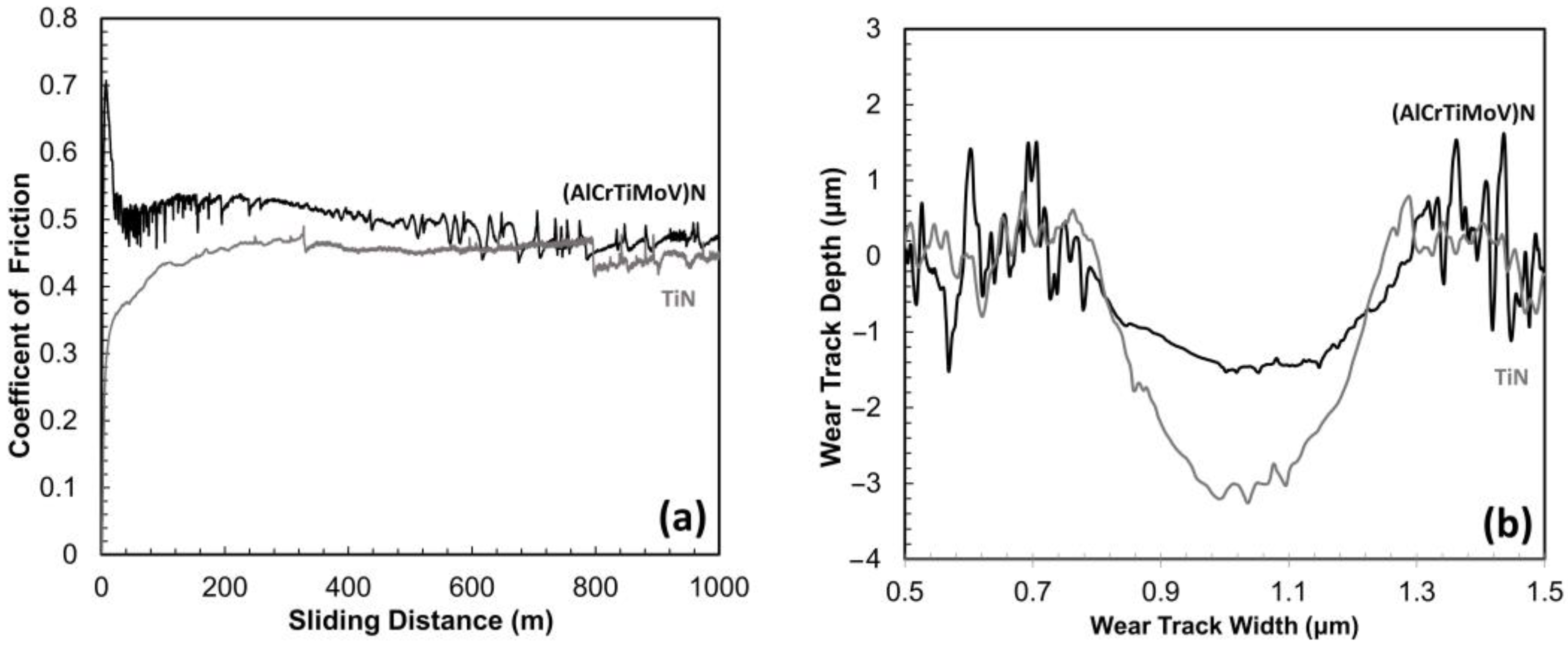
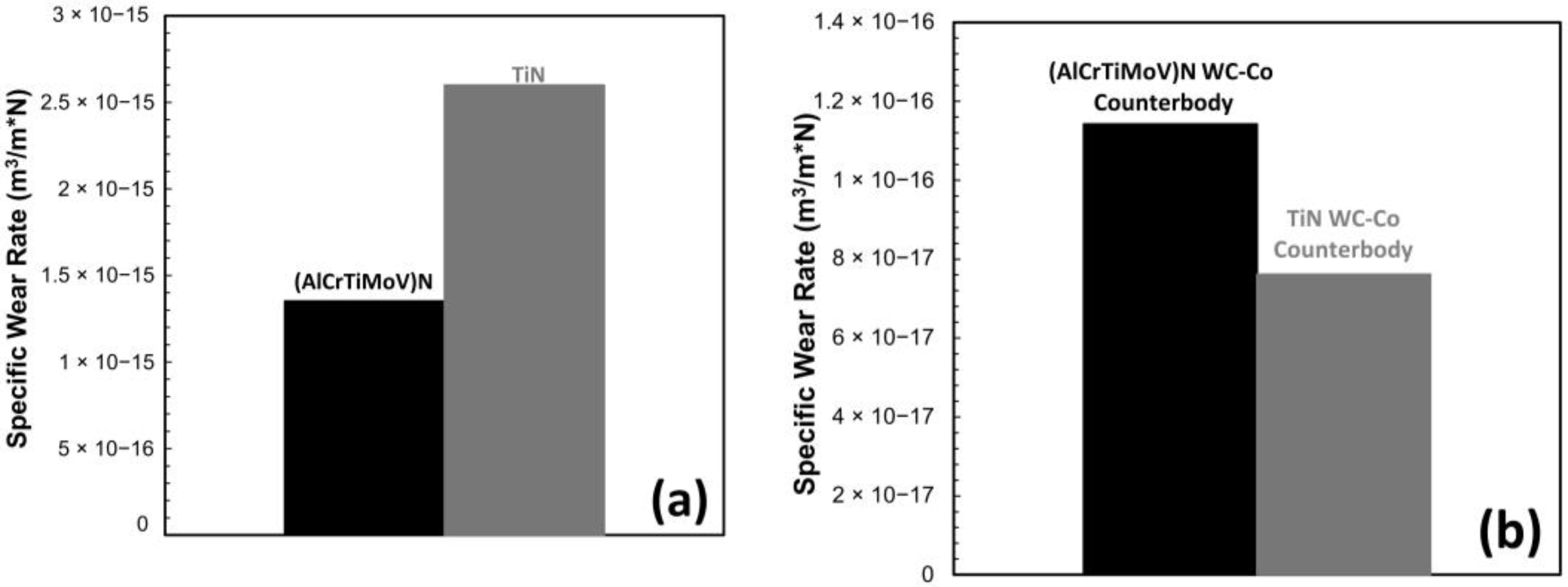
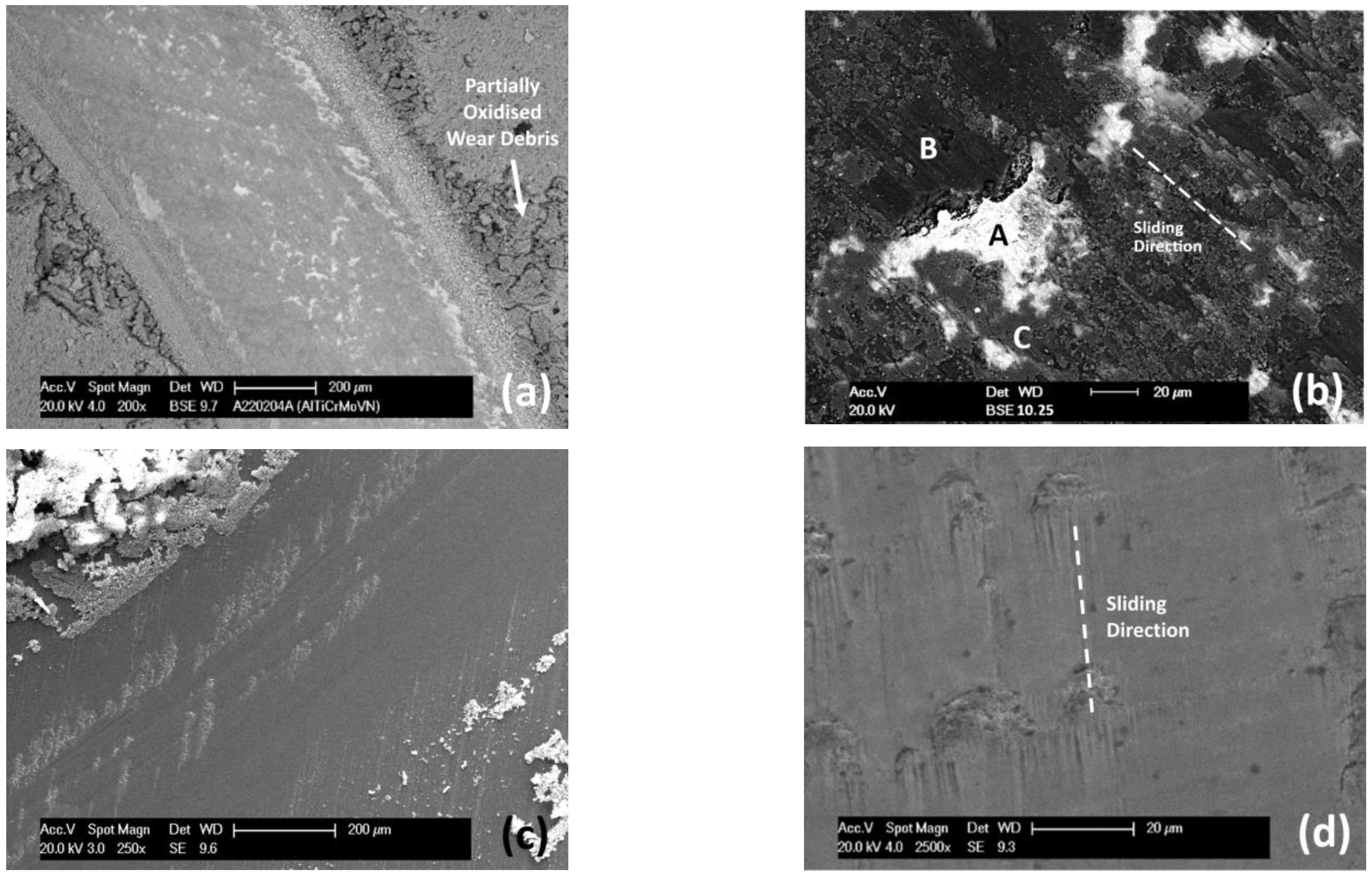
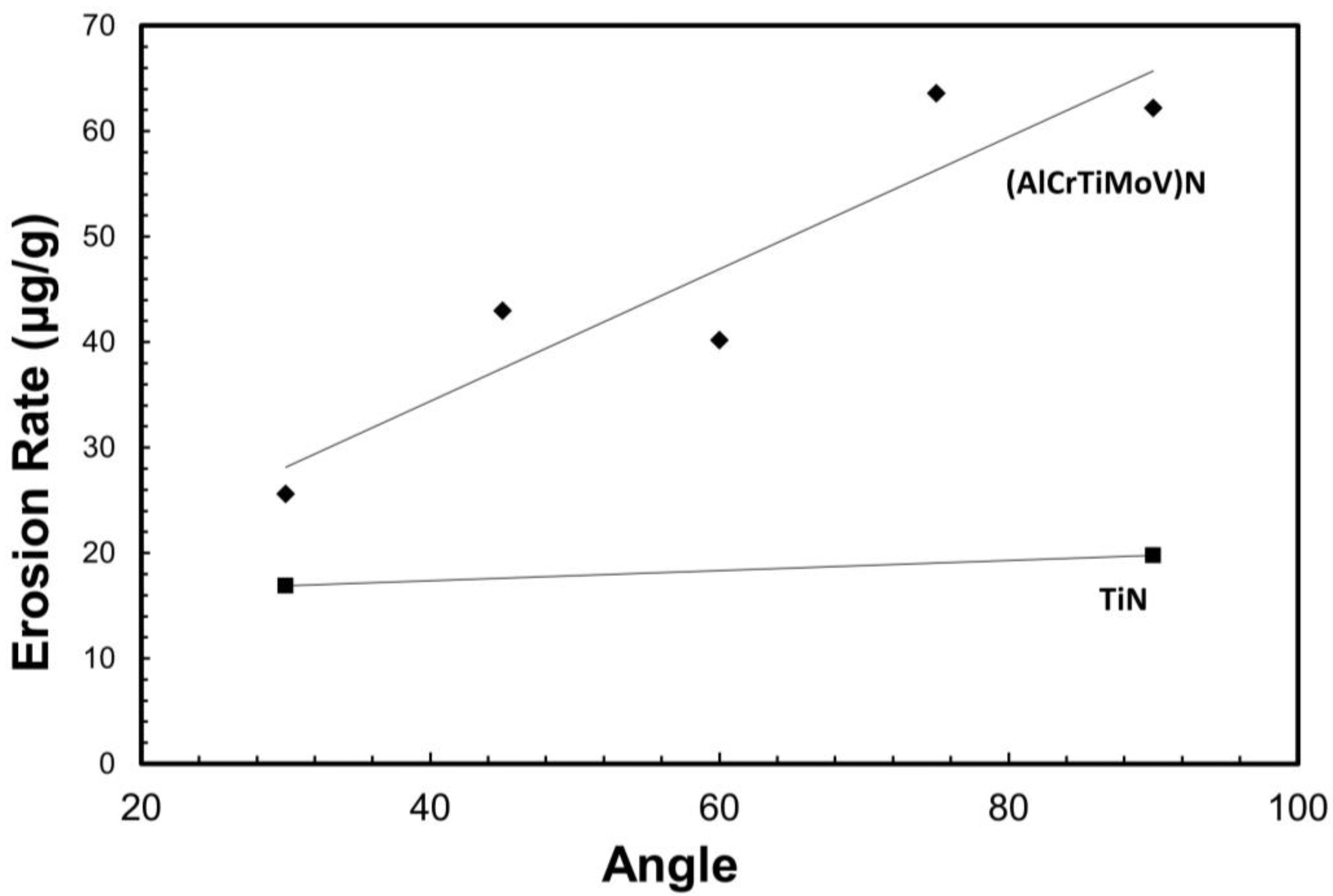
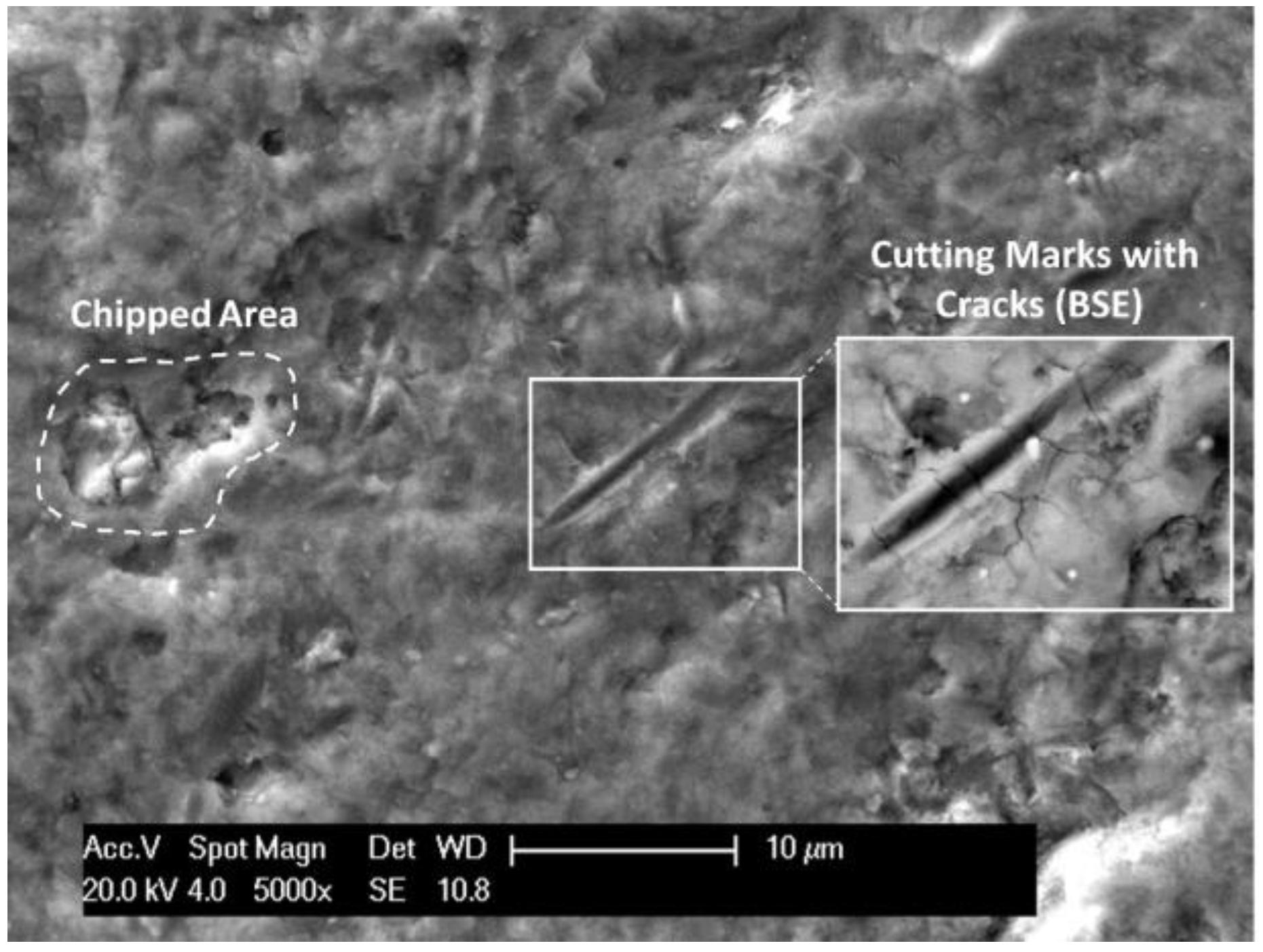
3.4. Wear and Erosion Resistance
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Paldey, S.; Deevi, S.C. Single layer and multilayer wear resistant coatings of (Ti, Al)N: A review. Mater. Sci. Eng. 2003, 342, 58–79. [Google Scholar] [CrossRef]
- Navinšek, B.; Panjan, P.; Milošev, I. Industrial applications of CrN (PVD) coatings, deposited at high and low temperatures. Surf. Coat. Technol. 1997, 97, 182–191. [Google Scholar] [CrossRef]
- Dogan, H.; Findik, F.; Oztarhan, A. Comparative study of wear mechanism of surface treated AISI 316L stainless steel. Ind. Lubr. Tribol. 2003, 55, 76–83. [Google Scholar] [CrossRef]
- Chen, J.; Zhou, X.; Wang, W.; Liu, B.; Lv, Y.; Yang, W.; Xu, D.; Liu, Y. A review on fundamental of high entropy alloys with promising high–temperature properties. J. Alloy. Compd. 2018, 760, 15–30. [Google Scholar] [CrossRef]
- Wang, J.-J.; Chang, S.-Y.; Ouyang, F.-Y. Effect of substrate bias on the microstructure and properties of (AlCrSiNbZr)Nx high entropy nitride thin film. Surf. Coat. Technol. 2020, 393, 125796. [Google Scholar] [CrossRef]
- Tsai, M.-H.; Yeh, J.-W. High Entropy Alloys: A Critical Review. Mater. Res. Lett. 2014, 2, 107–123. [Google Scholar] [CrossRef]
- Zhang, C.; Lu, X.; Zhou, H.; Wang, Y.; Sui, X.; Shi, Z.; Hao, J. Construction of a compact nanocrystal structure for (CrNbTiAlV)Nx high-entropy nitride films to improve the tribo-corrosion performance. Surf. Coat. Technol. 2022, 429, 127921. [Google Scholar] [CrossRef]
- Lai, C.-H.; Lin, S.-J.; Yeh, J.-W.; Chang, S.-Y. Preparation and characterization of AlCrTaTiZr multi-element nitride coatings. Surf. Coat. Technol. 2006, 201, 3275–3280. [Google Scholar] [CrossRef]
- Cui, P.; Li, W.; Liu, P.; Zhang, K.; Ma, F.; Chen, X.; Feng, R.; Liaw, P.K. Effects of nitrogen content on microstructures and mechanical properties of (AlCrTiZrHf)N high-entropy alloy nitride films. J. Alloy. Compd. 2020, 834, 155063. [Google Scholar] [CrossRef]
- Hsu, S.-Y.; Lai, Y.-T.; Chang, S.-Y.; Tsai, S.-Y.; Duh, J.-G. Combinatorial synthesis of reactively co-sputtered high entropy nitride (HfNbTiVZr)N coatings: Microstructure and mechanical properties. Surf. Coat. Technol. 2022, 442, 128564. [Google Scholar] [CrossRef]
- Chang, H.-W.; Huang, P.-K.; Yeh, J.-W.; Davison, A.; Tsau, C.-H.; Yang, C.-C. Influence of substrate bias, deposition temperature and post-deposition annealing on the structure and properties of multi-principal-component (AlCrMoSiTi)N coatings. Surf. Coat. Technol. 2008, 202, 3360–3366. [Google Scholar] [CrossRef]
- Novikov, V.; Stepanov, N.; Zherebtsov, S.; Salishchev, G. Structure and Properties of High-Entropy Nitride Coatings. Metals 2022, 12, 847. [Google Scholar] [CrossRef]
- Lewin, E. Multi-component and high-entropy nitride coatings—A promising field in need of a novel approach. J. Appl. Phys. 2020, 127, 160901. [Google Scholar] [CrossRef]
- Pogrebnjak, A.D.; Beresnev, V.M.; Smyrnova, K.V.; Kravchenko, Y.O.; Zukowski, P.V.; Bondarenko, G.G. The influence of nitrogen pressure on the fabrication of the two-phase superhard nanocomposite (TiZrNbAlYCr)N coatings. Mater. Lett. 2018, 211, 316–318. [Google Scholar] [CrossRef] [Green Version]
- Pogrebnjak, A.D.; Yakushchenko, I.V.; Bondar, O.V.; Beresnev, V.M.; Oyoshi, K.; Ivasishin, O.M.; Amekura, H.; Takeda, Y.; Opielak, M.; Kozak, C. Irradiation resistance, microstructure and mechanical properties of nanostructured (TiZrHfVNbTa)N coatings. J. Alloy. Compd. 2016, 679, 155–163. [Google Scholar] [CrossRef]
- Pogrebnjak, A.D.; Yakushchenko, I.V.; Sobol, O.V.; Beresnev, V.M.; Kupchishin, A.I.; Bondar, O.V.; Lisovenko, M.A.; Amekura, H.; Knon, K.; Oyoshi, K.; et al. Influence of Residual Pressure and Ion Implantation on the Structure, Elemental Composition, and Properties of (TiZrAlYNb)N Nitrides. Tech. Phys. 2015, 60, 1175–1183. [Google Scholar] [CrossRef]
- Xia, A.; Dedoncker, R.; Glushko, O.; Cordill, M.J.; Depla, D.; Franz, R. Influence of the nitrogen content on the structure and properties of MoNbTaVW high entropy alloy thin films. J. Alloy. Compd. 2021, 850, 156740. [Google Scholar] [CrossRef]
- Yang, C.; Jiang, B.; Liu, Z.; Hao, J.; Feng, L. Structure and properties of Ti films deposited by dc magnetron sputtering, pulsed dc magnetron sputtering and cathodic arc evaporation. Surf. Coat. Technol. 2016, 304, 51–56. [Google Scholar] [CrossRef]
- Smyrnova, K.V.; Pogrebnjak, A.D.; Beresnev, V.M.; Litovchenko, S.V.; Borba-Pogrebnjak, S.O.; Manokhim, A.S.; Kilmenko, S.A.; Zhollybekov, B.; Kupchishin, A.I.; Kravchenko, Y.O.; et al. Microstructure and Physical–Mechanical Properties of (TiAlSiY)N Nanostructured Coatings Under ifferent Energy Conditions. Met. Mater. Int. 2018, 24, 1024–1035. [Google Scholar] [CrossRef]
- Findik, F. Latest progress on tribological properties of industrial materials. Mater. Des. 2014, 57, 218–244. [Google Scholar] [CrossRef]
- Altinkok, N.; Özsert, İ.; Findik, F. Dry sliding wear behavior of Al2O3/SiC particle reinforced aluminium based mmcs fabricated by stir casting method. Acta Phys. Pol. 2013, 124, 11–19. [Google Scholar] [CrossRef]
- Beake, B.D.; Endrino, J.L.; Kimpton, C.; Fox-Rabinovich, G.S.; Veldhuis, S.C. Elevated temperature repetitive micro-scratch testing of AlCrN, TiAlN and AlTiN PVD coatings. Int. J. Refract. Met. Hard Mater. 2017, 69, 215–226. [Google Scholar] [CrossRef] [Green Version]
- Mo, J.L.; Zhu, M.H.; Leyland, A.; Matthews, A. Impact wear and abrasion resistance of CrN, AlCrN and AlTiN PVD coatings. Surf. Coat. Technol. 2013, 215, 170–177. [Google Scholar] [CrossRef]
- Lai, Z.; Wang, C.; Zheng, L.; Huang, W.; Yang, J.; Guo, G.; Xiong, W. Adaptability of AlTiN-based coated tools with green cutting technologies in sustainable machining of 316L stainless steel. Tribol. Int. 2020, 148, 106300. [Google Scholar] [CrossRef]
- Hung, S.-B.; Wang, C.-J.; Chen, Y.-Y.; Lee, J.-W.; Li, C.-L. Thermal and corrosion properties of V-Nb-Mo-Ta-W and V-Nb-Mo-Ta-W-Cr B high entropy alloy coatings. Surf. Coat. Technol. 2019, 375, 802–809. [Google Scholar] [CrossRef]
- Zhang, Y.; Wu, H.; Yu, X.; Tang, D. Role of Cr in the high-temperature oxidation behavior of CrxMnFeNi high-entropy alloys at 800 °C in air. Corros. Sci. 2022, 200, 110211. [Google Scholar] [CrossRef]
- Xu, D.D.; Zhou, B.L.; Wang, Q.Q.; Zhou, J.; Yang, W.M.; Yuan, C.C.; Xue, L.; Fan, X.D.; Ma, L.Q.; Shen, B.L. Effects of Cr addition on thermal stability, soft magnetic properties and corrosion resistance of FeSiB amorphous alloys. Corros. Sci. 2018, 138, 20–27. [Google Scholar] [CrossRef]
- Feng, C.; Feng, X.; Guan, Z.; Song, H.; Wang, T.; Liao, W.; Lu, Y.; Zhang, F. Nanocrystalline (AlTiVCr)N Multi-Component Nitride Thin Films with Superior Mechanical Performance. Nanomaterials 2022, 12, 2722. [Google Scholar] [CrossRef]
- Wen, X.; Yao, H.; Yang, S. Improvement of Sliding Performance for Ball on Disc Tribo-Partners Using Graphite Like Carbon Solid Lubricant Coating. Mater. Sci. Appl. 2018, 9, 191–209. [Google Scholar] [CrossRef] [Green Version]
- A. G76-04; Standard Test Method for Conducting Erosion Tests by Solid Particle Impingement Using Gas Jets. ASTM International: West Conshohocken, PA, USA. 2004. Available online: https://www.astm.org (accessed on 15 November 2022).
- Vengesa, Y.; Fattah-alhosseini, A.; Elmkhah, H.; Imantalab, O. Influence of post-deposition annealing temperature on morphological, mechanical and electrochemical properties of CrN/CrAlN multilayer coating deposited by cathodic arc evaporation-physical vapor deposition process. Surf. Coat. Technol. 2022, 423, 128090. [Google Scholar] [CrossRef]
- Panjan, P.; Drnovšek, A.; Gselman, P.; Čekada, M.; Panjan, M. Review of Growth Defects in Thin Films Prepared by PVD Techniques. Coatings 2020, 10, 447. [Google Scholar] [CrossRef]
- Aihua, L.; Jianxin, D.; Haibing, C.; Yangyang, C.; Jun, Z. Friction and wear properties of TiN, TiAlN, AlTiN and CrAlN PVD nitride coatings. Int. J. Refract. Met. Hard Mater. 2012, 31, 82–88. [Google Scholar] [CrossRef]
- Kuczyk, M.; Krülle, T.; Zawischa, M.; Kaspar, J.; Zimmer, O.; Leonhardt, M.; Leyens, C.; Zimmermann, M. Microstructure and mechanical properties of high entropy alloy nitride coatings deposited via direct current cathodic vacuum arc deposition. Surf. Coat. Technol. 2022, 448, 128916. [Google Scholar] [CrossRef]
- La Grange, D.D.; Goebbels, N.; Santana, A.; Heuberger, R.; Imwinkelried, T.; Eschbach, L.; Karimi, A. Effect of niobium onto the tribological behavior of cathodic arc deposited Nb–Ti–N coatings. Wear 2016, 368, 60–69. [Google Scholar] [CrossRef]
- Shiao, M.-H.; Shieu, F.-S. A formation mechanism for the macroparticles in arc ion-plated TiN films. Thin Solid Film. 2001, 368, 27–31. [Google Scholar] [CrossRef]
- He, K.; Chen, N.; Wang, C.; Wei, L.; Chen, J. Method for Determining Crystal Grain Size by X-Ray Diffraction. Cryst. Res. Technol. 2018, 53, 1700157. [Google Scholar] [CrossRef]
- Yang, Q.; Zhao, L.R.; Cai, F.; Yang, S.; Teer, D.G. Wear, erosion and corrosion resistance of CrTiAlN coating deposited by magnetron sputtering. Surf. Coat. Technol. 2008, 202, 3886–3892. [Google Scholar] [CrossRef]
- Cao, X.; He, W.; He, G.; Liao, B.; Zhang, H.; Chen, J.; Lv, C. Sand erosion resistance improvement and damage mechanism of TiAlN coating via the bias-graded voltage in FCVA deposition. Surf. Coat. Technol. 2019, 378, 125009. [Google Scholar] [CrossRef]
- Zhang, H.; Li, Z.; He, W.; Liao, B.; He, G.; Cao, X.; Li, Y. Damage evolution and mechanism of TiN/Ti multilayer coatings in sand erosion condition. Surf. Coat. Technol. 2018, 353, 210–220. [Google Scholar] [CrossRef]
- Wuestefeld, C.; Rafaja, D.; Klemm, V.; Michotte, C.; Kathrein, M. Effect of the aluminium content and the bias voltage on the microstructure formation in Ti1 − xAlxN protective coatings grown by cathodic arc evaporation. Surf. Coat. Technol. 2010, 205, 1345–1349. [Google Scholar] [CrossRef]
- Reiter, A.; Derflinger, V.; Hanselmann, B.; Bachmann, T.; Sartory, B. Investigation of the properties of Al1-xCrxN coatings prepared by cathodic arc evaporation. Surf. Coat. Technol. 2005, 200, 2114–2122. [Google Scholar] [CrossRef]
- Anders, A. Approaches to rid cathodic arc plasmas of macro and nanoparticles: A review. Surf. Coat. Technol. 1999, 120, 319–330. [Google Scholar] [CrossRef] [Green Version]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Region of Coating | Al | Cr | Ti | Mo | V | N |
|---|---|---|---|---|---|---|
| Target | 30 | 20 | 20 | 15 | 15 | - |
| Nitride matrix | 17.5 ± 0.2 | 10.6 ± 0.1 | 7.4 ± 0.1 | 4.0 ± 0.1 | 5.9 ± 0.1 | 54.6 ± 0.4 |
| % Change of metallic elements from target to nitride | ↑ 8.6% | ↑ 3.2% | ↓ −3.7% | ↓ −6.2% | ↓ −1.9% | - |
| Droplet | 15.7 ± 5.9 | 9.6 ± 3.7 | 28.1 ± 2.2 | 18.4 ± 1.3 | 28.2 ± 6.2 | 0 |
| Region of Coating | Al | Cr | Ti | Mo | V | N | O | Co | W |
|---|---|---|---|---|---|---|---|---|---|
| (a) Wear debris | 10.7 | 6.7 | 5.0 | 2.4 | 3.9 | 25.3 | 44.9 | 0.1 | 1.0 |
| (b) A: Coating and ball debris | 4.8 | 4.1 | 3.0 | 2.2 | 2.4 | 0 | 75.0 | 1.3 | 7.2 |
| (b) B: Coating debris | 8.2 | 7.0 | 5.4 | 4.0 | 4.3 | 0 | 68.8 | 0.3 | 1.9 |
| (b) C: Nitride matrix | 13.7 | 12.5 | 9.5 | 6.4 | 6.9 | 51.0 | 0 | 0 | 0 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lothrop, A.; Yang, Q.; Huang, X. Microstructure, Mechanical Properties, Wear and Erosion Performance of a Novel High Entropy Nitride (AlCrTiMoV)N Coating Produced by Cathodic Arc Evaporation. Coatings 2023, 13, 619. https://doi.org/10.3390/coatings13030619
Lothrop A, Yang Q, Huang X. Microstructure, Mechanical Properties, Wear and Erosion Performance of a Novel High Entropy Nitride (AlCrTiMoV)N Coating Produced by Cathodic Arc Evaporation. Coatings. 2023; 13(3):619. https://doi.org/10.3390/coatings13030619
Chicago/Turabian StyleLothrop, Alex, Qi Yang, and Xiao Huang. 2023. "Microstructure, Mechanical Properties, Wear and Erosion Performance of a Novel High Entropy Nitride (AlCrTiMoV)N Coating Produced by Cathodic Arc Evaporation" Coatings 13, no. 3: 619. https://doi.org/10.3390/coatings13030619