
Phase Composition, Hardness, and Thermal Shock Properties of AlCrTiN Hard Films with High Aluminum Content


Abstract
:1. Introduction
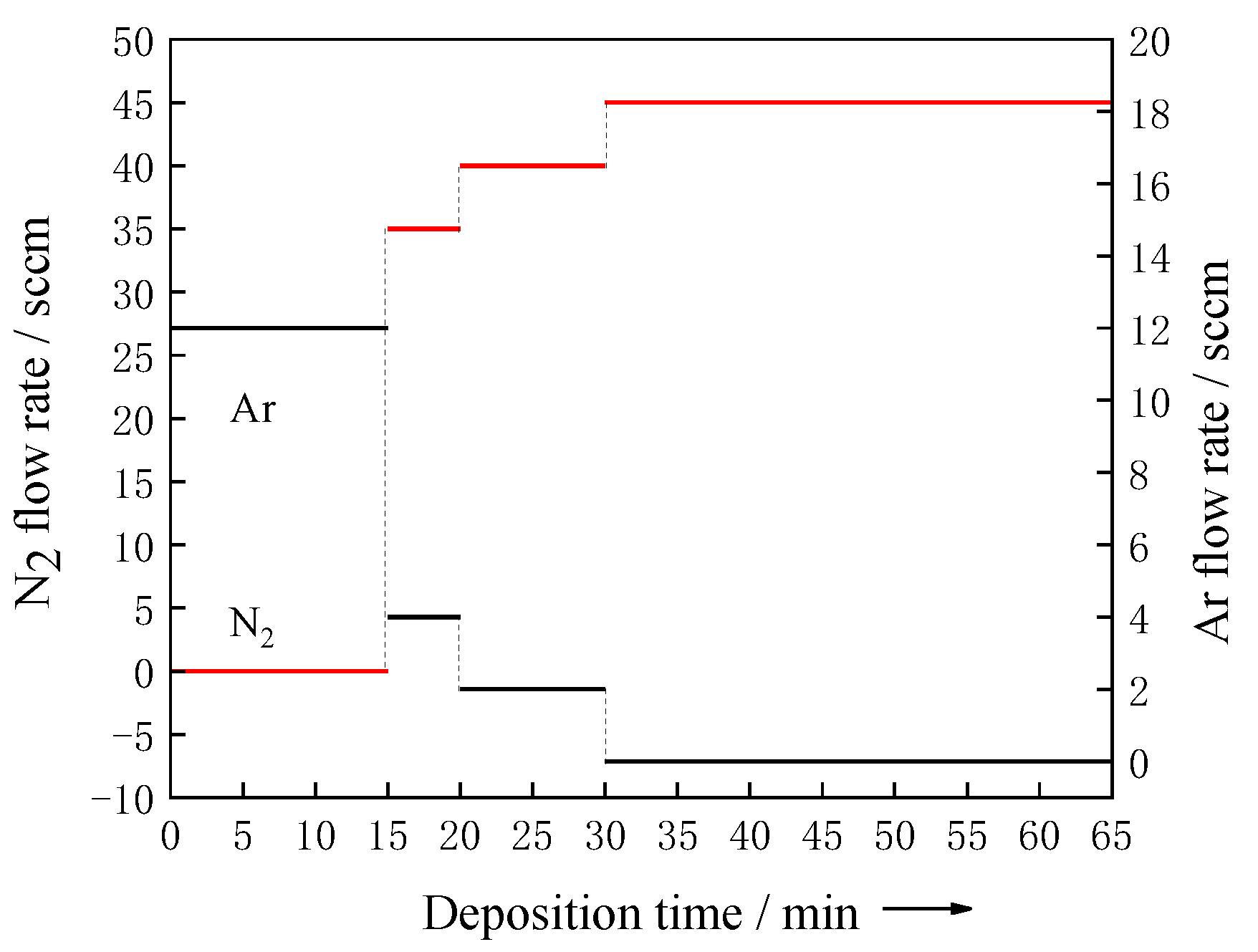
2. Materials and Methods
3. Results and Discussion
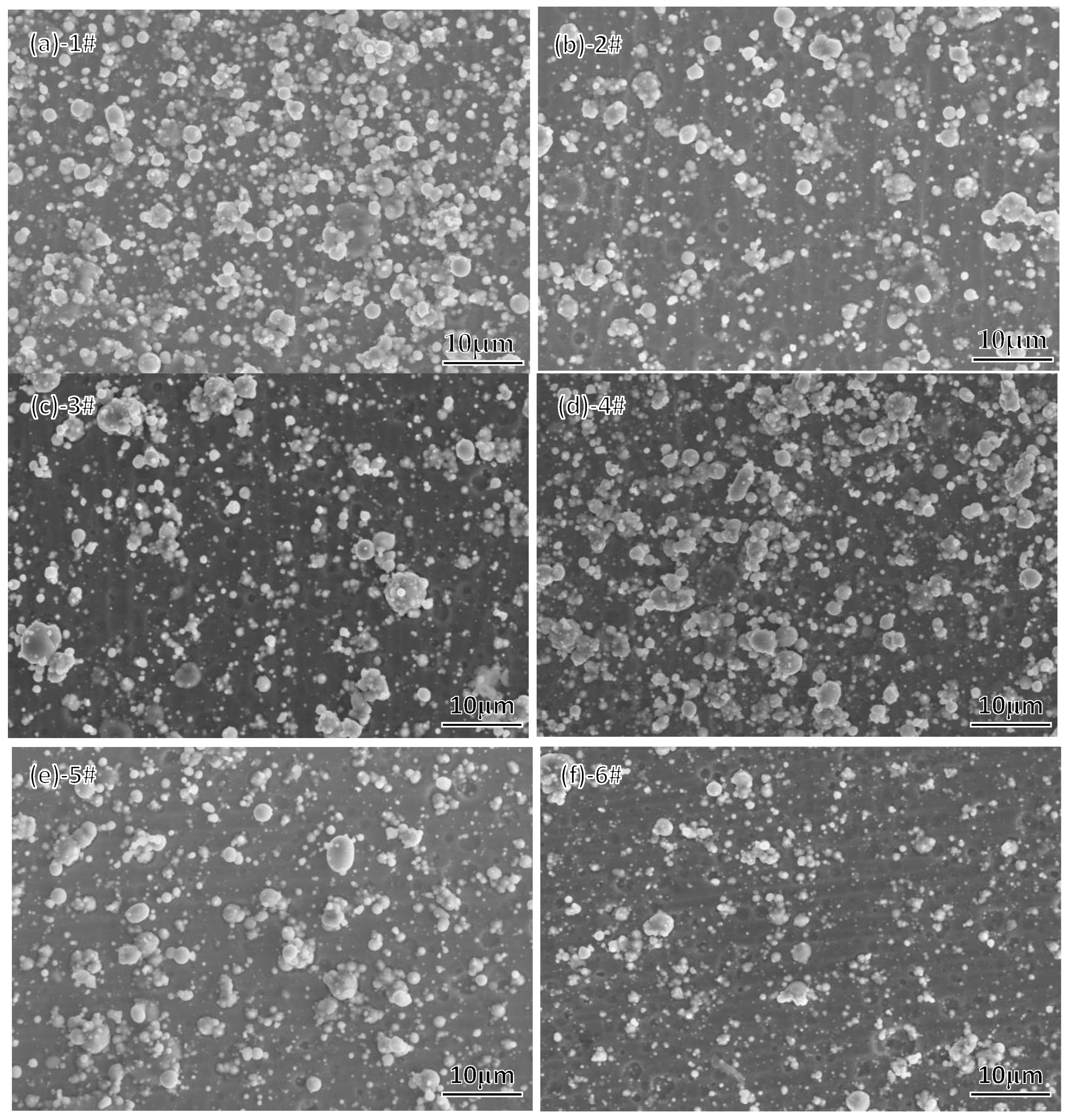
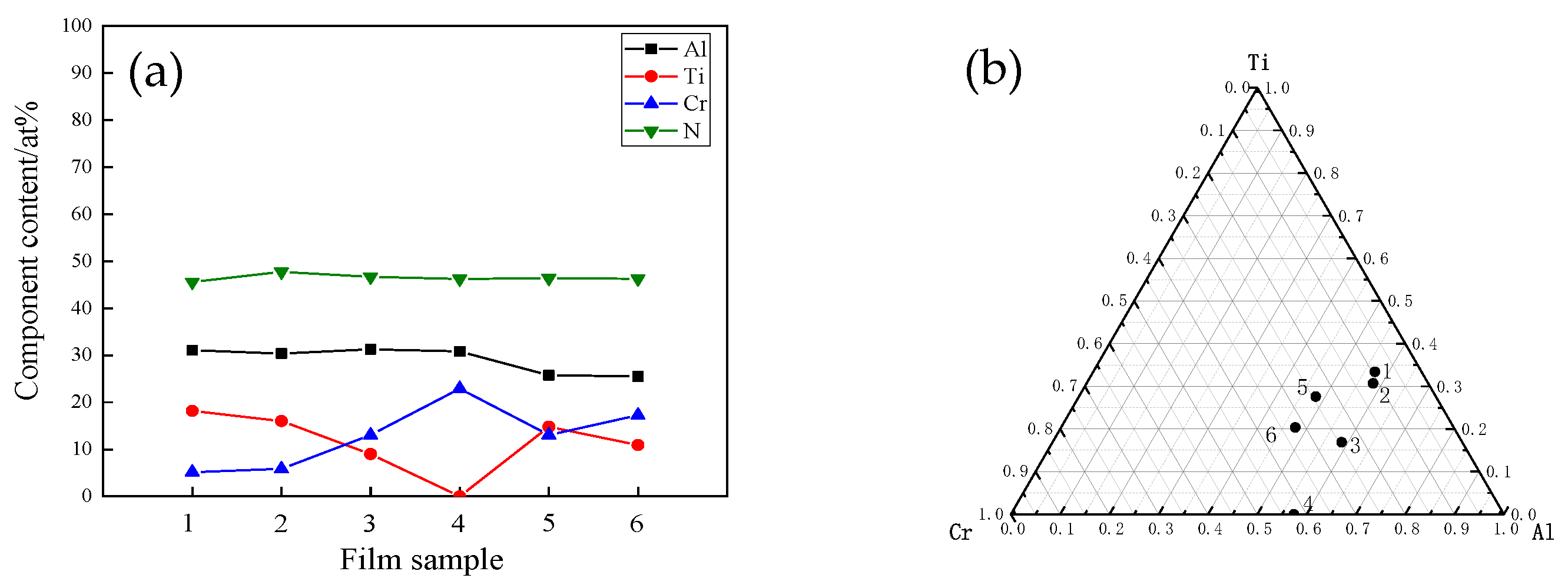
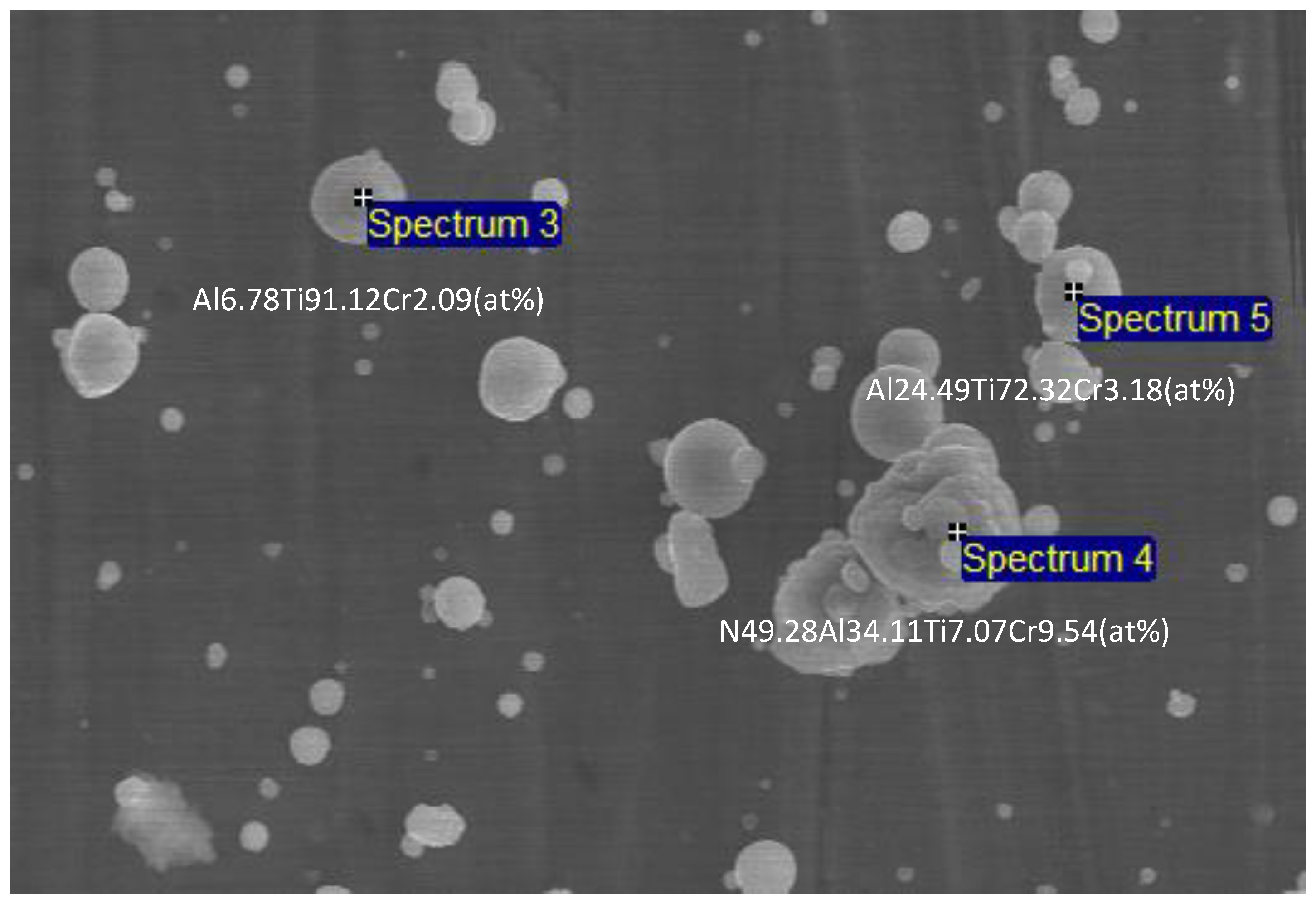
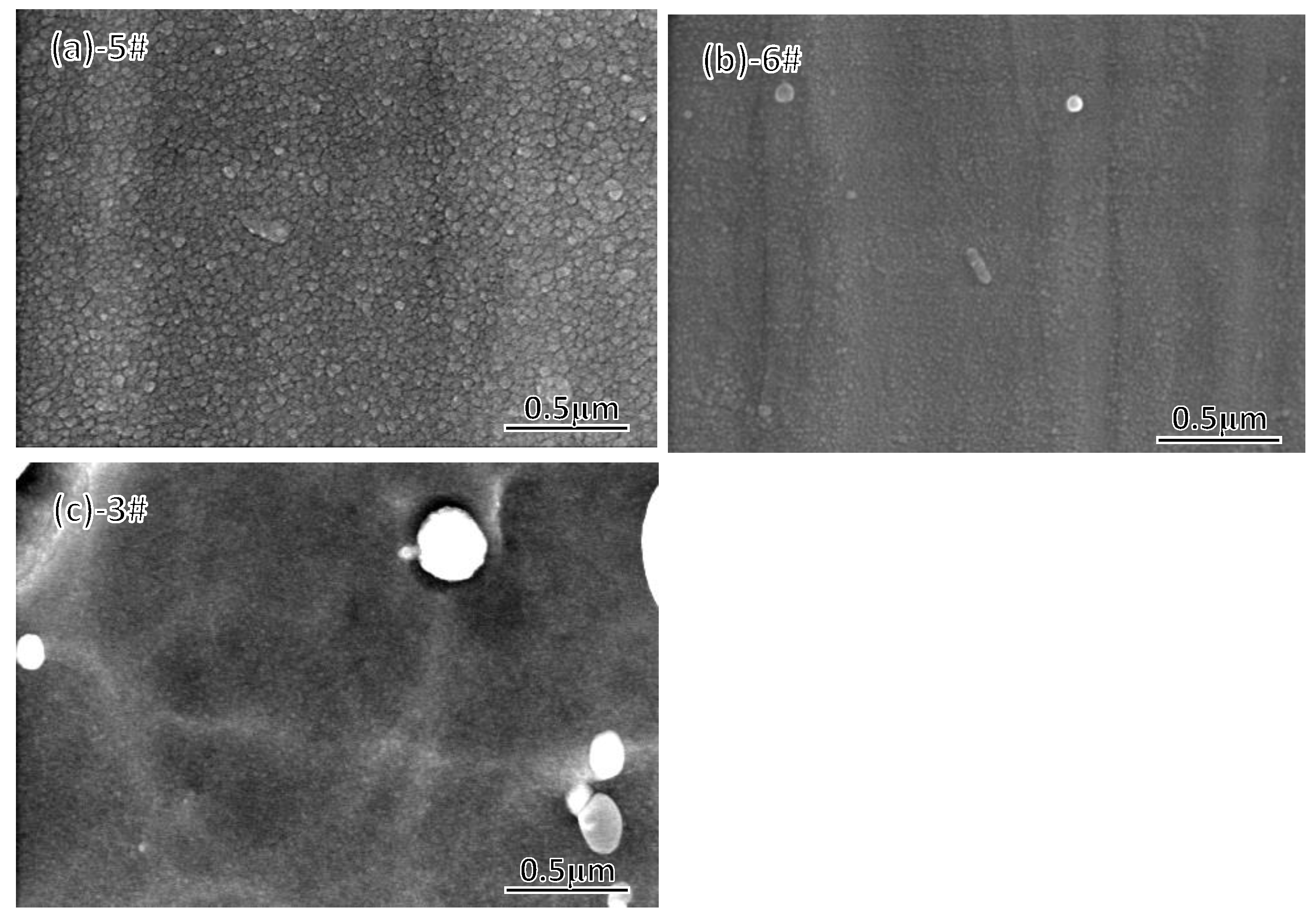
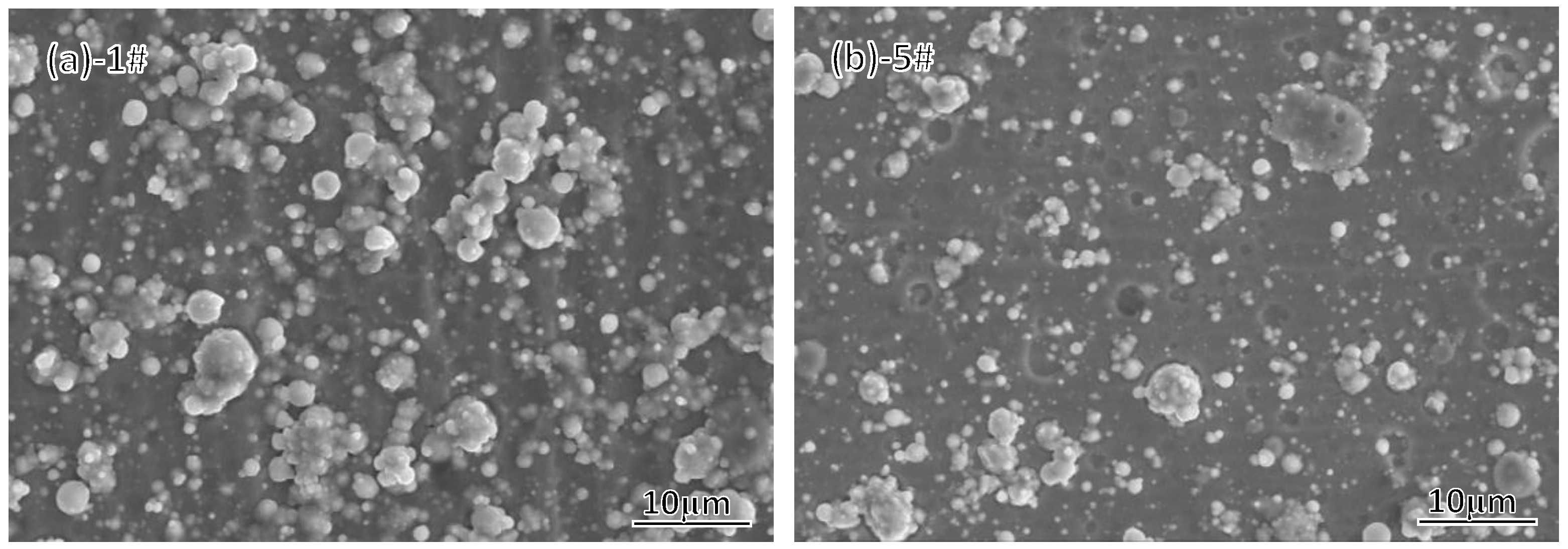
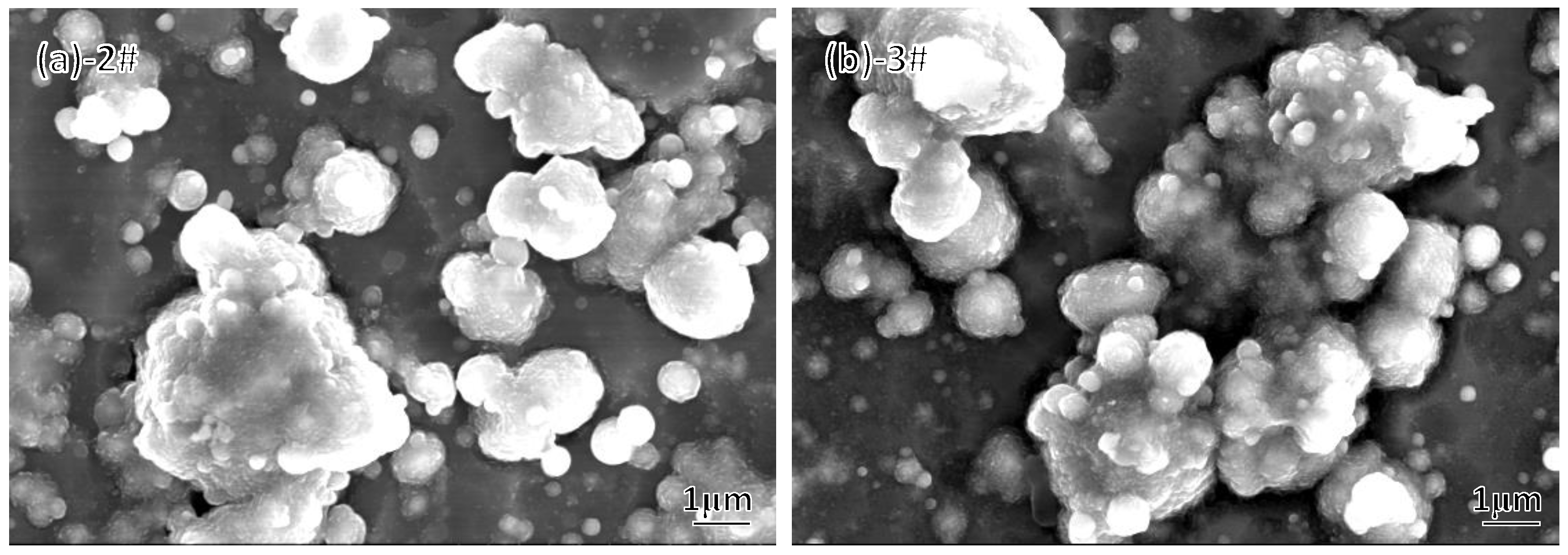
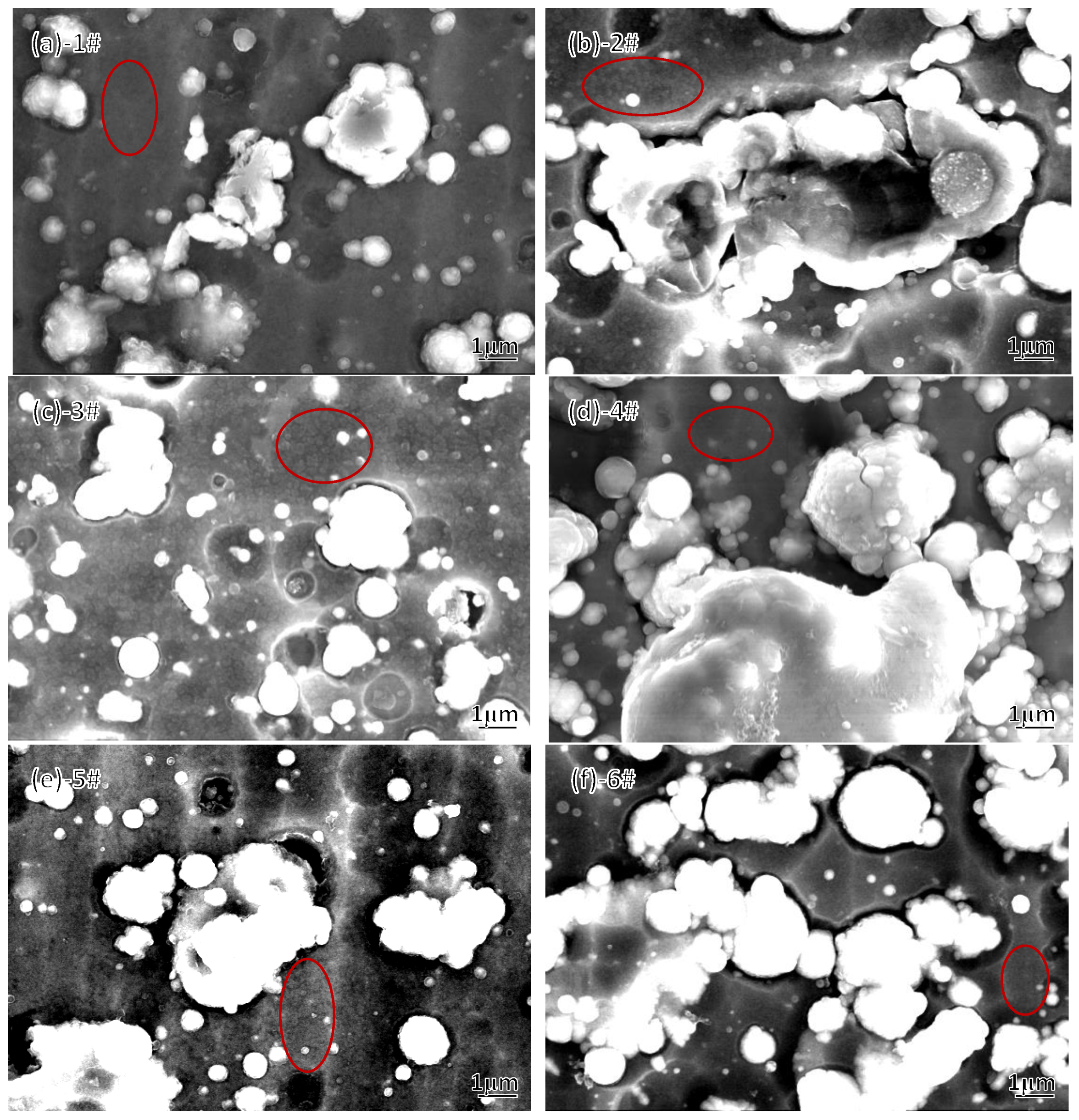
3.1. Surface Morphology and Composition of AlCrTiN Hard Films
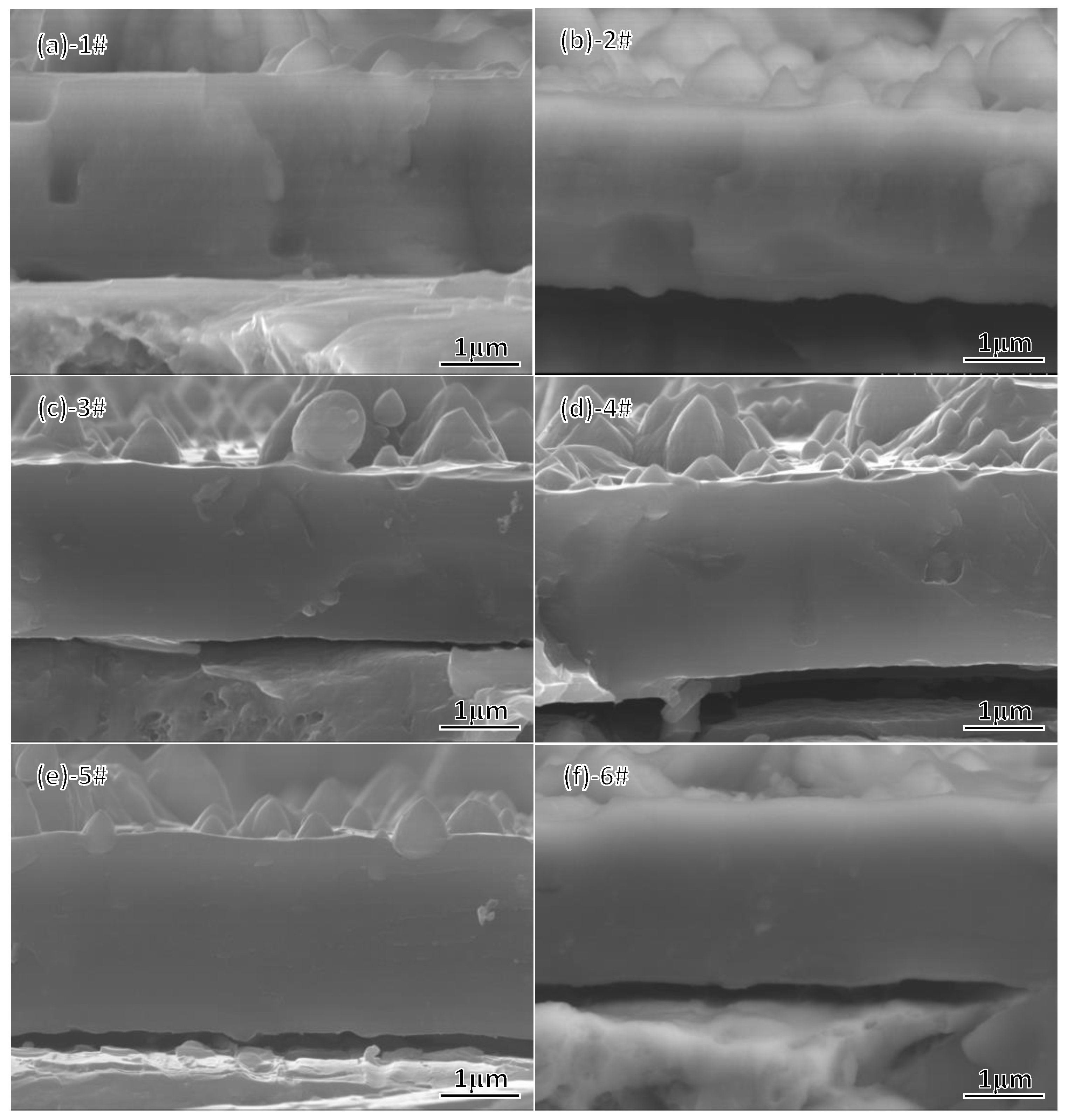
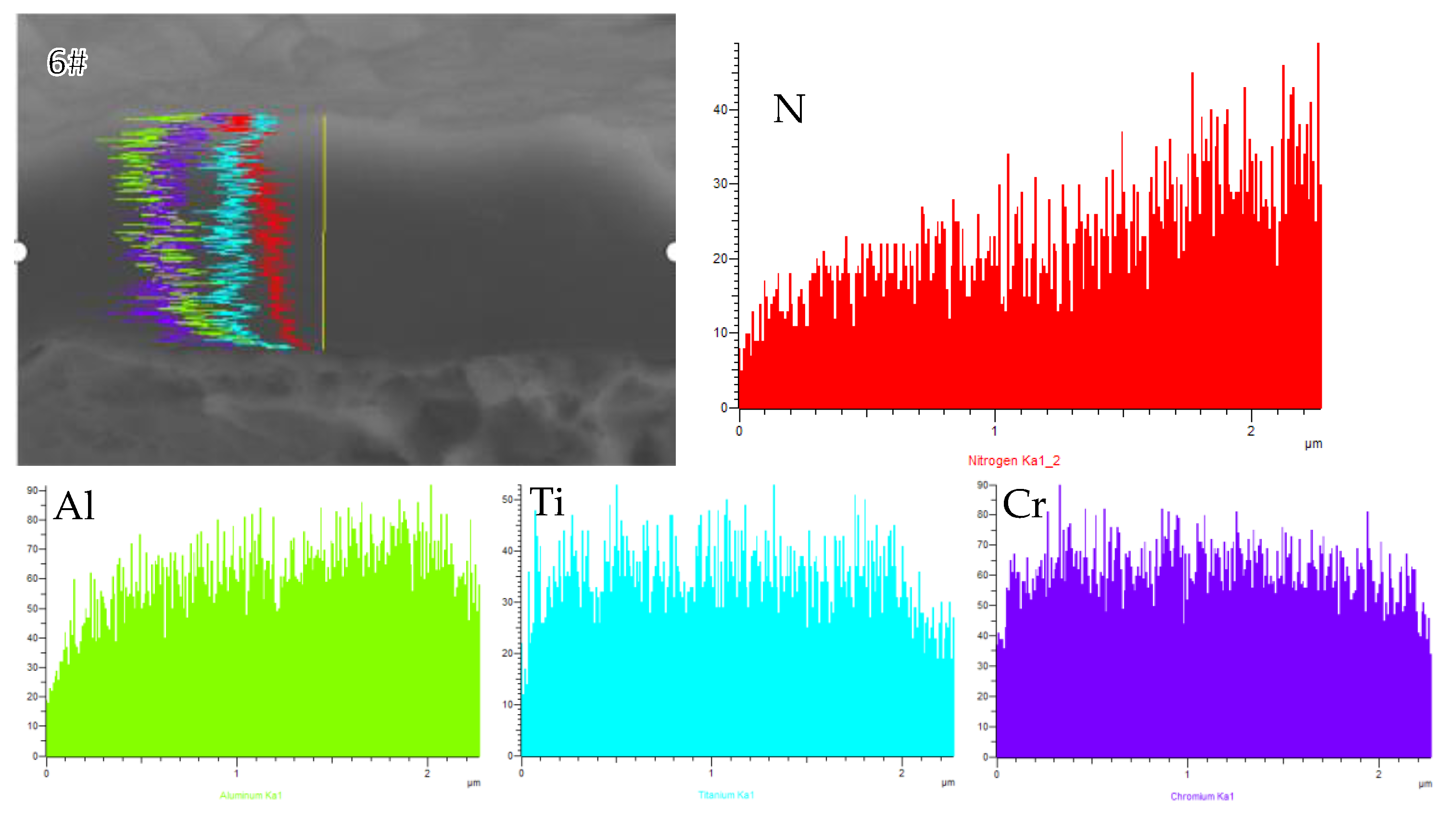
3.2. Cross-Sectional Morphology and Elemental Distribution of AlCrTiN Hard Films
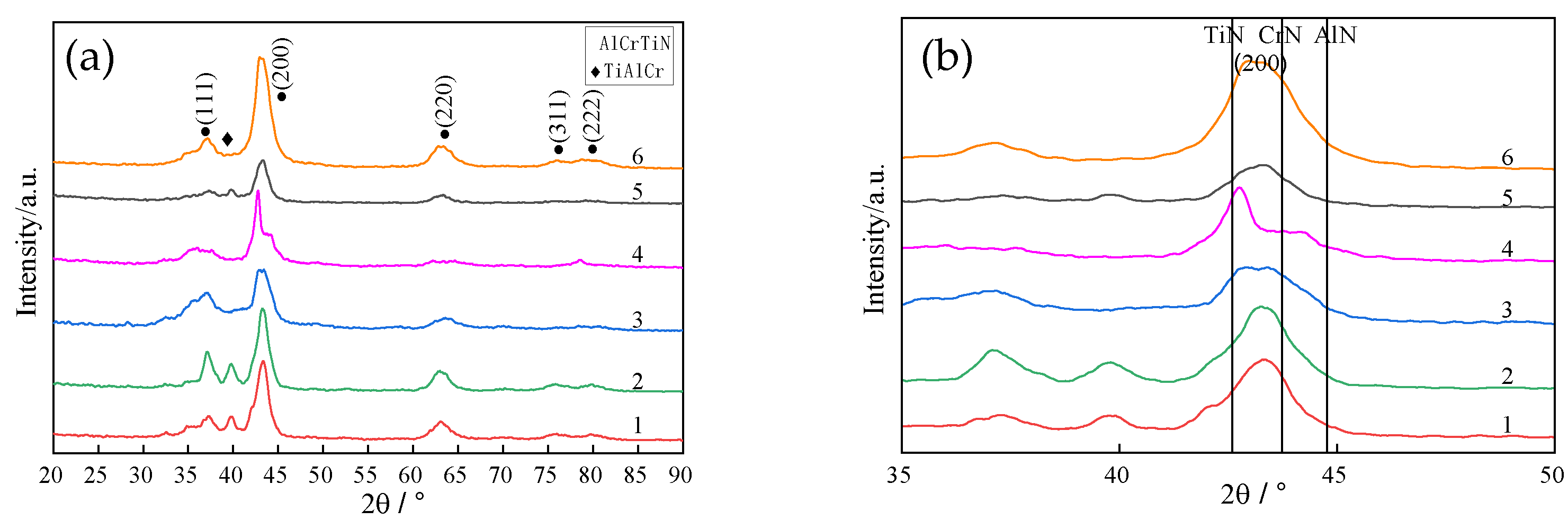
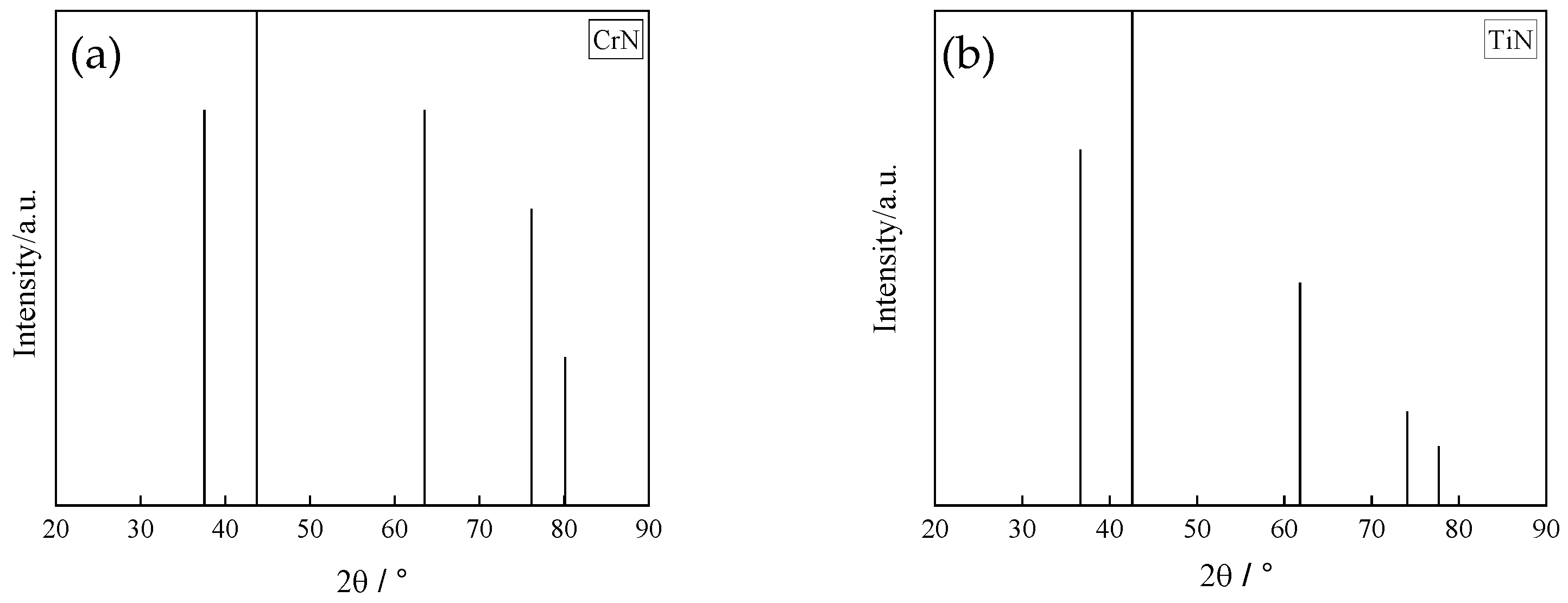
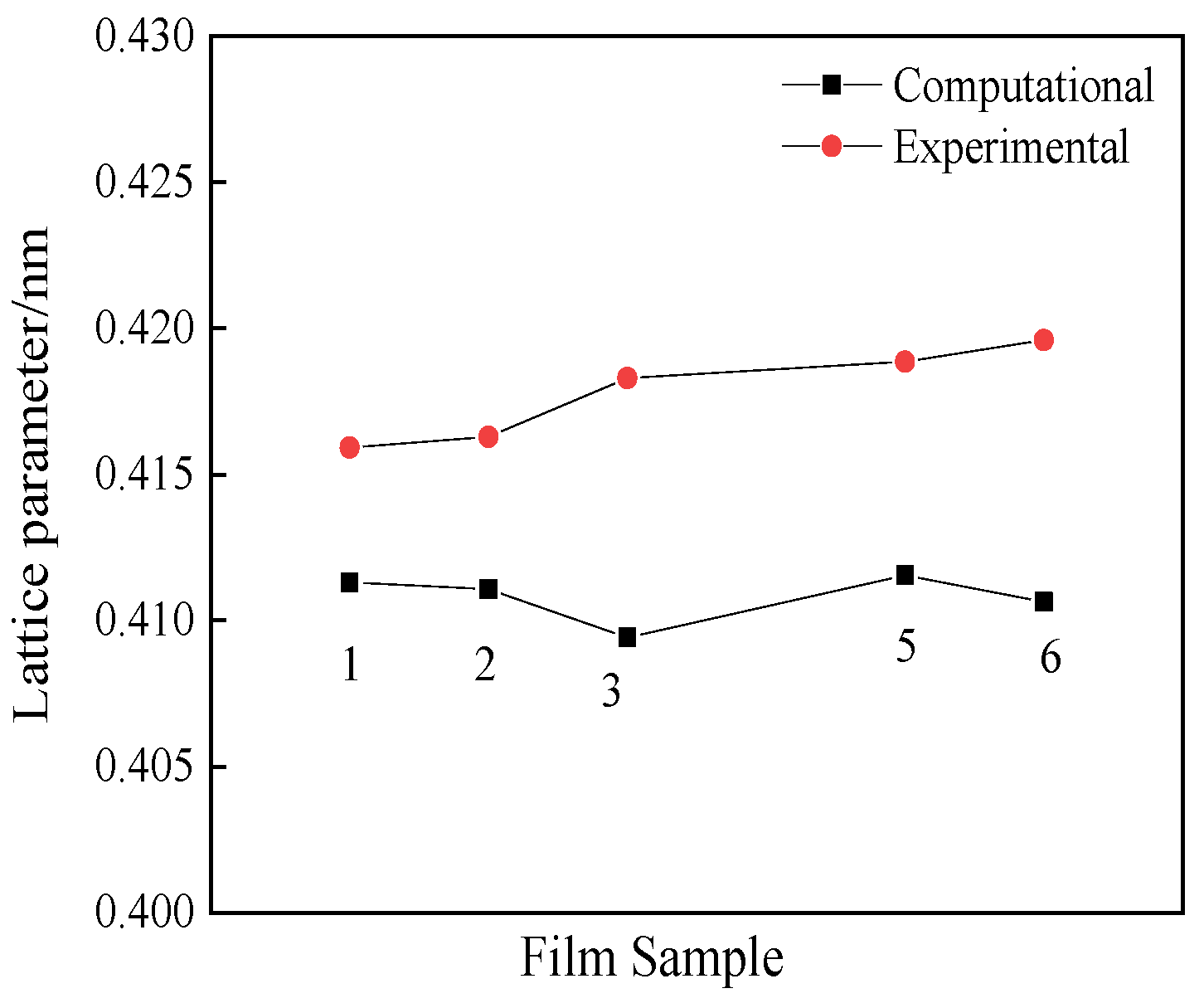
3.3. Phase Compositions of AlCrTiN Hard Films
3.4. Hardness and Adhesion of AlCrTiN Hard Films
3.5. Thermal Shock Cycling Performance of AlCrTiN Hard Films
4. Conclusions
- All AlTiCrN hard films (i.e., droplet-free areas, the same below) consist of the fcc solid solutions with a columnar fine microstructure and the preferred growth orientation of (200) crystal plane at high Al contents from 48 up to 58 at.%. AlCrTiN films easily maintains the fcc structure even at high Al contents up to 58 at.% due to the complex lattice distortion.
- The hardness of AlTiCrN films with an Al content of 58 at.% is significantly lower than those of TiCrAlN and CrTiAlN hard films with high Ti and Cr contents, and varying the Ti/Cr ratio does not increase hardness of the AlTiCrN films.
- The hardness of AlCrTiN films can be improved up to HV2850 by properly reducing the Al content from 58 at.% to 48 at.%. Meanwhile, the film/substrate adhesion performance is strong enough in terms of critical loads greater than 200 N.
- AlCrTiN films maintain high thermal shock resistance at 600 °C even when the Al content decreases from 58 at.% to 48 at.%. In the droplet-free area of the film surface, no crack appeared through 16 thermal shock cycles. The thermal shock failure of the films is typically manifested as a rupture and droplet particles falling off.
- The optimal composition of AlCrTiN hard films is 25:13:15:47 (at.%), which is determined from the results of hardness, adhesion, and thermal shock cycling resistance measurements. This optimal AlCrTiN hard film can be used as an option for protective coatings of hot-pressure die tools.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Hörling, A.; Hultman, L.; Odén, M.; Sjölén, J.; Karlsson, L. Mechanical properties and machining performance of Ti1−xAlxN-coated cutting tools. Surf. Coat. Technol. 2004, 191, 384–392. [Google Scholar] [CrossRef]
- Lamni, R.; Sanjinés, R.; Parlinska-Wojtan, M.; Karimi, A.; Lévy, F. Microstructure and nanohardness properties of Zr-Al-N and Zr-Cr-N thin films. J. Vac. Sci. Technol. A 2005, 23, 593–598. [Google Scholar] [CrossRef]
- Niu, E.W.; Li, L.; Lv, G.H.; Chen, H.; Li, X.Z.; Yang, X.Z.; Yang, S.Z. Characterization of Ti-Zr-N films deposited by cathodic vacuum arc with different substrate bias. Appl. Surf. Sci. 2008, 254, 3909–3914. [Google Scholar] [CrossRef]
- Falub, C.V.; Karimi, A.; Ante, M.; Kalss, W. Interdependence between stress and texture in arc evaporated Ti-Al-N thin films. Surf. Coat. Technol. 2007, 201, 5891–5898. [Google Scholar] [CrossRef]
- Kimura, A.; Hasegawa, H.; Yamada, K.; Suzuki, T. Metastable Ti1−xAlxN films with different Al content. J. Mater. Sci. Lett. 2000, 19, 601–602. [Google Scholar] [CrossRef]
- Donohue, L.A.; Cawley, J.; Brooks, J.S.; Münz, W.D. Deposition and characterization of TiAlZrN films produced by a combined steered arc and unbalanced magnetron sputtering technique. Surf. Coat. Technol. 1995, 74, 123–134. [Google Scholar] [CrossRef]
- Zhang, J.; Guo, W.; Zhang, Y.; Guo, Q.; Wang, C.; Zhang, L. Mechanical properties and phase structure of (TiAlZr)N films deposited by multi arc ion plating. Thin Solid Film. 2009, 517, 4830–4834. [Google Scholar] [CrossRef]
- Yamamoto, K.; Sato, T.; Takahara, K.; Hanaguri, K. Properties of (Ti,Cr,Al)N coatings with high Al content deposited by new plasma enhanced arc-cathode. Surf. Coat. Technol. 2003, 174, 620–626. [Google Scholar] [CrossRef]
- Santana, A.E.; Karimi, A.; Derflinger, V.H.; Schütze, A. Microstructure and mechanical behavior of TiAlCrN multilayer thin films. Surf. Coat. Technol. 2003, 177, 334–340. [Google Scholar] [CrossRef]
- Hsu, C.H.; Chen, K.L.; Lin, Z.H.; Su, C.Y.; Lin, C.K. Bias effects on the tribological behavior of cathodic arc evaporated CrTiAlN coatings on AISI 304 stainless steel. Thin Solid Film. 2010, 518, 3825–3829. [Google Scholar] [CrossRef]
- Zhang, J.; Yin, L.Y. Microstructure and mechanical properties of (Ti,Al,Nb)N hard films with N-gradient distributions. Thin Solid Film. 2015, 584, 141–145. [Google Scholar] [CrossRef]
- PalDey, S.; Deevi, S.C. Single layer and multilayer wear resistant coatings of (Ti,Al)N: A review. Mater. Sci. Eng. A 2003, 342, 58–79. [Google Scholar] [CrossRef]
- Greczynski, G.; Hultman, L.; Odén, M. X-ray photoelectron spectroscopy studies of Ti1−xAlxN (0≤x≤0.83) high temperature oxidation: The crucial role of Al concentration. Surf. Coat. Technol. 2019, 374, 923–934. [Google Scholar] [CrossRef]
- Pemmasani, S.P.; Valleti, K.; Gundakaram, R.C.; Rajulapati, K.V.; Mantripragada, R.; Koppoju, S.; Joshi, S.V. Effect of microstructure and phase constitution on mechanical properties of Ti1−xAlxN coatings. Appl. Surf. Sci. 2014, 313, 936–946. [Google Scholar] [CrossRef]
- Wang, D.; Lin, S.S.; Liu, L.Y.; Xue, Y.N.; Yang, H.Z.; Jiang, B.L.; Zhou, K.S. Effect of Bias Voltage on Microstructure and Erosion Resistance of CrAlN Coatings Deposited by Arc Ion Plating. Rare Met. Mater. Eng. 2020, 49, 2583–2590. [Google Scholar]
- Hasegawa, H.; Suzuki, T. Effects of second metal contents on microstructure and micro-hardness of ternary nitride films synthesized by cathodic arc method. Surf. Coat. Technol. 2004, 188–189, 234–240. [Google Scholar] [CrossRef]
- Vattanaprateep, N.; Panich, N.; Surinphong, S.; Tungasmita, S.; Wangyao, P. Structural and Mechanical Properties of Nanostructured TiAlCrN Thin Films Deposited by Cathodic Arc Deposition. High Temp. Mater. Proc. 2013, 32, 107–111. [Google Scholar] [CrossRef]
- Zhang, J.; Peng, L.; Wang, X.; Liu, D.; Wang, N. Effects of Zr/(Zr+Ti) Molar Ratio on the Phase Structure and Hardness of TixZr1−xN Films. Coatings 2021, 11, 1342. [Google Scholar] [CrossRef]
- Harris, S.G.; Doyle, E.D.; Wong, Y.C.; Munroe, P.R.; Cairney, J.M.; Long, J.M. Reducing the macroparticle content of cathodic arc evaporated TiN coatings. Surf. Coat. Technol. 2003, 183, 283–294. [Google Scholar] [CrossRef]
- Shiao, M.H.; Shieu, F.S. Formation of macroparticles in arc ion-plated nitride coatings. J. Vac. Sci. Technol. A Vac. Surf. Film. 2001, 19, 703–705. [Google Scholar] [CrossRef]
- Wan, X.S.; Zhao, S.S.; Yang, Y.; Gong, J.; Sun, C. Effects of nitrogen pressure and pulse bias voltage on the properties of Cr-N coatings deposited by arc ion plating. Surf. Coat. Technol. 2009, 204, 1800–1810. [Google Scholar] [CrossRef]
- Vyskoceil, J.; Musil, J. Cathodic arc evaporation in thin film technology. Vac. Sci. Technol. 1992, A10, 1740–1748. [Google Scholar] [CrossRef]
- Shiao, M.H.; Shieu, F.S. A formation mechanism for the macroparticles in arc ion-plated TiN films. Thin Solid Films 2001, 386, 27–31. [Google Scholar] [CrossRef]
- Tritremmel, C.; Daniel, R.; Lechthaler, M.; Polcik, P.; Mitterer, C. Influence of Al and Si content on structure and mechanical properties of arc evaporated Al-Cr-Si-N thin films. Thin Solid Film. 2013, 534, 403–409. [Google Scholar] [CrossRef]
- Kuczyk, M.; Krülle, T.; Zawischa, M.; Kaspar, J.; Zimmer, O.; Leonhardt, M.; Leyens, C.; Zimmermann, M. Microstructure and mechanical properties of high entropy alloy nitride coatings deposited via direct current cathodic vacuum arc deposition. Surf. Coat. Technol. 2022, 448, 128916–128930. [Google Scholar] [CrossRef]
- Chen, W.L.; Zheng, J.; Lin, Y.; Kwon, S.; Zhang, S.L. Comparison of AlCrN and AlCrTiSiN coatings deposited on the surface of plasma nitrocarburized high carbon steels. Appl. Surf. Sci. 2015, 332, 525–532. [Google Scholar] [CrossRef]
- Cai, F.; Chen, M.; Li, M.; Zhang, S. Influence of negative bias voltage on microstructure and property of Al-Ti-N films deposited by multi-arc ion plating. Ceram. Int. 2017, 43, 3774–3783. [Google Scholar] [CrossRef] [Green Version]
- Liu, W.; Li, A.; Wu, H.; He, R.; Huang, J.; Long, Y.; Deng, X.; Wang, Q.; Wang, C.; Wu, S. Effects of bias voltage on microstructure, mechanical properties, and wear mechanism of novel quaternary (Ti, Al, Zr)N coating on the surface of silicon nitride ceramic cutting tool. Ceram. Int. 2016, 42, 17693–17697. [Google Scholar] [CrossRef]
- Tang, J.F.; Lin, C.Y.; Yang, F.C.; Chang, C.L. Influence of Nitrogen Content and Bias Voltage on Residual Stress and the Tribological and Mechanical Properties of CrAlN Films. Coatings 2020, 10, 546. [Google Scholar] [CrossRef]
- Larijani, M.M.; Tabrizi, N.; Norouzian, S.; Jafari, A.; Lahouti, S.; Hosseini, H.H.; Afshari, N. Structural and mechanical properties of ZrN films prepared by ion beam sputtering with varying N2/Ar ratio and substrate temperature. Vacuum 2006, 81, 550–555. [Google Scholar] [CrossRef]
- Donohue, L.A.; Cawley, J.; Brooks, J.S. Deposition and characterisation of arc-bond sputter TixZryN coatings from pure metallic and segmented targets. Surf. Coat. Technol. 1995, 72, 128–138. [Google Scholar] [CrossRef]
- Le Bourhis, E.; Goudeau, P.; Staia, M.H.; Carrasquero, E.; Puchi-Cabrera, E.S. Mechanical properties of hard AlCrN-based coated substrates. Surf. Coat. Technol. 2009, 203, 2961–2968. [Google Scholar] [CrossRef]
- Elstner, F.; Gautier, C.; Moussaoui, H.; Piot, O.; Machet, J. A comparative study of structure and residual stress in chromium nitride films deposited by vacuum arc evaporation, ion plating, and DC magnetron sputtering. Phys. Stat. Sol. 2010, 158, 505–521. [Google Scholar] [CrossRef]
- Hasegawa, H.; Kawate, M.; Suzuki, T. Effects of Al contents on microstructures of Cr1−xAlxN and Zr1−xAlxN films synthesized by cathodic arc method. Surf. Coat. Technol. 2005, 200, 2409–2413. [Google Scholar] [CrossRef]
- Kim, G.S.; Lee, S.Y. Microstructure and mechanical properties of AlCrN films deposited by CFUBMS. Surf. Coat. Technol. 2006, 201, 4361–4366. [Google Scholar] [CrossRef]
- Boxman, R.L.; Zhitomirsky, V.N.; Grimberg, I.; Rapoport, L.; Goldsmith, S.; Weiss, B.Z. Structure and hardness of vacuum arc deposited multi-component nitride coatings of Ti, Zr and Nb. Surf. Coat. Technol. 2000, 125, 257–262. [Google Scholar] [CrossRef]
- Lin, J.; Zhang, X.; Ou, Y.; Wei, R. The structure, oxidation resistance, mechanical and tribological properties of CrTiAlN coatings. Surf. Coat. Technol. 2015, 277, 58–66. [Google Scholar] [CrossRef]
- Zhang, J.; Lv, H.; Cui, G.; Jing, Z.; Wang, C. Effects of bias voltage on the microstructure and mechanical properties of (Ti,Al,Cr)N hard films with N-gradient distributions. Thin Solid Film. 2011, 519, 4818–4823. [Google Scholar] [CrossRef]
- Tay, B.K.; Shi, X.; Yang, H.S.; Tan, H.S.; Chua, D.; Teo, S.Y. The effect of deposition conditions on the properties of TiN thin films prepared by filtered cathodic vacuum-arc technique. Surf. Coat. Technol. 1999, 111, 229–233. [Google Scholar] [CrossRef]
- Sundgren, J.-E. Structure and propertiesof TiN coatings. Thin Solid Film. 1985, 128, 21–44. [Google Scholar] [CrossRef]
- Chen, L.; Wang, S.Q.; Du, Y.; Li, J. Microstructure and mechanical properties of gradient Ti(C,N) and TiN/Ti(C,N) multilayer PVD coatings. Mater. Sci. Eng. A. 2007, 478, 336–339. [Google Scholar] [CrossRef]
- Dobrzański, L.A.; Żukowska, L.W.; Mikuła, J.; Gołombek, K.; Pakuła, D.; Pancielejko, M. Structure and mechanical properties of gradient PVD coatings. J. Mater. Process.Technol. 2008, 201, 310–314. [Google Scholar] [CrossRef]
- Yin, L.Y.; Zhang, J. Microstructure and mechanical properties of (TiAlNb)N films. Adv. Mater. Res. 2014, 812, 915–916. [Google Scholar] [CrossRef]
- Polcar, T.; Cavaleiro, A. High-temperature tribological properties of CrAlN, CrAlSiN and AlCrSiN coatings. Surf. Coat. Technol. 2011, 206, 1244–1251. [Google Scholar] [CrossRef]
- Kawate, M.; Hashimoto, A.K.; Suzuki, T. Oxidation Resistance of CrAlN and TiAlN Films. Surf. Coat. Technol. 2003, 165, 163–167. [Google Scholar] [CrossRef]
- Endrino, J.L.; Fox-Rabinovich, G.S.; Gey, C. Hard AlTiN, AlCrN PVD Coatings for Machining of Austenitic Stainless Steel. Surf. Coat. Technol 2006, 200, 6840–6845. [Google Scholar] [CrossRef]
- Fox-Rabinovich, G.S.; Beake, B.D.; Endrino, J.L.; Veldhuis, S.C.; Parkinson, R.; Shuster, L.S.; Migranov, M.S. Effect of Mechanical Properties Measured at Room and Elevated Temperatures on the Wear Resistance of Cutting Tools with TiAlN and AlCrN Coatings. Surf. Coat. Technol. 2006, 200, 5738–5742. [Google Scholar] [CrossRef]
- Jäger, N.; Meindlhumer, M.; Zitek, M.; Spor, S.; Hruby, H.; Nahif, F.; Julin, J.; Rosenthal, M.; Keckes, J.; Mitterer, C.; et al. Impact of Si on the high-temperature oxidation of AlCr(Si)N coatings. J. Mater. Sci. Technol. 2022, 100, 91–100. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample No. | Cathodic Arc Current (A) | Deposition Time (min) | Bias (V) | |
|---|---|---|---|---|
| 1 | Al70Cr30 | Al70Ti30 | 5 + 10 + 35 | 180 |
| 56 | 54 | |||
| 2 | Al70Cr30 | Al50Ti50 | 5 + 10 + 35 | 180 |
| 58 | 55 | |||
| 3 | Al50Cr50 | Al64Ti36 | 5 + 10 + 35 | 180 |
| 59 | 55 | |||
| 4 | Al70Cr30 | Al50Cr50 | 5 + 10 + 35 | 180 |
| 50 | 60 | |||
| 5 | Al50Cr50 | Al64Ti36 | 5 + 10 + 35 | 180 |
| 55 | 55 | |||
| 6 | Al50Cr50 | Al64Ti36 | 5 + 10 + 35 | 180 |
| 58 | 52 | |||
| Sample No. | AlN/mol % | TiN/mol % | CrN/mol % | TiN/CrN | Microhardness (HV) | Adhesion (N) |
|---|---|---|---|---|---|---|
| 1 | 57.14 | 33.39 | 9.44 | 3.54 | 2680 ± 200 | >150 |
| 2 | 58.14 | 30.67 | 11.2 | 2.74 | 2650 ± 200 | >200 |
| 3 | 58.67 | 16.88 | 24.47 | 0.69 | 2620 ± 200 | >200 |
| 4 | 57.40 | 0 | 42.6 | 0 | 2750 ± 200 | >130 |
| 5 | 48.06 | 27.6 | 24.36 | 1.13 | 2850 ± 200 | >200 |
| 6 | 47.54 | 20.33 | 32.13 | 0.63 | 2730 ± 200 | >200 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Peng, L.; Zhang, J.; Wang, X. Phase Composition, Hardness, and Thermal Shock Properties of AlCrTiN Hard Films with High Aluminum Content. Coatings 2023, 13, 547. https://doi.org/10.3390/coatings13030547
Peng L, Zhang J, Wang X. Phase Composition, Hardness, and Thermal Shock Properties of AlCrTiN Hard Films with High Aluminum Content. Coatings. 2023; 13(3):547. https://doi.org/10.3390/coatings13030547
Chicago/Turabian StylePeng, Lijing, Jun Zhang, and Xiaoyang Wang. 2023. "Phase Composition, Hardness, and Thermal Shock Properties of AlCrTiN Hard Films with High Aluminum Content" Coatings 13, no. 3: 547. https://doi.org/10.3390/coatings13030547