
Highly Hydrophobic Organic Coatings Based on Organopolysilazanes and Silica Nanoparticles: Evaluation of Environmental Degradation
 , , and
, , and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Methods
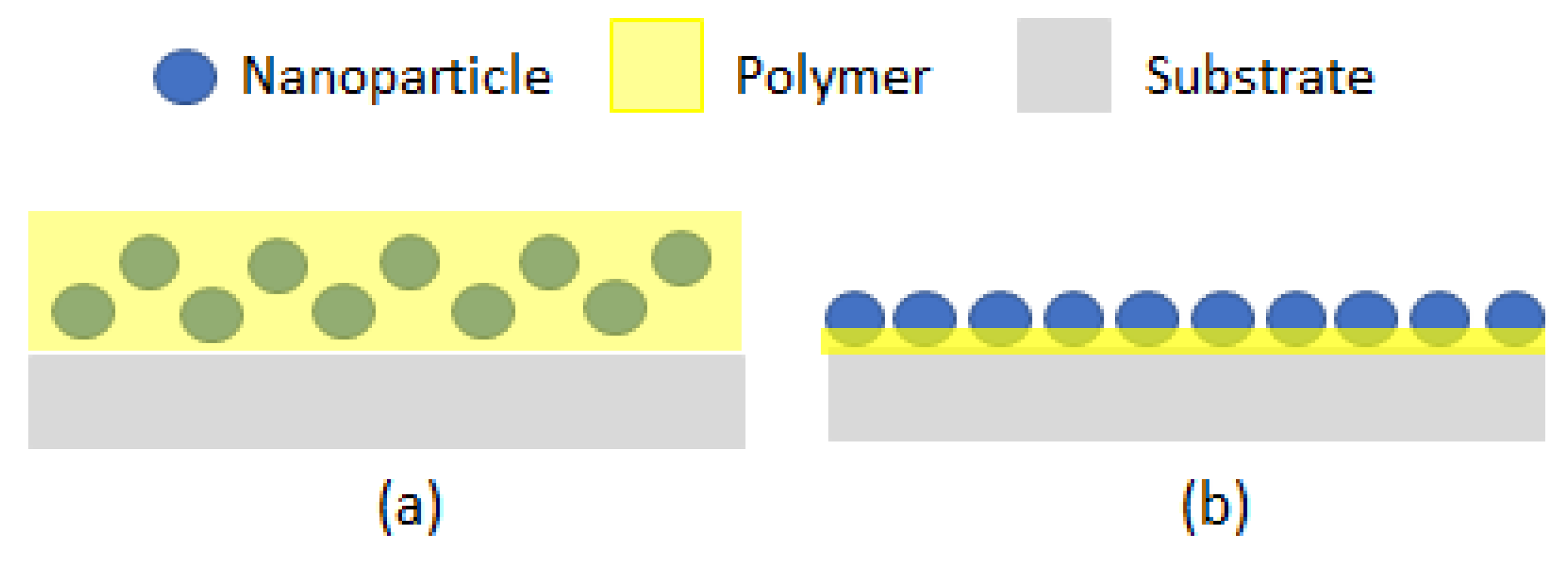
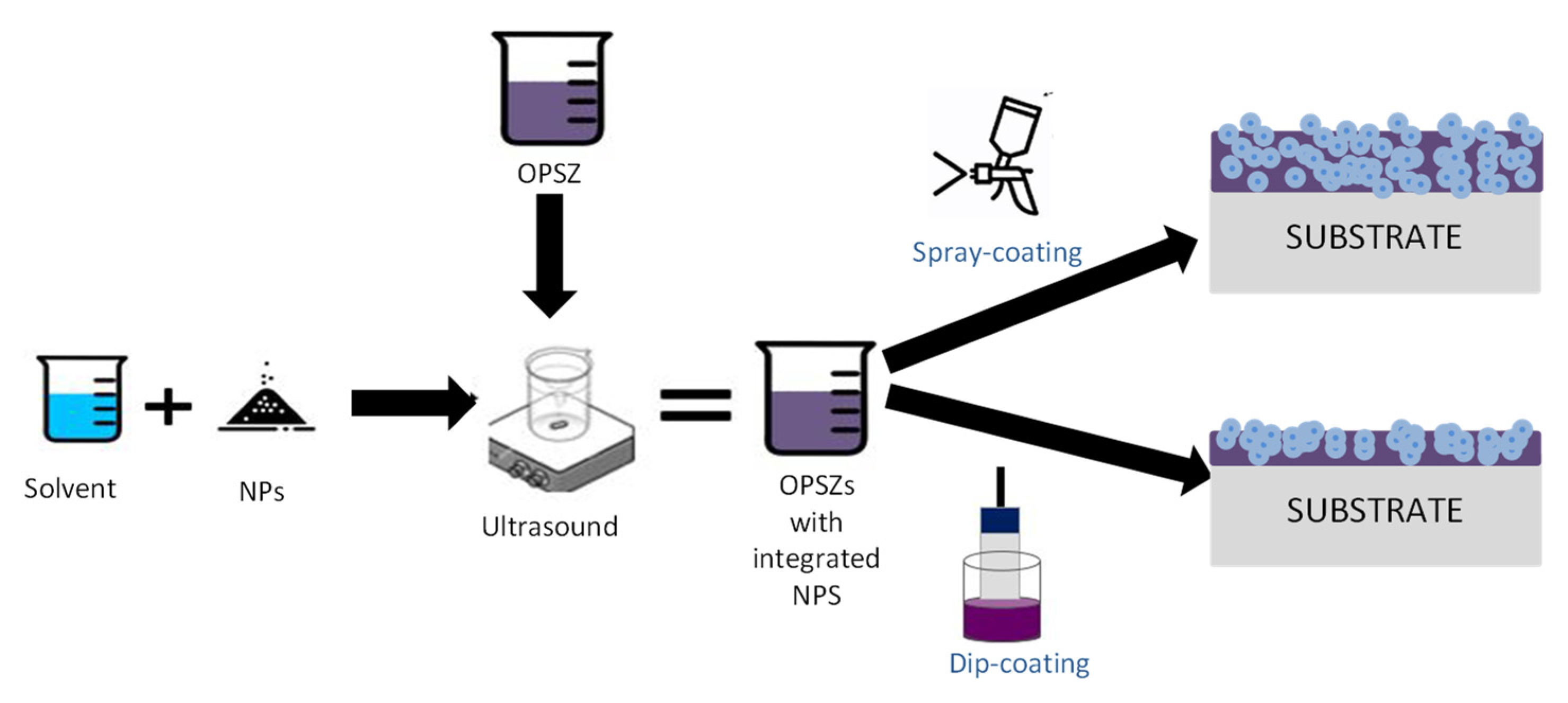
2.2.1. Nanoparticle Integration
2.2.2. Sample Preparation
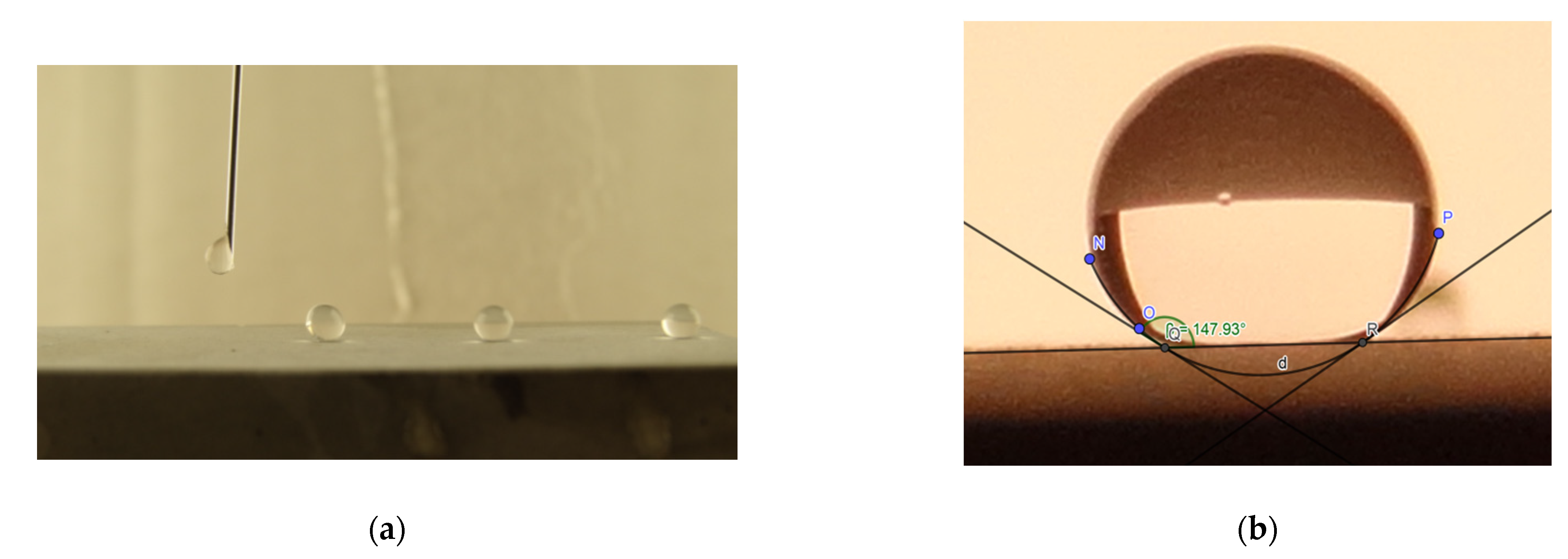
2.2.3. Water Contact Angle
2.2.4. Coating Thickness
2.2.5. Color Variation
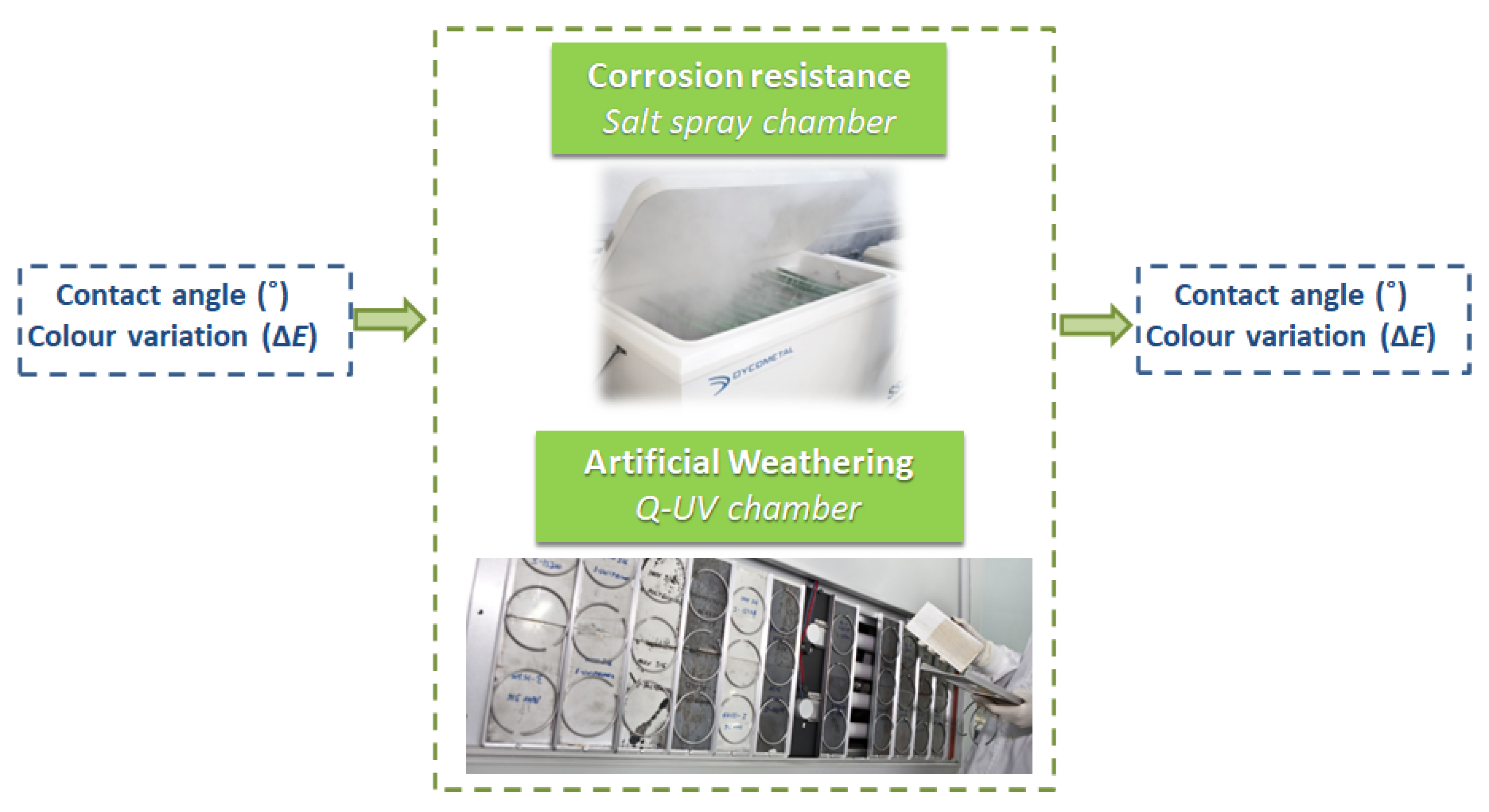
2.2.6. Environmental Degradation Tests
2.2.7. Electrochemical Impedance Spectroscopy (EIS)
3. Results and Discussion
3.1. Selection of Solvent
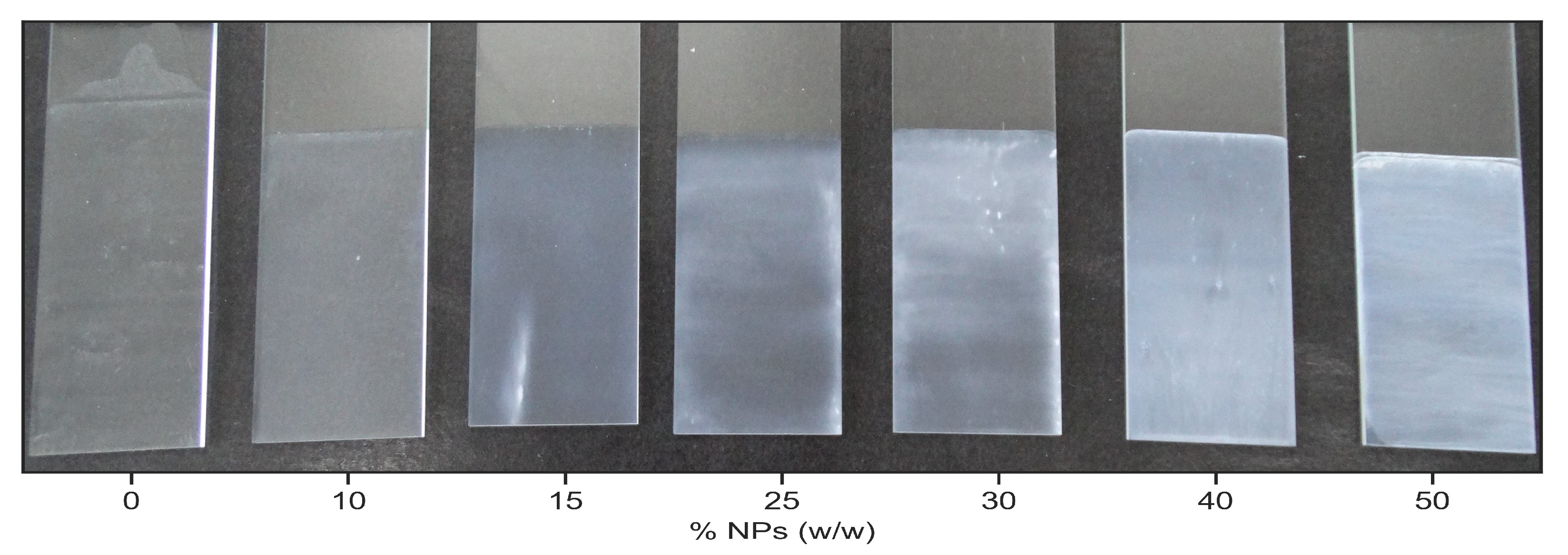
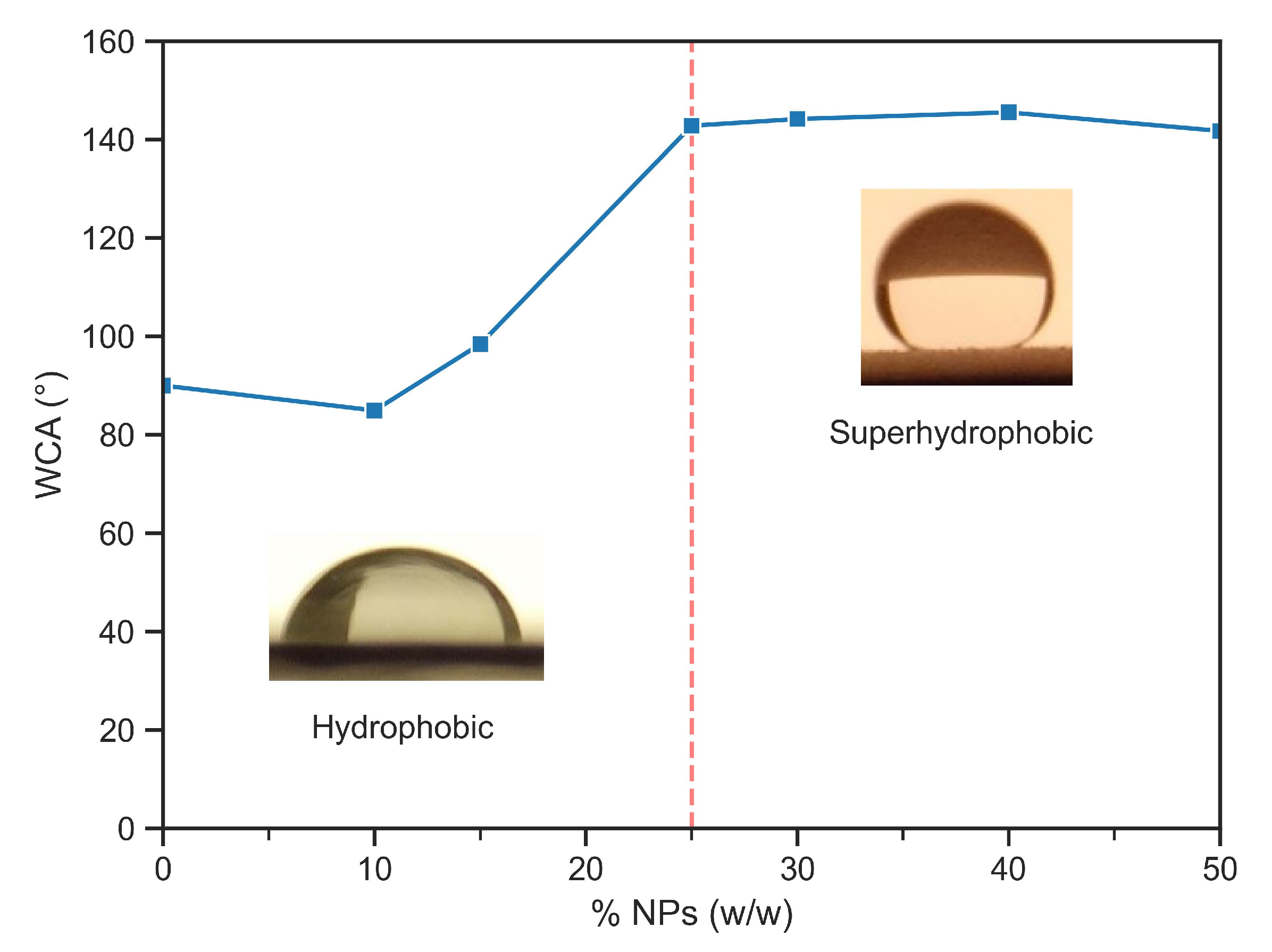
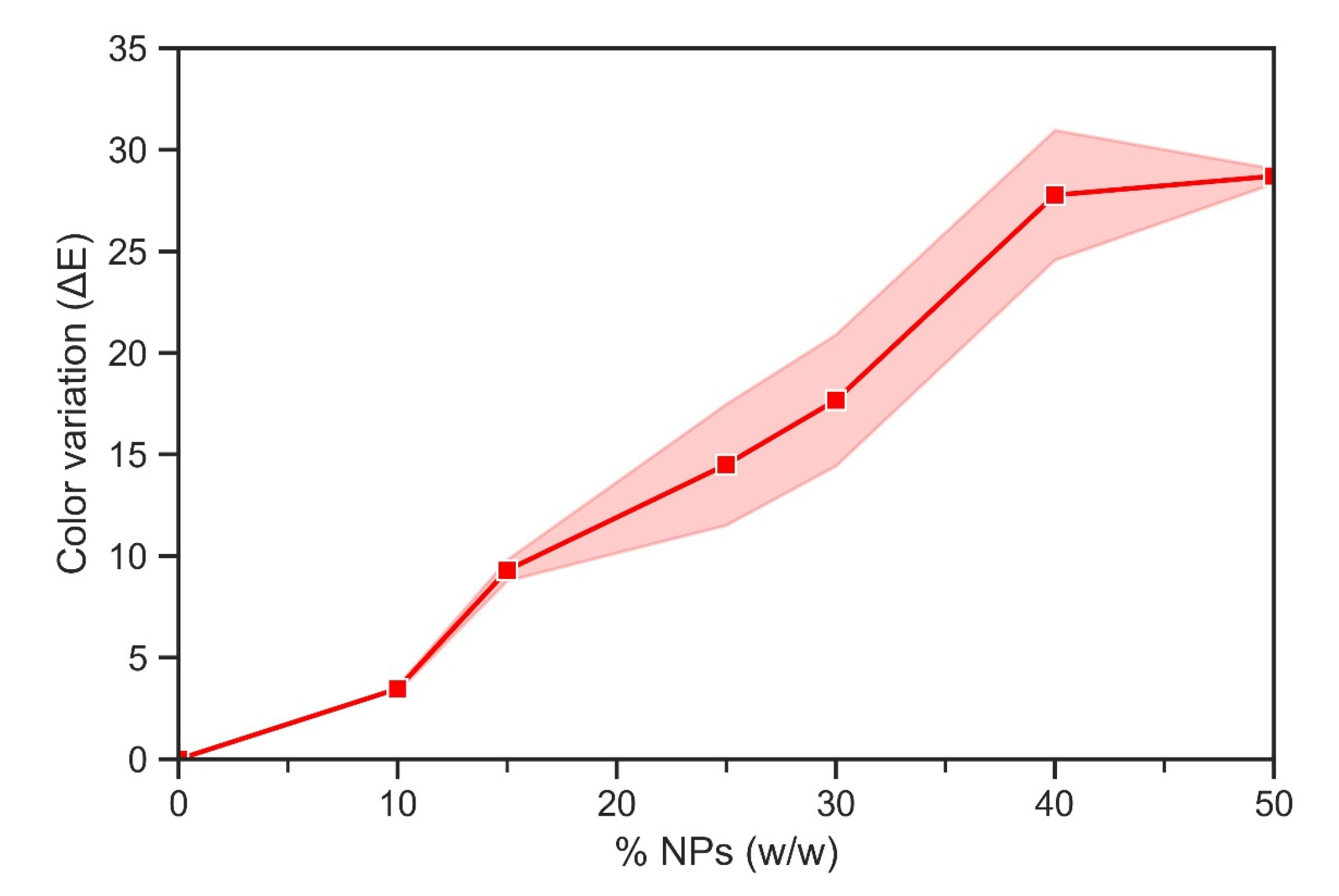
3.2. Evaluation of Optimum Percentage of Nanoparticles
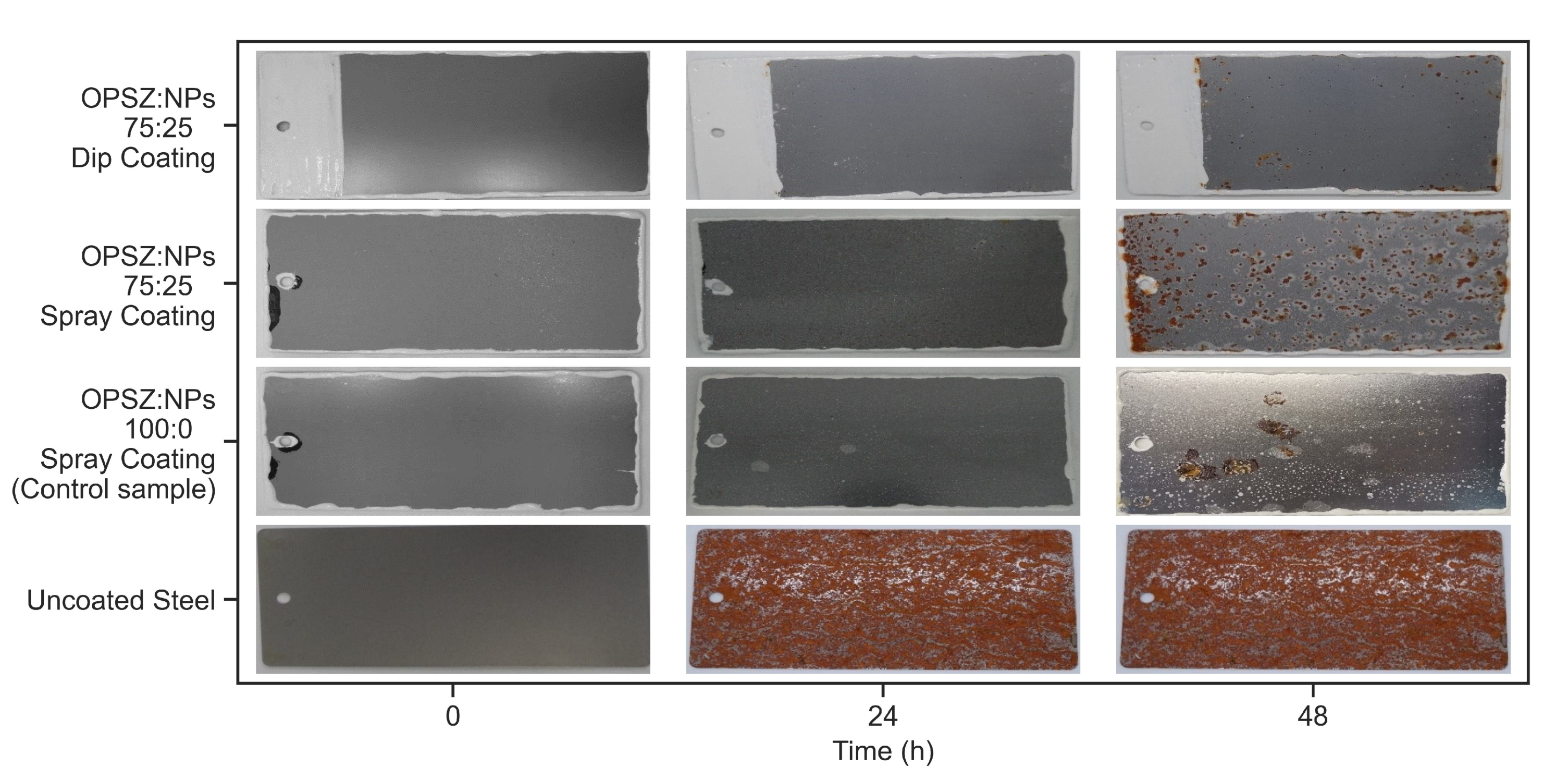
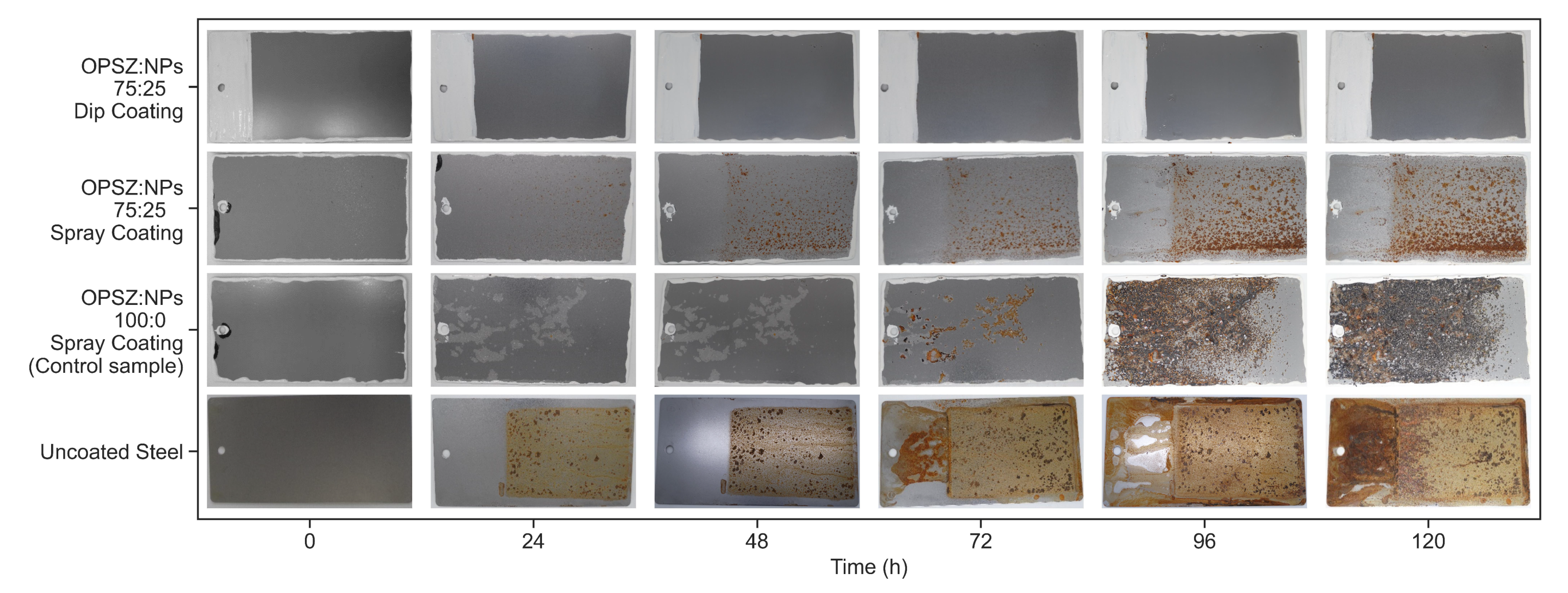
3.3. Salt Spray Test Results
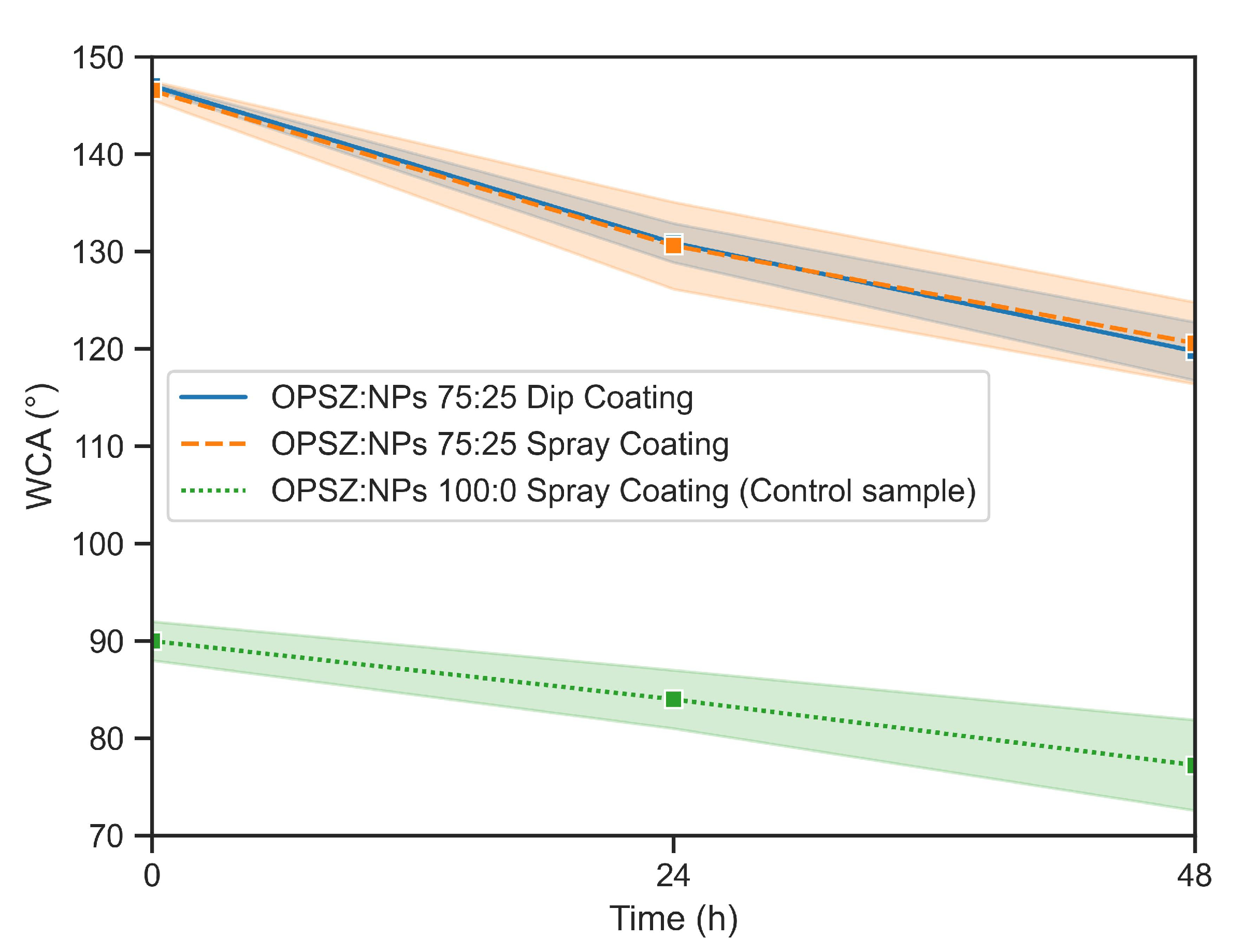
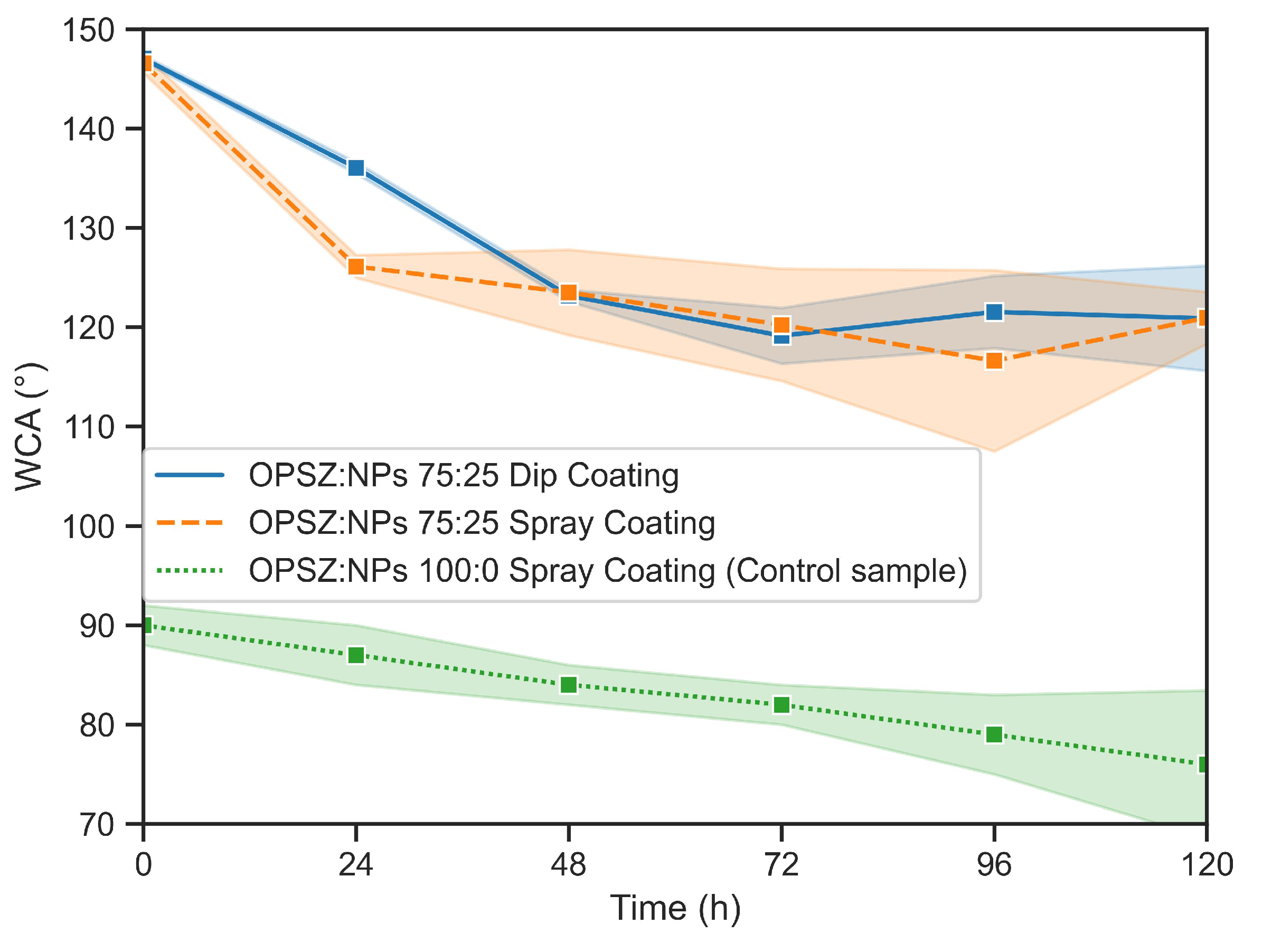
3.4. Artificial Weathering Test Results
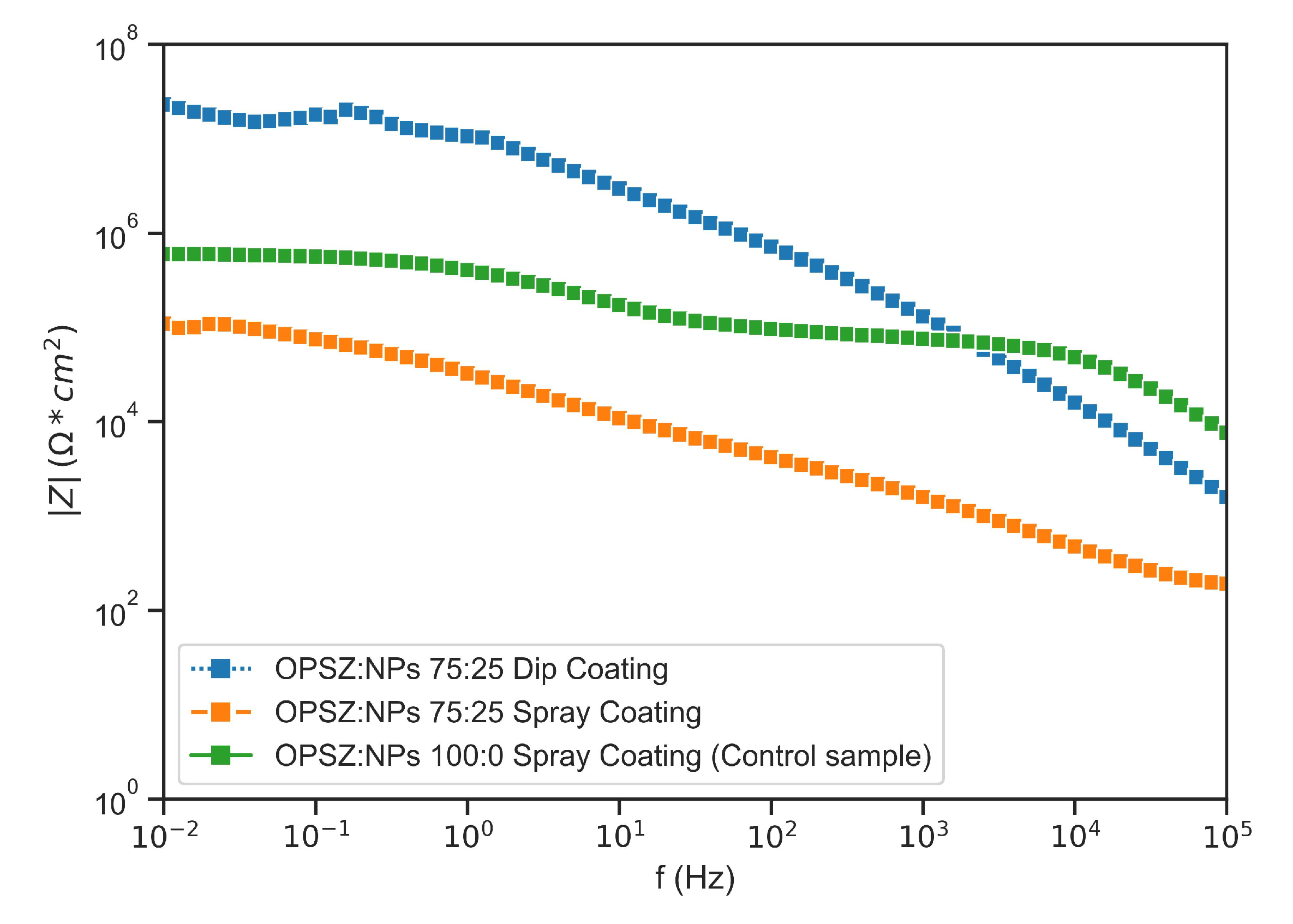
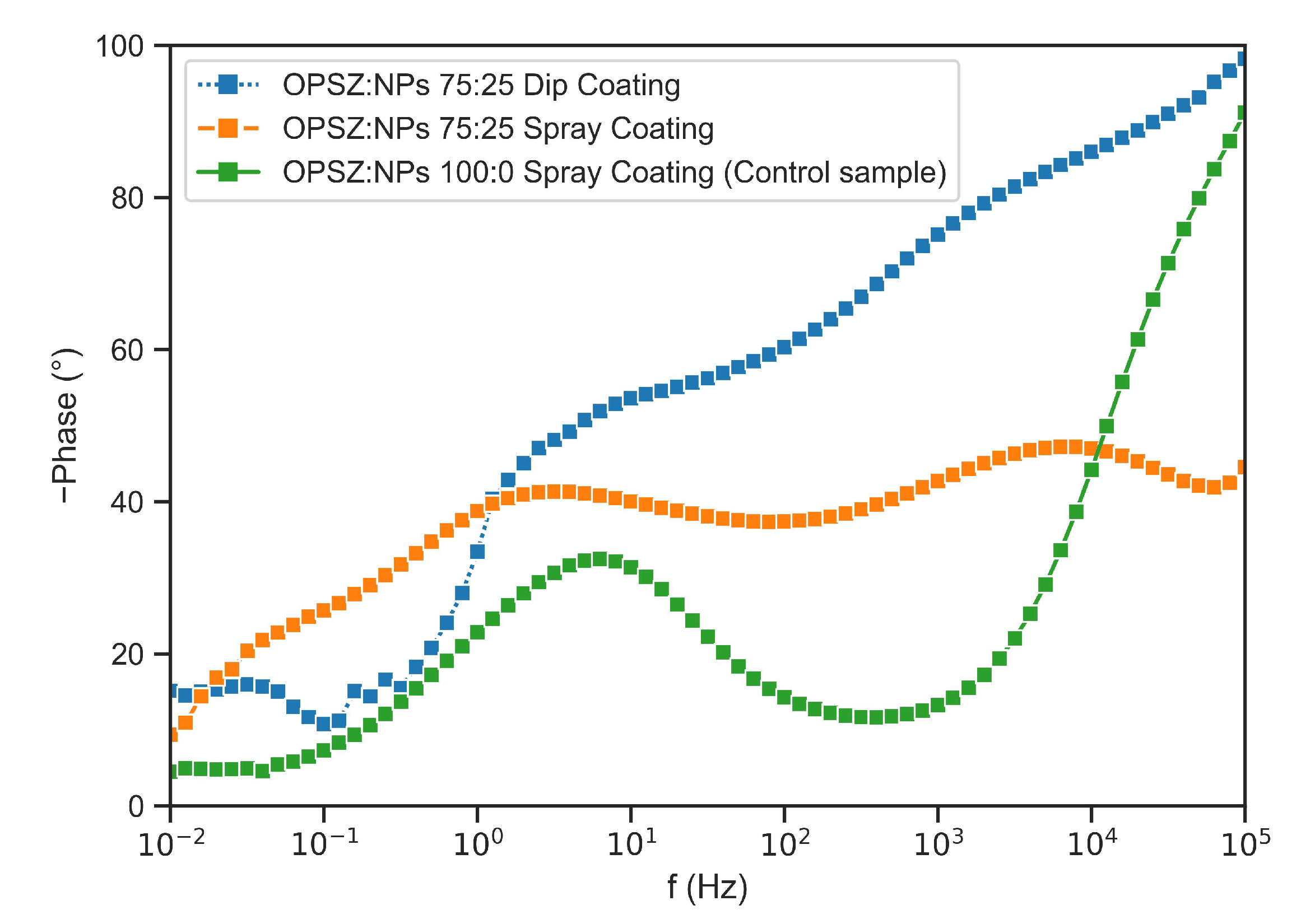
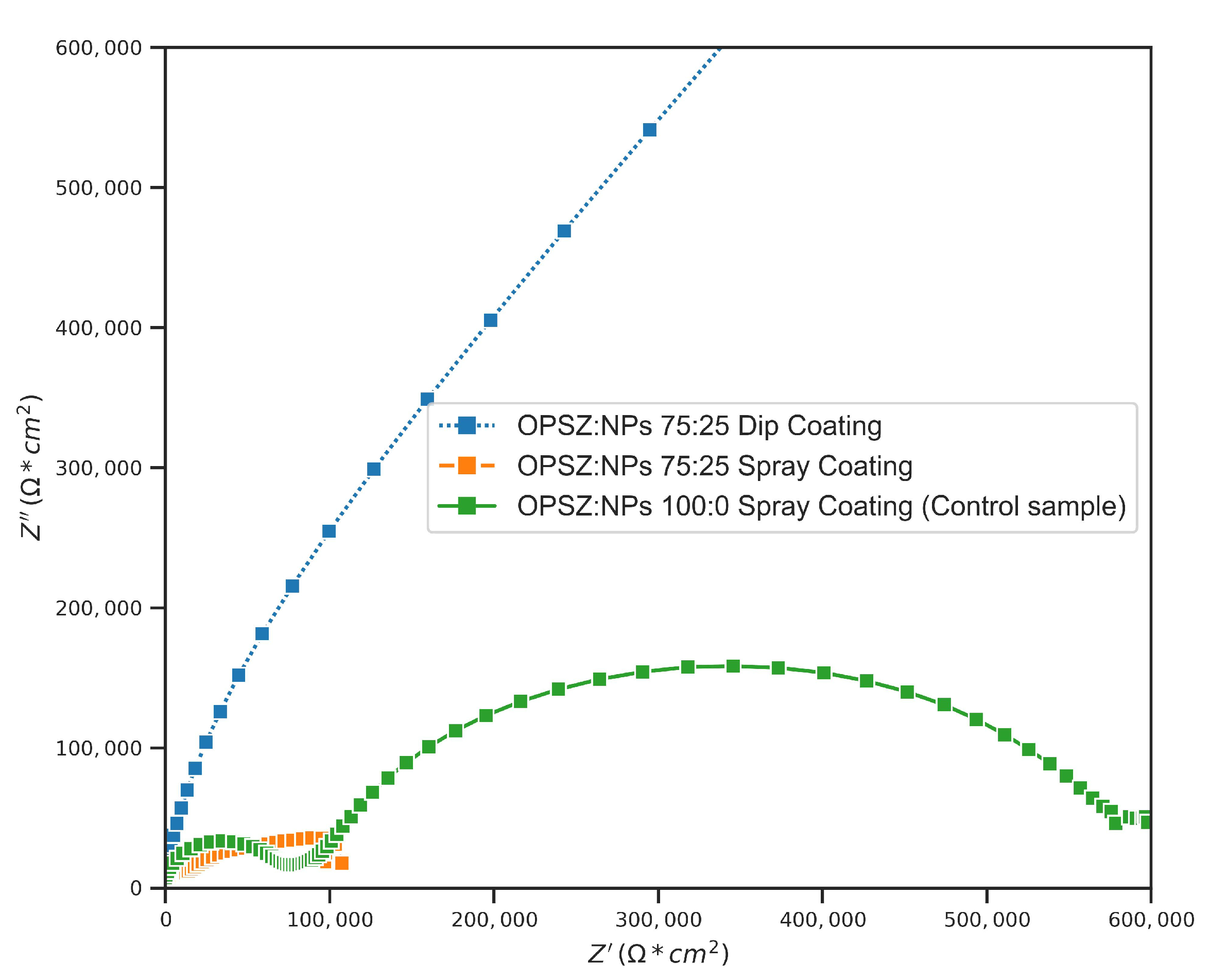
3.5. EIS Results
4. Conclusions
- Hydrophobic surfaces were successfully synthesized using a mixture of OPSZs and hydrophobic SiO2 nanoparticles. At an NP percentage of 25%, the water contact angle of the coatings was 147° in the horizontal plane, which can be considered highly hydrophobic, very close to the superhydrophobic regime.
- Two deposition methods (spray-coating and dip-coating methods) were compared. The results clearly depict a higher level of protection when the dip-coating method was used. The spray-coating method is not appropriate for these types of polymers, causing heterogeneities and defects on the surface finish. The dip-coating method is a facile and low-cost method, and a good surface finish is achieved.
- The hydrophobic effect favors corrosion resistance, but mainly in a marine environment with atmospheric and splash exposures and not in immersion, where the homogeneity of the coating prevails.
- The formulation OPSZ:NPs 75:25 deposited using the dip-coating method showed a great corrosion resistance in comparison with that of the other samples, assessed by all the degradation tests. This corrosion-resistant behavior is very interesting considering the low thickness of the dip-coated samples (5 µm) in comparison to that of the other samples (>29 µm).
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Simpson, J.T.; Hunter, S.R.; Aytug, T. Superhydrophobic Materials and Coatings: A Review. Rep. Prog. Phys. 2015, 78, 086501. [Google Scholar] [CrossRef]
- Mohamed, A.M.A.; Abdullah, A.M.; Younan, N.A. Corrosion Behavior of Superhydrophobic Surfaces: A Review. Arab. J. Chem. 2015, 8, 749–765. [Google Scholar] [CrossRef] [Green Version]
- Cao, L.; Lu, X.; Pu, F.; Yin, X.; Xia, Y.; Huang, W.; Li, Z. Facile Fabrication of Superhydrophobic Bi/Bi2O3 Surfaces with Hierarchical Micro-Nanostructures by Electroless Deposition or Electrodeposition. Appl. Surf. Sci. 2014, 288, 558–563. [Google Scholar] [CrossRef]
- Wu, L.-K.; Hu, J.-M.; Zhang, J.-Q. One Step Sol–Gel Electrochemistry for the Fabrication of Superhydrophobic Surfaces. J. Mater. Chem. A Mater. 2013, 1, 14471. [Google Scholar] [CrossRef]
- Wu, X.; Fu, Q.; Kumar, D.; Ho, J.W.C.; Kanhere, P.; Zhou, H.; Chen, Z. Mechanically Robust Superhydrophobic and Superoleophobic Coatings Derived by Sol–Gel Method. Mater. Des. 2016, 89, 1302–1309. [Google Scholar] [CrossRef]
- Barshilia, H.C.; Ananth, A.; Gupta, N.; Anandan, C. Superhydrophobic Nanostructured Kapton® Surfaces Fabricated through Ar+O2 Plasma Treatment: Effects of Different Environments on Wetting Behaviour. Appl. Surf. Sci. 2013, 268, 464–471. [Google Scholar] [CrossRef]
- Rezaei, S.; Manoucheri, I.; Moradian, R.; Pourabbas, B. One-Step Chemical Vapor Deposition and Modification of Silica Nanoparticles at the Lowest Possible Temperature and Superhydrophobic Surface Fabrication. Chem. Eng. J. 2014, 252, 11–16. [Google Scholar] [CrossRef]
- Blinov, A.V.; Kostyukov, D.A.; Yasnaya, M.A.; Zvada, P.A.; Arefeva, L.P.; Varavka, V.N.; Zvezdilin, R.A.; Kravtsov, A.A.; Maglakelidze, D.G.; Golik, A.B.; et al. Oxide Nanostructured Coating for Power Lines with Anti-Icing Effect. Coatings 2022, 12, 1346. [Google Scholar] [CrossRef]
- Blinov, A.V.; Nagdalian, A.A.; Arefeva, L.P.; Varavka, V.N.; Kudryakov, O.V.; Gvozdenko, A.A.; Golik, A.B.; Blinova, A.A.; Maglakelidze, D.G.; Filippov, D.D.; et al. Nanoscale Composite Protective Preparation for Cars Paint and Varnish Coatings. Coatings 2022, 12, 1267. [Google Scholar] [CrossRef]
- Bai, Y.; Zhang, H.; Shao, Y.; Zhang, H.; Zhu, J. Recent Progresses of Superhydrophobic Coatings in Different Application Fields: An Overview. Coatings 2021, 11, 116. [Google Scholar] [CrossRef]
- Milionis, A.; Loth, E.; Bayer, I.S. Recent Advances in the Mechanical Durability of Superhydrophobic Materials. Adv. Colloid Interface Sci. 2016, 229, 57–79. [Google Scholar] [CrossRef]
- Zhi, J.-H.; Zhang, L.-Z.; Yan, Y.; Zhu, J. Mechanical Durability of Superhydrophobic Surfaces: The Role of Surface Modification Technologies. Appl. Surf. Sci. 2017, 392, 286–296. [Google Scholar] [CrossRef] [Green Version]
- Montemor, M.F. Functional and Smart Coatings for Corrosion Protection: A Review of Recent Advances. Surf. Coat. Technol. 2014, 258, 17–37. [Google Scholar] [CrossRef]
- Carreño, F.; Gude, M.R.; Calvo, S.; Rodríguez de la Fuente, O.; Carmona, N. Synthesis and Characterization of Superhydrophobic Surfaces Prepared from Silica and Alumina Nanoparticles on a Polyurethane Polymer Matrix. Prog. Org. Coat. 2019, 135, 205–212. [Google Scholar] [CrossRef]
- Zhi, D.; Lu, Y.; Sathasivam, S.; Parkin, I.P.; Zhang, X. Large-Scale Fabrication of Translucent and Repairable Superhydrophobic Spray Coatings with Remarkable Mechanical, Chemical Durability and UV Resistance. J. Mater. Chem. A Mater. 2017, 5, 10622–10631. [Google Scholar] [CrossRef] [Green Version]
- Xu, L.; He, J. Fabrication of Highly Transparent Superhydrophobic Coatings from Hollow Silica Nanoparticles. Langmuir 2012, 28, 7512–7518. [Google Scholar] [CrossRef] [PubMed]
- Chen, Z.; Li, G.; Wang, L.; Lin, Y.; Zhou, W. A Strategy for Constructing Superhydrophobic Multilayer Coatings with Self-Cleaning Properties and Mechanical Durability Based on the Anchoring Effect of Organopolysilazane. Mater. Des. 2018, 141, 37–47. [Google Scholar] [CrossRef]
- Kroke, E.; Li, Y.-L.; Konetschny, C.; Lecomte, E.; Fasel, C.; Riedel, R. Silazane Derived Ceramics and Related Materials. Mater. Sci. Eng. R Rep. 2000, 26, 97–199. [Google Scholar] [CrossRef]
- Bhandavat, R.; Feldman, A.; Cromer, C.; Lehman, J.; Singh, G. Very High Laser-Damage Threshold of Polymer-Derived Si(B)CN- Carbon Nanotube Composite Coatings. ACS Appl. Mater. Interfaces 2013, 5, 2354–2359. [Google Scholar] [CrossRef]
- Li, D.; Guo, P.; Guzi de Moraes, E.; Wan, W.; Zou, J.; Colombo, P.; Shen, Z. Structural Study of Disordered SiC Nanowires by Three-Dimensional Rotation Electron Diffraction. Mater. Res. Express 2014, 1, 045023. [Google Scholar] [CrossRef] [Green Version]
- Fedel, M.; Rodríguez Gómez, F.J.; Rossi, S.; Deflorian, F. Characterization of Polyorganosilazane-Derived Hybrid Coatings for the Corrosion Protection of Mild Steel in Chloride Solution. Coatings 2019, 9, 680. [Google Scholar] [CrossRef] [Green Version]
- Wang, G.; Wang, J.; Wang, J.; Chi, Z.; Zhang, G.; Zhou, Z.; Feng, Z.; Xiong, Y. A Sinter Visualization Device for Observing the Relationship Between Fillers and Porosity of Precursor-Derived Ceramic Coatings. Coatings 2020, 10, 552. [Google Scholar] [CrossRef]
- Riedel, R.; Mera, G.; Hauser, R.; Klonczynski, A. Silicon-Based Polymer-Derived Ceramics: Synthesis Properties and Applications-A Review. J. Ceram. Soc. Jpn. 2006, 114, 425–444. [Google Scholar] [CrossRef] [Green Version]
- Hu, L.; Zhang, L.; Wang, D.; Lin, X.; Chen, Y. Fabrication of Biomimetic Superhydrophobic Surface Based on Nanosecond Laser-Treated Titanium Alloy Surface and Organic Polysilazane Composite Coating. Colloids Surf. A Physicochem. Eng. Asp. 2018, 555, 515–524. [Google Scholar] [CrossRef]
- Huang, X.; Wang, D.; Hu, L.; Song, J.; Chen, Y. Preparation of a Novel Antibacterial Coating Precursor and Its Antibacterial Mechanism. Appl. Surf. Sci. 2019, 465, 478–485. [Google Scholar] [CrossRef]
- Rossi, S.; Deflorian, F.; Fedel, M. Polysilazane-Based Coatings: Corrosion Protection and Anti-Graffiti Properties. Surf. Eng. 2019, 35, 343–350. [Google Scholar] [CrossRef]
- Coan, T.; Barroso, G.S.; Machado, R.A.F.; de Souza, F.S.; Spinelli, A.; Motz, G. A Novel Organic-Inorganic PMMA/Polysilazane Hybrid Polymer for Corrosion Protection. Prog. Org. Coat. 2015, 89, 220–230. [Google Scholar] [CrossRef]
- Available online: https://www.geogebra.org/classic (accessed on 23 December 2021).
- Montemor, M.F. Smart Composite Coatings and Membranes; Elsevier: Amsterdam, The Netherlands, 2016; ISBN 9781782422839. [Google Scholar]
- ISO 16773-4:2017; Electrochemical Impedance Spectroscopy (EIS) on Coated and Uncoated Metallic Specimens—Part 4: Examples of Spectra of Polymer-Coated and Uncoated Specimens. International Organization for Standardization: Geneva, Switzerland, 2017.
- Dickie, R.A.; Floyd, F.L. Polymeric Materials for Corrosion Control: An Overview. In Polymeric Materials for Corrosion Control; American Chemical Society: Washington, WA, USA, 1986; pp. 1–16. [Google Scholar]
- Cai, C.; Sang, N.; Teng, S.; Shen, Z.; Guo, J.; Zhao, X.; Guo, Z. Superhydrophobic Surface Fabricated by Spraying Hydrophobic R974 Nanoparticles and the Drag Reduction in Water. Surf. Coat. Technol. 2016, 307, 366–373. [Google Scholar] [CrossRef]
- Karmouch, R.; Ross, G.G. Superhydrophobic Wind Turbine Blade Surfaces Obtained by a Simple Deposition of Silica Nanoparticles Embedded in Epoxy. Appl. Surf. Sci. 2010, 257, 665–669. [Google Scholar] [CrossRef]
- Manoudis, P.N.; Karapanagiotis, I.; Tsakalof, A.; Zuburtikudis, I.; Panayiotou, C. Superhydrophobic Composite Films Produced on Various Substrates. Langmuir 2008, 24, 11225–11232. [Google Scholar] [CrossRef]
- Chatzigrigoriou, A.; Karapanagiotis, I.; Poulios, I. Superhydrophobic Coatings Based on Siloxane Resin and Calcium Hydroxide Nanoparticles for Marble Protection. Coatings 2020, 10, 334. [Google Scholar] [CrossRef] [Green Version]
- Chavez, R.; Ionescu, E.; Balan, C.; Fasel, C.; Riedel, R. Effect of Ambient Atmosphere on Crosslinking of Polysilazanes. J. Appl. Polym. Sci. 2011, 119, 794–802. [Google Scholar] [CrossRef]
- Barkhudarov, P.M.; Shah, P.B.; Watkins, E.B.; Doshi, D.A.; Brinker, C.J.; Majewski, J. Corrosion Inhibition Using Superhydrophobic Films. Corros. Sci. 2008, 50, 897–902. [Google Scholar] [CrossRef]
- Ou, J.; Liu, M.; Li, W.; Wang, F.; Xue, M.; Li, C. Corrosion Behavior of Superhydrophobic Surfaces of Ti Alloys in NaCl Solutions. Appl. Surf. Sci. 2012, 258, 4724–4728. [Google Scholar] [CrossRef]
- Yedra, Á.; Gutiérrez-Somavilla, G.; Manteca-Martínez, C.; González-Barriuso, M.; Soriano, L. Conductive Paints Development through Nanotechnology. Prog. Org. Coat. 2016, 95, 85–90. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Formulation | Thickness (µm) | ΔE | WCA (°) | Appearance (Dimensions 150 × 75 mm) |
|---|---|---|---|---|
| OPSZ:NPs 100:0 (control sample obtained via spray coating) | 29 ± 1 | - | 90 ± 2 |  |
| OPSZ:NPs 75:25 Spray coating | 63 ± 10 | 17 ± 1 | 147 ± 1 |  |
| OPSZ:NPs 75:25 Dip coating | 5 ± 1 | 9 ± 1 | 147 ± 1 |  |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Pérez-Gandarillas, L.; Aragón, D.; Manteca, C.; Gonzalez-Barriuso, M.; Soriano, L.; Casas, A.; Yedra, A. Highly Hydrophobic Organic Coatings Based on Organopolysilazanes and Silica Nanoparticles: Evaluation of Environmental Degradation. Coatings 2023, 13, 537. https://doi.org/10.3390/coatings13030537
Pérez-Gandarillas L, Aragón D, Manteca C, Gonzalez-Barriuso M, Soriano L, Casas A, Yedra A. Highly Hydrophobic Organic Coatings Based on Organopolysilazanes and Silica Nanoparticles: Evaluation of Environmental Degradation. Coatings. 2023; 13(3):537. https://doi.org/10.3390/coatings13030537
Chicago/Turabian StylePérez-Gandarillas, Lucía, Daniel Aragón, Carmen Manteca, Marina Gonzalez-Barriuso, Laura Soriano, Abraham Casas, and Angel Yedra. 2023. "Highly Hydrophobic Organic Coatings Based on Organopolysilazanes and Silica Nanoparticles: Evaluation of Environmental Degradation" Coatings 13, no. 3: 537. https://doi.org/10.3390/coatings13030537