
Study on Sintering Behavior of Reaction-Cured Glass Coating
 ,
,
Abstract
:1. Introduction
2. Materials and Methods
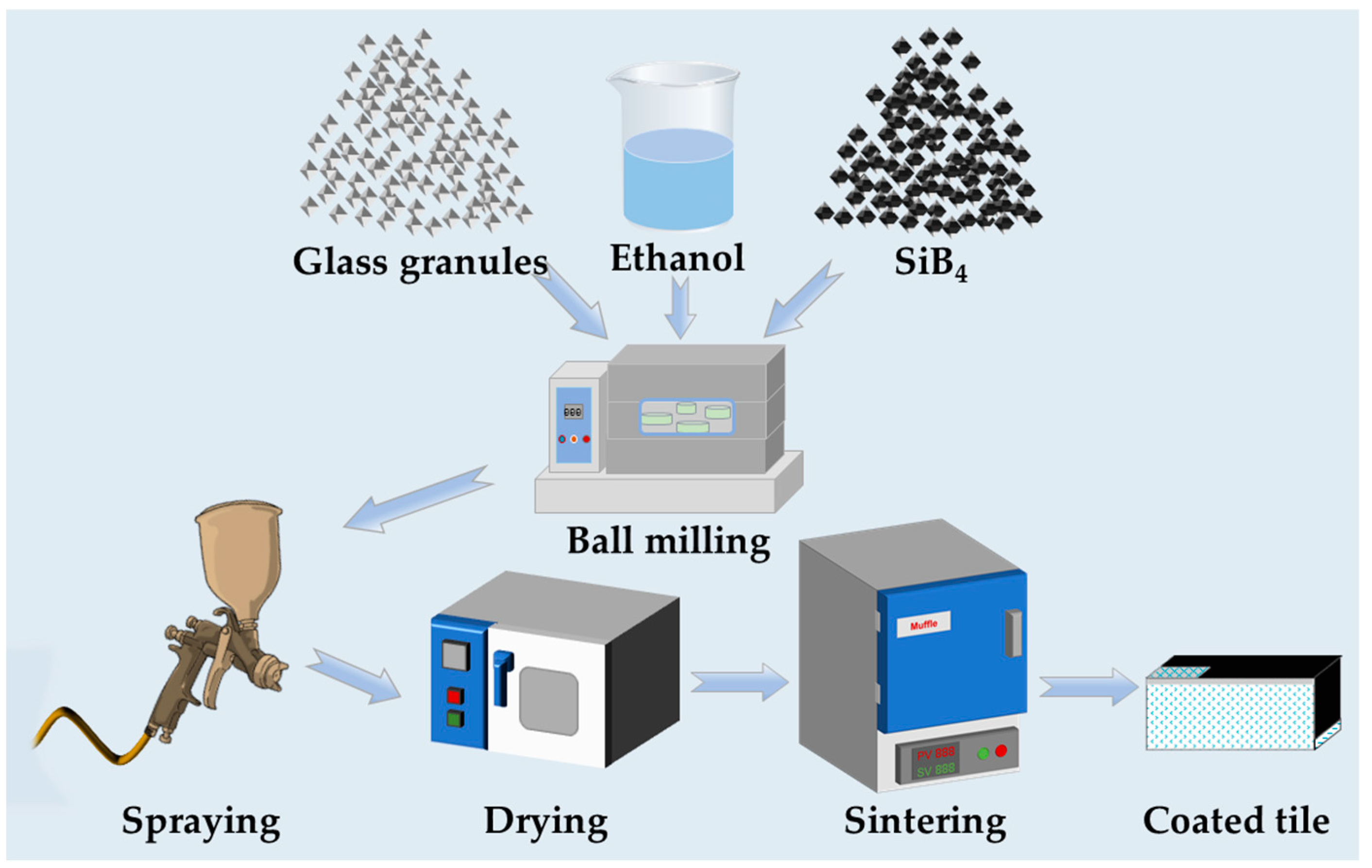
2.1. Preparation of RCG Coatings
2.2. Characterization
3. Results
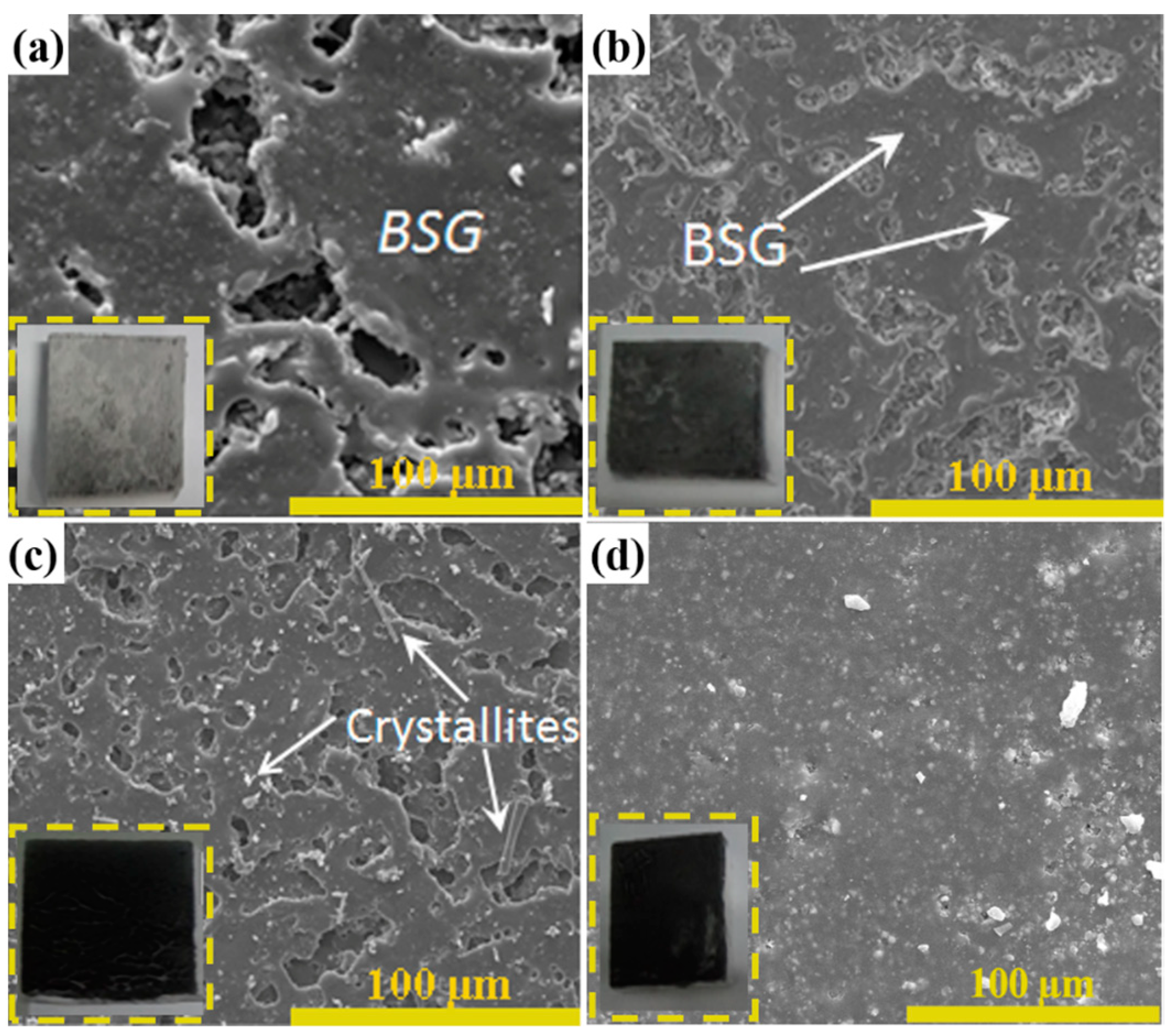
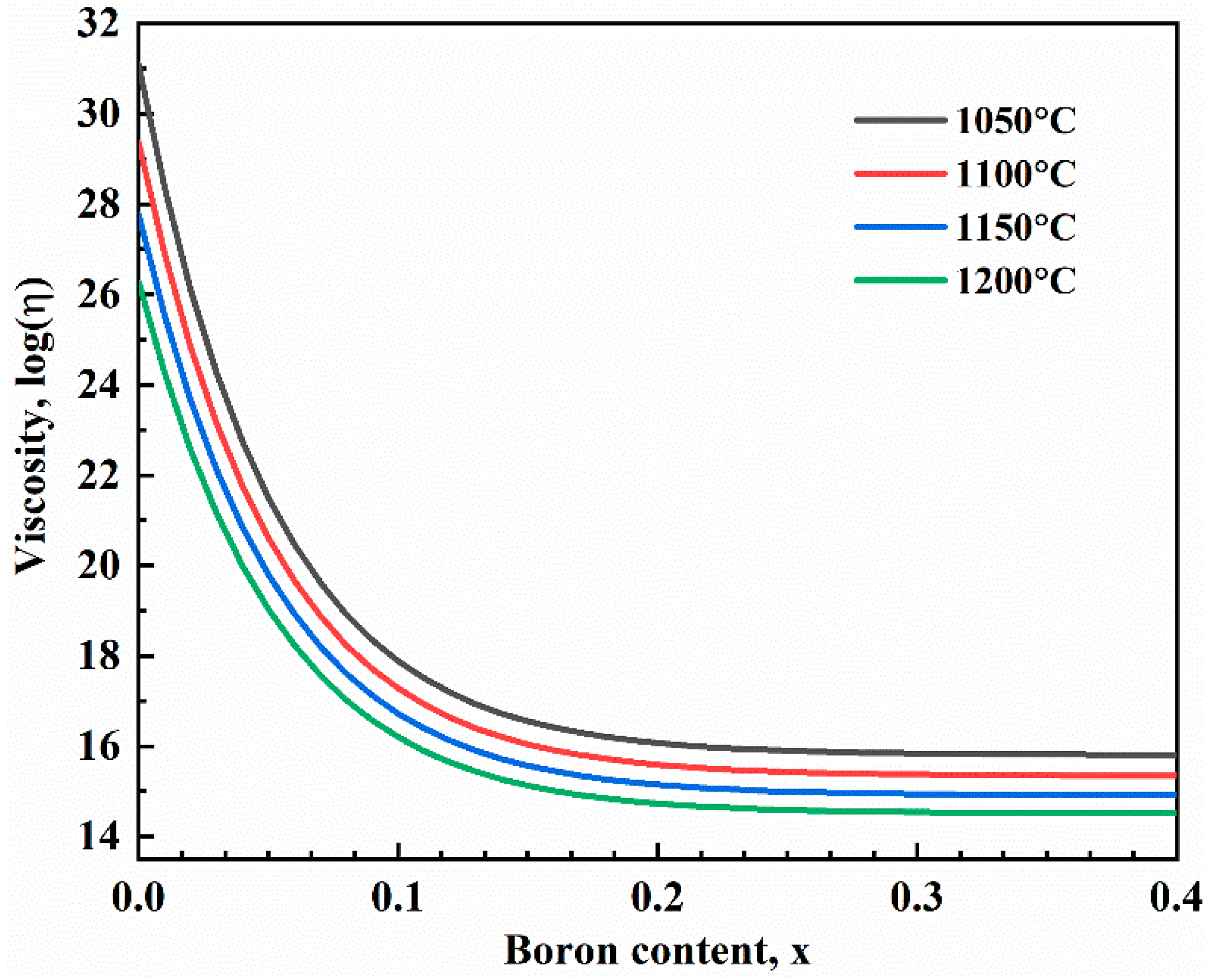
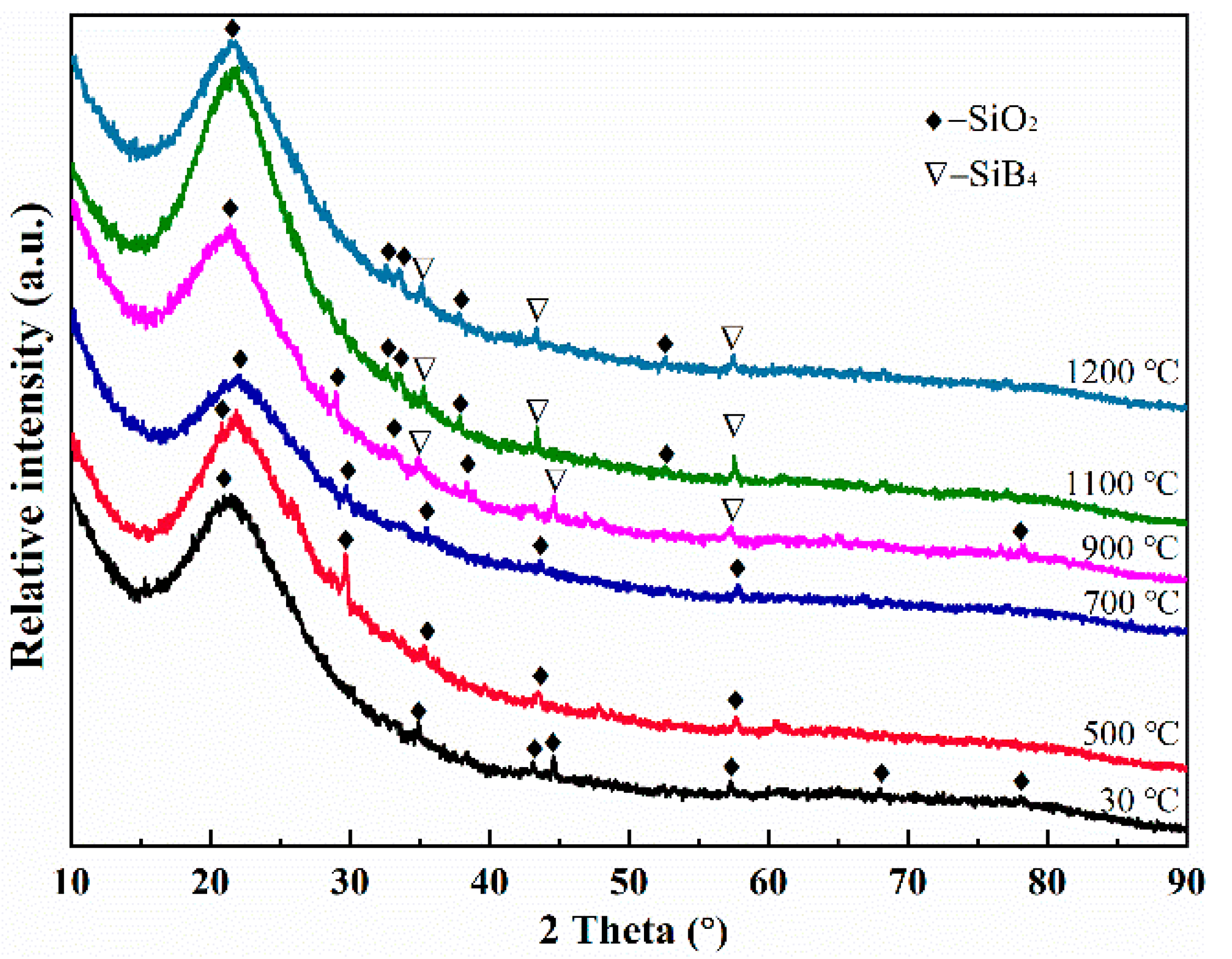
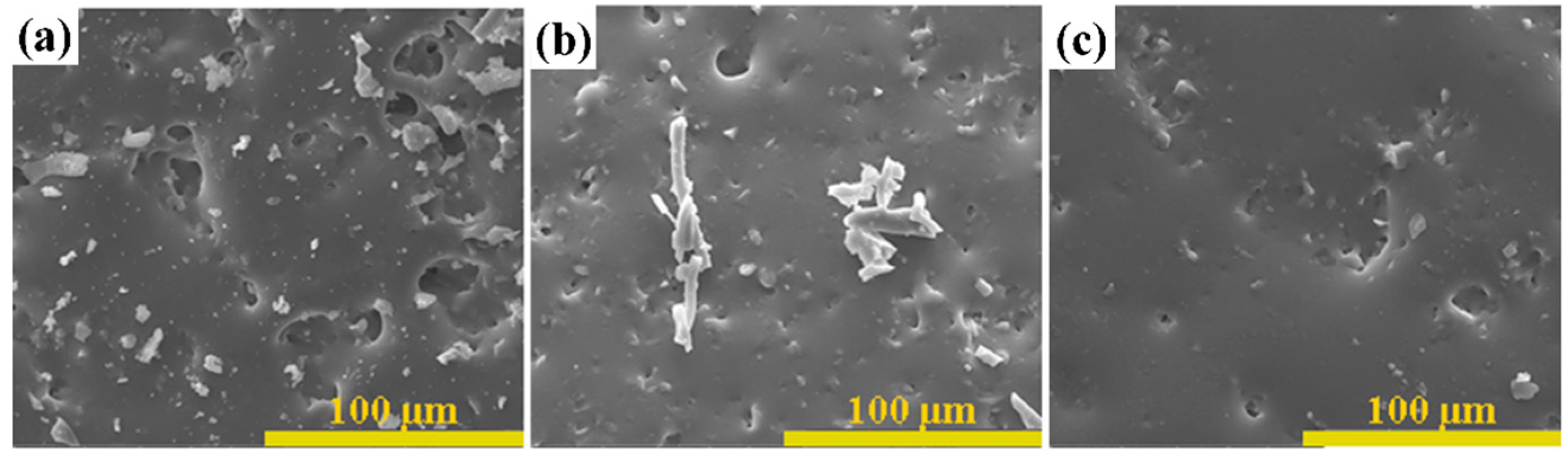
3.1. Sintering Temperature
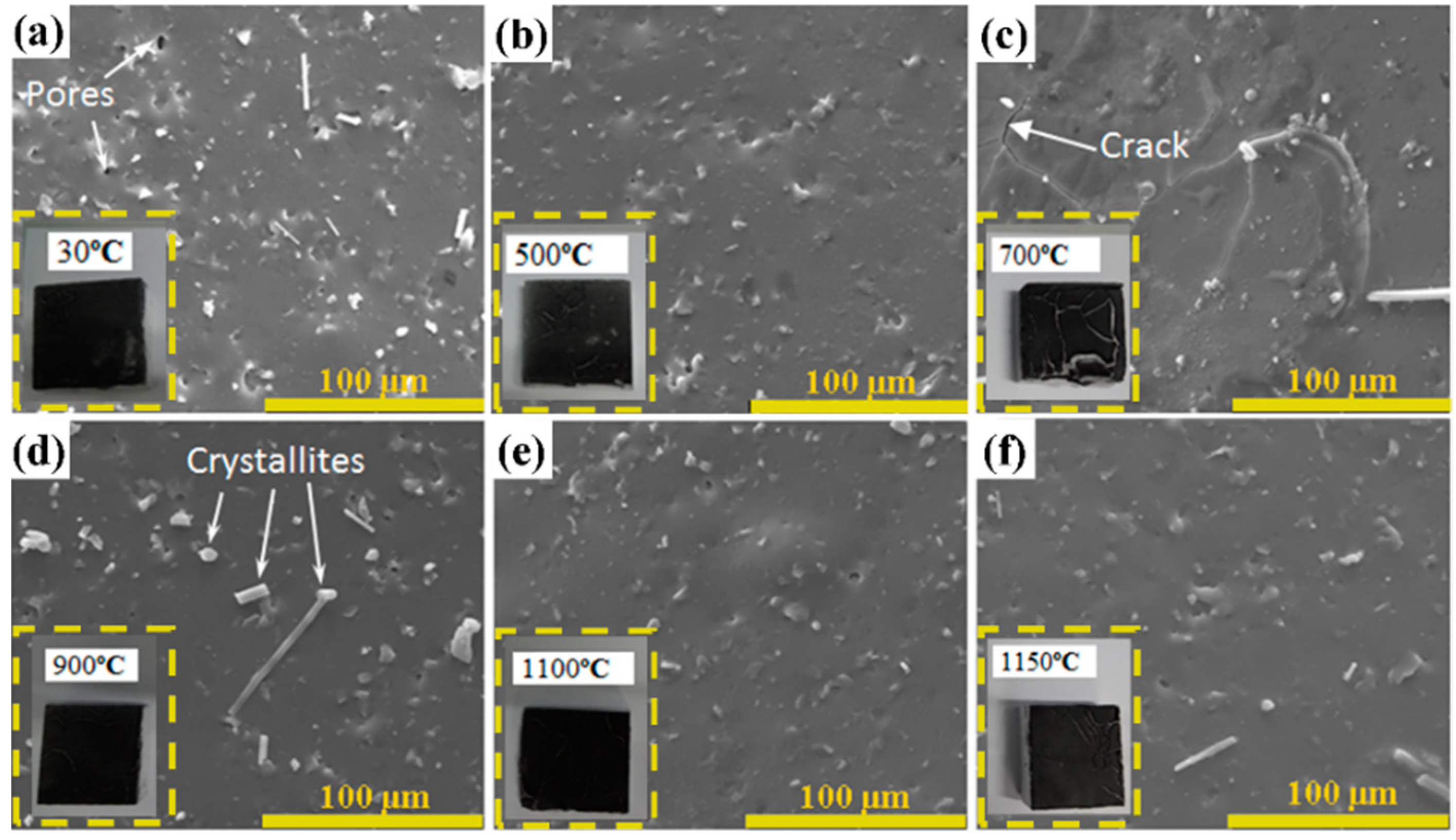
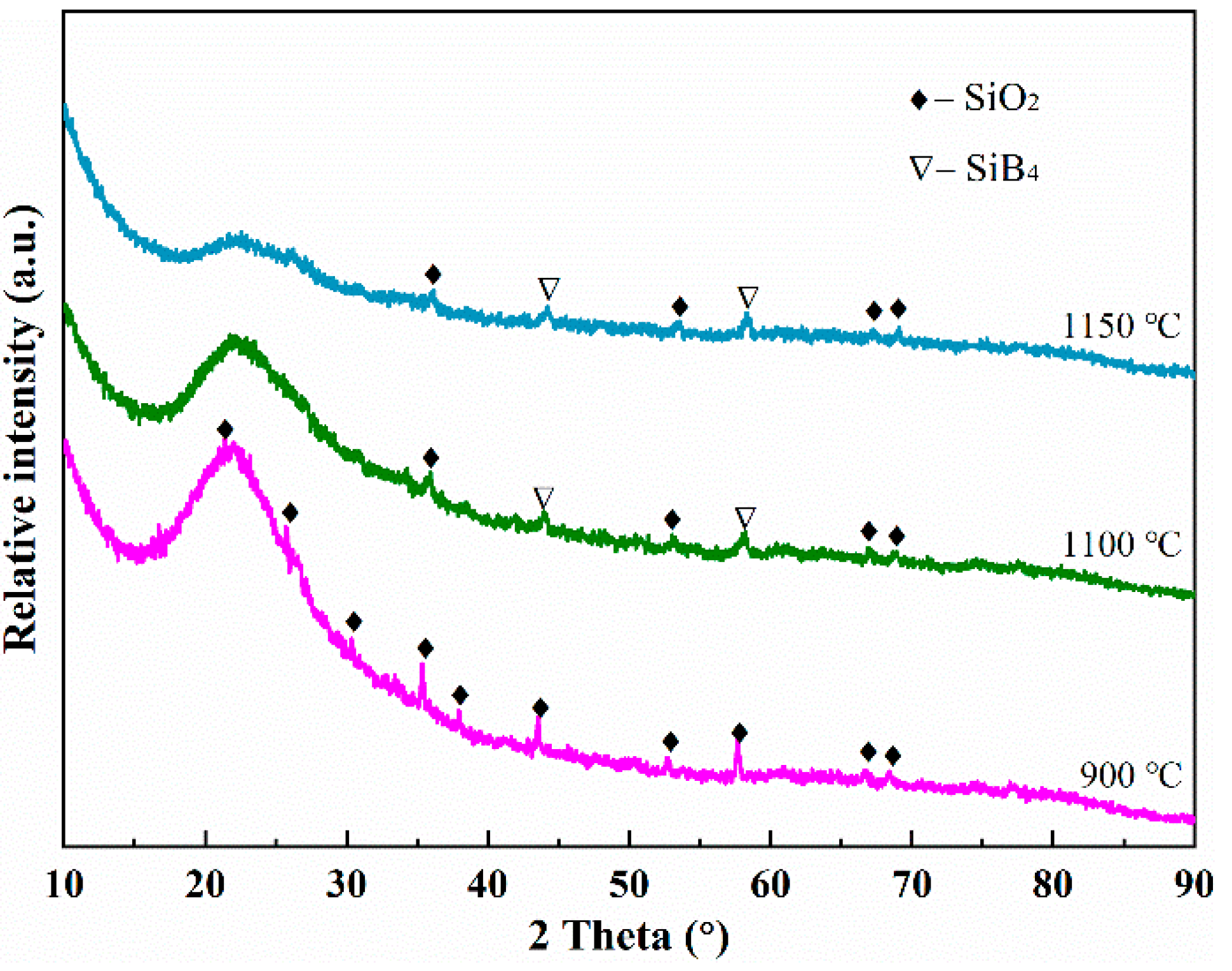
3.2. Inserting Temperature
3.3. Heating Rate
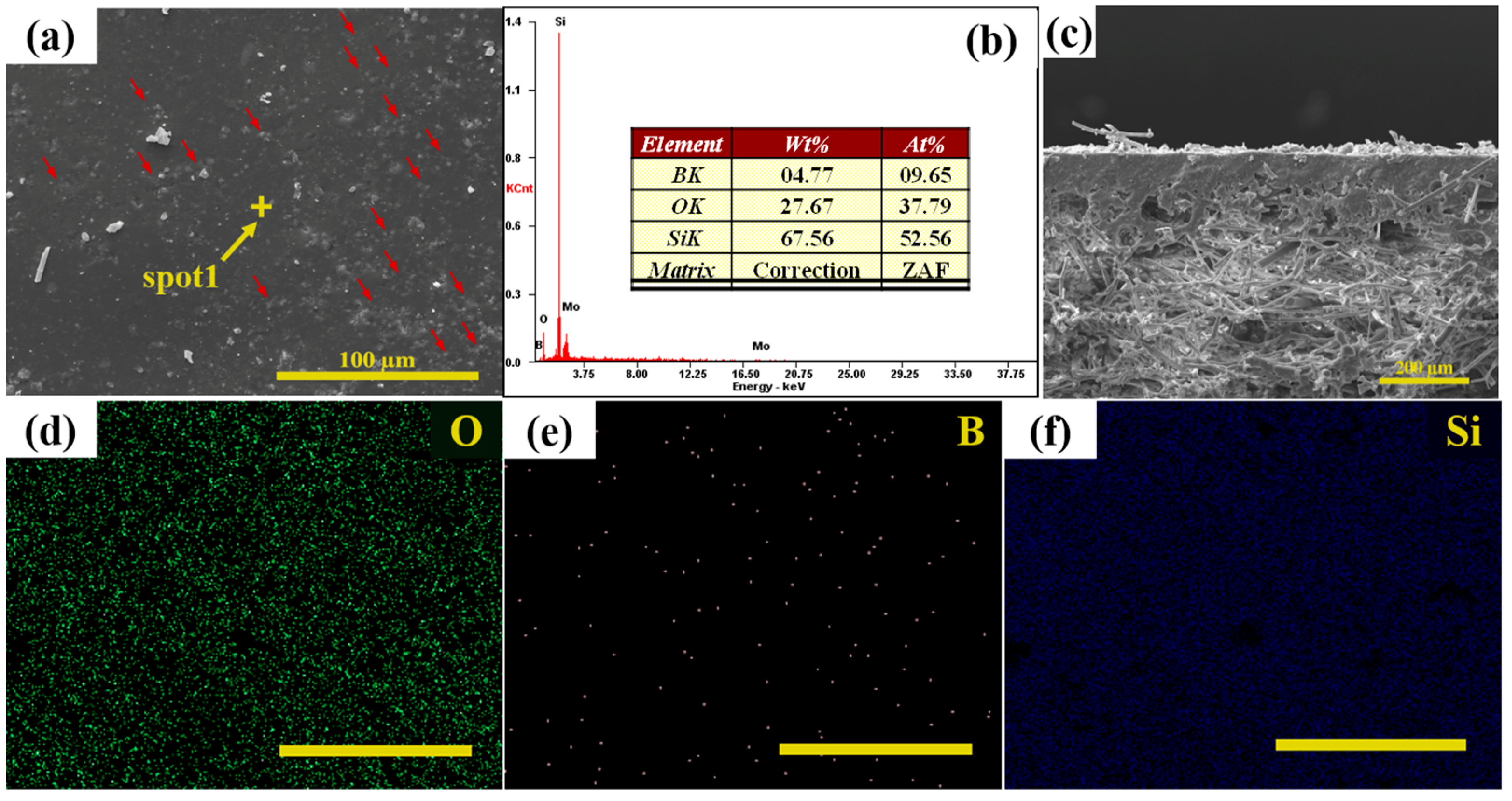
3.4. Comprehensive Characterization
4. Conclusions
- The sintering temperature has the most significant effect on the microscopic morphology and structure of RCG coating. Too high a temperature will lead to excessive thermal oxidation of SiB4 and seriously damage the thermal radiation performance of the coating. In contrast, too low a sintering temperature will result in a coating that is too viscous to spread smoothly. The most suitable sintering temperature is 1200 °C, and the resulting coating surface is smooth and dense.
- The influence of the inserting temperature on the RCG coating is less pronounced. The SEM morphology and XRD patterns of the coatings inserted at 900 °C and above show that a relatively higher insertion temperature is more conducive to RCG coating sintering. The high insertion temperature ensures the integrity of the coating composition.
- The heating rate has less influence on the RCG coating. Overall, the relatively faster heating is beneficial for the maintenance of coating functionality and the flatness of the RCG coating surface.
- The surface of the coating prepared by inserting it at 1100 °C and increasing it to 1200 °C at 10 °C/min is smooth and dense. SiB4 is well preserved by the protection of borosilicate glass, and the volatilization of the boron is not significant, which indicates that suitable conditions are key to preparing a structurally stable thermal protective coating with excellent performance.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Padture, N.P. Advanced structural ceramics in aerospace propulsion. Nat. Mater. 2016, 15, 804–809. [Google Scholar] [CrossRef] [PubMed]
- Prameela, S.E.; Pollock, T.M.; Raabe, D.; Meyers, M.A.; Aitkaliyeva, A.; Chintersingh, K.-L.; Cordero, Z.C.; Graham-Brady, L. Materials for extreme environments. Nat. Rev. Mater. 2022, 8, 81–88. [Google Scholar] [CrossRef]
- Natali, M.; Kenny, J.M.; Torre, L. Science and technology of polymeric ablative materials for thermal protection systems and propulsion devices: A review. Prog. Mater Sci. 2016, 84, 192–275. [Google Scholar] [CrossRef]
- Peng, F.; Jiang, Y.; Feng, J.; Cai, H.; Feng, J.; Li, L. Thermally insulating, fiber-reinforced alumina–silica aerogel composites with ultra-low shrinkage up to 1500 °C. Chem. Eng. J. 2021, 411, 128402. [Google Scholar] [CrossRef]
- Sun, J.; Hu, Z.; Li, J.; Zhang, H.; Sun, C. Thermal and mechanical properties of fibrous zirconia ceramics with ultra-high porosity. Ceram. Int. 2014, 40, 11787–11793. [Google Scholar] [CrossRef]
- Zhang, J.; Dong, X.; Hou, F.; Du, H.; Liu, J.; Guo, A. Effects of fiber length and solid loading on the properties of lightweight elastic mullite fibrous ceramics. Ceram. Int. 2016, 42, 5018–5023. [Google Scholar] [CrossRef]
- Shao, G.; Wu, X.; Kong, Y.; Cui, S.; Shen, X.; Jiao, C.; Jiao, J. Thermal shock behavior and infrared radiation property of integrative insulations consisting of MoSi2/borosilicate glass coating and fibrous ZrO2 ceramic substrate. Surf. Coat. Technol. 2015, 270, 154–163. [Google Scholar] [CrossRef]
- Tao, X.; Xu, X.; Guo, L.; Hong, W.; Guo, A.; Hou, F.; Liu, J. MoSi2-borosilicate glass coating on fibrous ceramics prepared by in-situ reaction method for infrared radiation. Mater. Des. 2016, 103, 144–151. [Google Scholar] [CrossRef]
- Wang, M.; Li, X.; Su, D.; Ji, H.; Tang, H.; Zhao, Z.; He, J. Effect of glass phase content on structure and properties of gradient MoSi2–BaO–Al2O3–SiO2 coating for porous fibrous insulations. J. Alloys Compd. 2016, 657, 684–690. [Google Scholar] [CrossRef]
- Shao, G.; Lu, Y.; Wu, X.; Wu, J.; Cui, S.; Jiao, J.; Shen, X. Preparation and thermal shock resistance of high emissivity molybdenum disilicide-aluminoborosilicate glass hybrid coating on fiber reinforced aerogel composite. Appl. Surf. Sci. 2017, 416, 805–814. [Google Scholar] [CrossRef]
- Daniel, B.L.; Churchward, R.; Katvala, V.; Stewart, D. Advanced Porous Coating for Low-Density Ceramic Insulation Materials. J. Am. Ceram. Soc. 1989, 72, 1003–1010. [Google Scholar]
- Fletcher, J.C.; Goldstein, H.E.; Leiser, D.B.; Katvala, V.W. Reaction Cured Glass and Coatings. U.S. Patent 4,093,771, 6 June 1978. [Google Scholar]
- Leiser, D.B.; Smith, M.; Churchward, R.A.; Katvala, V.W. Toughened Uni-Piece Fibrous Insulation. U.S. Patent 5,079,082, 7 January 1992. [Google Scholar]
- Stewart, D.A.; Leiser, D.B.; DiFiore, R.R.; Katvala, V.W. High Efficiency Tantalum-Based Ceramic Composite Structures. U.S. Patent 7,767,305 B1, 3 August 2010. [Google Scholar]
- Tao, X.; Xu, X.; Xu, X.; Hong, W.; Guo, A.; Hou, F.; Liu, J. Self-healing behavior in MoSi2/borosilicate glass composite. J. Eur. Ceram. Soc. 2017, 37, 871–875. [Google Scholar] [CrossRef]
- Shao, G.; Wu, X.; Cui, S.; Shen, X.; Kong, Y.; Lu, Y.; Jiao, C.; Jiao, J. High emissivity MoSi2–ZrO2–borosilicate glass multiphase coating with SiB6 addition for fibrous ZrO2 ceramic. Ceram. Int. 2016, 42, 8140–8150. [Google Scholar] [CrossRef]
- Shao, G.; Wu, X.; Cui, S.; Jiao, J.; Shen, X. Design, formation, and property of high emissivity WSi2-Si-glass hybrid coating on fibrous ZrO2 ceramic for reusable thermal protection system. Sol. Energy Mater. Sol. Cells 2017, 172, 301–313. [Google Scholar] [CrossRef]
- Li, X.; Feng, J.; Jiang, Y.; Lin, H.; Feng, J. Preparation and anti-oxidation performance of Al2O3-containing TaSi2–MoSi2–borosilicate glass coating on porous SiCO ceramic composites for thermal protection. RSC Adv. 2018, 8, 13178–13185. [Google Scholar] [CrossRef] [Green Version]
- Shao, G.; Lu, Y.; Hanaor, D.A.H.; Cui, S.; Jiao, J.; Shen, X. Improved oxidation resistance of high emissivity coatings on fibrous ceramic for reusable space systems. Corros. Sci. 2019, 146, 233–246. [Google Scholar] [CrossRef] [Green Version]
- Tremblay, R.; Angers, R. Preparation of high purity SiB4 by solid-state reaction between Si and B. Ceram. Int. 1989, 15, 73–78. [Google Scholar] [CrossRef]
- Yan, M.F.; Macchesney, J.B.; Nagel, S.R.; Rhodes, W.W. Sintering of optical wave-guide glasses. J. Mater. Sci. 1980, 15, 1371–1378. [Google Scholar] [CrossRef]
- Sun, Y.L.; Li, M.W.; Zhang, Q.M.; Yang, Z.M.; Zhong, Y.S.; Shi, L.P.; He, X.D. Thermal Oxidation Mechanism and Kinetics of SiB4 at Elevated Temperature. Rare Met. Mater. Eng. 2022, 51, 2662–2666. [Google Scholar]
- Goldstein, H.E.; Leiser, D.B.; Katvala, V. Reaction cured borosilicate glass coating for low-density fibrous silica insulation. In Borate Glasses; Materials Science Research; Springer: Boston, MA, USA, 1978; Volume 12, pp. 623–634. [Google Scholar]
- Johnson, S.M. Thermal protection materials: Development, characterization and evaluation (No. ARC-E-DAA-TN5732). In Proceedings of the HiTemp Conference 2012, Munich, German, 11–13 September 2012. [Google Scholar]
- Chen, L.; Goto, T.; Hirai, T.; Amano, T. State of boron in chemical vapour-deposited SiC-B composite powders. J. Mater. Sci. Lett. 1990, 9, 997–999. [Google Scholar] [CrossRef]
- Schaepkens, M.; Standaert, T.E.F.M.; Rueger, N.R.; Sebel, P.G.M.; Oehrlein, G.S.; Cook, J.M. Study of the SiO2-to-Si3N4 etch selectivity mechanism in inductively coupled fluorocarbon plasmas and a comparison with the SiO2-to-Si mechanism. J. Vac. Sci. Technol. A 1999, 17, 26–37. [Google Scholar] [CrossRef] [Green Version]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sintering Conditions | Parameters |
|---|---|
| Sintering temperature/°C | 1050; 1100; 1150; 1200 |
| Inserting temperature/°C | 30; 500; 700; 900; 1100; 1150 |
| Heating rate/°C/min | 3; 10 |
| Holding time at sintering temperature/h | 0.5 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, M.; Sun, Y.; Zeng, G.; Li, W.; Zhong, Y.; Shi, L.; Wang, R.; He, X. Study on Sintering Behavior of Reaction-Cured Glass Coating. Coatings 2023, 13, 463. https://doi.org/10.3390/coatings13020463
Li M, Sun Y, Zeng G, Li W, Zhong Y, Shi L, Wang R, He X. Study on Sintering Behavior of Reaction-Cured Glass Coating. Coatings. 2023; 13(2):463. https://doi.org/10.3390/coatings13020463
Chicago/Turabian StyleLi, Mingwei, Yulei Sun, Gang Zeng, Wenhao Li, Yesheng Zhong, Liping Shi, Rongguo Wang, and Xiaodong He. 2023. "Study on Sintering Behavior of Reaction-Cured Glass Coating" Coatings 13, no. 2: 463. https://doi.org/10.3390/coatings13020463