
Effect of Y2O3 on the Electrical Contact Behavior of Al2O3-Cu/MoTa Composites
Abstract
:1. Introduction
2. Materials and Methods
3. Results
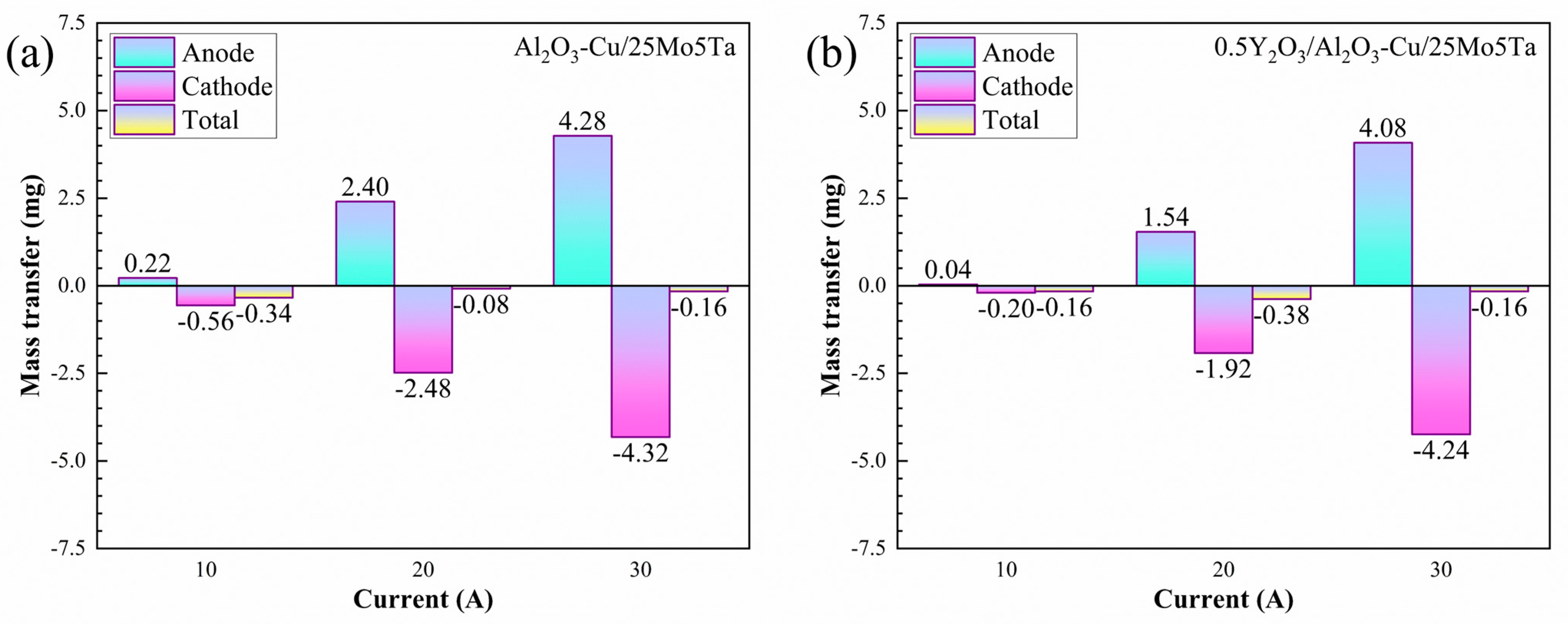
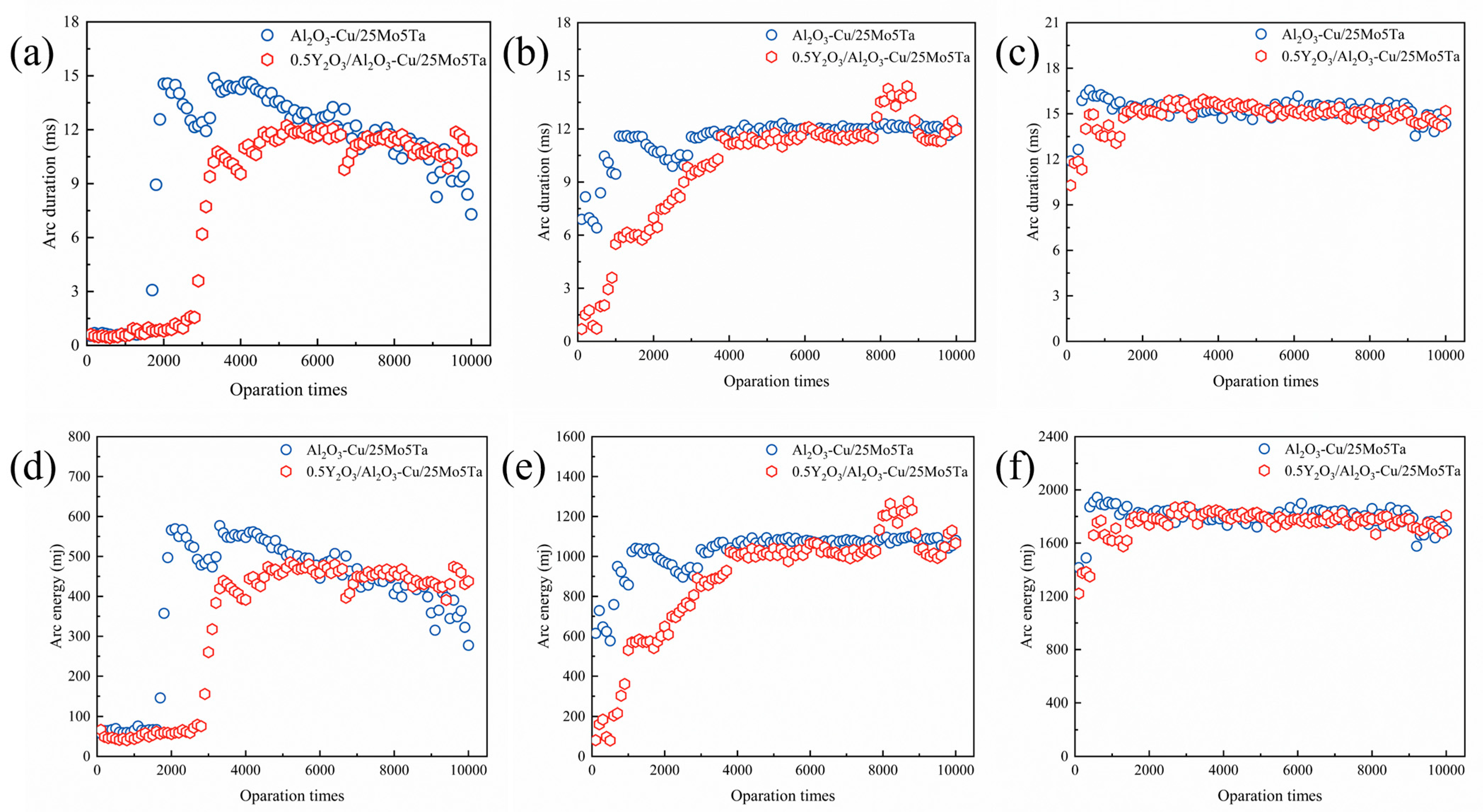
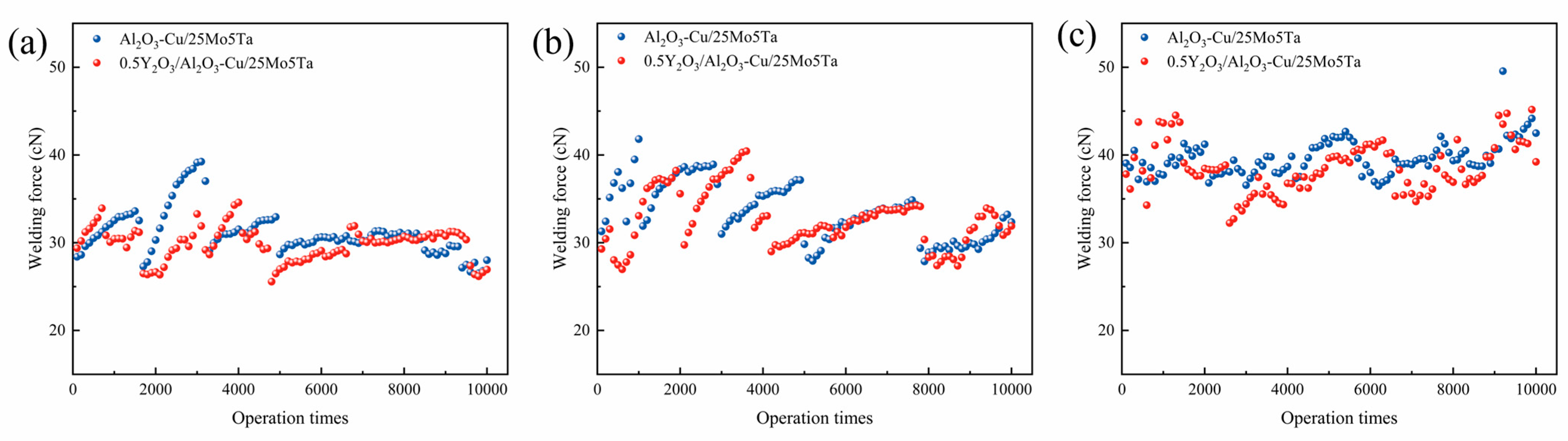
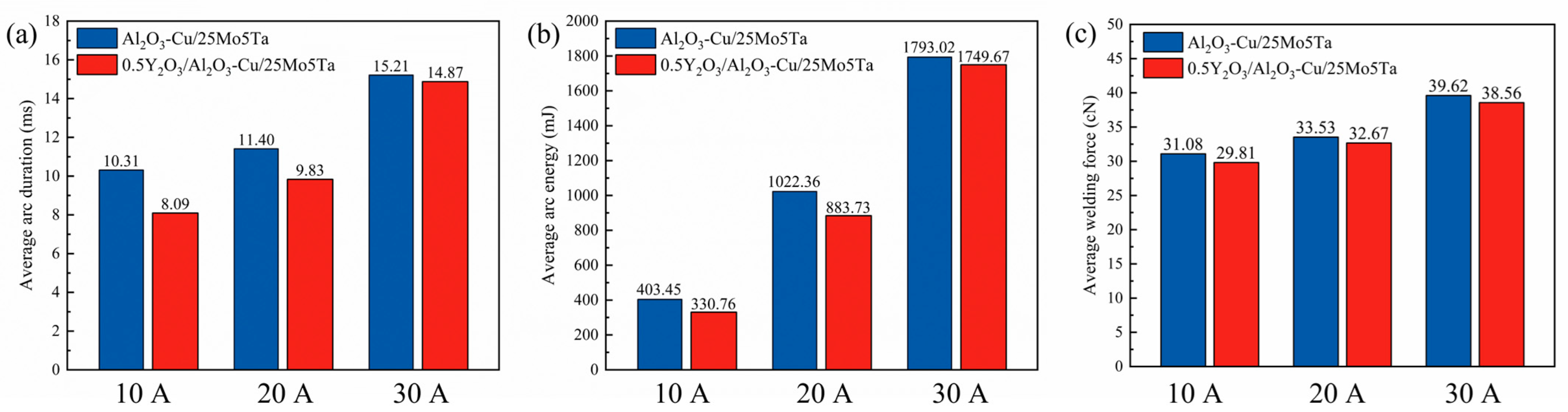
3.1. Electrical Contact Performance
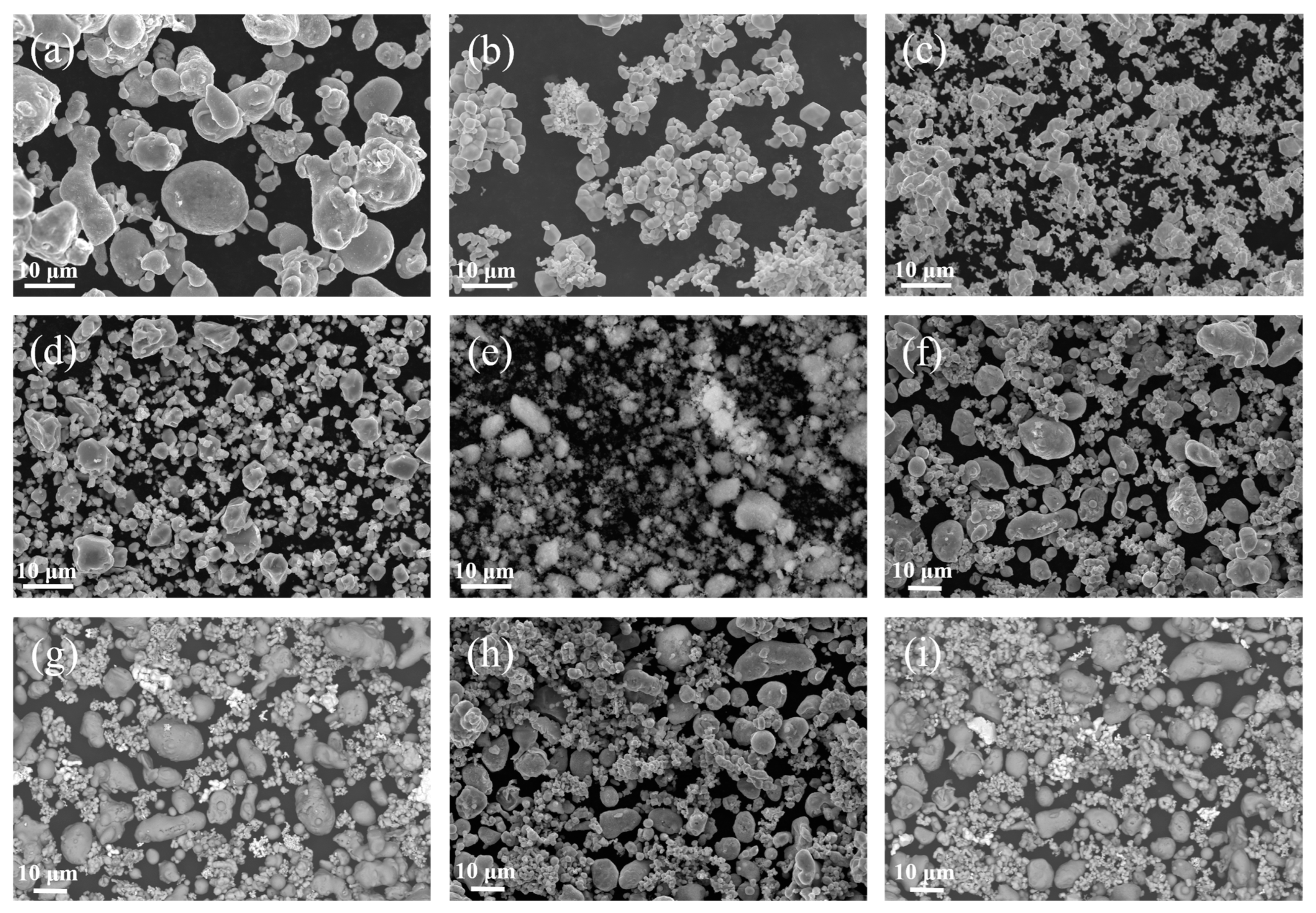
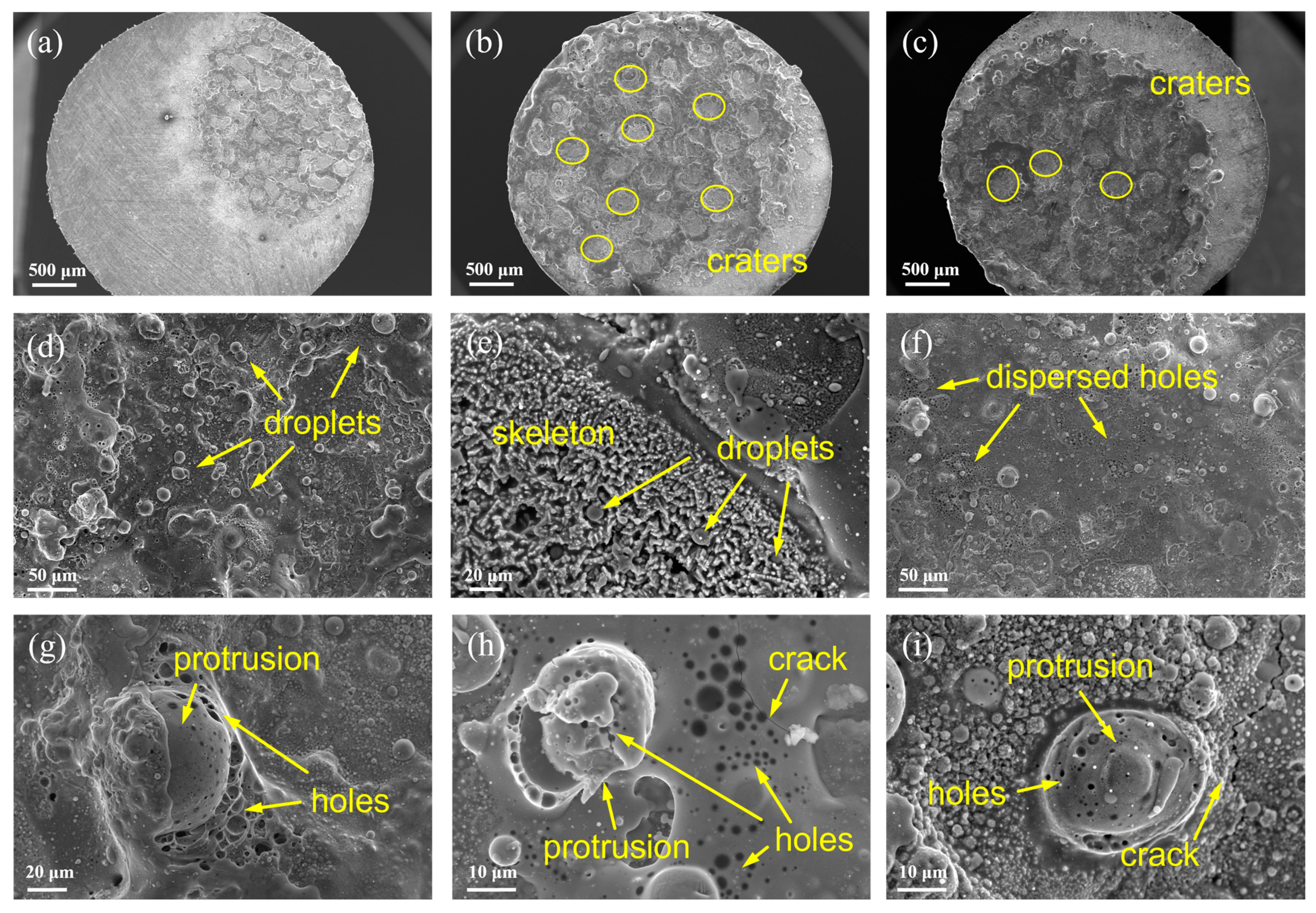
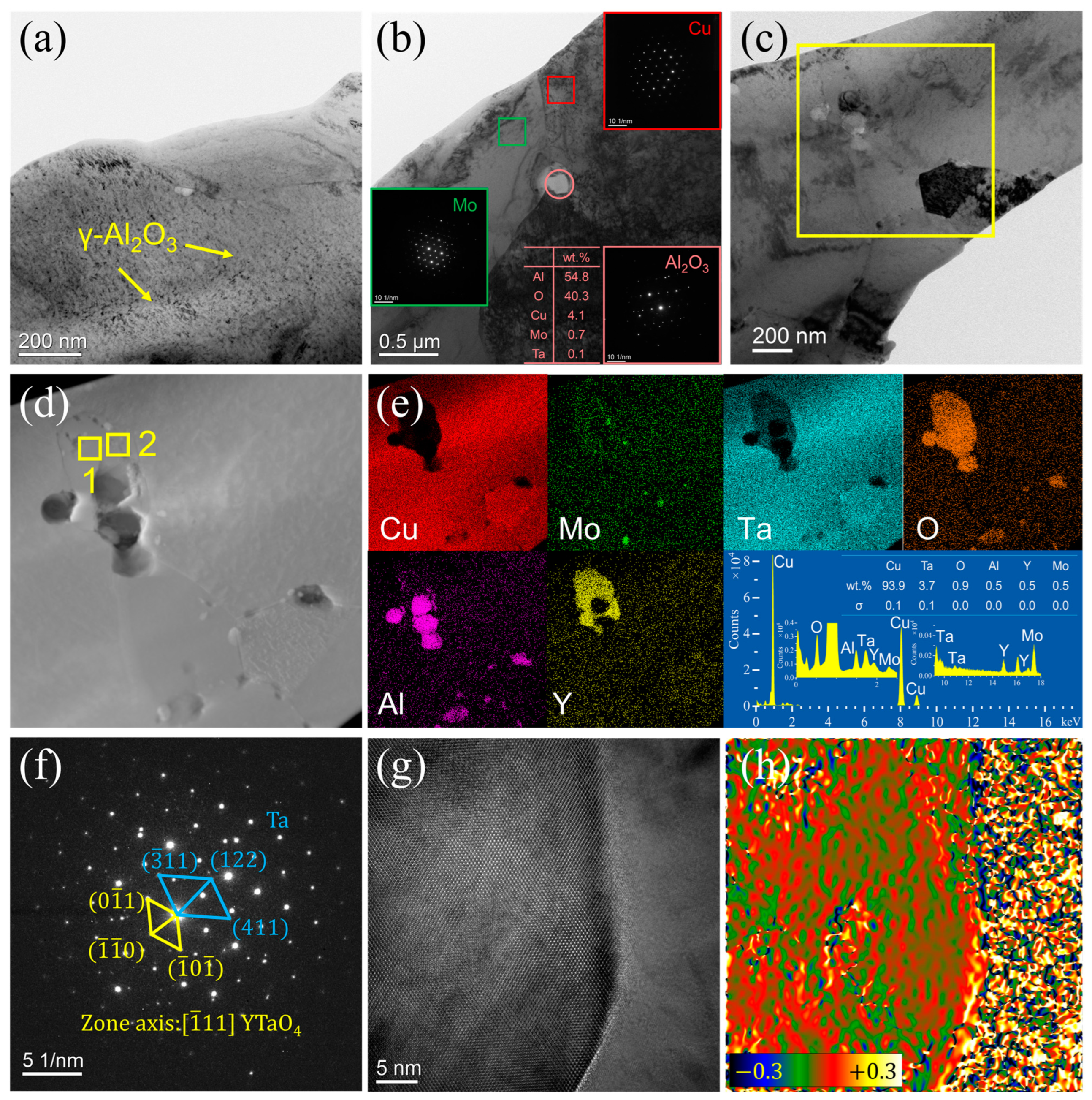
3.2. Microstructural Characterization
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Cui, R.; Han, Y.; Zhu, Z.; Chen, B.; Ding, Y.; Zhang, Q.; Wang, Q.; Ma, G.; Pei, F.; Ye, Z. Investigation of the Structure and Properties of Electrodeposited Cu/Graphene Composite Coatings for the Electrical Contact Materials of an Ultrahigh Voltage Circuit Breaker. J. Alloys Compd. 2019, 777, 1159–1167. [Google Scholar] [CrossRef]
- Bodrova, L.E.; Melchakov, S.Y.; Shubin, A.B.; Goyda, E.Y. Smart-Microstructures of Composites for Electrical Contacts with Frameless Packing of Cr and W in Copper. Trans. Nonferrous Met. Soc. China 2021, 31, 2773–2786. [Google Scholar] [CrossRef]
- Razi-Kazemi, A.A.; Abdollah, M. Novel High-Frequency-Based Diagnostic Approach for Main Contact Assessment of High-Voltage Circuit Breakers. IET Gener. Transm. Distrib. 2018, 12, 1121–1126. [Google Scholar] [CrossRef]
- Huang, R.; Xu, G.; Wu, Q.; Yuan, M.; Wu, C. Influence of Operation Number on Arc Erosion Behavior of Ag/Ni Electrical Contact Materials. Trans. Nonferrous Met. Soc. China 2022, 32, 2681–2695. [Google Scholar] [CrossRef]
- Li, W.-J.; Chen, Z.-Y.; Jiang, H.; Sui, X.-H.; Zhao, C.-F.; Zhen, L.; Shao, W.-Z. Effects of Interfacial Wettability on Arc Erosion Behavior of Zn2SnO4/Cu Electrical Contacts. J. Mater. Sci. Technol. 2022, 109, 64–75. [Google Scholar] [CrossRef]
- Lin, Z.; Fan, S.; Liu, M.; Liu, S.; Li, J.-G.; Li, J.; Xie, M.; Chen, J.; Sun, X. Excellent Anti-Arc Erosion Performance and Corresponding Mechanisms of a Nickel-Belt-Reinforced Silver-Based Electrical Contact Material. J. Alloys Compd. 2019, 788, 163–171. [Google Scholar] [CrossRef]
- Kesim, M.T.; Yu, H.; Sun, Y.; Aindow, M.; Alpay, S.P. Corrosion, Oxidation, Erosion and Performance of Ag/W-Based Circuit Breaker Contacts: A Review. Corros. Sci. 2018, 135, 12–34. [Google Scholar] [CrossRef]
- Jeong, H.T.; Kim, W.J. Comparison of Hot Deformation Behavior Characteristics Between As-Cast and Extruded Al-Zn-Mg-Cu (7075) Aluminum Alloys with a Similar Grain Size. Materials 2019, 12, 3807. [Google Scholar] [CrossRef] [Green Version]
- Wang, D.; Tian, W.; Lu, C.; Ding, J.; Zhu, Y.; Zhang, M.; Zhang, P.; Sun, Z. Comparison of the Interfacial Reactions and Properties between Ag/Ti3AlC2 and Ag/Ti3SiC2 Electrical Contact Materials. J. Alloys Compd. 2021, 857, 157588. [Google Scholar] [CrossRef]
- Güler, Ö.; Bağcı, N. A Short Review on Mechanical Properties of Graphene Reinforced Metal Matrix Composites. J. Mater. Res. Technol. 2020, 9, 6808–6833. [Google Scholar] [CrossRef]
- Zhou, M.; Geng, Y.; Zhang, Y.; Ban, Y.; Li, X.; Jia, Y.; Liang, S.; Tian, B.; Liu, Y.; Volinsky, A.A. Enhanced Mechanical Properties and High Electrical Conductivity of Copper Alloy via Dual-Nanoprecipitation. Mater. Charact. 2023, 195, 112494. [Google Scholar] [CrossRef]
- Salvo, C.; Mangalaraja, R.V.; Udayabashkar, R.; Lopez, M.; Aguilar, C. Enhanced Mechanical and Electrical Properties of Novel Graphene Reinforced Copper Matrix Composites. J. Alloys Compd. 2019, 777, 309–316. [Google Scholar] [CrossRef]
- Zhang, X.; Xu, Y.; Wang, M.; Liu, E.; Zhao, N.; Shi, C.; Lin, D.; Zhu, F.; He, C. A Powder-Metallurgy-Based Strategy toward Three-Dimensional Graphene-like Network for Reinforcing Copper Matrix Composites. Nat. Commun. 2020, 11, 2775. [Google Scholar] [CrossRef] [PubMed]
- Cao, M.; Xiong, D.-B.; Yang, L.; Li, S.; Xie, Y.; Guo, Q.; Li, Z.; Adams, H.; Gu, J.; Fan, T.; et al. Ultrahigh Electrical Conductivity of Graphene Embedded in Metals. Adv. Funct. Mater. 2019, 29, 1806792. [Google Scholar] [CrossRef]
- Liu, X.; Cai, Z.; xiao, Q.; Shen, M.; Yang, W.; Chen, D. Fretting Wear Behavior of Brass/Copper-Graphite Composites as a Contactor Material under Electrical Contact. Int. J. Mech. Sci. 2020, 184, 105703. [Google Scholar] [CrossRef]
- Mousavi, Z.; Pourabdoli, M. Physical and Chemical Properties of Ag–Cu Composite Electrical Contacts Prepared by Cold-Press and Sintering of Silver-Coated Copper Powder. Mater. Chem. Phys. 2022, 290, 126608. [Google Scholar] [CrossRef]
- Dong, L.; Li, L.; Li, X.; Zhang, W.; Fu, Y.; Elmarakbi, A.; Zhang, Y. Enhancing Mechanisms of Arc-Erosion Resistance for Copper Tungsten Electrical Contact Using Reduced Graphene Oxides in Situ Modified by Copper Nanoparticles. Int. J. Refract. Met. Hard Mater. 2022, 108, 105934. [Google Scholar] [CrossRef]
- Tian, B.; Liu, P.; Song, K.; Li, Y.; Liu, Y.; Ren, F.; Su, J. Microstructure and Properties at Elevated Temperature of a Nano- Al2O3 Particles Dispersion-Strengthened Copper Base Composite. Mater. Sci. Eng. A 2006, 435–436, 705–710. [Google Scholar] [CrossRef]
- Zhang, X.; Zhang, Y.; Tian, B.; An, J.; Zhao, Z.; Volinsky, A.A.; Liu, Y.; Song, K. Arc Erosion Behavior of the Al2O3-Cu/(W, Cr) Electrical Contacts. Compos. Part B Eng. 2019, 160, 110–118. [Google Scholar] [CrossRef]
- Liang, S.; Li, Y.; Zhang, Y.; Zhou, M.; Liu, S.; Li, X.; Geng, Y.; Tian, B.; Jia, Y.; Liu, Y.; et al. Mechanical and Electrical Properties of Cu30Cr0.2Zr Composites Enhanced by CeO2/GO. J. Alloys Compd. 2023, 934, 167759. [Google Scholar] [CrossRef]
- Li, L.; Liu, S.; Zhou, M.; Zhang, Y.; Liang, S.; Huang, J.; Tian, B.; Geng, Y.; Ban, Y.; Liu, Y.; et al. Microstructure Evolution of Graphene Reinforced Cu/CeO2/Cr Electrical Contact Materials under Thermal Deformation Behavior. J. Mater. Res. Technol. 2022, 18, 1412–1423. [Google Scholar] [CrossRef]
- Liang, Y.; Lei, Q.; Zhang, X.; Jiang, D.; Li, Y. Microstructure Evolution and Properties of a Cu-5 Wt% Mo Alloy with High Conductivity and High Anti-Soften Temperature. Mater. Today Commun. 2022, 32, 104134. [Google Scholar] [CrossRef]
- Chen, Q.; Liang, S.; Zhuo, L. Fabrication and Characterization of Mo-Cu Nano-Composite Powders by a Chemical Co-Deposition Technique. J. Alloys Compd. 2021, 875, 160026. [Google Scholar] [CrossRef]
- Şap, E. Investigation of Mechanical Properties of Cu/Mo-SiCp Composites Produced with P/M, and Their Wear Behaviour with the Taguchi Method. Ceram. Int. 2021, 47, 25910–25920. [Google Scholar] [CrossRef]
- Mousavi, T.; Dai, J.; Bazarnik, P.; Pereira, P.H.R.; Huang, Y.; Lewandowska, M.; Langdon, T.G. Fabrication and Characterization of Nanostructured Immiscible Cu–Ta Alloys Processed by High-Pressure Torsion. J. Alloy. Compd. 2020, 832, 155007. [Google Scholar] [CrossRef]
- Zeng, L.F.; Gao, R.; Fang, Q.F.; Wang, X.P.; Xie, Z.M.; Miao, S.; Hao, T.; Zhang, T. High Strength and Thermal Stability of Bulk Cu/Ta Nanolamellar Multilayers Fabricated by Cross Accumulative Roll Bonding. Acta Mater. 2016, 110, 341–351. [Google Scholar] [CrossRef]
- Kale, C.; Srinivasan, S.; Hornbuckle, B.C.; Koju, R.K.; Darling, K.; Mishin, Y.; Solanki, K.N. An Experimental and Modeling Investigation of Tensile Creep Resistance of a Stable Nanocrystalline Alloy. Acta Materialia 2020, 199, 141–154. [Google Scholar] [CrossRef]
- Darling, K.A.; Roberts, A.J.; Mishin, Y.; Mathaudhu, S.N.; Kecskes, L.J. Grain Size Stabilization of Nanocrystalline Copper at High Temperatures by Alloying with Tantalum. J. Alloys Compd. 2013, 573, 142–150. [Google Scholar] [CrossRef]
- Tran, A.-S. Phase Transformation and Interface Fracture of Cu/Ta Multilayers: A Molecular Dynamics Study. Eng. Fract. Mech. 2020, 239, 107292. [Google Scholar] [CrossRef]
- Chen, J.; Mathaudhu, S.N.; Thadhani, N.; Dongare, A.M. Unraveling the Role of Interfaces on the Spall Failure of Cu/Ta Multilayered Systems. Sci. Rep. 2020, 10, 208. [Google Scholar] [CrossRef]
- Li, M.; Chang, Y. Improving Tensile Property and Thermal Stability of the Cu-Ta Alloy by Alloying with Cr. J. Alloys Compd. 2022, 905, 164181. [Google Scholar] [CrossRef]
- Wang, J.; Shi, J.; Lu, Y.; Jin, G.; Wang, J.; Jiang, Y.; Zhou, Q. Deformation Evolution of Cu/Ta Nanoscale Multilayer during Nanoindentation by a Molecular Dynamics Study. Surf. Coat. Technol. 2022, 441, 128562. [Google Scholar] [CrossRef]
- Hornbuckle, B.C.; Solanki, K.; Darling, K.A. Prolonged High-Temperature Exposure: Tailoring Nanocrystalline Cu–Ta Alloys against Grain Growth. Mater. Sci. Eng. A 2021, 824, 141818. [Google Scholar] [CrossRef]
- Han, L.; Liu, Z.; Yu, L.; Ma, Z.; Huang, Y.; Liu, Y.; Wang, Z. Effect of WC Nanoparticles on the Thermal Stability and Mechanical Performance of Dispersion-Reinforced Cu Composites. Scr. Mater. 2023, 222, 115030. [Google Scholar] [CrossRef]
- Feng, J.; Song, K.; Liang, S.; Guo, X.; Li, S. Mechanical Properties and Electrical Conductivity of Oriented-SiC-Whisker-Reinforced Al2O3/Cu Composites. J. Mater. Res. Technol. 2022, 20, 1470–1480. [Google Scholar] [CrossRef]
- Pan, Y.; Xiao, S.; Lu, X.; Zhou, C.; Li, Y.; Liu, Z.; Liu, B.; Xu, W.; Jia, C.; Qu, X. Fabrication, Mechanical Properties and Electrical Conductivity of Al2O3 Reinforced Cu/CNTs Composites. J. Alloys Compd. 2019, 782, 1015–1023. [Google Scholar] [CrossRef]
- Li, W.; Dong, H. Effect of Nano-Y2O3 on Microstructure and Mechanical Properties of W–Ni–Cu Alloys. Mater. Res. Express 2018, 5, 106503. [Google Scholar] [CrossRef]
- Mu, Z.; Geng, H.-R.; Li, M.-M.; Nie, G.-L.; Leng, J.-F. Effects of Y2O3 on the Property of Copper Based Contact Materials. Compos. Part B Eng. 2013, 52, 51–55. [Google Scholar] [CrossRef]
- Zhuo, H.; Tang, J.; Ye, N. A Novel Approach for Strengthening Cu–Y2O3 Composites by in Situ Reaction at Liquidus Temperature. Mater. Sci. Eng. A 2013, 584, 1–6. [Google Scholar] [CrossRef]
- Liu, S.; Li, L.; Zhou, M.; Liang, S.; Zhang, Y.; Huang, J.; Tian, B.; Geng, Y.; Liu, Y.; Jia, Y.; et al. Preparation and Properties of Graphene Reinforced Cu/0.5CeO230Cr Electrical Contact Materials. Vacuum 2022, 195, 110687. [Google Scholar] [CrossRef]
- Pethő, D.; Kurusta, T.; Kristály, F.; Mikó, T.; Gácsi, Z. The Effect of Ball to Powder Ratio on the Processing of a Novel Mo-Cu- Al2O3 Composite. Int. J. Refract. Met. Hard Mater. 2021, 101, 105657. [Google Scholar] [CrossRef]
- Zhou, Y.; Gan, M.; Yu, W.; Chong, X.; Feng, J. First-Principles Study of Thermophysical Properties of Polymorphous YTaO4 Ceramics. J. Am. Ceram. Soc. 2021, 104, 6467–6480. [Google Scholar] [CrossRef]
- Zhang, F.; Zhang, G.; Yang, L.; Zhou, Y.; Du, Y. Thermodynamic Modeling of YO1.5-TaO2.5 System and the Effects of Elastic Strain Energy and Diffusion on Phase Transformation of YTaO4. J. Eur. Ceram. Soc. 2019, 39, 5036–5047. [Google Scholar] [CrossRef]
- Flamant, Q.; Gurak, M.; Clarke, D.R. The Effect of Zirconia Substitution on the High-Temperature Transformation of the Monoclinic-Prime Phase in Yttrium Tantalate. J. Eur. Ceram. Soc. 2018, 38, 3925–3931. [Google Scholar] [CrossRef]
- Yang, W.; Ye, F.; Yan, S.; Guo, L. The Corrosion Behaviors of Thermal Barrier Material of M-YTaO4 Attacked by CMAS at 1250 °C. Ceram. Int. 2020, 46, 9311–9318. [Google Scholar] [CrossRef]
- Lepple, M.; Ushakov, S.V.; Lilova, K.; Macauley, C.A.; Fernandez, A.N.; Levi, C.G.; Navrotsky, A. Thermochemistry and Phase Stability of the Polymorphs of Yttrium Tantalate, YTaO4. J. Eur. Ceram. Soc. 2021, 41, 1629–1638. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Composites | Cu-0.2 wt.%Al | Cu2O | Mo | Ta | Y2O3 |
|---|---|---|---|---|---|
| Al2O3-Cu/25Mo5Ta | bal. | 2.04 | 25 | 5 | 0 |
| 0.5Y2O3/Al2O3-Cu/25Mo5Ta | bal. | 2.02 | 25 | 5 | 0.5 |
| Composites | Hardness (HV) | Electrical Conductivity (% IACS) | Relative Density (%) | Tensile Strength (MPa) | Elongation (%) |
|---|---|---|---|---|---|
| Al2O3-Cu/25Mo5Ta | 164 | 68.92 | 98.52 | 333 | 8.74 |
| 0.5Y2O3/Al2O3-Cu/25Mo5Ta | 156 | 67.54 | 97.75 | 325 | 9.46 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, Y.; Zhou, M.; Zhang, Y.; Zhu, H.; Zheng, X.; Liang, S.; Tang, S.; Tian, B.; Liu, Y.; Li, X.; et al. Effect of Y2O3 on the Electrical Contact Behavior of Al2O3-Cu/MoTa Composites. Coatings 2023, 13, 252. https://doi.org/10.3390/coatings13020252
Li Y, Zhou M, Zhang Y, Zhu H, Zheng X, Liang S, Tang S, Tian B, Liu Y, Li X, et al. Effect of Y2O3 on the Electrical Contact Behavior of Al2O3-Cu/MoTa Composites. Coatings. 2023; 13(2):252. https://doi.org/10.3390/coatings13020252
Chicago/Turabian StyleLi, Yunzhang, Meng Zhou, Yi Zhang, Hanjing Zhu, Xianhua Zheng, Shengli Liang, Shunlong Tang, Baohong Tian, Yong Liu, Xu Li, and et al. 2023. "Effect of Y2O3 on the Electrical Contact Behavior of Al2O3-Cu/MoTa Composites" Coatings 13, no. 2: 252. https://doi.org/10.3390/coatings13020252