
Spark Plasma Sintering of Si3N4 Ceramics with Y2O3–Al2O3 (3%–10% wt.) as Sintering Additive
 , , , , ,
, , , , ,
Abstract
:1. Introduction
2. Materials and Methods
3. Results
3.1. Preparation of Powder Mixtures
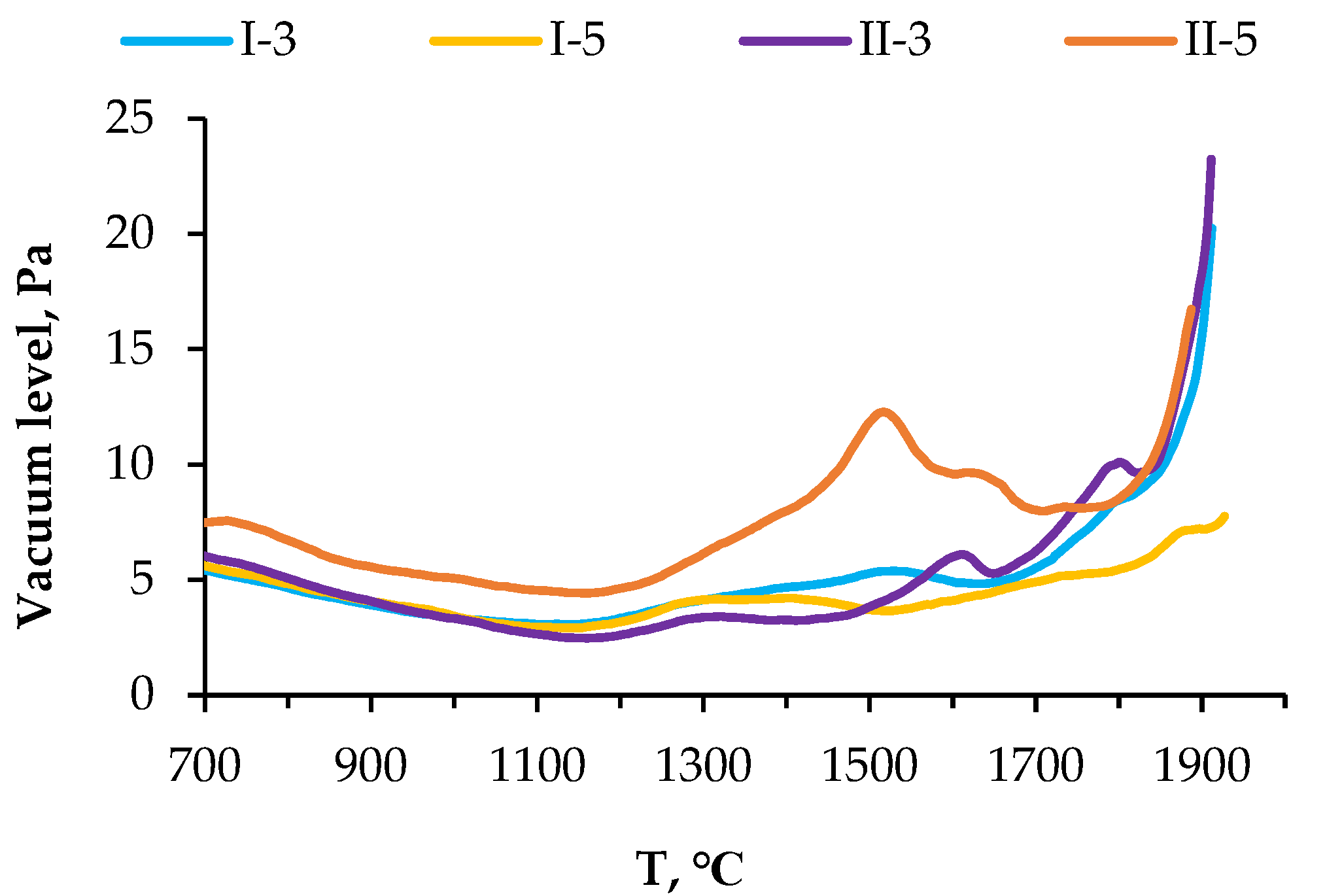
3.2. Compaction (Sintering) of Powder Mixtures
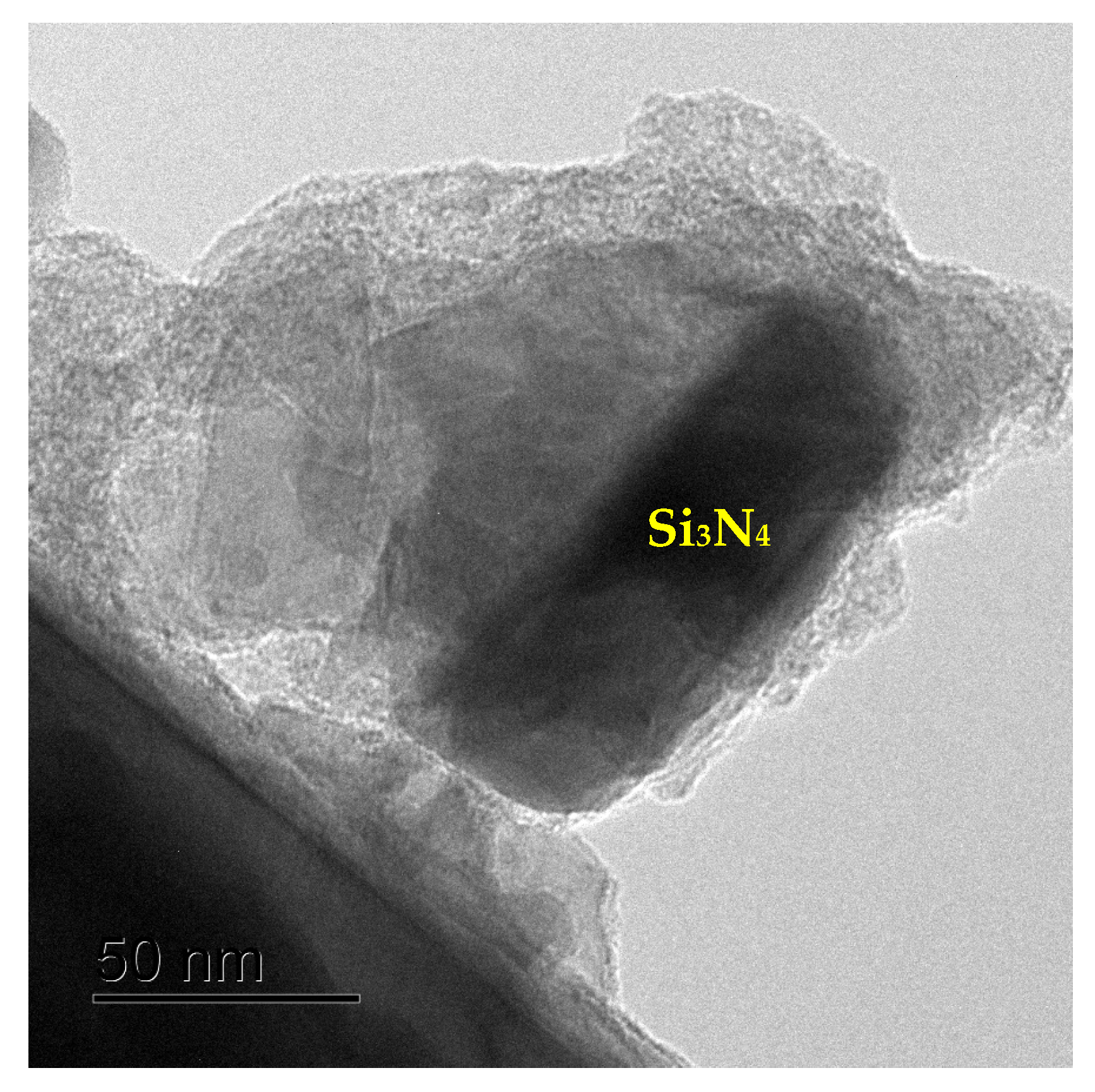
3.3. Microstructure of Ceramic Samples
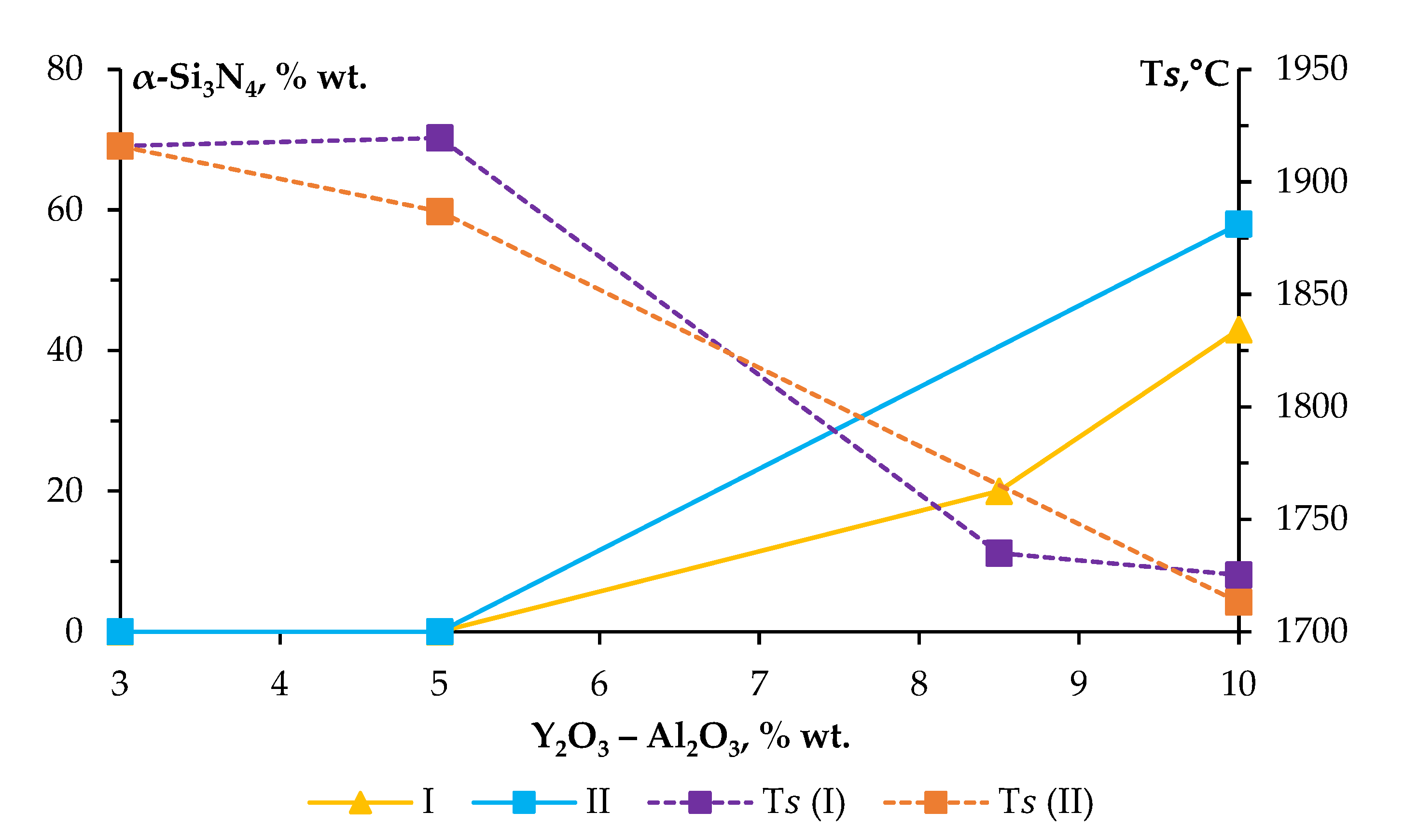
3.4. Phase Composition and Mechanical Properties of Ceramics
4. Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Tatarkova, M.; Tatarko, P. Si3N4 Ceramics, Structure and Properties. Ency. Mater. Tech. Ceram. Glasses 2021, 2, 109–118. [Google Scholar]
- Riley, F. Silicon Nitride and Related Materials. J. Am. Ceram. Soc. 2004, 83, 245–265. [Google Scholar] [CrossRef]
- Klemm, H. Silicon Nitride for High-Temperature Applications. J. Am. Ceram. Soc. 2010, 93, 1501–1522. [Google Scholar] [CrossRef]
- Li, H.; Chen, W. Basic Bio-Tribological Performance of Insulating Si3N4-Based Ceramic as Human Body Replacement Joints. Coatings 2021, 11, 938. [Google Scholar] [CrossRef]
- Chen, F.; Yan, F. Spark Plasma Sintering of α-Si3N4 Ceramics with MgO-AlPO4 as Sintering Additives. Mater. Chem. Phys. 2008, 107, 67–71. [Google Scholar] [CrossRef]
- Hampshire, S. Silicon Nitride Ceramics-Review of Structure, Processing and Properties. J. Mater. Manuf. Eng. 2007, 24, 43–50. [Google Scholar]
- Petzow, G.; Herrmann, M. Silicon Nitride Ceramics. In High Performance Non-Oxide Ceramics II. Structure and Bonding; Jansen, M., Ed.; Springer: Berlin/Heidelberg, Germany, 2002; Volume 102, pp. 47–167. [Google Scholar]
- Ziegler, G.; Heinrich, J. Relationships Between Processing, Microstructure and Properties of Dense and Reaction-Bonded Silicon nitride. J. Mater. Sci. 1987, 22, 3041–3086. [Google Scholar] [CrossRef]
- Zhang, Z.; Duan, X. Effect of Re2O3-MgO Additives on the Microstructure Evolution and Properties of β-Si3N4 Ceramics. Ceram. Int. 2021, 47, 22073–22079. [Google Scholar] [CrossRef]
- Zhang, N.; Ru, H.Q. The Influence of the Molar Ratio of Al2O3 to Y2O3 on Sintering Behavior and the Mechanical Properties of a SiC-Al2O3Y2O3- Ceramic Composite. Mater. Sci. Eng. A 2008, 486, 262–266. [Google Scholar] [CrossRef]
- Wotting, G.; Ziegler, G. Influence of Powder Properties and Processing Conditions on Microstructure and Mechanical Properties of Sintered Si3N4. Ceram. Int. 1984, 10, 18–22. [Google Scholar] [CrossRef]
- Prokesova, M.; Panek, Z. Phase Transformation and Densification during Pressureless Sintering of Si3N4 with MgO and Y3Al5O12 Additives. J. Mat. Sci. 1990, 25, 3709–3713. [Google Scholar] [CrossRef]
- Sajgalik, P.; Dusza, J. High-temperature Strength and Fracture Toughness of Si3N4–β-Si3N4 Composites. J. Mat. Sci. Let. 1991, 10, 776–778. [Google Scholar] [CrossRef]
- Perevislov, S.N.; Lysenkov, A.S. Reinforced Composite Materials based on Silicon Carbide and Silicon Nitride. IOP Conf. Ser.: Mater. Sci. Eng. 2019, 525, 012072. [Google Scholar] [CrossRef]
- Leon-Geronimo, A.; Miranda-Hernandez, Q. Effect of the Additive Content on the Sintering of Pre-Sintered Si3N4 Composite. MRS Adv. 2020, 5, 3103–3111. [Google Scholar] [CrossRef]
- Hoffmann, M.J.; Geyer, A. Potential of the Sinter-HIP-technique for the Development of High-temperature Resistant Si3N4-ceramics. J. Eur. Ceram. Soc. 1999, 19, 2359–2366. [Google Scholar] [CrossRef]
- Ceja-Cardenas, L.; Lemus-Ruiz, J. Spark Plasma Sintering of α-Si3N4 Ceramics with Al2O3 and Y2O3 as Additives and its Morphology Transformation. J. Alloys Compd. 2010, 501, 345–351. [Google Scholar] [CrossRef]
- Li, Y.; Kim, H.-N. Microstructure and Thermal Conductivity of Gas-Pressure-Sintered Si3N4 Ceramic: The Effects of Y2O3 Additive Content. J. Eur. Ceram. Soc. 2021, 41, 274–283. [Google Scholar] [CrossRef]
- Zhang, J.; Liu, G. Plastic Deformation in Silicon Nitride Ceramics via Bond Switching at Coherent Interfaces. Science 2022, 378, 371–376. [Google Scholar] [CrossRef]
- Wasanapiarnpong, T.; Wada, S. Effect of Post-Sintering Heat-Treatment on Thermal and Mechanical Properties of Si3N4 Ceramics Sintered with Different Additives. J. Eur. Ceram. Soc. 2006, 26, 3467–3475. [Google Scholar] [CrossRef]
- Perevislov, S. Investigation of the Phase Composition and Analysis of the Properties of Sintered and Hot-pressed Materials Based on Silicon Nitride. Refract. Ind. Ceram. 2022, 63, 66–73. [Google Scholar] [CrossRef]
- Kessel, H.; Hennicke, J. Aspects Concerning the Super-Fast Sintering of Powder Metallic and Ceramic Materials. Interceram 2007, 56, 164–166. [Google Scholar]
- Papynov, E.; Portnyagin, A. A complex Approach to Assessing Porous Structure of Structured Ceramics Obtained by SPS Technique. Mater. Charact. 2018, 145, 294–302. [Google Scholar] [CrossRef]
- Papynov, E.; Shichalin, O. Synthesis of High-Density Pellets of Uranium Dioxide by Spark Plasma Sintering in Dies of Different Types. Radiochem. 2018, 60, 362–370. [Google Scholar] [CrossRef]
- Papynov, E.; Shichalin, O. Spark Plasma Sintering of Special-Purpose Functional Ceramics Based on UO2, ZrO2, Fe3O4/α-Fe2O3. Glass Phys. Chem. 2018, 44, 632–640. [Google Scholar] [CrossRef]
- Papynov, E.; Shichalin, O. Spark Plasma Sintering as a High-Tech Approach in a New Generation of Synthesis of Nanostructured Functional Ceramics. Nanotechnol. Russ. 2017, 12, 49–61. [Google Scholar] [CrossRef]
- Nokhrin, A.; Andreev, P. Investigation of Microstructure and Corrosion Resistance of Ti-Al-V Titanium Alloys Obtained by Spark Plasma Sintering. Metals 2021, 11, 945. [Google Scholar] [CrossRef]
- Lantsev, E.; Nokhrin, A. A Study of the Impact of Graphite on the Kinetics of SPS in Nano- and Submicron WC-10% Co Powder Compositions. Ceramics 2021, 4, 331–363. [Google Scholar] [CrossRef]
- Nisar, A.; Balani, K. Phase and Microstructural Correlation of Spark Plasma Sintered HfB2-ZrB2 Based Ultra-High Temperature Ceramic Composites. Coatings 2017, 7, 110. [Google Scholar] [CrossRef] [Green Version]
- Samal, S.; Cibulkova, J. Tribological Behavior of NiTi Alloy Produced by Spark Plasma Sintering Method. Coatings 2021, 11, 1246. [Google Scholar] [CrossRef]
- Zamula, M.; Kolesnichenko, V. Phase Transformations and Consolidation of Si3N4 Ceramics Activated with Yttrium and Silicon Oxides in Spark Plasma Sintering. Powder Metall. Met. Ceram. 2022, 60, 672–684. [Google Scholar] [CrossRef]
- Yu, J.-J.; Sun, S.-K. Continuous and Symmetric Graded Si3N4 Ceramics Designed by Spark Plasma Sintering at 15 MPa. Ceram. Int. 2019, 45, 16703–16706. [Google Scholar] [CrossRef]
- Kim, K.; Lysenkov, A. Effect of CaO-Al2O3 (48:52% wt.) Sintering Aids on the Phase Composition and Properties of Si3N4-Based Ceramics. Inorg. Mater. 2022, 58, 877–885. [Google Scholar] [CrossRef]
- Andreev, P.V.; Alekseeva, L.S. Synthesis of Si3N4-Based Powder Composites for Ceramic Fabrication by Spark Plasma Sintering. Inorg. Mater. 2022, 58, 1098–1104. [Google Scholar] [CrossRef]
- Ye, C.; Yue, X. In-situ Synthesis of YAG@Si3N4 Powders with Enhanced Mechanical Properties. J. Alloys Compd. 2018, 731, 813–821. [Google Scholar] [CrossRef]
- Andreev, P.; Drozhilkin, P. Preparation of Si3N4-YAG Mixtures for the Spark Plasma Sintering Method. IOP Conf. Ser. Mater. Sci. Eng. 2021, 1014, 012009. [Google Scholar] [CrossRef]
- Andreev, P.; Drozhilkin, P. Manufacture of Ceramic Composites Based on Silicon Nitride Powder with a Precipitated Sintering Additive. Inorg. Mater. Appl. Res. 2022, 8, 76–88. (In Russian) [Google Scholar]
- Kim, J.-S.; Schubert, H. Sintering of Si3N4 with Y2O3 and Al2O3 Added by Coprecipitation. J. Eur. Ceram. Soc. 1989, 5, 311–319. [Google Scholar] [CrossRef]
- Miranzo, P.; Gonzalez-Julian, J. Enhanced Particle Rearrangement during Liquid Phase Spark Plasma Sintering of Silicon Nitride-based Ceramics. Ceram. Int. 2011, 37, 159–166. [Google Scholar] [CrossRef]
- Peng, G.-H.; Liang, M. Spark Plasma Sintered Silicon Nitride Ceramics with High Thermal Conductivity Using MgSiN2 as Additives. J. Am. Ceram. Soc. 2009, 92, 2122–2124. [Google Scholar] [CrossRef]
- Chuvildeev, V.; Boldin, M. Comparative Study of Hot Pressing and High-Speed Electropulse Plasma Sintering of Al2O3/ZrO2/Ti(C,N) Powders. Russ. J. Inorg. Chem. 2015, 60, 987–993. [Google Scholar] [CrossRef]
- Olevsky, E.; Dudina, D. Field-Assisted Sintering: Science and Applications; Springer: Cham, Switzerland, 2018; pp. 89–104, 354–379. [Google Scholar]
- Drozhilkin, P.; Alekseeva, L. Phase Homogeneity of Si3N4-Based Ceramic Materials Produced by Spark Plasma Sintering. Tech. Phys. Lett. 2022, 4, 46–48. [Google Scholar] [CrossRef]
- Pecharsky, V.; Zavalij, P. Fundamentals of Powder Diffraction and Structural Characterization of Materials, 2nd ed.; Springer: New York, NY, USA, 2005; p. 744. [Google Scholar]
- Drozhilkin, P.; Smetanina, K. Assessment of the Data Repeatability of X-ray Diffraction Study for Silicon Nitride Powders of Different Dispersion. Ind. Lab. Diagn. Mater. 2022, 4, 27–32. (In Russian) [Google Scholar] [CrossRef]
- Alper, A. Phase Diagrams in Advanced Ceramics; Academic Press: Cambridge, MA, USA, 1995; pp. 140–154. [Google Scholar]
- Balabanov, S.; Gavrishchuk, E. Effect of the Composition of Starting Yttrium Aluminum Hydroxide Sols on the Properties of Yttrium Aluminum Garnet Powders. Inorg. Mater. 2014, 10, 1030–1034. [Google Scholar] [CrossRef]
- Balabanov, S.; Gavrishchuk, E. Synthesis and Properties of Yttrium Hydroxyacetate Sols. Inorg. Mater. 2012, 5, 500–503. [Google Scholar] [CrossRef]
- Sunde, T.O.L.; Grande, T. Modified Pechini Synthesis of Oxide Powders and Thin Films. In Handbook of Sol-Gel Science and Technology; Klein, L., Aparicio, M., Eds.; Springer: Cham, Switzerland, 2016; pp. 1–30. [Google Scholar]
- Urbanovich, V.; Niss, V. Physical and Mechanical Properties of β-Si3N4 Sintered at High Pressures. High Press. Phys. Eng. 2017, 27, 108–117. (In Russian) [Google Scholar]
- Boberski, C.; Bestgen, H. Microstructural Development during Liquid-phase Sintering of Si3N4 Ceramics. J. Eur. Ceram. Soc. 1992, 9, 95–99. [Google Scholar] [CrossRef]
- Busevac, D.; Boskovic, S. Kinetics of the α-β phase Transformation in Seeded Si3N4 Ceramics. Sci. Sinter. 2008, 40, 263–270. [Google Scholar] [CrossRef]
- Vrolijk, J.W.G.A.; Willems, J.W.M.M. Coprecipitation of Yttrium and Aluminium Hydroxide for Preparation of Yttrium Aluminium Garnet. J. Eur. Ceram. Soc. 1990, 6, 47–51. [Google Scholar] [CrossRef] [Green Version]
- Sordelet, D.; Akinc, M. Synthesis of Yttrium Aluminum Garnet Precursor Powders by Homogeneous Precipitation. J. Eur. Ceram. Soc. 1994, 14, 123–130. [Google Scholar] [CrossRef]
- Manalert, R.; Rahaman, M. Sol-Gel Processing and Sintering of Yttrium Aluminum Garnet (YAG) Powders. J. Mater. Sci. 1996, 31, 3453–3458. [Google Scholar] [CrossRef]
- Young, W.; Cutler, I. Initial Sintering with Constant Rates of Heating. J. Am. Ceram. Soc. 1970, 53, 659–663. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Mixture Synthesis Method | Additive (Y2O3-Al2O3), % wt. |
|---|---|---|
| I-3 | I | 3 |
| I-5 | 5 | |
| I-8.5 | 8.5 | |
| I-10 | 10 | |
| II-3 | II | 3 |
| II-5 | 5 | |
| II-10 | 10 |
| Sample | Sintering Temperature, °C | Measured Density, g/cm3 | Relative Density, % |
|---|---|---|---|
| I-3 | 1920 | 3.221 | 99.8 |
| I-5 | 1930 | 3.229 | 99.5 |
| I-8.5 | 1740 | 3.243 | 99.3 |
| I-10 | 1730 | 3.226 | 98.0 |
| II-3 | 1920 | 3.214 | 99.6 |
| II-5 | 1880 | 3.222 | 99.3 |
| II-10 | 1710 | 3.226 | 98.0 |
| Sample | α-Si3N4, % wt. | β-Si3N4, % wt. | HV, GPa | KIC, MPa∙m1/2 |
|---|---|---|---|---|
| I-3 | – | 100 | 16.5 ± 0.4 | 3.8 ± 0.3 |
| I-5 | – | 100 | 16.4 ± 0.4 | 4.4 ± 0.3 |
| I-8.5 | 58 ± 2 | 42 ± 2 | 16.1 ± 0.4 | 4.0 ± 0.3 |
| I-10 | 66 ± 2 | 34 ± 2 | 17.4 ± 0.4 | 5.1 ± 0.3 |
| II-3 | – | 100 | 15.8 ± 0.4 | 5.1 ± 0.3 |
| II-5 | – | 100 | 15.5 ± 0.4 | 4.0 ± 0.3 |
| II-10 | 20 ± 2 | 80 ± 2 | 16.5 ± 0.4 | 4.2 ± 0.3 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Andreev, P.; Drozhilkin, P.; Alekseeva, L.; Smetanina, K.; Rostokina, E.; Balabanov, S.; Boldin, M.; Murashov, A.; Shcherbak, G. Spark Plasma Sintering of Si3N4 Ceramics with Y2O3–Al2O3 (3%–10% wt.) as Sintering Additive. Coatings 2023, 13, 240. https://doi.org/10.3390/coatings13020240
Andreev P, Drozhilkin P, Alekseeva L, Smetanina K, Rostokina E, Balabanov S, Boldin M, Murashov A, Shcherbak G. Spark Plasma Sintering of Si3N4 Ceramics with Y2O3–Al2O3 (3%–10% wt.) as Sintering Additive. Coatings. 2023; 13(2):240. https://doi.org/10.3390/coatings13020240
Chicago/Turabian StyleAndreev, Pavel, Pavel Drozhilkin, Lyudmila Alekseeva, Ksenia Smetanina, Elena Rostokina, Stanislav Balabanov, Maksim Boldin, Artem Murashov, and Gleb Shcherbak. 2023. "Spark Plasma Sintering of Si3N4 Ceramics with Y2O3–Al2O3 (3%–10% wt.) as Sintering Additive" Coatings 13, no. 2: 240. https://doi.org/10.3390/coatings13020240