
Effect of Ca Addition on Inclusions of Welding Heat-Affected Zone in Pressure Vessel Steels
Abstract
:1. Introduction
2. Materials and Methods
3. Results
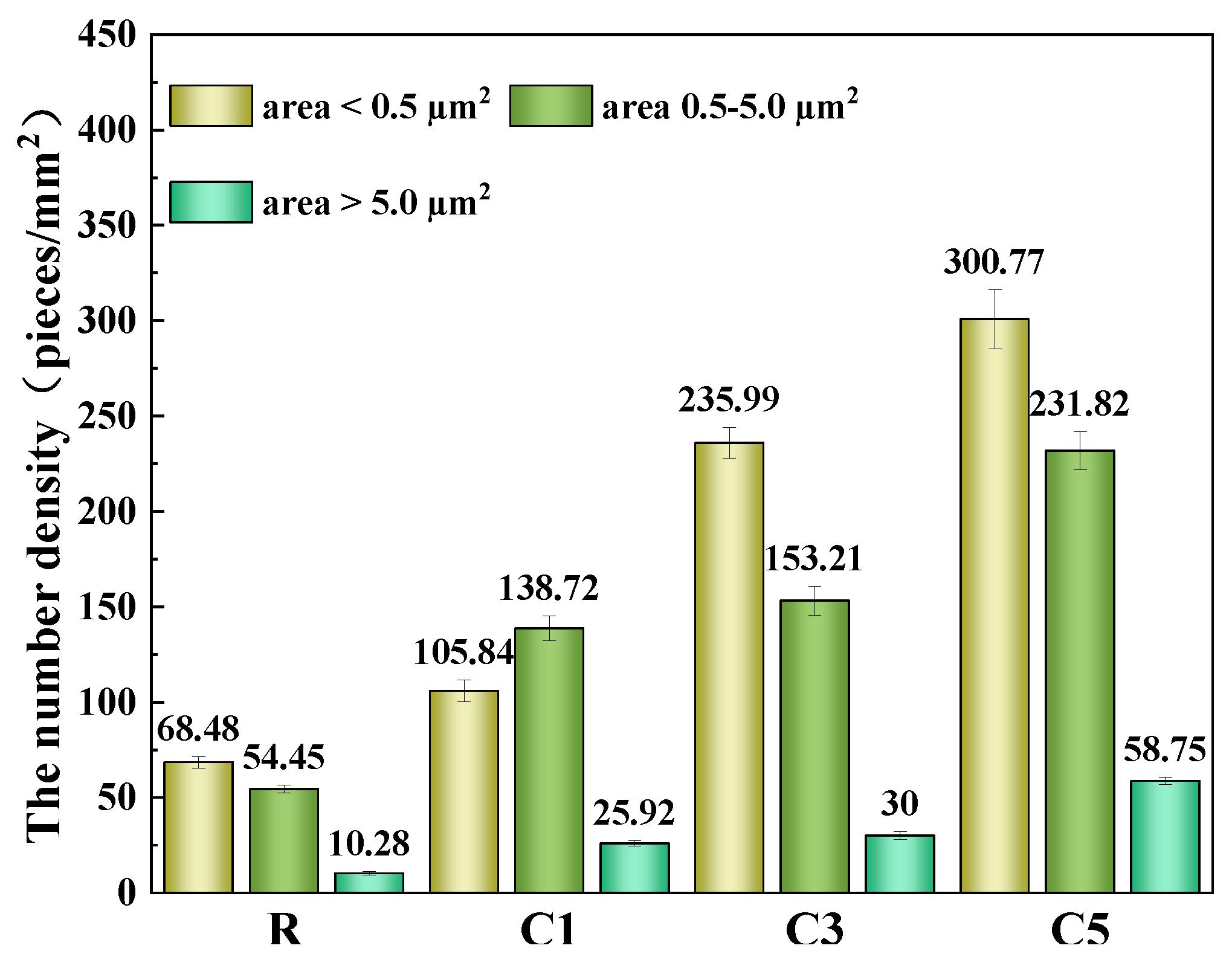
3.1. Analysis of Inclusions in the Welding HAZ of Experimental Steel
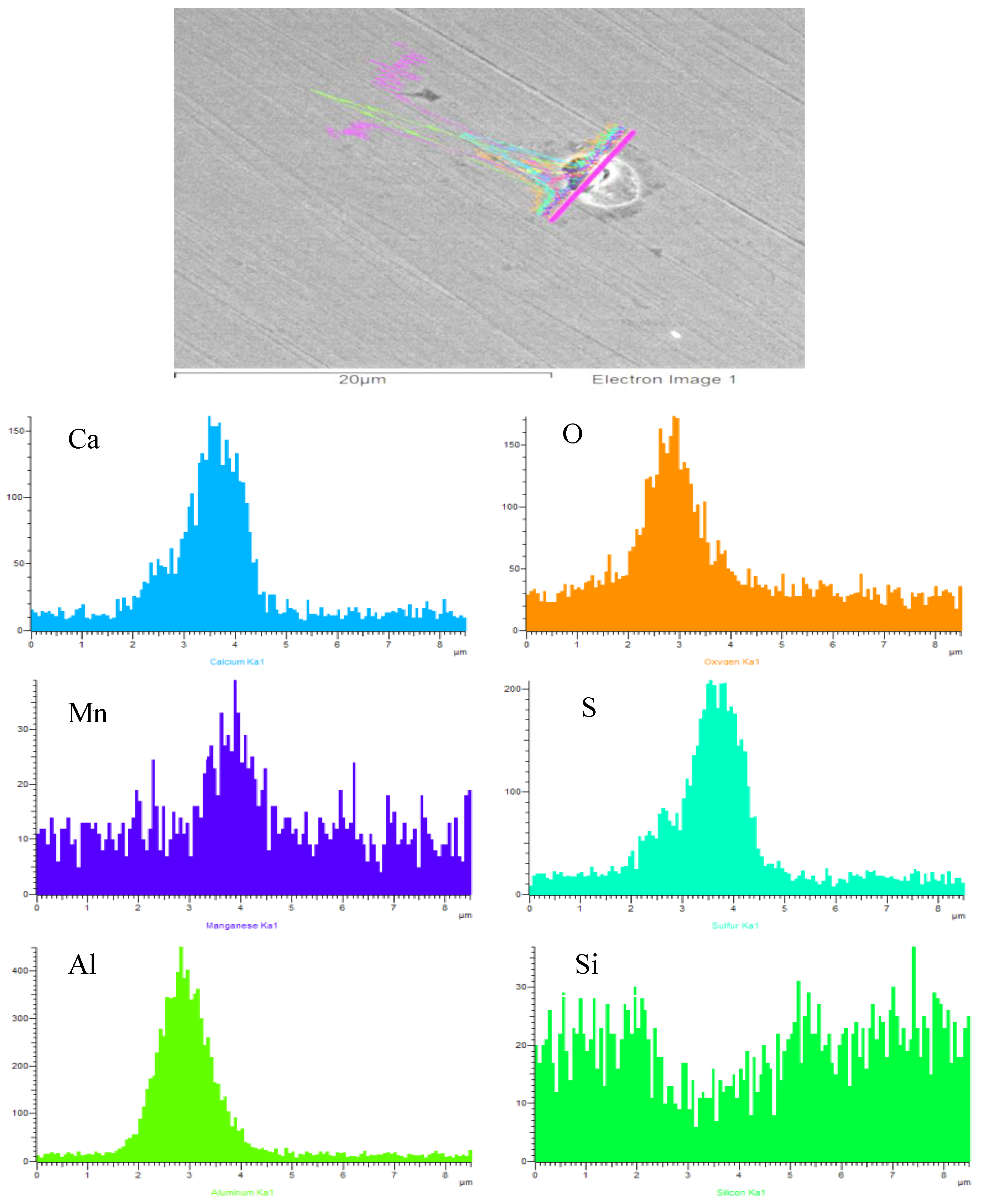
3.2. EDS Analysis of the Main Inclusion Composition
4. Discussion
4.1. The Effect of Adding Ca on the Welding HAZ of Experimental Steels
4.2. The Mechanism of IAF Nucleation Induced by Ca Elements in Welding HAZ
4.2.1. IAF Nucleation Mechanism Induced by Minimum Mismatch
4.2.2. IAF Nucleation Mechanism Induced by Stress–Strain Energy
4.2.3. IAF Nucleation Mechanism Induced by Local Composition Change
4.2.4. IAF Nucleation Mechanism Induced by Inert Interface Energy
5. Conclusions
- (1)
- With the increase in the Ca element, the number density of inclusions and effective inclusions in the experimental steel welding HAZ showed an increasing trend. The experimental steel welding HAZ with 5 wt.% Ca added had the highest inclusion number density of 594.35 pieces/mm2. And this steel also had the highest effective number density of inclusions, which was 535.60 pieces/mm2.
- (2)
- In the three experimental steels with Ca elements, the number density of inclusions that played the role of pinning and inducing IAF nucleation gradually increased and was obviously higher than that of the raw steel. The addition of the Ca element was beneficial to produce more pinning inclusions in the welding HAZ of the experimental steel under the experimental conditions.
- (3)
- The inclusions in the welding HAZ of experimental steel with the Ca element added were mainly elliptical oxide complex inclusions of Ca-Si with a size of about 2 μm. Meanwhile, Al2O3 and MnS were precipitated to the left and center of the inclusions, respectively. The inclusions with such shapes and sizes were conducive to the nucleation and growth of the ductile IAF microstructure.
- (4)
- After the addition of the Ca elements, a Mn-poor zone appeared around the inclusions containing Ca in the welding HAZ. IAF nucleation was induced mainly by a local compositional change mechanism, supplemented by stress–strain energy and inert interface energy mechanisms.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Zondi, M.C. Factors that affect welding-induced residual stress and distortions in pressure vessel steels and their mitigation techniques: A review. J. Press. Vessel. Technol. 2014, 136, 040801. [Google Scholar] [CrossRef]
- Xie, F.; Wu, X.; Zhang, H.; Zhang, X. Research on pulsed eddy current automatic detection technology for weld defects of pressure vessel cylinder. Measurement 2021, 176, 109081. [Google Scholar] [CrossRef]
- Sánchez, M.; Cicero, S.; Arroyo, B.; Arrieta, S. Master curve evaluation of ANP-5 steel using mini-CT specimens. Procedia Struct. Integr. 2022, 42, 218–223. [Google Scholar] [CrossRef]
- Vasileiou, A.N.; Smith, M.C.; Francis, J.A.; Balakrishnan, J.; Wang, Y.L.; Obasi, G.; Burke, M.G.; Pickering, E.J.; Gandy, D.; Irvine, N.M. Development of microstructure and residual stress in electron beam welds in low alloy pressure vessel steels. Mater. Design. 2021, 209, 109924. [Google Scholar] [CrossRef]
- Mesbah, M.; Fadaeifard, F.; Nasiri-Tabrizi, B.; Matori, K.A.; Basirun, W.J. The impacts of grain boundary on the scattering of intermetallics in friction-stir-welded AA6061-T6. Mater. Lett. 2021, 300, 130206. [Google Scholar] [CrossRef]
- Shen, Y.; Leng, J.; Wang, C. On the heterogeneous microstructure development in the welded joint of 12MnNiVR pressure vessel steel subjected to high heat input electrogas welding. J. Mater. Sci. Technol. 2019, 35, 1747–1752. [Google Scholar] [CrossRef]
- Liu, J.; Wang, J.; Hu, F.; Fu, K.; Zhang, Z.; Wu, Y. Effects of Ti/N Ratio on Coarse-Grain Heat-Affected Zone Microstructure Evolution and Low-Temperature Impact Toughness of High Heat Input Welding Steel. Coatings 2023, 13, 1347. [Google Scholar] [CrossRef]
- Barrick, E.J.; DuPont, J.N. The influence of martensitic microstructure and oxide inclusions on the toughness of simulated reheated 10 wt% Ni steel weld metal multi-pass fusion zones. Mat. Sci. Eng. A 2021, 801, 140336. [Google Scholar] [CrossRef]
- Šebestová, H.; Horník, P.; Mrňa, L.; Doležal, P. Microstructure and mechanical properties of hybrid LasTIG welds of HSLA steel. Procedia CIRP 2018, 74, 743–747. [Google Scholar] [CrossRef]
- Liu, C.; Yan, L.; Xiao, H.; Wang, K. Microstructure and mechanical properties of wire-fed arc-based directed energy deposition of high-strength steel after ultrasonic impact oxidation treatment. J. Manuf. Process. 2023, 85, 179–191. [Google Scholar] [CrossRef]
- Zhang, K.; Li, Z.; Wang, Z.; Sun, X.; Yong, Q. Precipitation behavior and mechanical properties of hot-rolled high strength Ti–Mo-bearing ferritic sheet steel: The great potential of nanometer-sized (Ti, Mo) C carbide. J. Mater. Res. 2016, 31, 1254–1263. [Google Scholar] [CrossRef]
- Zhang, Y.; Yang, J.; Xu, L.; Qiu, Y.; Cheng, G.; Yao, M.; Dong, J. The effect of Ca content on the formation behavior of inclusions in the heat affected zone of thick high-strength low-alloy steel plates after large heat input weldings. Metals 2019, 9, 1328. [Google Scholar] [CrossRef]
- Zhou, M.; Sun, Y.; Morisada, Y.; Shi, Q.; Fujii, H. The material flow and texture-weakening mechanism in double-sided friction stir welded Mg alloy. Sci. Technol. Weld. Join. 2023, 28, 154–161. [Google Scholar] [CrossRef]
- Mohseni, P.; Solberg, J.K.; Karlsen, M.; Akselsen, O.M.; Østby, E. Cleavage fracture initiation at M—A constituents in intercritically coarse-grained heat-affected zone of a HSLA steel. Metall. Mater. Trans. A 2014, 45, 384–394. [Google Scholar] [CrossRef]
- Zhang, Y.; Yang, J.; Du, H.; Zhang, Y.; Ma, H. Effect of Ca deoxidation on toughening of heat-affected zone in high-strength low-alloy steels after large-heat-input welding. Metals 2022, 12, 1830. [Google Scholar] [CrossRef]
- Lei, X.; Dong, S.; Huang, J.; Yang, J.; Chen, S.; Zhao, X. Phase evolution and mechanical properties of coarse-grained heat affected zone of a Cu-free high strength low alloy hull structure steel. Mater. Sci. Eng. A 2018, 718, 437–448. [Google Scholar] [CrossRef]
- Zhao, H.; Hu, S.; Wu, H.; Li, T. Research on mechanism of nucleation of intra-granular ferrite in welding heat affected zone of magnesium treated high-grade pipeline steel. Iron Steel 2010, 45, 82–85. [Google Scholar]
- Zhang, Z.; Farrar, R.A. Role of non-metallic inclusions in formation of acicular ferrite in low alloy weld metals. Mater. Sci. Technol. 2013, 12, 237–260. [Google Scholar] [CrossRef]
- Jin, H.; Shim, J.H.; Cho, Y.W.; Lee, H.C. Formation of intragranular acicular ferrite grains in a Ti-containing low carbon steel. ISIJ Int. 2003, 43, 1111–1113. [Google Scholar] [CrossRef]
- Wen, B.; Song, B. In situ observation of the evolution of intragranular acicular ferrite at Mg-containing inclusions in 16Mn steel. J. Manuf. Sci. Prod. 2013, 13, 61–72. [Google Scholar] [CrossRef]
- Sarma, D.S.; Karasev, A.V.; Jonsson, P.G. On the role of non-metallic inclusions in the nucleation of acicular ferrite in steels. ISIJ Int. 2009, 49, 1063–1074. [Google Scholar] [CrossRef]
- Xiong, Z.; Liu, S.; Wang, X.; Shang, C.; Misra, R. Relationship between crystallographic structure of the Ti2O3/MnS complex inclusion and microstructure in the heat-affected zone (HAZ) in steel processed by oxide metallurgy route and impact toughness. Mater. Charact. 2015, 106, 232–239. [Google Scholar] [CrossRef]
- Yang, J.; Cai, W. Eeffect of magnesium treatment on inclusions and HAZ microstructure and properties of steel plate. Iron Steel 2021, 56, 13–24. [Google Scholar]
- Meng, X.; Wang, W.; Bi, S.; Li, Y. Research on IAF nucleation behavior induced by Ce/Ce-Zr inclusion inhigh strength steel plate for shipbuilding. Iron Steel Vanadium Titan. 2022, 43, 146–151. [Google Scholar]
- Tanaka, Y.; Pahlevani, F.; Kitamura, S.; Privat, K.; Sahajwalla, V. Behaviour of sulphide and Non-alumina-based oxide inclusions in Ca-treated high-carbon steel. Metall. Mater. Trans. B 2020, 51, 1384–1394. [Google Scholar] [CrossRef]
- Li, X.; Wang, D.; Liu, C.; Jiang, M. Effects of Mg-Zr combined treatment on characteristics of inclusions in FH40 ship building steel ingots. J. Northeast Univ. (Nat. Sci.) 2014, 35, 529. [Google Scholar]
- Wan, X.; Wu, K.; Huang, G.; Wei, R. In Situ Observations of the Formation of Fine-Grained Mixed Microstructures of Acicular Ferrite and Bainite in the Simulated Coarse-Grained Heated-Affected Zone. Steel Res. Int. J. 2014, 85, 243–250. [Google Scholar] [CrossRef]
- Farrar, R.; Harrison, P. Acicular ferrite in carbon-manganese weld metals: An overview. J. Mater. Sci. 1987, 22, 3812–3820. [Google Scholar] [CrossRef]
- Wu, K.; Inagawa, Y.; Enomoto, M. Three-dimensional morphology of ferrite formed in association with inclusions in low-carbon steel. Mater. Charact. 2004, 52, 121–127. [Google Scholar] [CrossRef]
- Ohkita, S.; Horii, Y. Recent development in controlling the microstructure and properties of low alloy steel weld metals. ISIJ Int. 1995, 35, 1170–1182. [Google Scholar] [CrossRef]
- Huang, Q.; Wang, X.; Jiang, M.; Hu, Z.; Yang, C. Effects of Ti–Al complex deoxidization inclusions on nucleation of intragranular acicular ferrite in C–Mn steel. Steel Res. Int. 2016, 87, 445–455. [Google Scholar] [CrossRef]
- SA, D. Inclusion formation and microstructure evolution in low alloy steel welds. ISIJ Int. 2002, 42, 1344–1353. [Google Scholar]
- Zhang, S.; Hattori, N.; Enomoto, M.; Tarui, T. Ferrite nucleation at ceramic/austenite interfaces. ISIJ Int. 1996, 36, 1301–1309. [Google Scholar] [CrossRef]
- Zhou, W.; Zhu, J.; Zhang, Z. Austenite grain growth behaviors of La-microalloyed H13 steel and its effect on mechanical properties. Metall. Mater. Trans. A 2020, 51, 4662–4673. [Google Scholar] [CrossRef]
- Yuan, X.; Wang, G. Modeling interfacial evolutions at atomistic scale in the process of titanium oxide inducing ferrite nucleation in steels. Cryst. Growth Des. 2022, 22, 4059–4071. [Google Scholar] [CrossRef]
- Jia, X.; Chen, Y.; Li, H.; Yang, Y.; Wang, B.; Wang, B. Study on the mechanism of AF nucleation induced by complex oxide inclusions after LF refining in oxide metallurgical steel. Mater. Charact. 2023, 204, 113239. [Google Scholar] [CrossRef]
- Park, S.; Lee, K.; Min, K.; Kim, M.; Lee, B. Influence of the thermodynamic parameters on the temper embrittlement of SA508 Gr. 4N Ni–Cr–Mo low alloy steel with variation of Ni, Cr and Mn contents. J. Nucl. Mater. 2012, 426, 1–8. [Google Scholar] [CrossRef]
- Ricks, R.; Howell, P.; Barritte, G. The nature of acicular ferrite in HSLA steel weld metals. J. Mater. Sci. 1982, 17, 732–740. [Google Scholar] [CrossRef]
- Lee, T.; HJ, K. Effect of inclusion size on the nucleation of acicular ferrite in welds. ISIJ Int. 2000, 40, 1260–1268. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Items | Chemical Compositions (wt%) | ||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| C | Si | Mn | P | S | Ni | Mo | V | Nb | Cr | Als | Ti | N | |
| Design compositions | 0.06–0.09 | 0.10–0.20 | 1.45–1.60 | ≤0.015 | ≤0.006 | 0.25–0.35 | 0.20–0.30 | 0.045–0.055 | 0.01–0.02 | 0.10–0.30 | ≤0.01 | 0.01–0.02 | ≤0.005 |
| Actual compositions | 0.10 | 0.13 | 1.4 | 0.012 | 0.005 | 0.28 | 0.202 | 0.047 | 0.015 | 0.19 | 0.007 | 0.016 | / |
| Items | R | C1 | C3 | C5 |
|---|---|---|---|---|
| Ca (wt.%) | 0 | 1 | 3 | 5 |
| Ca-Si alloys (g) | 0 | 161.290 | 483.870 | 806.450 |
| Items | R | C1 | C3 | C5 | |
|---|---|---|---|---|---|
| Diameter (μm) | |||||
| 0.4–1.5 | 94.59 | 175.01 | 336.00 | 428.64 | |
| 1.5–2.0 | 21.39 | 54.47 | 37.92 | 80.42 | |
| 2.0–2.5 | 6.95 | 15.08 | 15.28 | 26.53 | |
| 2.5–3.0 | 6.53 | 12.56 | 15.97 | 23.89 | |
| >3.0 | 3.75 | 13.36 | 14.03 | 34.86 | |
| Inclusion | Lattice Constant/(10−8 cm) | Parallel Surface | Mismatch (%) | |||
|---|---|---|---|---|---|---|
| a | b | c | Inclusion | Ferrite | ||
| MnS | 5.224 | 5.224 | 5.224 | (111) | (111) | 8.8 |
| [110] | [110] | |||||
| CaO | 4.810 | 4.810 | 4.810 | (100) | (100) | 16.0 |
| [010] | [011] | |||||
| Substance | Austenite | CaO |
|---|---|---|
| Thermal expansion coefficient (10−6 K−1) | 23.0 | 13.5 |
| Position | S | Mn | Ca | Fe |
|---|---|---|---|---|
| 1 | 20.79 | 7.95 | 21.43 | 34.72 |
| 2 | 19.45 | 6.65 | 18.45 | 54.92 |
| 3 | 5.30 | 2.13 | 4.38 | 82.31 |
| 4 | - | 0.82 | - | 98.33 |
| 5 | - | 1.62 | - | 97.53 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, Y.; Li, B.; Wang, K.; Du, A. Effect of Ca Addition on Inclusions of Welding Heat-Affected Zone in Pressure Vessel Steels. Coatings 2023, 13, 2009. https://doi.org/10.3390/coatings13122009
Liu Y, Li B, Wang K, Du A. Effect of Ca Addition on Inclusions of Welding Heat-Affected Zone in Pressure Vessel Steels. Coatings. 2023; 13(12):2009. https://doi.org/10.3390/coatings13122009
Chicago/Turabian StyleLiu, Yan, Bo Li, Kai Wang, and Anna Du. 2023. "Effect of Ca Addition on Inclusions of Welding Heat-Affected Zone in Pressure Vessel Steels" Coatings 13, no. 12: 2009. https://doi.org/10.3390/coatings13122009