

Wear Evolution on PVD Coated Cutting Tool Flank and Rake Explained Considering Stress, Strain and Strain-Rate Dependent Material Properties


 , ,
, ,
Abstract
:
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
1. Introduction
2. Experimental and Computational Methods Applied to Detect Static and Dynamic Material Properties
2.1. Procedures to Attaining Stress, Strain, and Strain-Rate Material Data
2.2. The Applied Cemented Carbide and TiAlN Coating and the Determination of Their Constitutive Laws under Static Loads
3. Determination of Fatigue Critical Stress and Strain-Rate Data of Substrate and Coating
3.1. Cemented Carbide Substrate
3.2. TiAlN Coating on Cemented Carbide Substrate
4. Experimental and Computational Details Related to the Conducted Milling Investigations
5. Results and Discussion
5.1. The Conducted Experimental Investigations
5.2. The Conducted Theoretical Investigations
5.3. Explanation of the Wear Mechanisms on the Flank and Rake
6. Conclusions
- These phenomena were investigated at various entry impact durations and compared with the related ones in turning, where quasistatic loads are acting on the cutting edge;
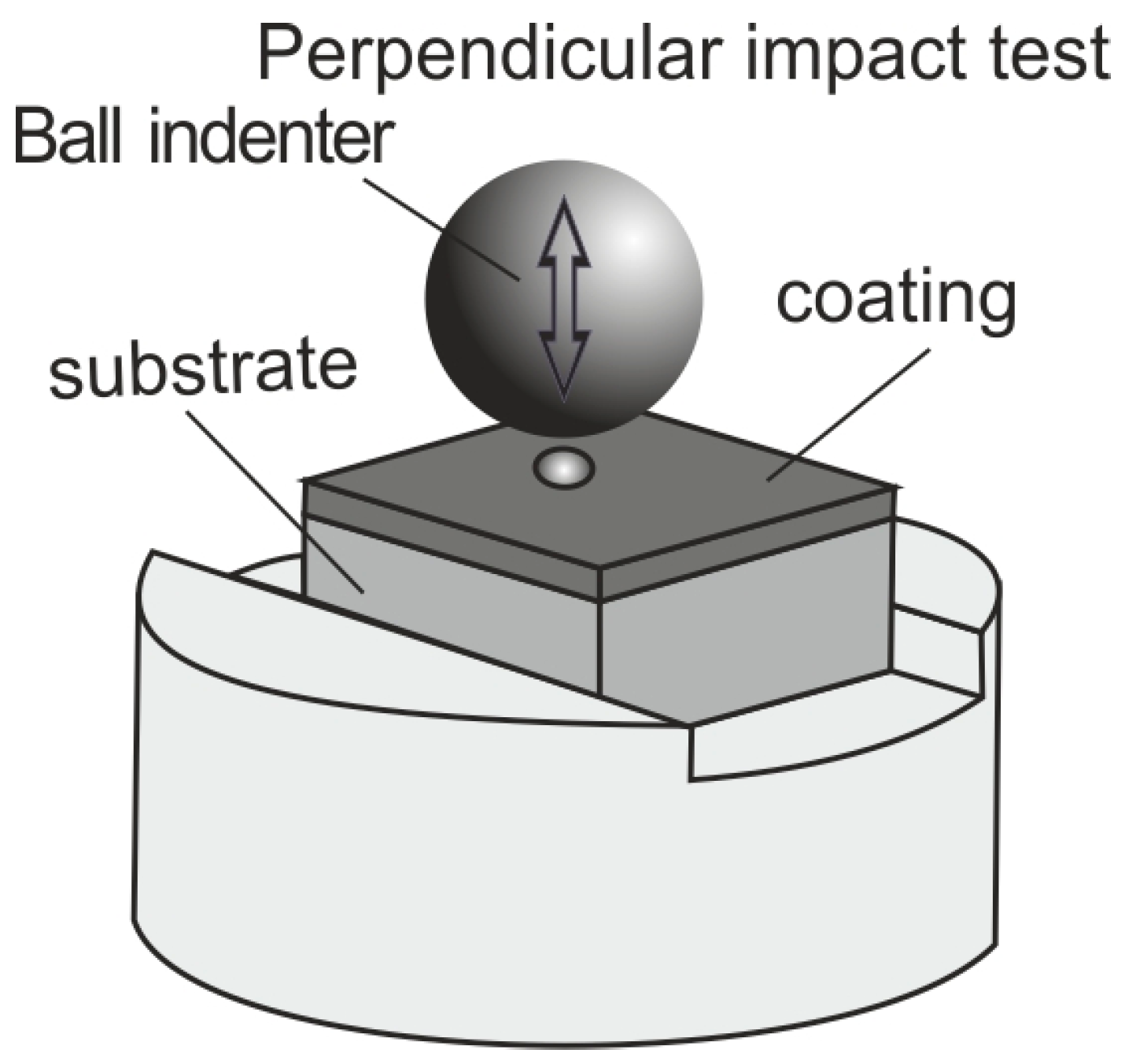
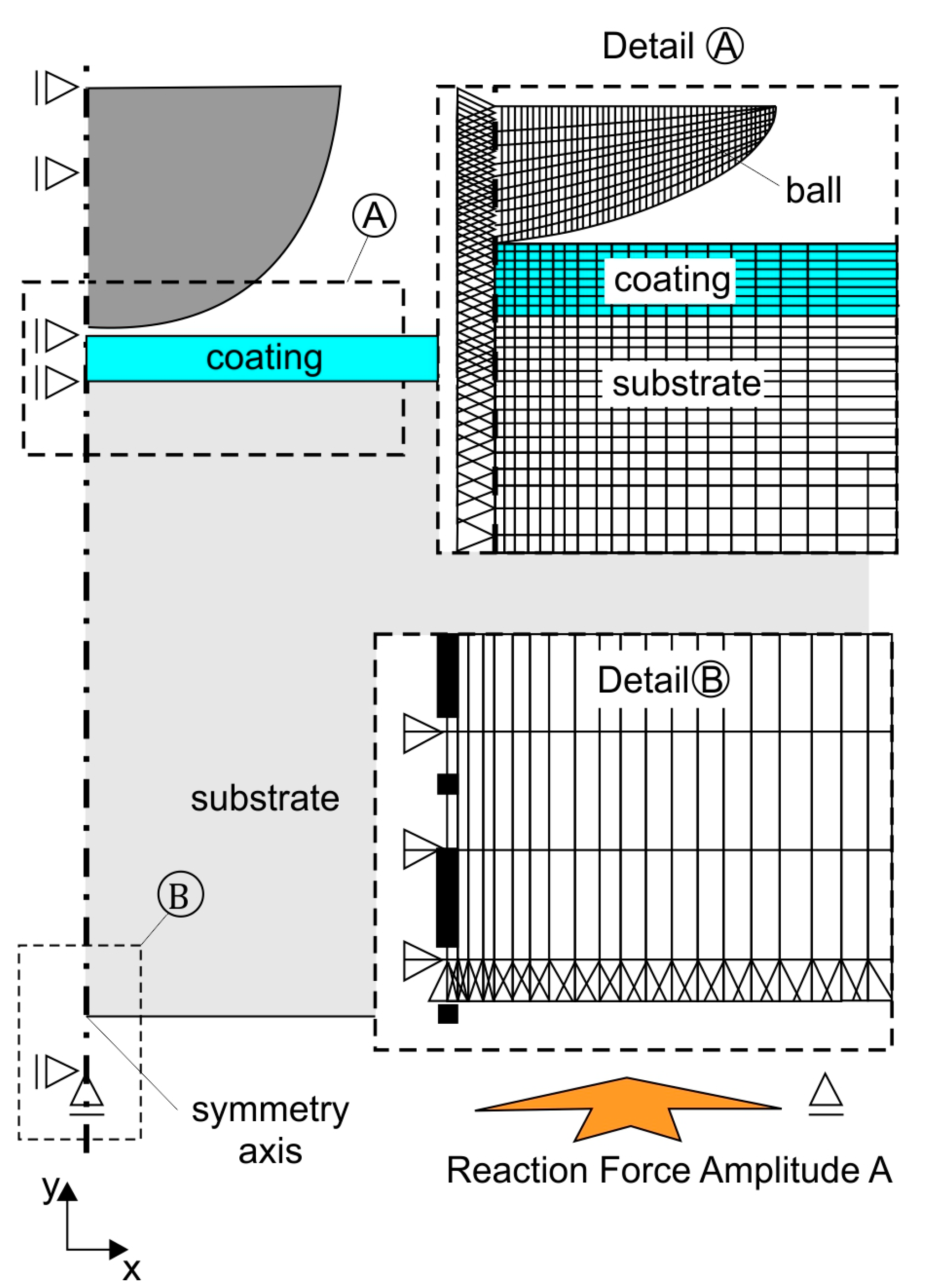
- Hereto, the impact test technique was used to predict stress, strain, and strain-rate material properties of the applied cemented carbide substrate and its PVD TiAlN coating;
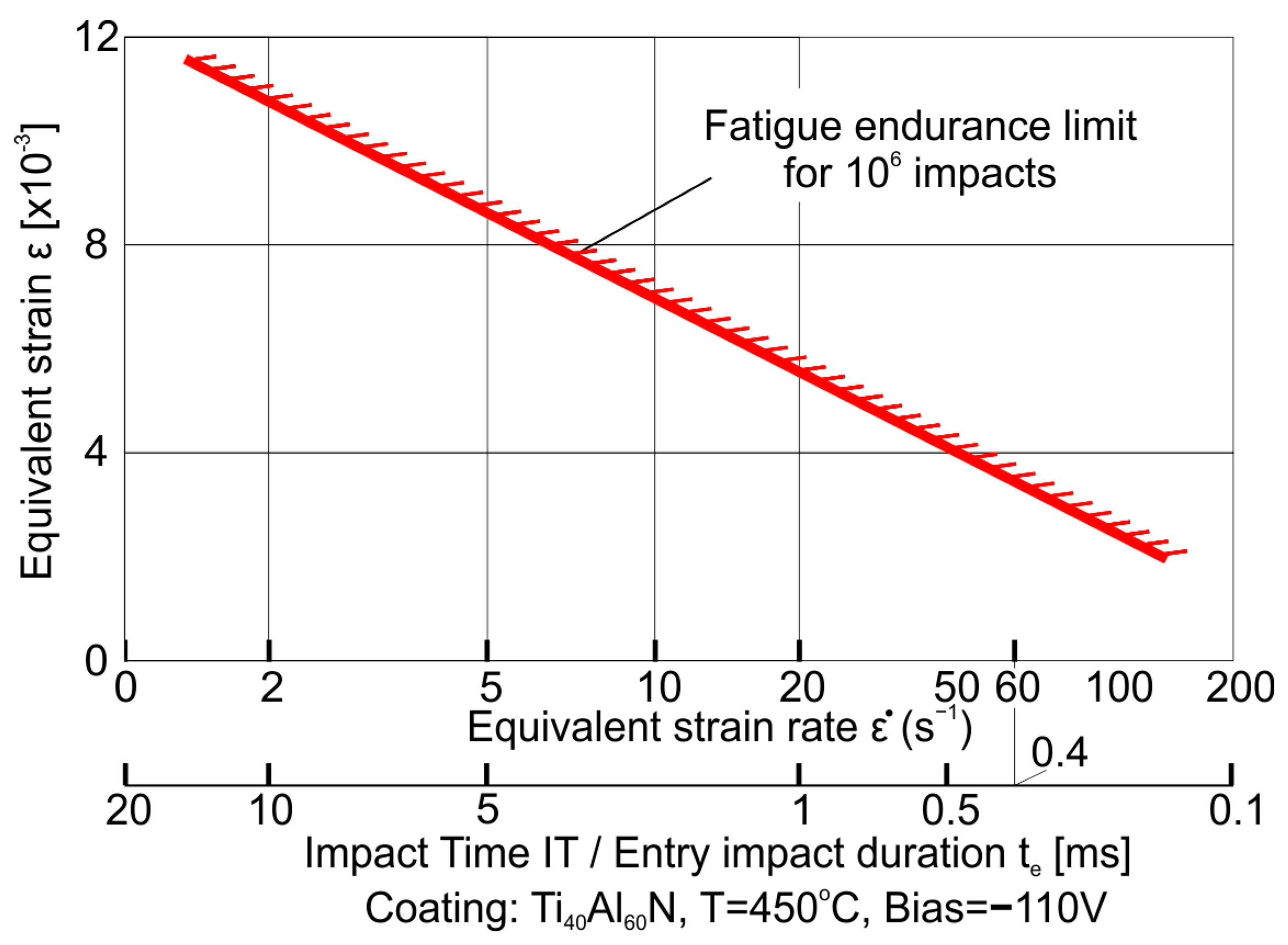
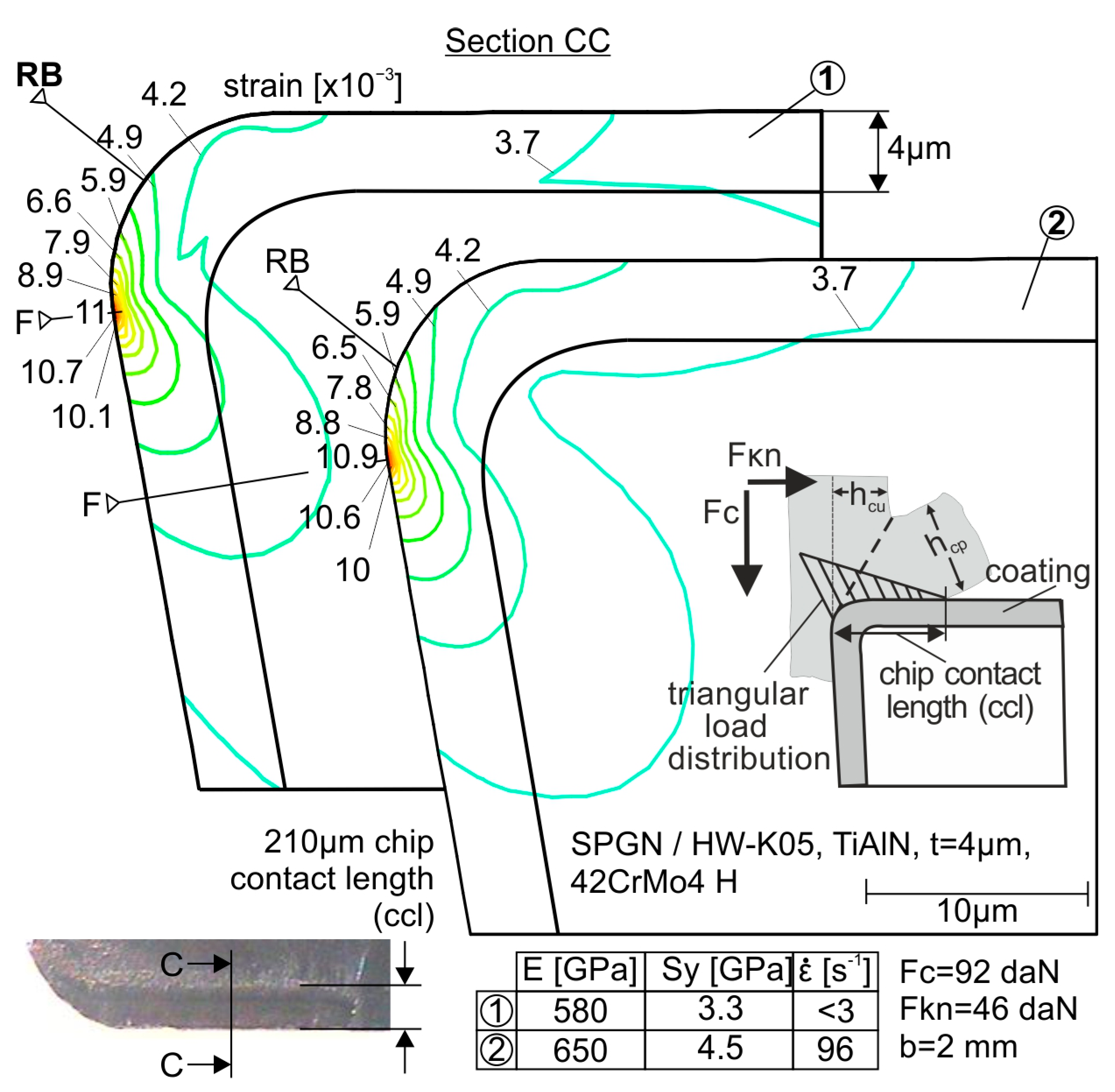
- The obtained results show that at entry impact durations of less than 1 ms, the coating fatigue failure on the rake, and its interaction to that on the flank are the prevailing parameters affecting the tool life;
- Considering this fact, the milling-tool geometry and the relevant cutting conditions can be appropriately selected to avoid entry impact durations significantly less than 1 ms;
- In turning, as well as in milling, while increasing the entry impact duration, abrasion-mechanisms start playing the critical role for the wear development;
- The presented experimental–analytical methods enable the prediction of the development of such wear mechanisms on coated tools. Furthermore, the latter innovative procedures can be also applied to check the effect of the cutting depth to tool diameter ratio as well as of the milling conditions on the tool life, thus, rendering their optimization possible.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Bouzakis, K.-D.; Michailidis, N.; Skordaris, G.; Bouzakis, E.; Biermann, D.; M’Saoubi, R. Cutting with coated tools: Coating technologies, characterization methods and performance optimization. CIRP Ann. Manuf. Technol. 2012, 61, 703–723. [Google Scholar] [CrossRef]
- Hörling, A.; Hultman, L.; Odén, M.; Sjölén, J.; Karlsson, L. Mechanical Properties and Machining Performance of Ti1_xAlxN-Coated Cutting Tools. Surf. Coat. Technol. 2005, 191, 384–392. [Google Scholar] [CrossRef]
- Gong, F.; Zhao, J.; Jiang, Y.; Tao, H.; Li, Z.; Zang, J. Fatigue failure of coated carbide tool and its influence on cutting performance in face milling SkD11 hardened steel. Int. J. Refract. Met. Hard Mater. 2017, 64, 27–34. [Google Scholar] [CrossRef]
- Ruppi, S. Advances in Chemically Vapour Deposited Wear Resistant Coatings. J. Phys. IV France 2001, 1, Pr3-847–Pr3-859. [Google Scholar] [CrossRef]
- Bobzin, K.; Bagcivan, N.; Reinholdt, A.; Ewering, M. Thermal Stability of g-Al2O3 Coatings for Challenging Cutting Operations. Surf. Coat. Technol. 2010, 205, 1444–1448. [Google Scholar] [CrossRef]
- Sousa, V.F.C.; Silva, F.J.G.; Alexandre, R.; Fecheira, J.S.; Silva, F.P.N. Study of the wear behavior of TiAlSiN and TiAlN PVD coated tools on milling operations of pre-hardened tool steel. Wear 2021, 476, 203695. [Google Scholar] [CrossRef]
- Ren, Z.; Qu, S.; Zhang, Y.; Li, X.; Yang, C. Machining Performance of TiAlN-Coated Cemented Carbide Tools with Chip Groove in Machining Titanium Alloy Ti-6Al-0.6Cr-0.4Fe-0.4Si-0.01B. Metals 2018, 8, 850. [Google Scholar] [CrossRef]
- Wang, B.; Li, A.; Liu, G. Cutting performance and wear mechanisms of TiAlN PVD-coated cemented carbide tool in high-speed turning of Ti-5Al-2Sn-2Zr-4Mo-4Cr alloy. J. Mech. Sci. Technol. 2020, 7, 34. [Google Scholar] [CrossRef]
- Tiwari, P.K.; Raj, S.; Kumar, R.; Panda, A.; Sahoo, A.K. Machinability improvement investigation in face milling of Ti–3Al–2.5V alloys using TiAlN coated carbide insert under dual nozzle minimum quantity lubrication cooling environment. Proc. Inst. Mech. Eng. Part E J. Process Mech. Eng. 2022. [Google Scholar] [CrossRef]
- Bayraktar, S.; Hekimoglu, A.P.; Turgut, Y.; Haciosmanoglu, M. A Performance Comparison Study of Uncoated and TiAlN Coated Carbide End Mill on Machining of the Al-35Zn Alloy. Mater. Sci. Eng. 2018, 295, 012013. [Google Scholar] [CrossRef]
- Edelbi, A.; Kumar, R.; Sahoo, A.K.; Pandey, A. Comparative Machining Performance Investigation of Dual-Nozzle MQL-Assisted ZnO and Al2O3 Nanofluids in Face Milling of Ti–3Al. Arab. J. Sci. Eng. 2023, 48, 2969–2993. [Google Scholar] [CrossRef]
- Hovsepian, P.E.; Ehiasarian, A.P.; Ratayski, U. CrAlYCN/CrCN Nanoscale Multilayer PVD Coatings Deposited by the Combined High Power Impulse Magnetron Sputtering/Unbalanced Magnetron Sputtering (HIPIMS/UBM) Technology. Surf. Coat. Technol. 2009, 203, 1237–1243. [Google Scholar] [CrossRef]
- Bobzin, K.; Bagcivan, N.; Immich, P.; Bolz, S.; Alami, J.; Cremer, R. Advantages of Nanocomposite Coatings Deposited by High Power Pulse Magnetron Sputtering Technology. J. Mater. Process. Technol. 2009, 209, 165–170. [Google Scholar] [CrossRef]
- Ishii, T.; Shima, N.; Ueda, H.; Okayama, S.; Gonda, M. Microstructural Investigation of a-Al2O3-Epitaxially Coated Cemented Carbide Cutting Tools. J. Vac. Sci. Technol. A 2001, 19, 633–639. [Google Scholar] [CrossRef]
- Alami, J.; Persson, P.O.A.; Music, D.; Gudmundsson, J.T.; Bohlmark, J.; Helmersson, U. On-assisted Physical Vapor Deposition for Enhanced Film Properties on Nonflat Surfaces. J. Vac. Sci. Technol. A 2005, 23, 278–280. [Google Scholar] [CrossRef]
- Michailidis, N. Variations in the cutting performance of PVD-coated tools in milling Ti6Al4V, explained through temperature-dependent coating properties. Surf. Coat. Technol. 2016, 304, 325–329. [Google Scholar] [CrossRef]
- Bouzakis, K.-D.; Makrimalakis, S.; Skordaris, G.; Kombogiannis, S.; Katirtzoglou, G.; Maliaris, G. Coated tools’ performance in up and down milling stainless steel, explained by film mechanical and fatigue properties. Wear 2013, 303, 546–559. [Google Scholar] [CrossRef]
- Meyers, M.A. Dynamic Behavior of Materials; John Wiley and Sons: New York, NY, USA, 1994. [Google Scholar]
- Murr, L.E. Metallurgical effects of shock and high-strain-rate loading. In Materials at High Strain Rates; Blazynski, T.Z., Ed.; Elsevier: Essex, UK, 1987; pp. 1–46. [Google Scholar]
- Harding, J. The effect of high strain rates on material properties. In Materials at High Strain Rates; Blazynski, T.Z., Ed.; Elsevier: Essex, UK, 1987; pp. 133–186. [Google Scholar]
- Bouzakis, K.-D.; Maliaris, G.; Makrimalakis, S. Strain rate effect on the fatigue failure of thin PVD coatings: An investigation by a novel impact tester with adjustable repetitive force. Int. J. Fatigue 2012, 44, 89–97. [Google Scholar] [CrossRef]
- Knotek, O.; Bosserhoff, B.; Schrey, A.; Leyendecker, T.; Lemmer, O.; Esser, S. A new technique for testing the impact load of thin films: The coating impact test. Surf. Coat. Technol. 1992, 54–55, 102–107. [Google Scholar] [CrossRef]
- Knotek, O.; Lugscheider, E.; Löffler, F.; Schrey, A.; Bosserhoff, B. Behaviour of CVD and PVD coatings under impact load. Surf. Coat. Technol. 1994, 68–69, 253–258. [Google Scholar] [CrossRef]
- Bobzin, K.; Kalscheuer, C.; Tayyab, M. Effect of CrAIN coating properties on impact fatigue of tool steel. Surf. Coat. Technol. 2023, 471, 129869. [Google Scholar] [CrossRef]
- Impact-BZ Ltd. Available online: www.impact-bz.com (accessed on 21 November 2023).
- Teppernegg, T.; Klunsner, T.; Kremsner, C.; Tritremmel, C.; Czettl, C.; Puchegger, S.; Ebner, R. High temperature mechanical properties of WC-Co hard metals. Int. J. Refract. Met. Hard Mater. 2016, 56, 139–144. [Google Scholar] [CrossRef]
- Bouzakis, A.; Skordaris, G.; Bouzakis, K.-D.; Gökcen, M.-G.; Boumpakis, A.; Batuk, A.U.; Sisman, S. Stress, strain and strain rate cemented carbide properties determined with a fem-supported evaluation of impact test imprints. Int. J. Refract. Met. Hard Mater. 2021, 94, 105384. [Google Scholar] [CrossRef]
















Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bouzakis, A.; Skordaris, G.; Bouzakis, E.; Bouzakis, K.-D.; Tsakalidis, D. Wear Evolution on PVD Coated Cutting Tool Flank and Rake Explained Considering Stress, Strain and Strain-Rate Dependent Material Properties. Coatings 2023, 13, 1982. https://doi.org/10.3390/coatings13121982
Bouzakis A, Skordaris G, Bouzakis E, Bouzakis K-D, Tsakalidis D. Wear Evolution on PVD Coated Cutting Tool Flank and Rake Explained Considering Stress, Strain and Strain-Rate Dependent Material Properties. Coatings. 2023; 13(12):1982. https://doi.org/10.3390/coatings13121982
Chicago/Turabian StyleBouzakis, Antonios, Georgios Skordaris, Emmanouil Bouzakis, Konstantinos-Dionysios Bouzakis, and Dimitrios Tsakalidis. 2023. "Wear Evolution on PVD Coated Cutting Tool Flank and Rake Explained Considering Stress, Strain and Strain-Rate Dependent Material Properties" Coatings 13, no. 12: 1982. https://doi.org/10.3390/coatings13121982