
Study on the Rapid Degradation Performance of Salix/Wheat Straw Fiber Degradable Film

Abstract
:1. Introduction
2. Preparation and Characterization of Materials
2.1. Materials
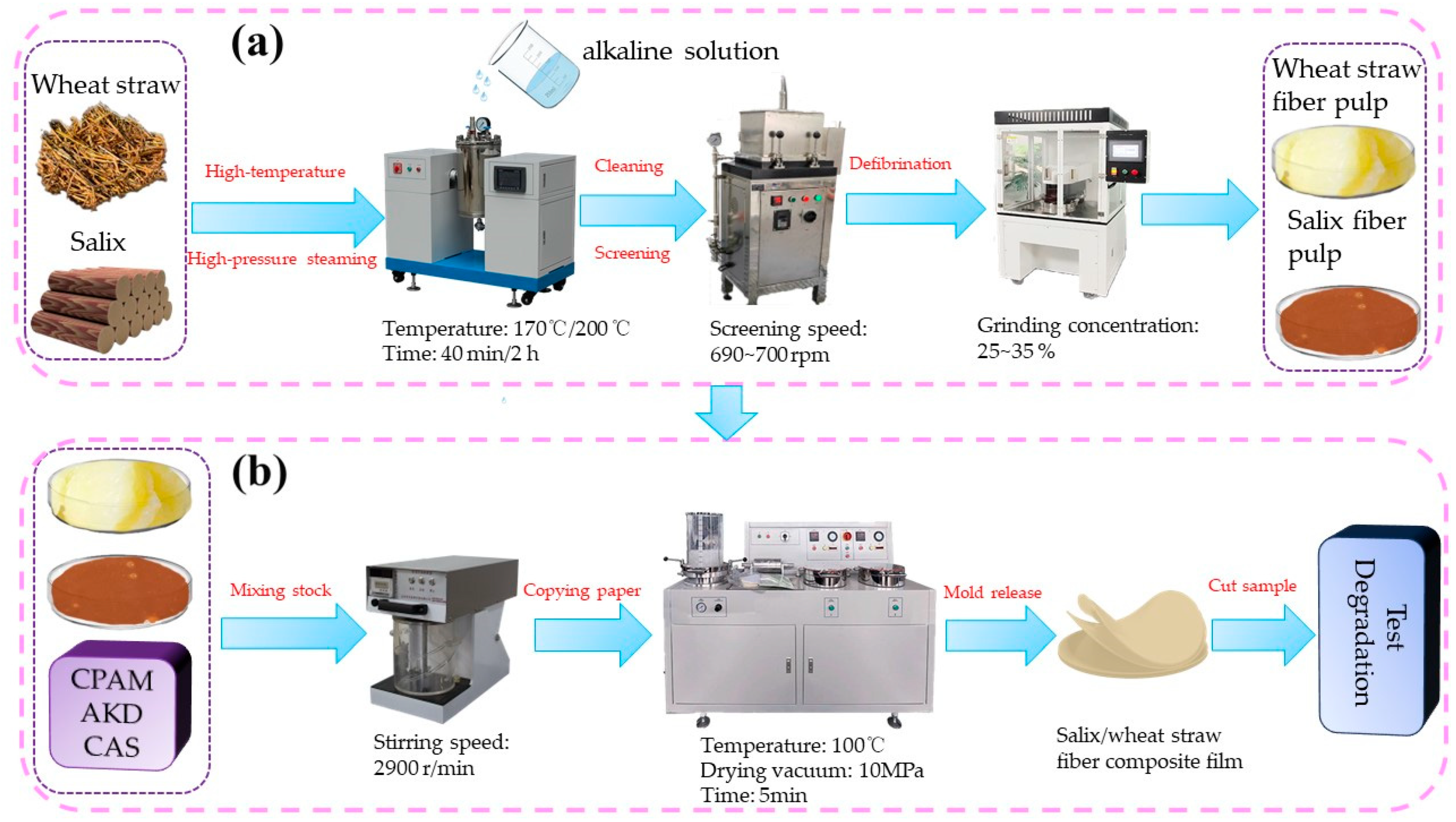
2.2. Preparation of Salix/Wheat Straw Fiber Degradable Film
2.3. Testing and Characterization
2.3.1. The UV Degradation Tests
2.3.2. Acid and Alkali Degradation Tests
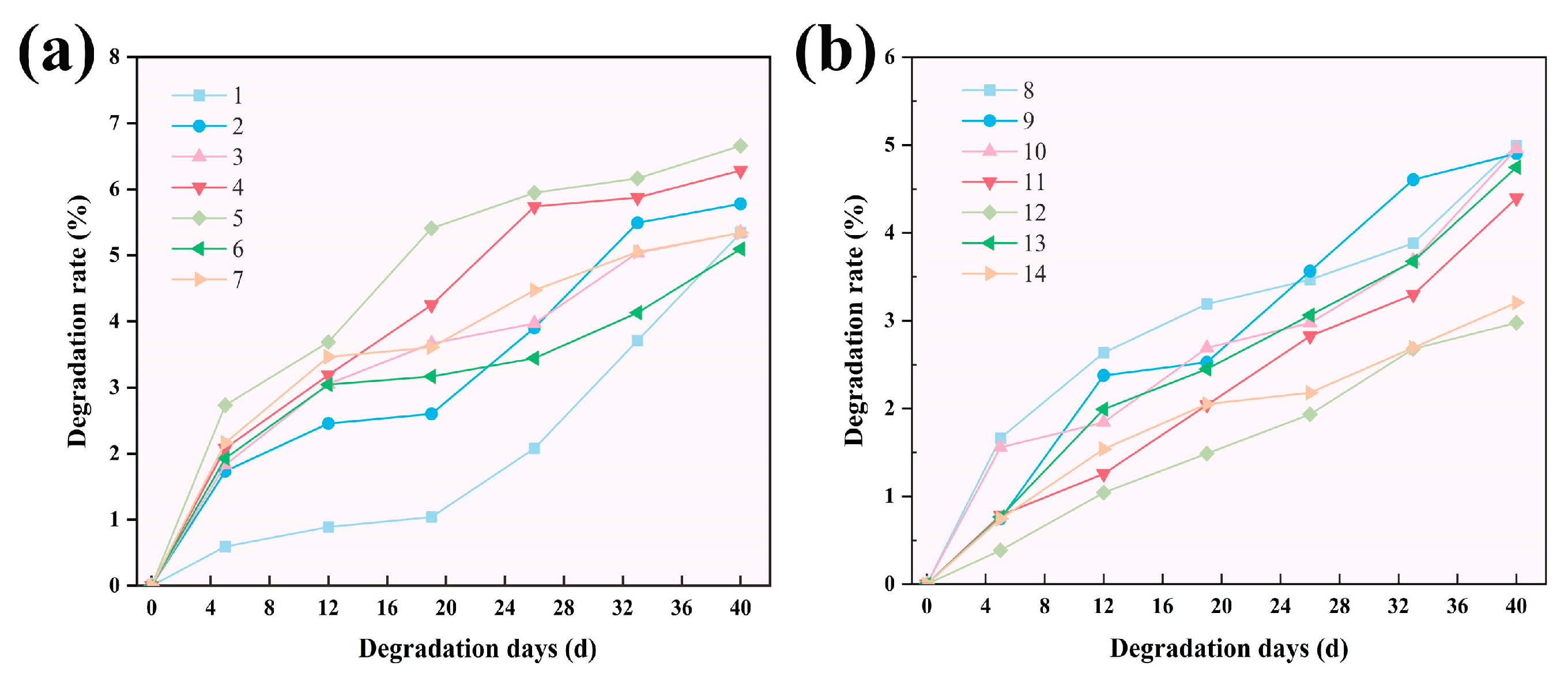
2.3.3. Degradable Film Quality Loss Rate Tests and Water Absorption Tests
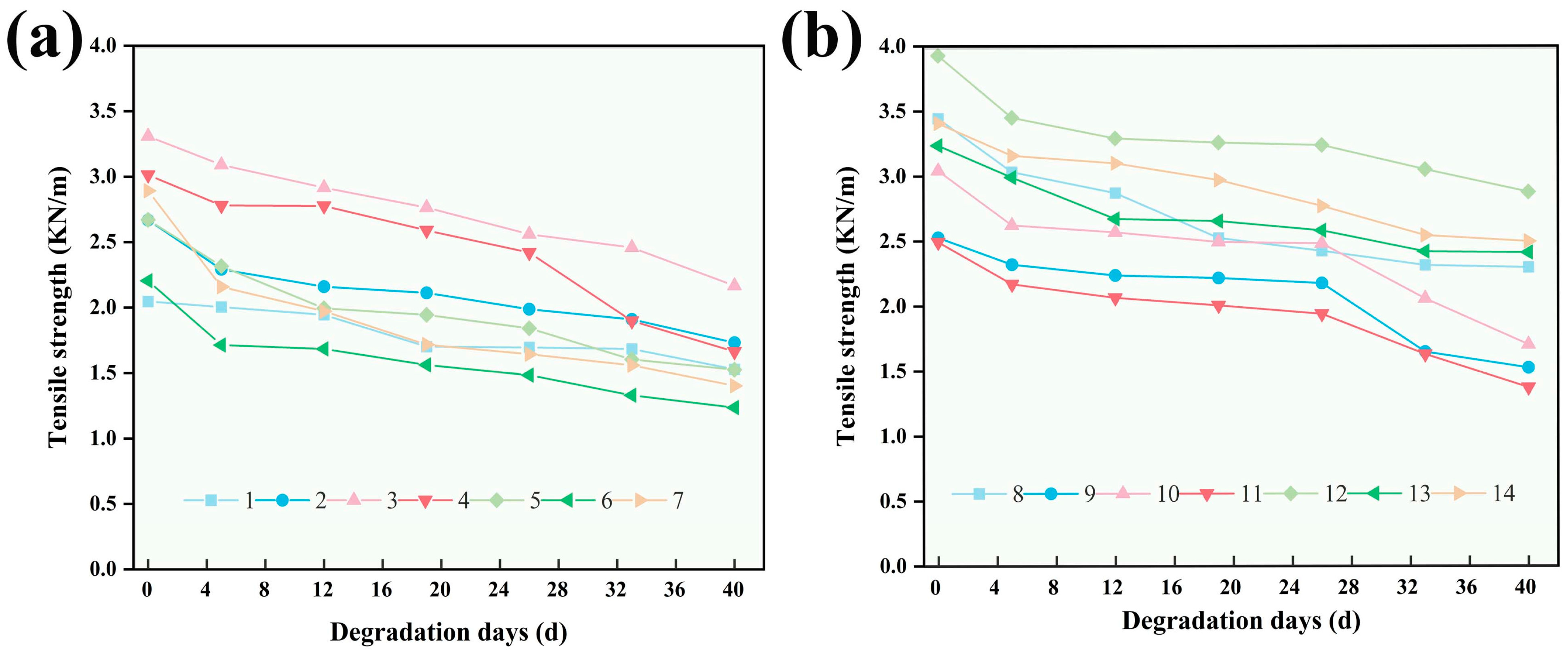
2.3.4. Degradable Film Tensile Strength Tests
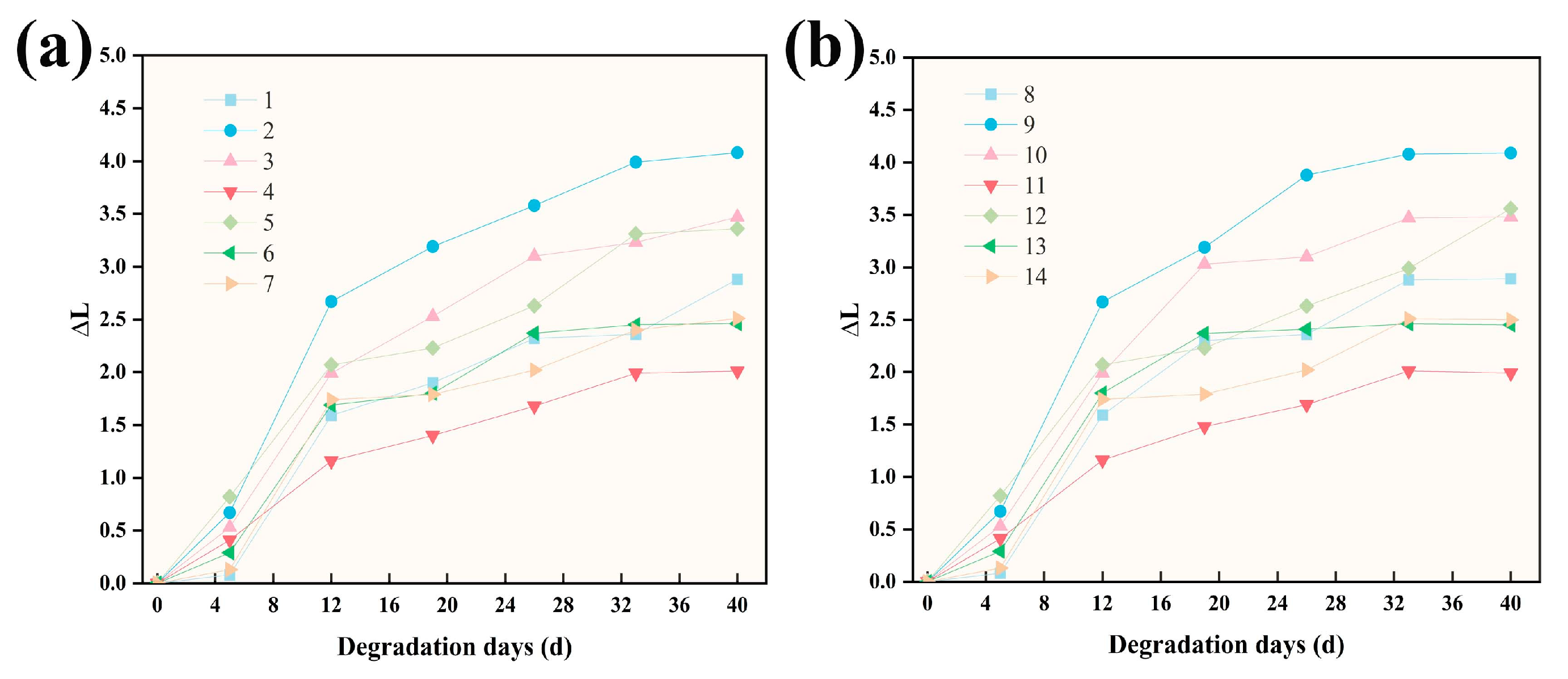
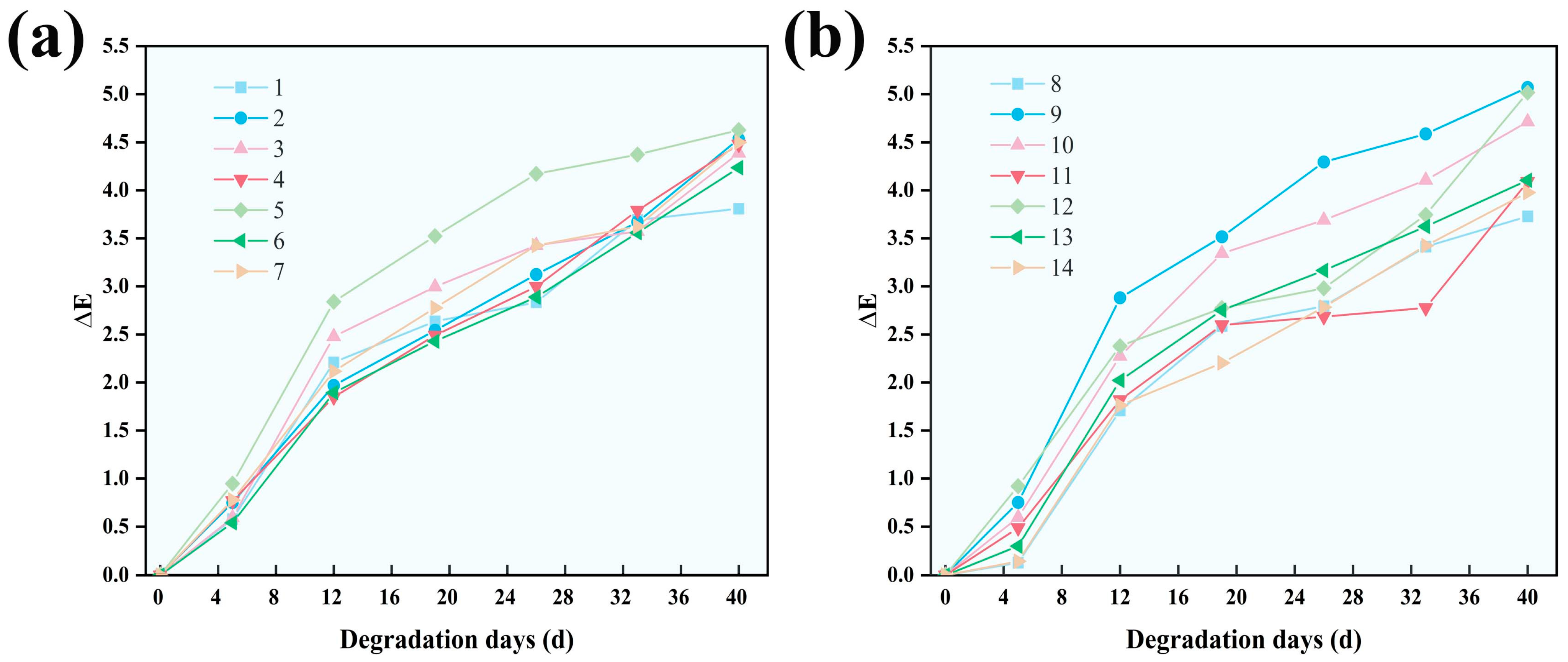
2.3.5. Degradable Film Color Tests
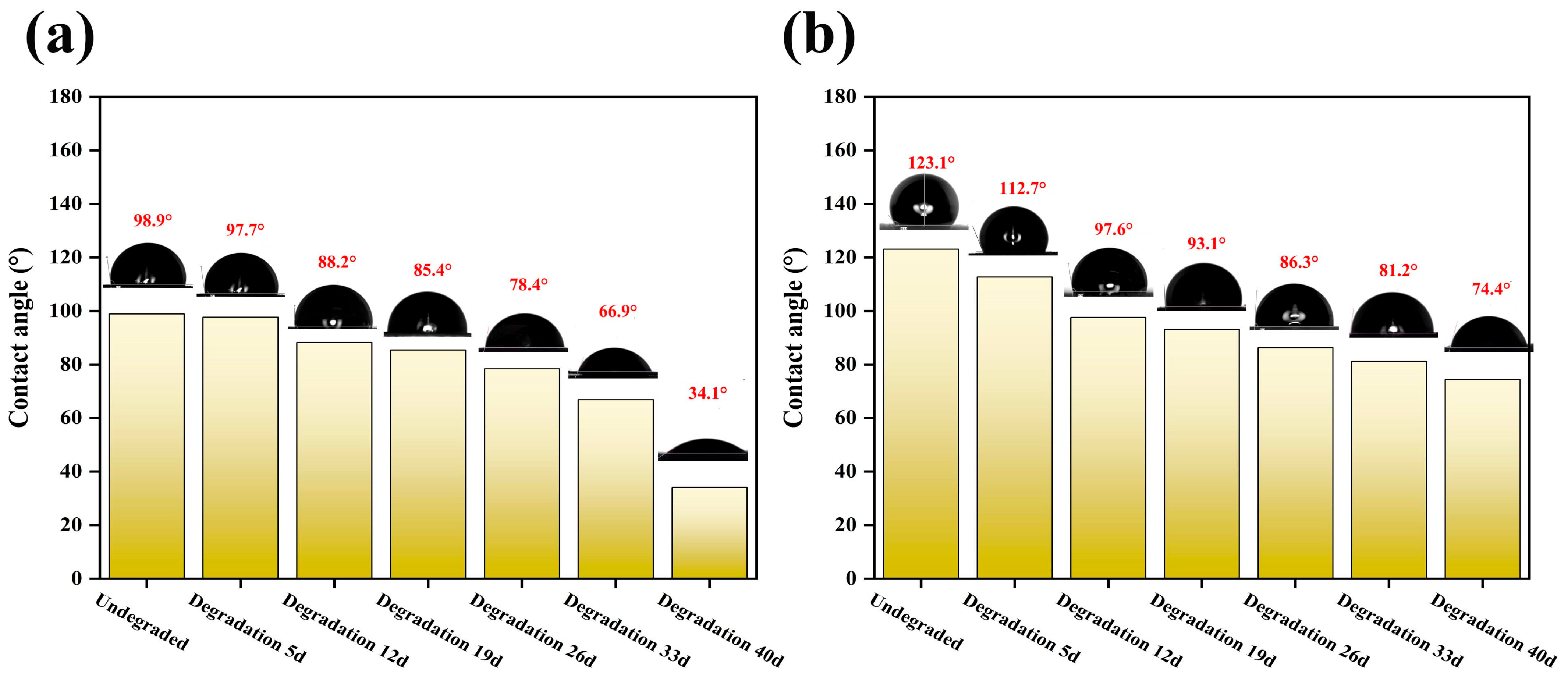
2.3.6. Degradable Film Contact Angle Tests
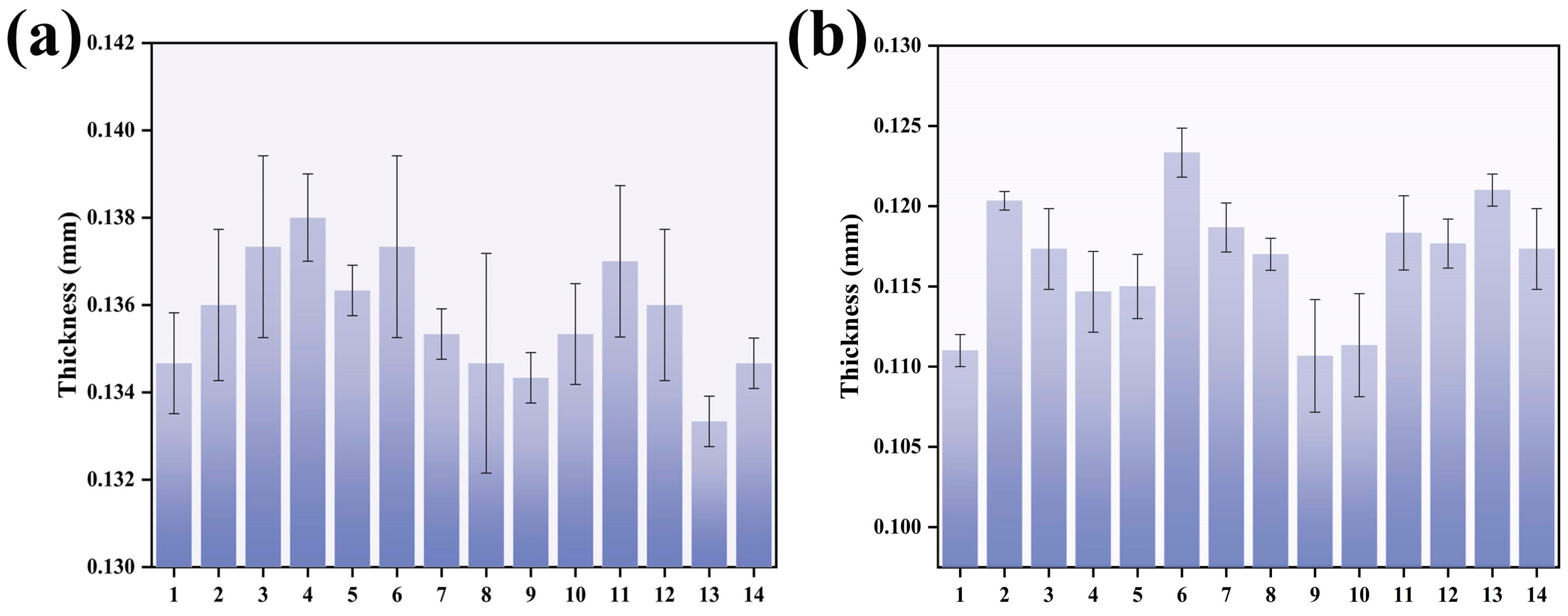
2.3.7. Degradable Film Thickness Tests
2.3.8. Field Emission Scanning Electron Microscope (SEM)
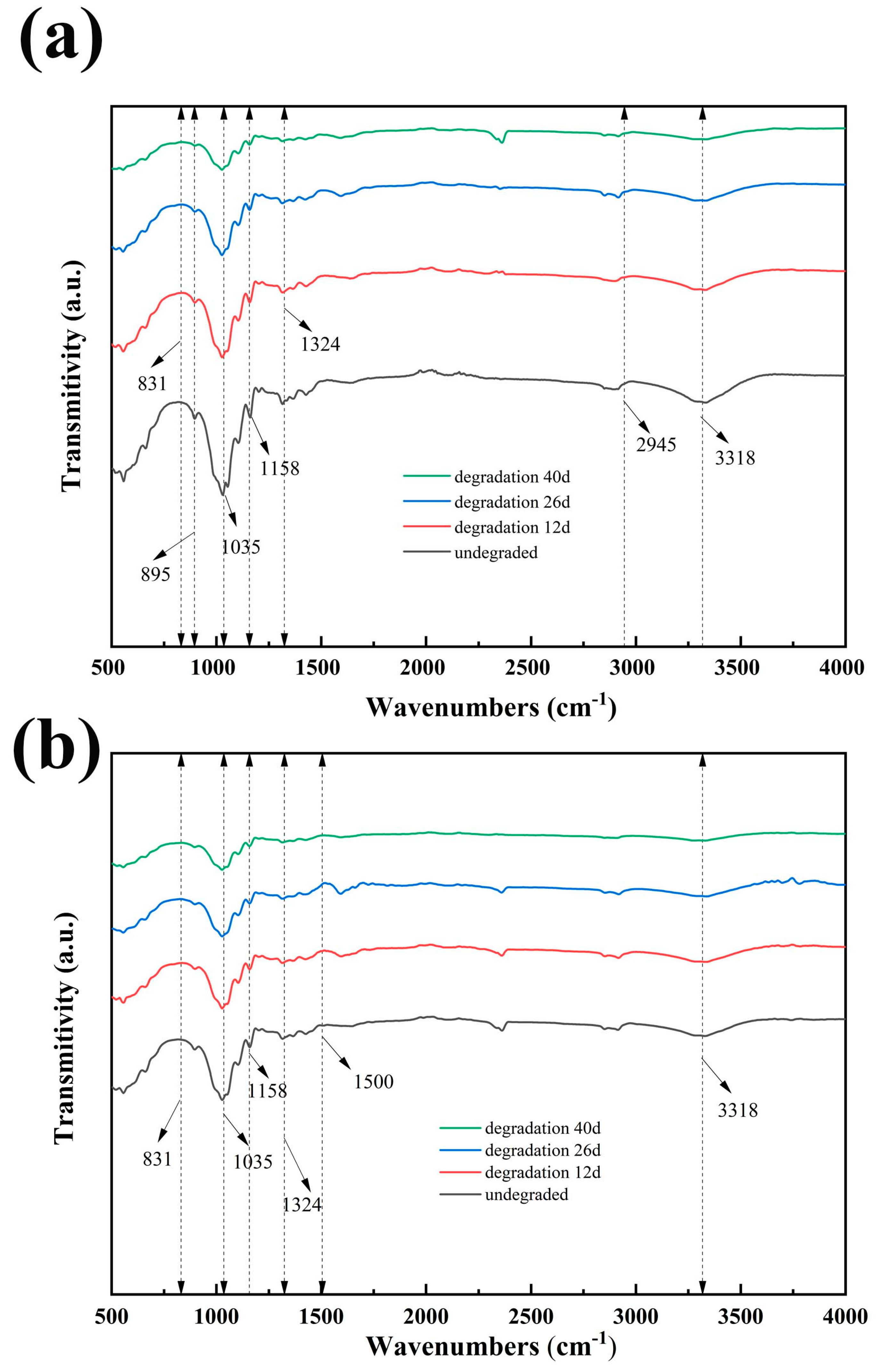
2.3.9. Fourier Transform Infrared Spectroscopy (FT-IR)
3. Results and Discussion
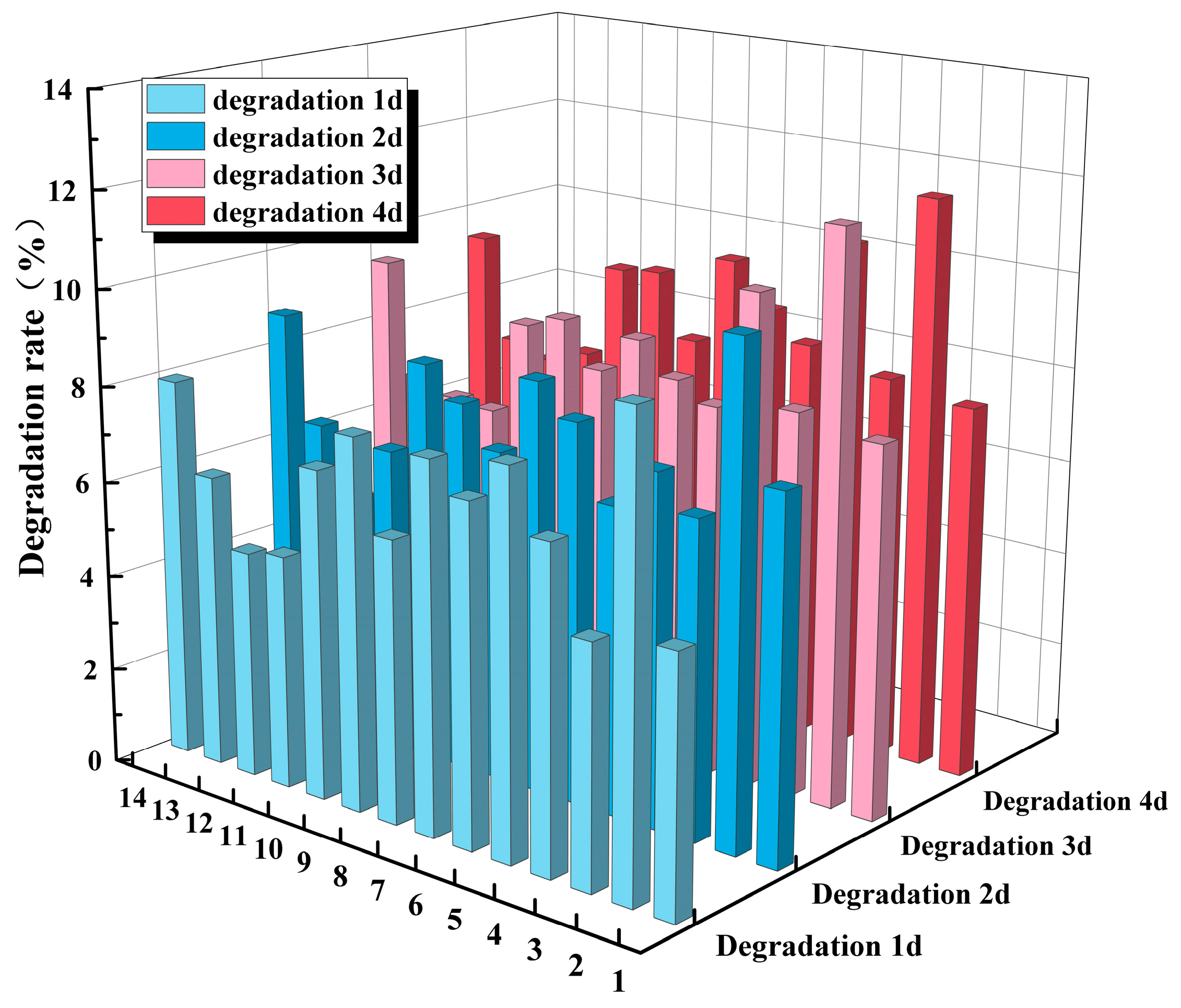
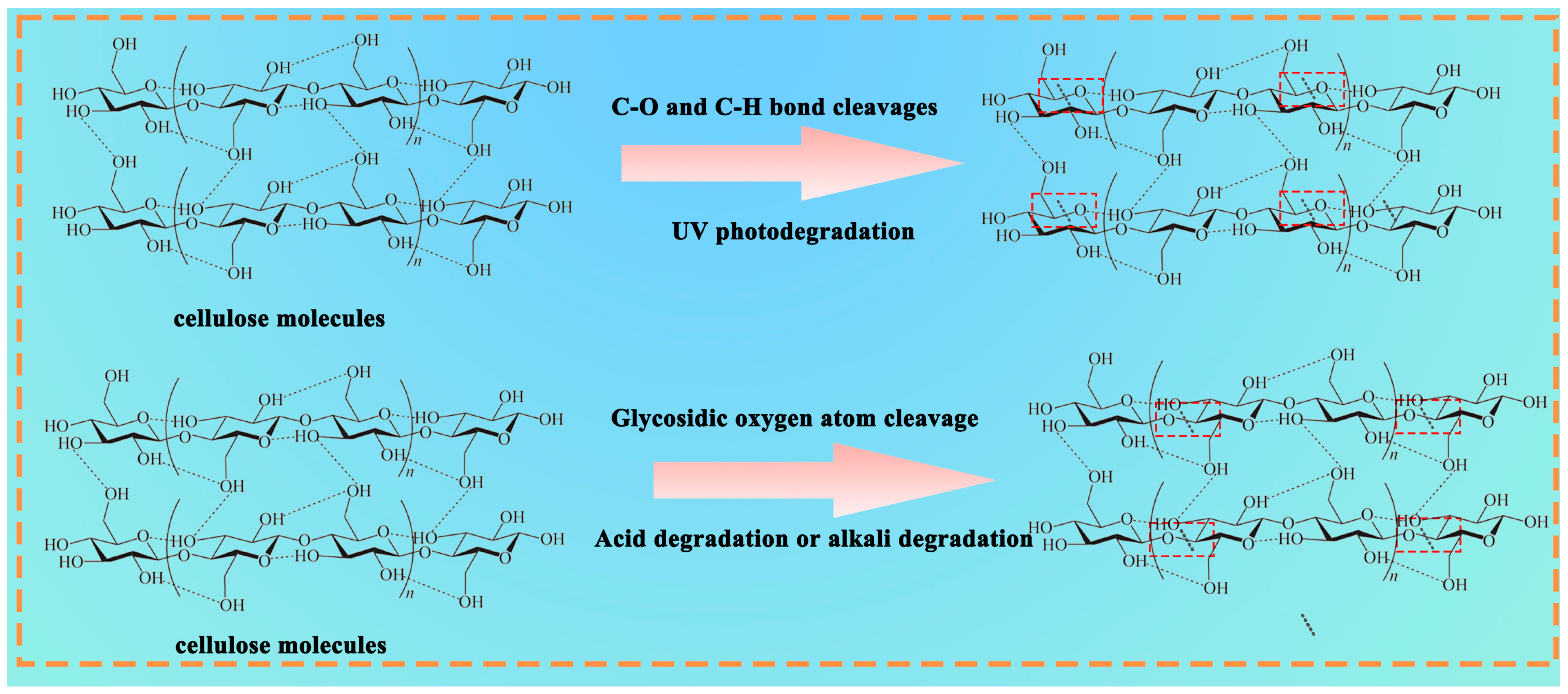
3.1. Film Performance Analysis for Photo Degradation
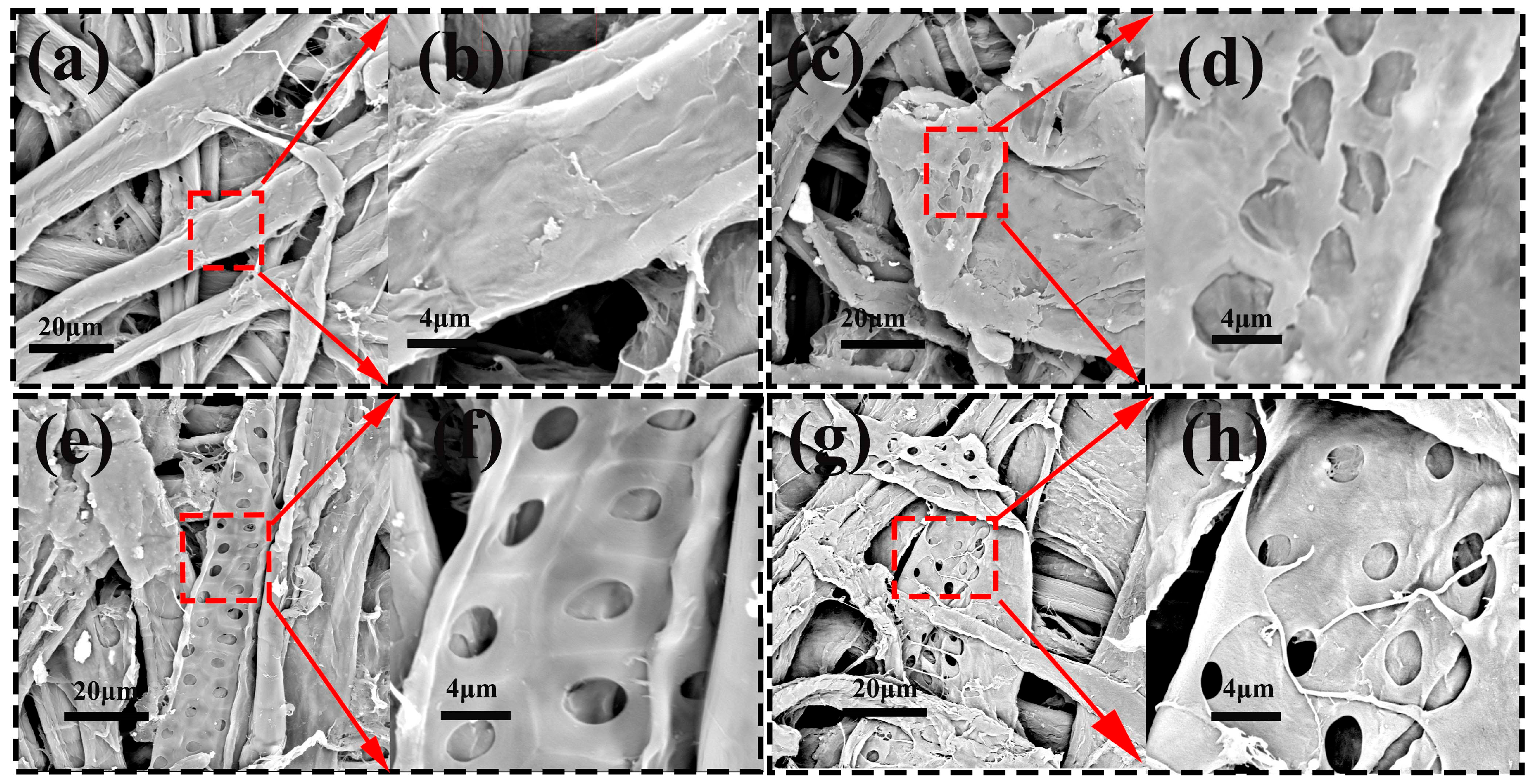
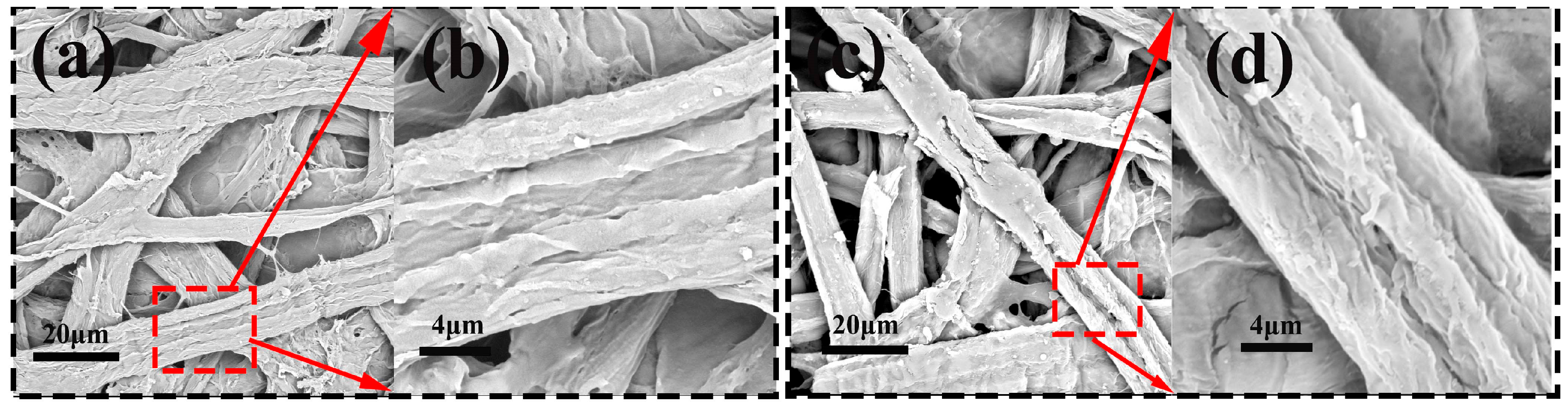
3.2. Microstructure and Morphology of Photo Degradation
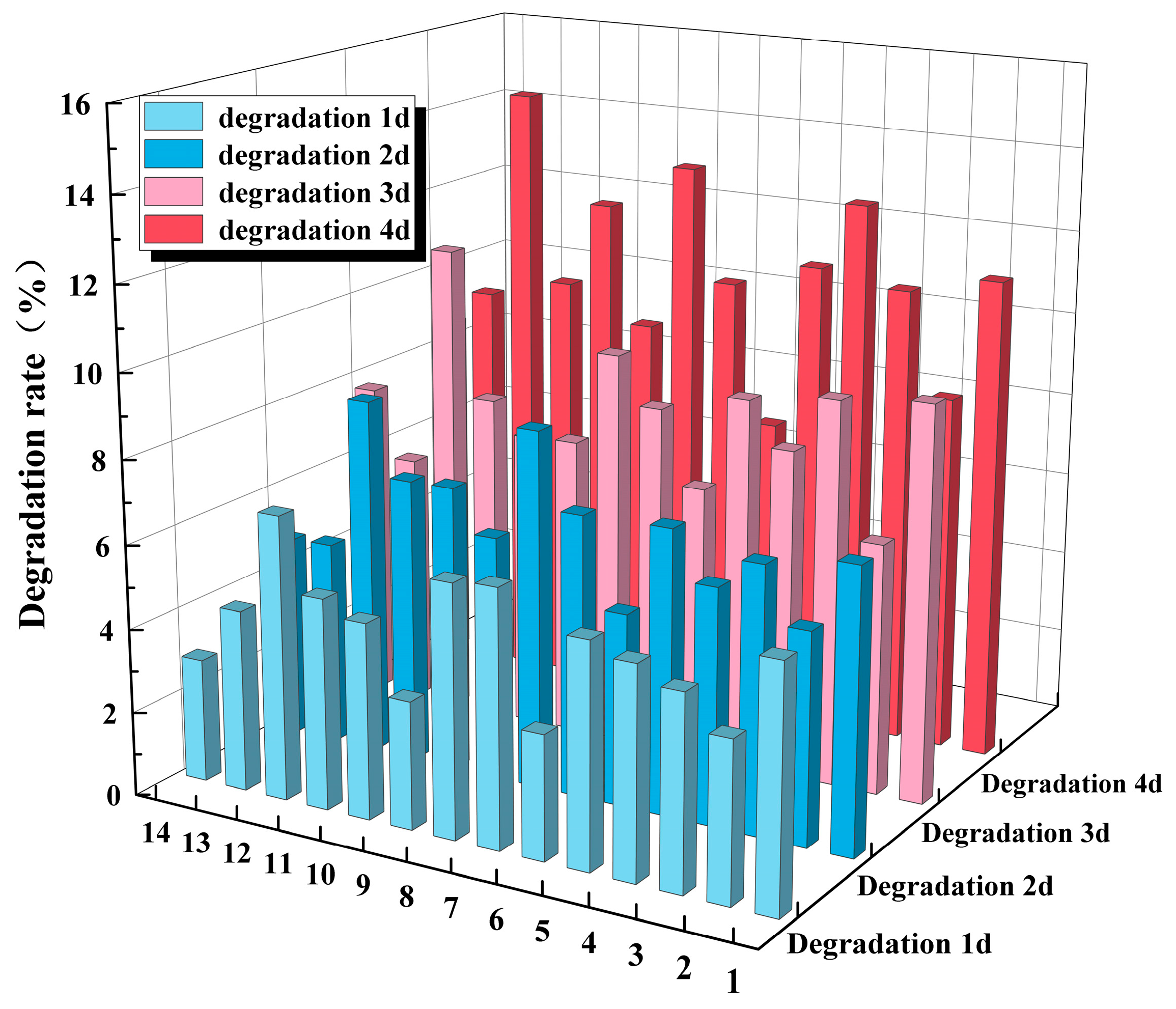
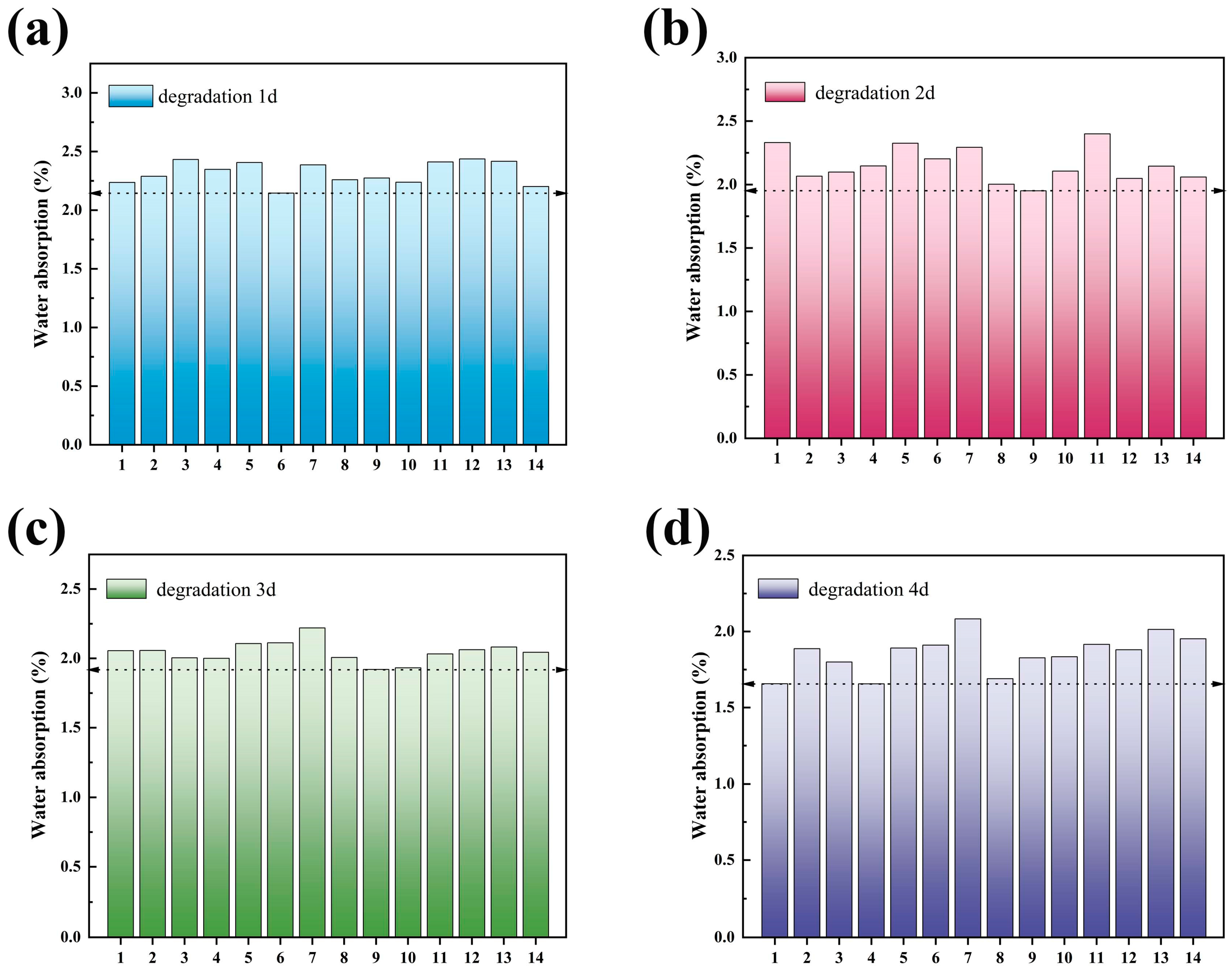
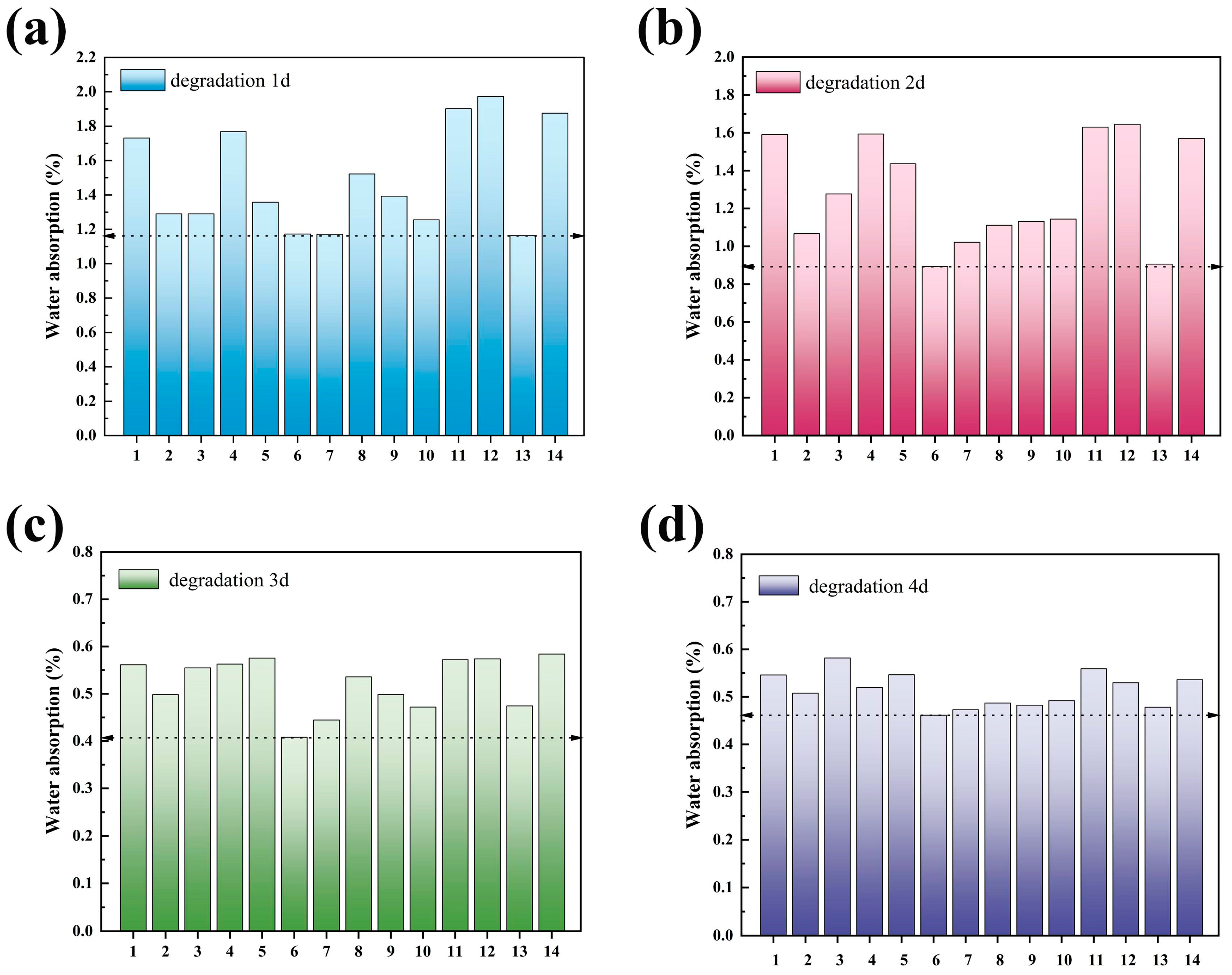
3.3. Analysis of Film Performance for Alkaline and Acid Degradation
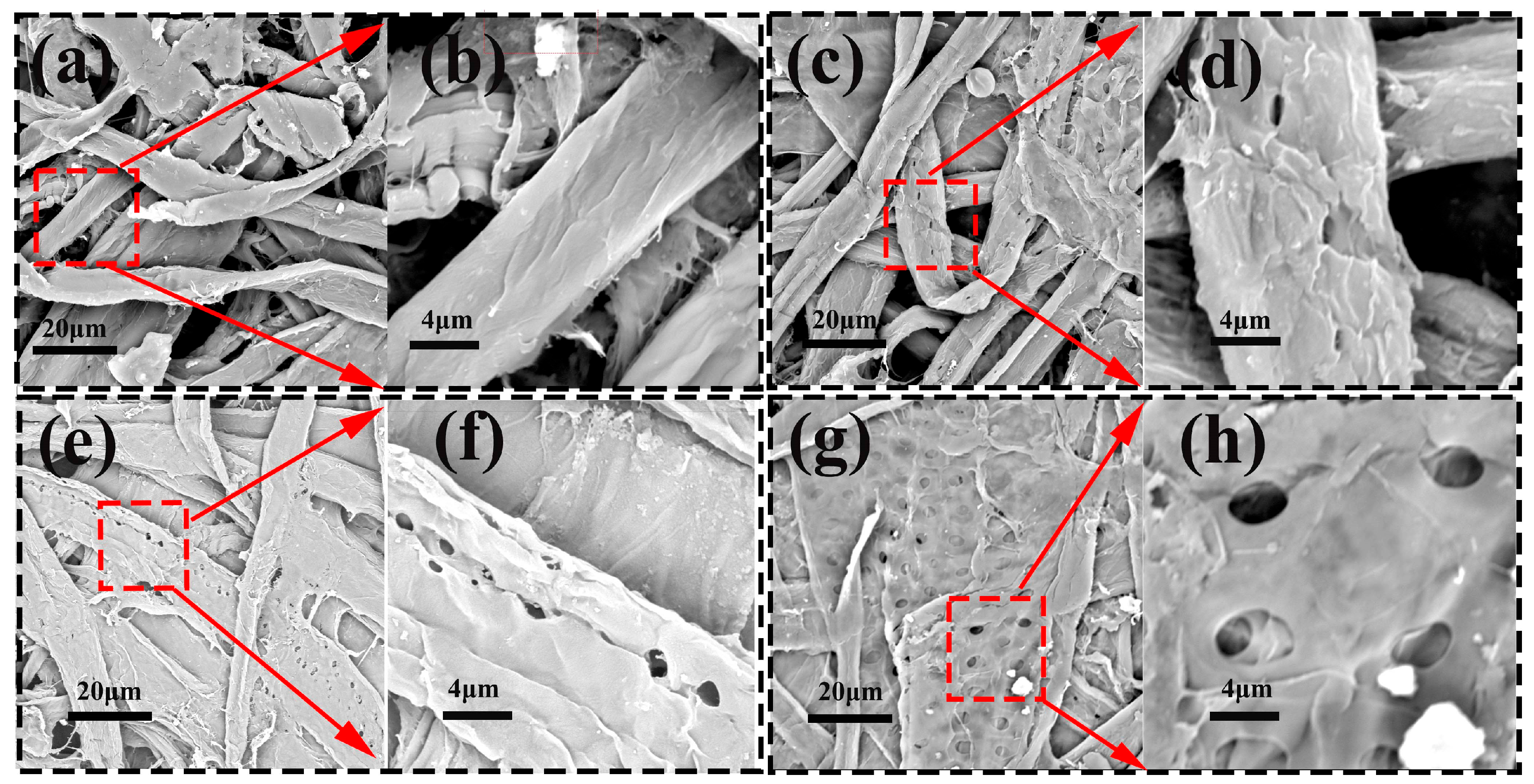
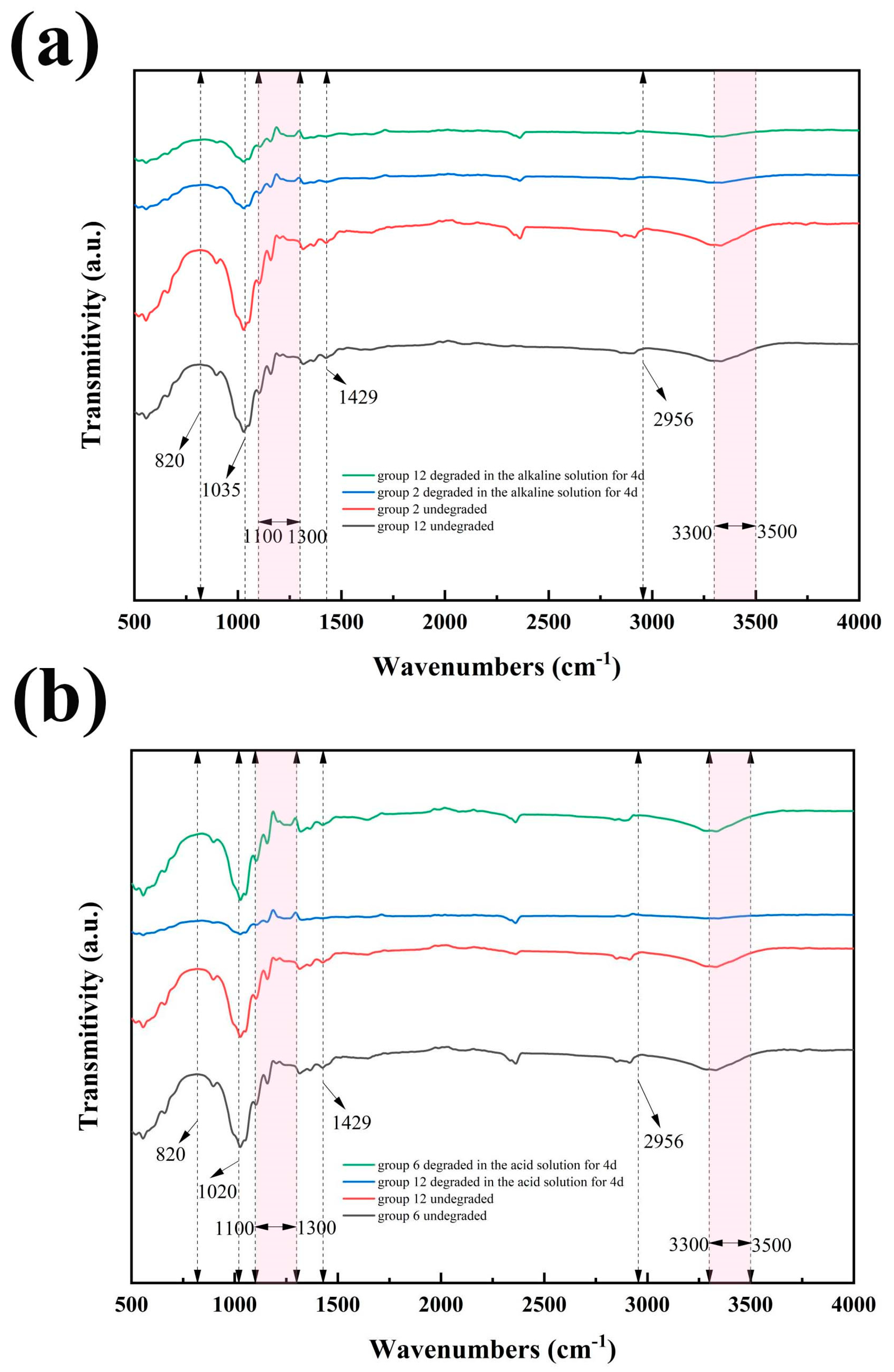
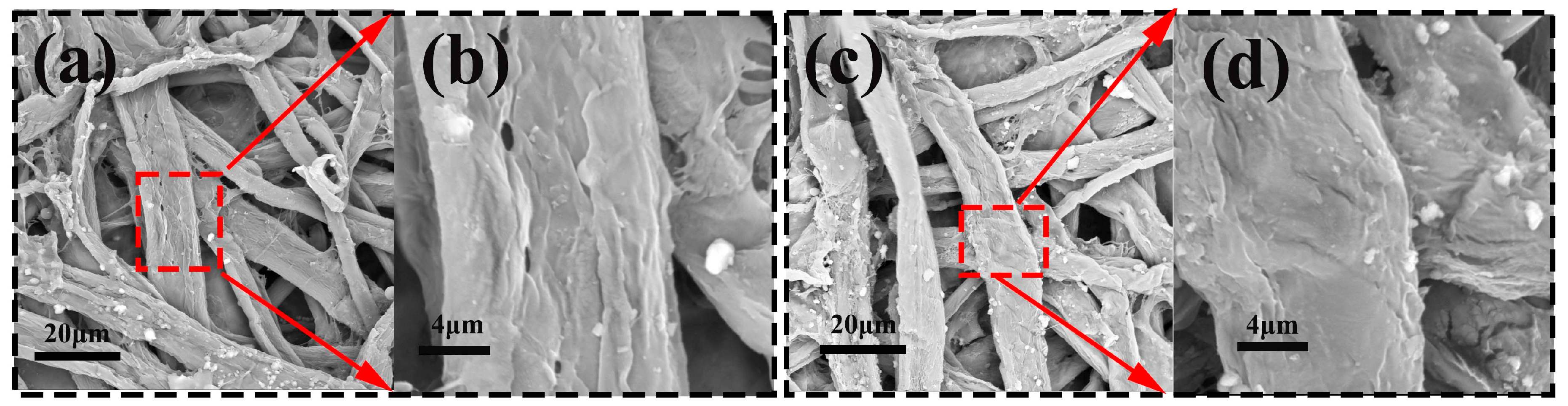
3.4. Microstructure and Morphology of Alkaline and Acid Degradation
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Francioni, M.; Kishimoto-Mo, A.W.; Tsuboi, S.; Hoshino, Y.T. Evaluation of the mulch films biodegradation in soil: A methodological review. Ital. J. Agron. 2022, 17, 1125–4718. [Google Scholar] [CrossRef]
- Steinmetz, Z.; Wollmann, C.; Schaefer, M.; Buchmann, C.; David, J.; Tröger, J.; Muñoz, K.; Frör, O.; Schaumann, G.E. Plastic mulching in agriculture. Trading short-term agronomic benefits for long-term soil degradation? Sci. Total Environ. 2016, 550, 690–705. [Google Scholar] [CrossRef] [PubMed]
- Huang, Y.; Liu, Q.; Jia, W.Q.; Yan, C.; Wang, J. Agricultural plastic mulching as a source of microplastics in the terrestrial environment. Environ. Pollut. 2020, 260, 114096. [Google Scholar] [CrossRef] [PubMed]
- Tan, Z.J.; Yi, Y.J.; Wang, H.Y.; Zhou, W.L.; Yang, Y.R.; Wang, C.Y. Physical and degradable properties of mulching films prepared from natural fibers and biodegradable polymers. Appl. Sci. 2016, 6, 147. [Google Scholar] [CrossRef]
- Liu, E.K.; He, W.Q.; Yan, C.R. ‘White revolution’ to ‘white pollution’—Agricultural plastic film mulch in China. Environ. Res. Lett. 2014, 9, 091001. [Google Scholar] [CrossRef]
- Wan, Y.; Wu, C.X.; Xue, Q.; Hui, X.M.N. Effects of plastic contamination on water evaporation and desiccation cracking in soil. Sci. Total Environ. 2019, 654, 576–582. [Google Scholar] [CrossRef]
- Kim, H.M.; Lee, D.K.; Long, N.P.; Kwon, S.W.; Park, J.H. Uptake of nanopolystyrene particles induces distinct metabolic profiles and toxic effects in Caenorhabditis elegans. Environ. Pollut. 2019, 246, 578–586. [Google Scholar] [CrossRef]
- Weng, Y.X.; Jin, Y.J.; Meng, Q.Y.; Wang, L.; Zhang, M.; Wang, Y.Z. Biodegradation behavior of poly (butylene adipate-co-terephthalate) (PBAT), poly (lactic acid) (PLA), and their blend under soil conditions. Polym. Test. 2013, 32, 918–926. [Google Scholar] [CrossRef]
- Gao, X.H.; Xie, D.; Yang, C. Effects of a PLA/PBAT biodegradable film mulch as a replacement of polyethylene film and their residues on crop and soil environment. Agric. Water Manag. 2021, 255, 107053. [Google Scholar] [CrossRef]
- Pan, H.W.; Hao, Y.P.; Zhao, Y.; Lang, X.Z.; Zhang, Y.; Wang, Z.; Zhang, H.L.; Dong, L.S. Improved mechanical properties, barrier properties and degradation behavior of poly (butylenes adipate-co-terephthalate)/poly (propylene carbonate) films. Korean J. Chem. Eng. 2017, 34, 1294–1304. [Google Scholar] [CrossRef]
- Shrivastav, A.; Mishra, S.K.; Pancha, I.; Jain, D.; Bhattacharya, S.; Patel, S.; Mishra, S. Biodegradability studies of polyhydroxyalkanoate (PHA) film produced by a marine bacteria using Jatropha biodiesel byproduct as a substrate. World J. Microbiol. Biotechnol. 2011, 27, 1531–1541. [Google Scholar] [CrossRef]
- Numata, K.; Abe, H.; Iwata, T. Biodegradability of poly (hydroxyalkanoate) materials. Materials 2009, 2, 1104–1126. [Google Scholar] [CrossRef]
- Dar, S.U.; Wu, Z.Z.; Zhang, L.Y.; Yu, P.R.; Qin, Y.H.; Shen, Y.Z.; Zou, Y.F.; Poh, L.; Eichen, Y.; Achmon, Y. On the quest for novel bio-degradable plastics for agricultural field mulching. Front. Bioeng. Biotechnol. 2022, 10, 922974. [Google Scholar] [CrossRef]
- Mansoor, Z.; Tchuenbou-Magaia, F.; Kowalczuk, M.; Adamus, G.; Manning, G.; Parati, M.; Radecka, L.; Khan, H. Polymers use as mulch films in agriculture-a review of history, problems and current trends. Polymers 2022, 14, 5062. [Google Scholar] [CrossRef]
- Wang, J.H.; Tian, Y.; Zhou, B. Degradation and stabilization of poly (butylene adipate-co-terephthalate)/polyhydroxyalkanoate biodegradable mulch films under different aging tests. J. Polym. Environ. 2022, 30, 1366–1379. [Google Scholar] [CrossRef]
- Akhir, M.M.; Zubir, S.A.; Mariatti, J. Effect of different starch contents on physical, morphological, mechanical, barrier, and biodegradation properties of tapioca starch and poly (butylene adipate-co-terephthalate) blend film. Polym. Adv. Technol. 2022, 34, 717–730. [Google Scholar] [CrossRef]
- Liu, X.; Chen, C.J.; Sun, X.X.; Wang, X.H. Multicriteria optimization of a novel degradable nonwoven mulch fabricated from recycled natural fibers using CV-TOPSIS technique. Text. Res. J. 2022, 92, 2784–2791. [Google Scholar] [CrossRef]
- Kopitar, D.; Marasovi, P.; Jugov, N.; Schwarz, L. Biodegradable nonwoven geotextile and films—A review. Polymers 2022, 14, 2272. [Google Scholar] [CrossRef]
- Dentzman, K.E.; Goldberger, J.R. Organic standards, farmers’ perceptions, and the contested case of biodegradable plastic mulch in the United States. J. Rural Stud. 2020, 73, 203–213. [Google Scholar] [CrossRef]
- Zhao, Y.; Zhang, F.; Li, L.; Yang, X.J.; Zhang, F.W.; Zhao, W.Y.; He, Q. Substitution Experiment of Biodegradable Paper Mulching Film and White Plastic Mulching Film in Hexi Oasis Irrigation Area. Coatings 2022, 12, 1225. [Google Scholar] [CrossRef]
- Liu, B.; Guan, T.H.; Wu, G.; Fu, Y.; Weng, Y.X. Biodegradation behavior of degradable mulch with poly (butylene adipate-co-terephthalate) (PBAT) and poly (butylene succinate) (PBS) in simulation marine environment. Polymers 2022, 14, 1515. [Google Scholar] [CrossRef]
- Li, A.L.; Jia, Y.Y.; Zhang, F.Y.; Zhao, Y.M.; Zhang, F.W. The effects of zinc oxide/silicon dioxide composite coating on surface wettability and the mechanical properties of paper mulching film. Coatings 2022, 12, 555. [Google Scholar] [CrossRef]
- Lang, Q.; Liu, C.H.; Zhu, X.X.; Zhang, C.; Zhang, S.M.; Li, L.H.; Liu, S.; Chen, H.T. Fabrication and characterization of degradable crop-straw-fiber composite film using in situ polymerization with melamine-urea-formaldehyde prepolymer for agricultural film mulching. Materials 2022, 15, 5170. [Google Scholar] [CrossRef] [PubMed]
- Li, H.; Zhao, C.; Han, W.; Jiang, Y.F.; Wang, S. Preparation and research of environment-friendly degradable paper mulching film of cotton stalk fiber. IOP Conf. Ser. Earth Environ. Sci. 2018, 199, 042052. [Google Scholar] [CrossRef]
- Ming, X.; Chen, H. Experiment on cultivation performance of plant fiber-based degradable film in paddy field. Appl. Sci. 2020, 10, 495. [Google Scholar] [CrossRef]
- Hasan, K.M.F.; Horváth, P.G.; Bak, M.; Le, D.H.A.; Mucsi, Z.M.; Alpar, T. Rice straw and energy reed fibers reinforced phenol formaldehyde resin polymeric biocomposites. Cellulose 2021, 28, 7859–7875. [Google Scholar] [CrossRef]
- Lubos, K.; Ivan, K.; Roman, R. New Challenges in wood and wood-based materials. Polymers 2021, 13, 2538. [Google Scholar]
- Zhang, Y.; Ju, D.M.; Xing, Z.L.; Zong, H.; Li, L.H.; Chen, H.T.; Liu, S.; Li, R.; Zhang, S.M. Optimization of wheat straw pretreatment process parameters for straw mulch mat. Bioresources 2021, 16, 3827–3839. [Google Scholar] [CrossRef]
- Xu, L.; Zheng, Z.Y.; Lou, Z.C.; Jiang, X.Z.; Wang, M.; Chen, G.; Chen, J.W.; Yan, N. Preparation of ultrafine wheat straws with co-milling and its incorporation for biodegradable mulch film production with enhanced performanc. Chem. Eng. J. 2023, 470, 143978. [Google Scholar] [CrossRef]
- Tufail, T.; Saeed, F.; Afzaal, M.; Ain, H.B.U.; Gilani, S.A.; Hussain, M.; Anium, F.M. Wheat straw: A natural remedy against different maladies. Food Sci. Nutr. 2021, 9, 2335–2344. [Google Scholar] [CrossRef]
- Yang, C.; Huang, Y.Z.; Long, B.B.; Gao, X.H. Effects of biodegradable and polyethylene film mulches and their residues on soil bacterial communities. Environ. Sci. Pollut. Res. 2022, 29, 89698–89711. [Google Scholar] [CrossRef]
- GB/T 35795-2017; Biodegradable Mulching Film for Agricultural Uses. Standardization Administration of the P.R.C.: Beijing, China, 2019.
- Ma, J. Local Chemical Dissolution Mechanism of Hot Water Pretreated Poplar Hemicelluloses. Ph.D. Thesis, Beijing Forestry University, Beijing, China, 2015. [Google Scholar]
- Gess, J.M.; Lund, R.C. Strong-bond/weak-bond theory of sizing. Tappi J. 1991, 74, 111. [Google Scholar]
- Zuo, J.D. Calculation of the tableware on the basis of the calculation of labelled surface color system. Timber Ind. 1985, 40, 19–20. [Google Scholar]
- Chen, L.; Qiang, T.; Chen, X.; Ren, W.; Zhang, H. Fabrication and evaluation of biodegradable multi-cross-linked mulch film based on waste gelatin. Chem. Eng. J. 2021, 419, 129639. [Google Scholar] [CrossRef]
- Xi, Y.; Sun, Y.; Li, W.; Li, W.; Li, Z. Facile fabrication of polysiloxane micro/nanostructure with controllable morphology and super-hydrophobicity. Polymer 2021, 213, 123317. [Google Scholar] [CrossRef]
- Nigam, S.; Das, A.K.; Patidar, M.K. Valorization of Parthenium hysterophorus weed for cellulose extraction and its application for bioplastic preparation. J. Environ. Chem. Eng. 2021, 9, 105424. [Google Scholar] [CrossRef]
- Wang, K.; Sun, X.Y.; Long, B.B.; Li, F.Y.; Yang, C.; Chen, J.J.; Ma, C.P.; Xie, D.; Wei, Y. Green production of biodegradable mulch films for effective weed control. ACS Omega 2021, 6, 32327–32333. [Google Scholar] [CrossRef]
- Bu, L.; Tang, Y.; Gao, Y.; Jian, H.; Jiang, J. Comparative characterization of milled wood lignin from furfural residues and corncob. Chem. Eng. J. 2011, 175, 176–184. [Google Scholar] [CrossRef]
- Luo, Y.; Zhao, Z.; Jiang, B.; Wei, M.; Zhang, Z.; Zeng, L.; Clark, J.H.; Fan, J. An integrated process for the valorization of corn stover promoted by NaCl in a GVL/H2O system. Green Chem. 2022, 24, 1515–1526. [Google Scholar] [CrossRef]
- Song, Y.; Xu, Y.; Li, D.; Chen, S.; Xu, F. Sustainable and superhydrophobic lignocellulose-based transparent films with efficient light management and self-cleaning. ACS Appl. Mater. Interfaces 2021, 13, 49340–49347. [Google Scholar] [CrossRef]
- Feldman, D. Polymer weathering: Photo-oxidation. J. Polym. Environ. 2002, 10, 163–173. [Google Scholar] [CrossRef]
- Sari, N.H.; Suteja; Ilyas, R.A.; Syafri, E.; Indran, S. Characterization of the density and mechanical properties of corn husk fiber reinforced polyester composites after exposure to ultraviolet light. Funct. Compos. Struct. 2021, 3, 034001. [Google Scholar] [CrossRef]
- Glaus, M.A.; Van Loon, L.R. Degradation of cellulose under alkaline conditions: New insights from a 12 years degradation study. Environ. Sci. Technol. 2008, 42, 2906–2911. [Google Scholar] [CrossRef] [PubMed]
- Spirk, S.; Pääkkönen, T.; Viljanen, M.; Svedström, K.; Pitkänen, L.; Awais, M.; Kontturi, E. Visualizing degradation of cellulose nanofibers by acid hydrolysis. Biomacromolecules 2021, 22, 1399–1405. [Google Scholar]
- Knill, C.J.; Kennedy, J.F. Degradation of cellulose under alkaline conditions. Carbohydr. Polym. 2003, 51, 281–300. [Google Scholar] [CrossRef]
- Mozdyniewicz, D.J.; Nieminen, K.; Sixta, H. Alkaline steeping of dissolving pulp. Part I: Cellulose degradation kinetics. Cellulose 2013, 20, 1437–1451. [Google Scholar] [CrossRef]
- Chang, Y.H.; Lin, C.L.; Hsu, Y.H.; Lin, J.H. Medium effect on acid degradation of cotton and wood celluloses. Ind. Crops Prod. 2021, 167, 113540. [Google Scholar] [CrossRef]
- Ruggero, F.; Carretti, E.; Gori, R.; Lotti, T.; Lubello, C. Monitoring of degradation of starch-based biopolymer film under different composting conditions, using TGA, FTIR and SEM analysis. Chemosphere 2020, 246, 125770. [Google Scholar] [CrossRef]
- Isak, I.; Patel, M.; Riddell, M.; West, M.; Bowers, T.; Wijeyekoon, S.; Lloyd, J. Quantification of polyhydroxyalkanoates in mixed and pure cultures biomass by Fourier transform infrared spectroscopy: Comparison of different approaches. Lett. Appl. Microbiol. 2016, 63, 139–146. [Google Scholar] [CrossRef]
- Qi, R.; Jones, D.L.; Liu, Q.Y.; Liu, Q. Field test on the biodegradation of poly (butylene adipate-co-terephthalate) based mulch films in soil. Polym. Test. 2021, 93, 107009. [Google Scholar] [CrossRef]
- Copinet, A.; Bertrand, C.; Govindin, S.; Coma, V.; Couturier, Y. Effects of ultraviolet light (315 nm), temperature and relative humidity on the degradation of polylactic acid plastic films. Chemosphere 2004, 55, 763–773. [Google Scholar] [CrossRef] [PubMed]
- Pitter, P. Determination of biological degradability of organic compounds. Chem. Listy 1971, 65, 897. [Google Scholar]
- Oudiani, A.E.; Chaabouni, Y.; Msahli, S.; Sakli, F. Crystal transition from cellulose I to cellulose II in NaOH treated Agave americana L. fiber. Carbohydr. Polym. 2011, 86, 1221–1229. [Google Scholar] [CrossRef]



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Number | Cationic Polyacrylamide (CPAM) | Alkyl Ketene Dimer (AKD) | Wax Emulsion (CAS) |
|---|---|---|---|
| −1 | 0.2 | 0.4 | 2 |
| 0 | 1 | 1.5 | 6 |
| 1 | 1.8 | 2.6 | 10 |
| Number | Cationic Polyacrylamide (CPAM) | Alkyl Ketene Dimer (AKD) | Wax Emulsion (CAS) |
|---|---|---|---|
| 1 | 1.8 | 1.5 | 10 |
| 2 | 1.8 | 2.6 | 6 |
| 3 | 1 | 1.5 | 6 |
| 4 | 1.8 | 0.4 | 6 |
| 5 | 1 | 2.6 | 10 |
| 6 | 0.2 | 2.6 | 6 |
| 7 | 0.2 | 1.5 | 10 |
| 8 | 1.8 | 1.5 | 2 |
| 9 | 1 | 1.5 | 6 |
| 10 | 1 | 2.5 | 2 |
| 11 | 1 | 0.4 | 10 |
| 12 | 1 | 0.4 | 2 |
| 13 | 0.2 | 1.5 | 2 |
| 14 | 0.2 | 0.4 | 6 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liang, Y.; Zhang, Q.; Wang, B.; Liang, Z.; Wang, X. Study on the Rapid Degradation Performance of Salix/Wheat Straw Fiber Degradable Film. Coatings 2023, 13, 1803. https://doi.org/10.3390/coatings13101803
Liang Y, Zhang Q, Wang B, Liang Z, Wang X. Study on the Rapid Degradation Performance of Salix/Wheat Straw Fiber Degradable Film. Coatings. 2023; 13(10):1803. https://doi.org/10.3390/coatings13101803
Chicago/Turabian StyleLiang, Yuehui, Qian Zhang, Bo Wang, Zhanpeng Liang, and Xin Wang. 2023. "Study on the Rapid Degradation Performance of Salix/Wheat Straw Fiber Degradable Film" Coatings 13, no. 10: 1803. https://doi.org/10.3390/coatings13101803