.jpg)
High-Temperature Mechanical Behavior of an As-Extruded Al-5Zn-2Mg-0.3Cu (in wt.%) Alloy

 ,
,
Abstract
:1. Introduction
2. Experimental Procedures
2.1. Material and Sample Preparation
2.2. Microstructural Observations
2.3. High-Temperature Tensile Testing
2.4. Failure Analysis
3. Results
3.1. Microstructural Characterization
3.2. Mechanical Properties at Elevated Temperatures
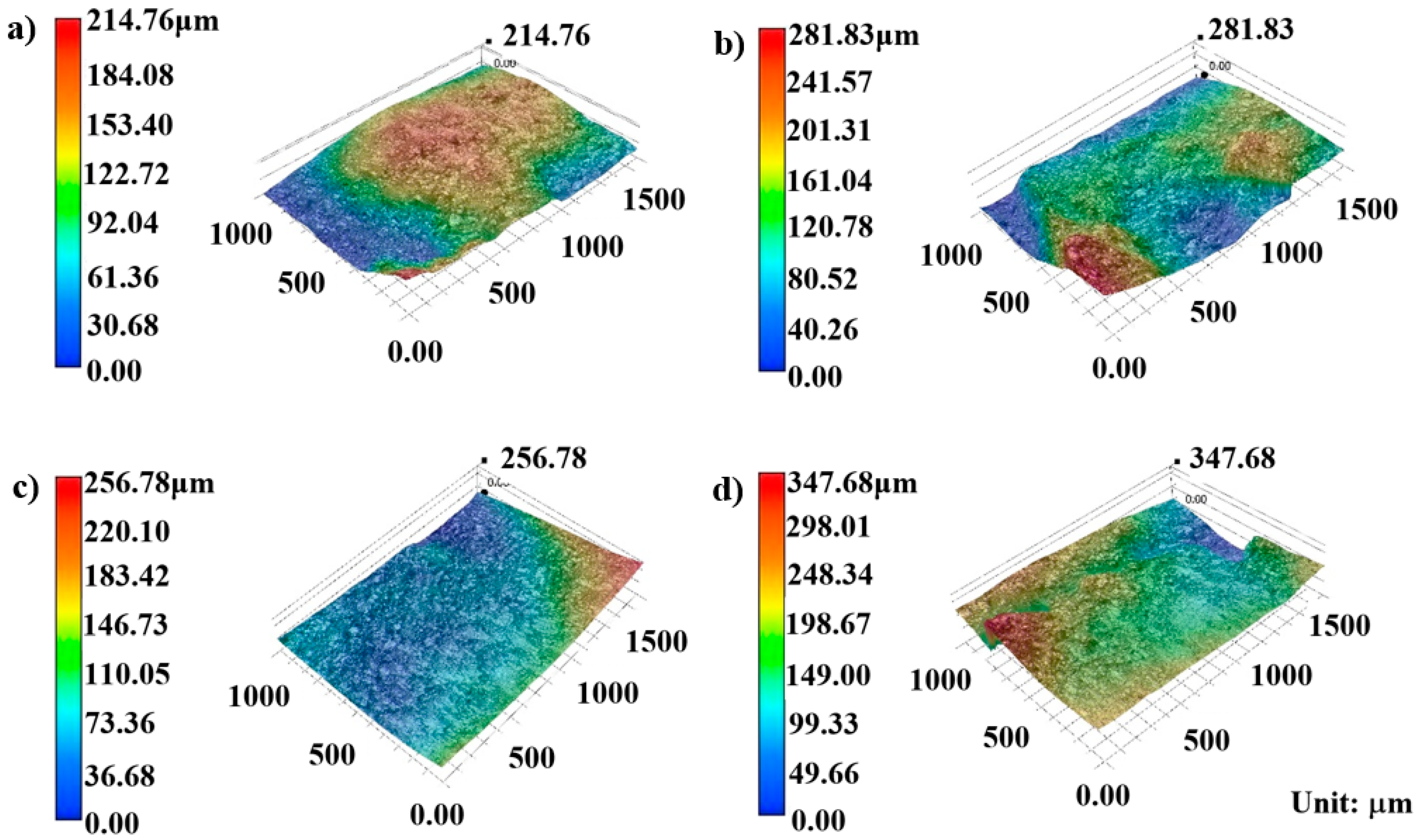
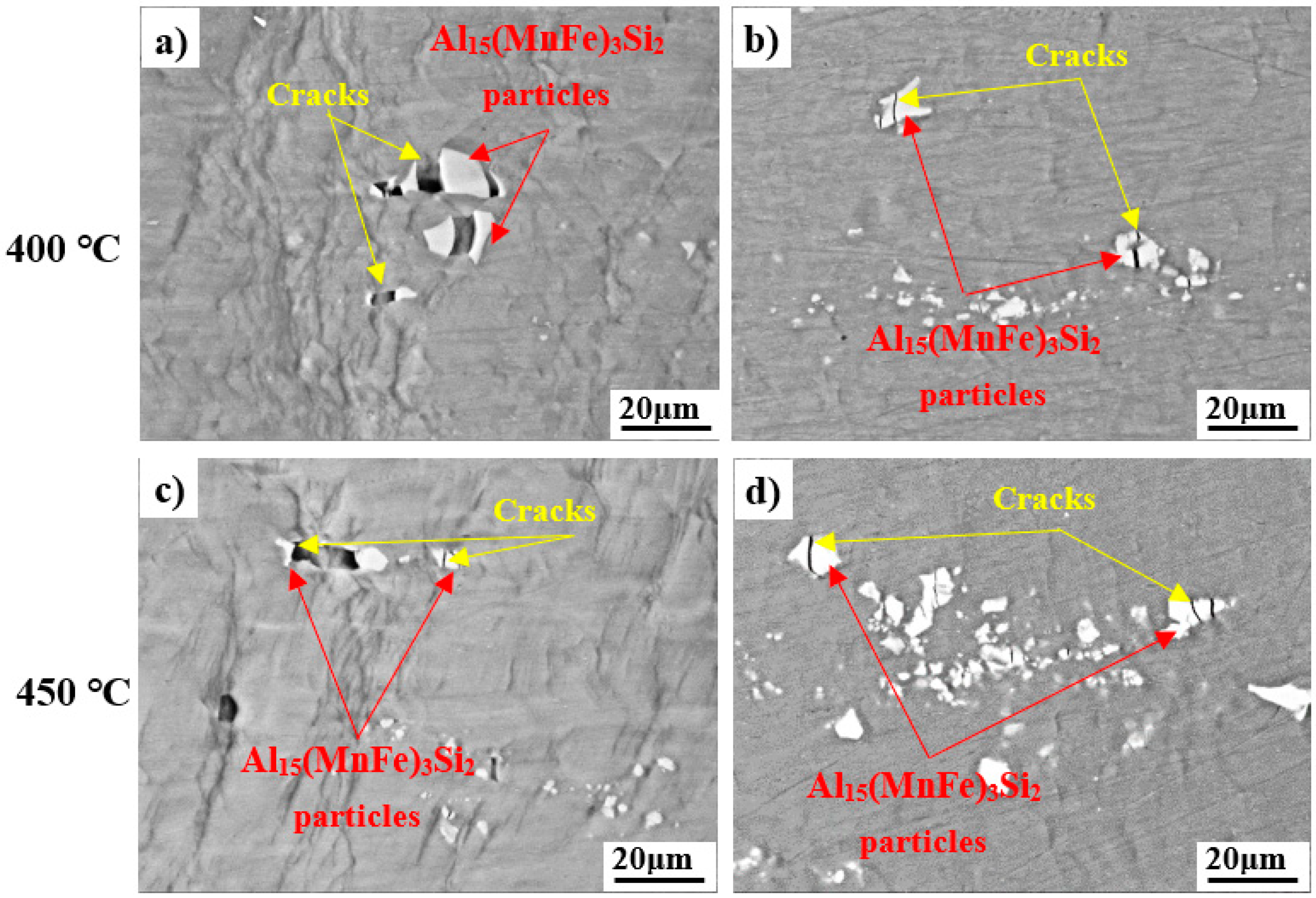
3.3. Fracture Mechanism
4. Discussion
4.1. Effect of Temperature on the High-Temperature Mechanical Properties
4.2. Effect of Temperature on the Failure Mechanisms
5. Conclusions
- (1)
- The as-extruded 7N01 Al alloy is mainly composed of α-Al15(MnFe)3Si2 particles and Al matrix; its yield strength and ultimate tensile strength decrease with the increase in temperature, but its elongation ratio changes slightly.
- (2)
- For the samples being tensile-tested at different temperatures, a lot of ductile dimples on the fracture surfaces and obvious necking can be observed.
- (3)
- The initiation of micro-cracks is mainly attributed to the self-cracking of the α-Al15(MnFe)3Si2 particles and the interfacial cracking at the interface between the phase particles and the Al matrix.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Han, W.H.; Li, Y.; Li, P.; Su, G.P.; Zhang, C.Z.; Sun, C.F.; Chen, C.G.; Yang, F.; Guo, Z.M. Microstructure and Mechanical Properties at Elevated Temperature of Powder Metallurgy Al-Zn-Mg-Cu Alloy Subjected to Hot Extrusion. Metals 2022, 12, 259. [Google Scholar] [CrossRef]
- Vijayakumar, M.D.; Dhinakaran, V.; Sathish, T.; Muthu, G.; Ram, P.M.B. Experimental study of chemical composition of aluminium alloys. Mater. Today 2021, 37, 1790–1793. [Google Scholar] [CrossRef]
- Zhao, P.H.; Wu, X.L.; Liu, Y.; Gao, K.Y.; Wen, S.P.; Wei, W.; Rong, L.; Huang, H.; Wu, H.; Zhou, D.J.; et al. Microstructure, mechanical properties and corrosion behavior of commercial 7N01 alloys. Trans. Nonferrous Met. Soc. China 2022, 32, 778–789. [Google Scholar] [CrossRef]
- Rahimi, S.; Khiabani, A.B.; Yarmand, B.; Kolahi, A. Comparison of corrosion and antibacterial properties of Al alloy treated by plasma electrolytic oxidation and anodizing methods. Mater. Today 2018, 5, 15667–15676. [Google Scholar] [CrossRef]
- Ura-Binczyk, E. Improvement of pitting-corrosion resistance of Ultrafine-Grained 7475 Al alloy by aging. Materials 2022, 15, 360. [Google Scholar] [CrossRef]
- Anyasodor, G.; Koroschetz, C. Industrial based volume manufacturing of lightweight aluminium alloy panel components with high-strength and complex-shape for car body and chassis structures. J. Phys. Conf. Ser. 2017, 896, 012093. [Google Scholar] [CrossRef]
- Czerwinski, F. A search for the eutectic system of high-temperature cast aluminium alloys. Mater. Sci. Technol. 2021, 37, 683–692. [Google Scholar] [CrossRef]
- Yang, H.N.; Duan, X.N.; Wang, G.Q.; Gao, S.P.; Xiao, Z. Microstructure and mechanical properties of Al-18Si-10Cu-10Ni-5Mn(-5Mg) heat-resistant aluminium alloys prepared by laser-directed energy deposition. Mater. Sci. Eng. A 2023, 883, 145512. [Google Scholar] [CrossRef]
- Belov, N.A.; Akopyan, T.K.; Korotkova, N.O.; Shurkin, P.K.; Timofeev, V.N.; Raznitsyn, O.A.; Sviridova, T.A. Structure and heat resistance of high strength Al-3.3%Cu-2.5%Mn-0.5%Zr (wt%) conductive wire alloy manufactured by electromagnetic casting. J. Alloys Compd. 2021, 891, 161948. [Google Scholar] [CrossRef]
- Chakraborty, P.; Singha, M.K.; Tiwari, V. Dynamic tensile and compressive behaviour of AA7475-T7351 alloy under different strain rates and temperatures. Structures 2022, 46, 49–63. [Google Scholar] [CrossRef]
- Dai, P.; Luo, X.; Yang, Y.Q.; Kou, Z.D.; Huang, B.; Zang, J.X.; Ru, J.G. High temperature tensile properties, fracture behaviors and nanoscale precipitate variation of an Al-Zn-Mg-Cu alloy. Prog. Nat. Sci. 2020, 30, 63–73. [Google Scholar] [CrossRef]
- Paulisch, M.C.; Treff, A.; Driehorst, I.; Reimers, W. The influence of natural aging and repeated solution annealing on microstructure and mechanical properties of hot extruded alloys Al 7020 and Al 7175. Mater. Sci. Eng. A 2018, 709, 203–213. [Google Scholar] [CrossRef]
- Leon, S.J.; Bharathiraja, G.; Jayakumar, V. A review on friction stir welding in Aluminium alloys. IOP Conf. Ser. Mater. Sci. Eng. 2020, 954, 012007. [Google Scholar] [CrossRef]
- Onoro, J. High-temperature mechanical properties of aluminium alloys reinforced with titanium diboride (TiB2) particles. Rare Metals 2011, 30, 200–205. [Google Scholar] [CrossRef]
- Yang, Q.Y.; Liu, X.Y.; Liu, Y.X.; Fan, X.Z.; Shu, M. The flow softening behavior and deformation mechanism of AA7050 aluminum alloy. Mater. Trans. 2019, 60, 2041–2047. [Google Scholar] [CrossRef]
- Chen, G.; Jiang, J.F.; Du, Z.M.; Han, F.; Atkinson, H.V. Hot tensile behavior of an extruded Al-Zn-Mg-Cu alloy in the solid and in the semi-solid state. Mater. Des. 2014, 54, 1–5. [Google Scholar] [CrossRef]
- Liu, B.; Ma, C.C.; Li, L.; Yang, C.H.; Yu, N.; Wang, W.M.; Gao, T. Morphologies and compositions of α-Al15Fe3Si2-Type intermetallics in Al-Si-Fe-Mn-Cr alloys. Int. J. Met. 2023, 17, 1156–1164. [Google Scholar] [CrossRef]
- Huo, W.T.; Hou, L.G.; Zhang, Y.S.; Zhang, J.S. Warm formability and post-forming microstructure/property of high-strength AA7075-T6 Al alloy. Mater. Sci. Eng. A 2016, 675, 44–54. [Google Scholar] [CrossRef]
- Jin, W.M.; Yu, J.H.; Zhang, Z.Q.; Jia, H.J.; Ren, M.W. Study on Ultra-High Temperature Contact Solution Treatment of Al-Zn-Mg-Cu Alloys. Metals 2021, 11, 842. [Google Scholar] [CrossRef]
- Jaglinski, T.; Lakes, R. Creep behavior of Al-Si die-cast alloys. J. Eng. Mater. Technol. 2004, 126, 378–383. [Google Scholar] [CrossRef]
- Zhang, B.; Cockcroft, S.L.; Maijer, D.M.; Zhu, J.D.; Phillion, A.B. Casting defects in low-pressure die-cast aluminum alloy wheels. JOM 2005, 57, 36–43. [Google Scholar] [CrossRef]
- Avalle, M.; Belingardi, G.; Cavatorta, M.P.; Doglione, R. Casting defects and fatigue strength of a die cast aluminium alloy: A comparison between standard specimens and production cpmponents. Int. J. Fatigue 2002, 24, 1–9. [Google Scholar] [CrossRef]
- Ahn, C.; Jo, I.; Ji, C.; Cho, S.; Mishra, B.; Lee, E. Creep behavior of high-pressure die-cast AlSi10MnMg aluminum alloy. Mater. Charact. 2020, 167, 110495. [Google Scholar] [CrossRef]
- Han, G.; Zhang, W.Z.; Zhang, G.H.; Peng, Z.J.; Wang, Y.J. High-temperature mechanical properties and fracture mechanisms of Al-Si piston alloy reinforced with in situ TiB2 particles. Mater. Sci. Eng. A 2015, 633, 161–168. [Google Scholar] [CrossRef]
- Li, S.; Dong, H.G.; Li, P.; Chen, S. Effect of repetitious non-isothermal heat treatment on corrosion behavior of Al-Zn-Mg alloy. Corros. Sci. 2018, 131, 278–289. [Google Scholar] [CrossRef]
- Qian, Z.; Liu, X.F.; Zhao, D.G.; Zhang, G.H. Effects of trace Mn addition on the elevated temperature tensile strength and microstructure of a low-iron Al-Si piston alloy. Mater. Lett. 2008, 62, 2146–2149. [Google Scholar] [CrossRef]
- Narayanan, L.A.; Samuel, F.; Gruzleski, J.E. Crystallization behavior of iron-containing intermetallic compounds in 319 aluminum alloy. Metall. Mater. Trans. A 1994, 25, 1761–1773. [Google Scholar] [CrossRef]
- Wu, T.F.; Fan, R.L.; Wu, Y.; Wu, D.P.; Yang, J.L.; Chen, M.H. Microstructure, densification and mechanical properties of in situ TiBw/Ti2AlNb composites fabricated by spark plasma sintering. J. Mater. Sci. 2023, 58, 8359–8378. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Chemical Composition | Zn | Mg | Cu | Mn | Cr | Ti | Zr | Si | Fe | Al |
|---|---|---|---|---|---|---|---|---|---|---|
| Content | 4.96 | 1.95 | 0.28 | 0.45 | 0.25 | 0.08 | 0.22 | 0.28 | 0.35 | 91.18 |
| Testing Temperature | σ0.2/MPa | UTS/MPa | εf/% |
|---|---|---|---|
| 400 °C | 269 ± 6 | 308 ± 2 | 18 ± 1 |
| 450 °C | 260 ± 1 | 286 ± 1 | 21 ± 1 |
| 500 °C | 256 ± 1 | 276 ± 1 | 20 ± 1 |
| 550 °C | 255 ± 2 | 273 ± 2 | 23 ± 1 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lu, C.; Xu, D.; Zhang, L.; Wang, S.; Xu, X.; Wang, D. High-Temperature Mechanical Behavior of an As-Extruded Al-5Zn-2Mg-0.3Cu (in wt.%) Alloy. Coatings 2023, 13, 1758. https://doi.org/10.3390/coatings13101758
Lu C, Xu D, Zhang L, Wang S, Xu X, Wang D. High-Temperature Mechanical Behavior of an As-Extruded Al-5Zn-2Mg-0.3Cu (in wt.%) Alloy. Coatings. 2023; 13(10):1758. https://doi.org/10.3390/coatings13101758
Chicago/Turabian StyleLu, Cuilan, Daokui Xu, Lan Zhang, Shuo Wang, Xiangbo Xu, and Dongliang Wang. 2023. "High-Temperature Mechanical Behavior of an As-Extruded Al-5Zn-2Mg-0.3Cu (in wt.%) Alloy" Coatings 13, no. 10: 1758. https://doi.org/10.3390/coatings13101758