
Improving Wear Resistance of Highly Porous Titanium by Surface Engineering Methods


Abstract
:1. Introduction
2. Materials and Methods
2.1. Material Manufacturing
2.2. Surface Engineering
- Ball burnishing (BB). Choosing this method can be explained by the fact that the surface plastic deformation of titanium makes it possible, due to the refinement of grains and an increase in linear and point defects in the near-surface layer, to increase the hardness and as a result improve the wear resistance of titanium [30,37,38,39,40]. Also, plastic deformation ensures the formation of a compacted surface layer, that is, it contributes to the closing of pores [41,42]. Such closing of the near-surface pores makes it possible to less the negative effect of porosity during friction because this leads to a decrease in places of cracks nucleation and propagation. In this case, BB was carried out using a 1K62 universal screw-cutting lathe at room temperature. A ball with a diameter of 5 mm is made of diamond polycrystalline composite material Cd–Co–34Ni [31]. Lubrication type—boundary lubrication in an industrial oil I-20A. BB regime: load—100 N; speed—200 rpm; the number of passes—3. A ball with a diameter of 5 mm is made of a diamond polycrystalline composite material [27].
- Gas nitriding (GN). This method is chosen taking into account that the formation of a surface chemically inert nitride compound layer with high hardness significantly improves the wear resistance of titanium [43,44,45,46,47]. The formed protective nitride compound layer also partially closes (covers) the surface pores, which perhaps reduces their negative effect on wear resistance of titanium. GN is warried out using equipment developed by Karpenko Physico-Mechanical Institute of NAS of Ukraine. GN regime: heating up to a temperature of 750 °C, exposure for 5 h; subsequent heating at a rate of 5 °C × min−1 to a temperature of 800 °C; cooling with a furnace. For GN, commercially pure gaseous nitrogen is used.
- Deformation–Diffusion treatment (DDT). This treatment is based on a combination of preliminary surface plastic deformation and subsequent thermochemical treatment. This combination is used due to the fact that as a result of preliminary plastic deformation, phase redistribution processes occur in the surface layer, residual compressive stress, the area of grain boundaries, the density of dislocations and point defects, which are favourable channels for facilitated diffusion of nitrogen, is Increased. This makes it possible to form layers (in our case, nitride layers) with higher wear resistance and hardness compared to conventional gas nitriding [27,48,49,50]. Combined DDT includes preliminary BB and subsequent GN of titanium, according to the above-mentioned BB and GN regimes.
2.3. Material Characterization
2.4. Tribological Test
3. Results
3.1. Surface Characterictics
3.2. Tribological Characterictics
4. Discussion
5. Conclusions
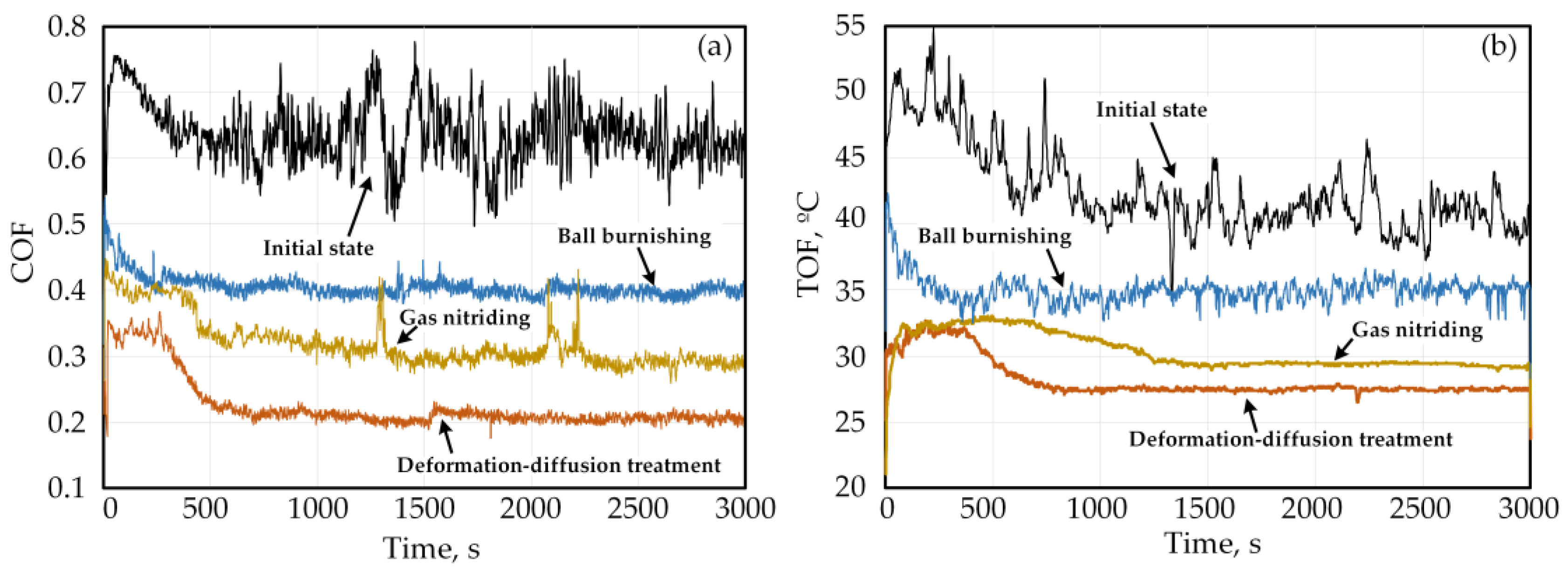
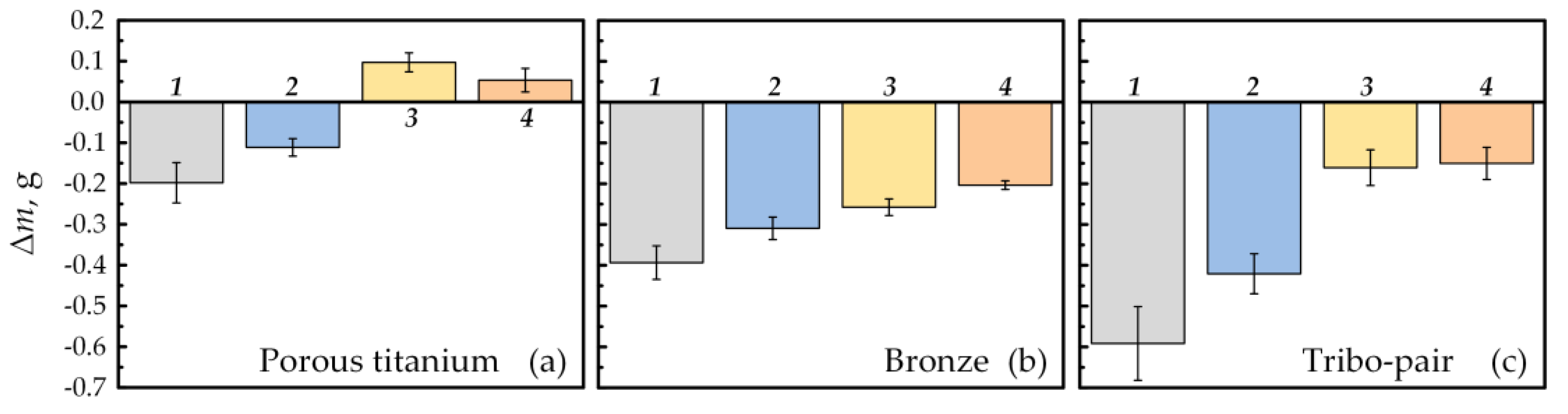
- It was shown that surface hardening of highly porous titanium by BB, GN, and DDT reduces the weight wear intensity and the friction coefficient of the tribo-pairs by 1.4, 3.5, 4.0 and 1.8, 2.3, 3.2 times, respectively.
- The main wear mechanisms of highly porous titanium were adhesion and fatigue, and secondary ones were oxide and abrasive. Subsurface pores led to nucleation of micro-cracks in the subsurface layer, thereby intensifying fatigue (delamination) wear.
- The BB, due to the closing of subsurface pores, roughness improvement and surface hardness increment, reduced adhesion and fatigue wear intensity. The GN and DDT, due to the formation of a surface compound nitride layer (TiN and Ti2N), changed the mechanism of the adhesion and fatigue wear of c.p. titanium on an abrasive one.
- The highest wear resistance of the tribo-pair under these friction conditions was fixed for highly porous titanium after DDT.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Froes, F.H. Powder metallurgy of titanium alloys. In Woodhead Publishing Series in Metals and Surface Engineering, Advances in Powder Metallurgy; Chang, I., Zhao, Y., Eds.; Woodhead Publishing: Cambridge, UK, 2013; pp. 202–240. [Google Scholar] [CrossRef]
- Fang, Z.Z.; Paramore, J.D.; Sun, P.; Chandran, K.S.R.; Zhang, Y.; Xia, Y.; Cao, F.; Koopman, M.; Free, M. Powder metallurgy of titanium—Past, present, and future. Int. Mater. Rev. 2018, 63, 407–459. [Google Scholar] [CrossRef]
- Childerhouse, T.; Jackson, M. Near net shape manufacture of titanium alloy components from powder and wire: A review of state-of-the-art process routes. Metals 2019, 9, 689. [Google Scholar] [CrossRef]
- Ma, G.; Dong, S.; Song, Y.; Qiu, F.; Savvakin, D.; Ivasishin, O.; Cheng, T. Sustaining an excellent strength–ductility combination for Ti–6Al–4V alloy prepared from elemental powder blends. J. Mater. Res. Technol. 2023, 23, 4965–4975. [Google Scholar] [CrossRef]
- Vinicius, A.R.H.; Pedro, P.C.; Carlos, A.A.C.; Jose, C.B. Production of titanium alloys for advanced aerospace systems by powder metallurgy. Mat. Res. 2005, 8, 443–446. [Google Scholar] [CrossRef]
- Ma, G.; Cheng, T.; Jia, H.; Yuan, L.; Ivasishin, O.M.; Savvakin, D.G. A novel method to fabricate high strength and ductility Ti-3Al-5Mo-4.5 V alloy based on TiH2 and pre-hydrogenated master alloy powders. Mater. Des. 2023, 227, 111791. [Google Scholar] [CrossRef]
- Fang, Z.Z.; Sun, P. Pathways to optimize performance/cost ratio of powder metallurgy titanium—A perspective. Key Eng. Mater. 2012, 520, 15–23. [Google Scholar] [CrossRef]
- Bolzoni, L.; Ruiz-Navas, E.M.; Gordo, E. Understanding the properties of low-cost iron-containing powder metallurgy titanium alloys. Mater. Des. 2016, 110, 317–323. [Google Scholar] [CrossRef]
- Chen, T.; Yang, C.; Liu, Z.; Ma, H.W.; Kang, L.M.; Wang, Z.; Zhang, W.W.; Li, D.D.; Li, N.; Li, Y.Y. Revealing dehydrogenation effect and resultant densification mechanism during pressureless sintering of TiH2 powder. J. Alloys Compd. 2021, 873, 159792. [Google Scholar] [CrossRef]
- Wang, Z.; Tan, Y.; Li, N. Powder Metallurgy of Titanium Alloys: A Brief Review. J. Alloys Compd. 2023, 965, 171030. [Google Scholar] [CrossRef]
- Naseri, R.; Mitchell, D.R.G.; Gazder, A.A.; Niessen, F.; Nancarrow, M.J.B.; Savvakin, D.G.; Pereloma, E. An investigation into the microstructural response to flexural stresses of a metastable β-phase Ti alloy produced by blended elemental powder metallurgy. Adv. Eng. Mater. 2023, 2300350. [Google Scholar] [CrossRef]
- Xie, F.; He, X.; Cao, S.; Mei, M.; Qu, X. Influence of pore characteristics on microstructure, mechanical properties and corrosion resistance of selective laser sintered porous Ti–Mo alloys for biomedical applications. Electrochim. Acta 2013, 105, 121–129. [Google Scholar] [CrossRef]
- Xu, W.; Lu, X.; Zhang, B.; Liu, C.; Lv, S.; Yang, S.; Qu, X. Effects of porosity on mechanical properties and corrosion resistances of PM-fabricated porous Ti-10Mo alloy. Metals 2018, 8, 188. [Google Scholar] [CrossRef]
- Pohrelyuk, I.; Lavrys, S.; Shliakhetka, K.; Savvakin, D.; Tkachuk, O. Influence of manufacturing parameters on microstructure evolution and corrosion resistance of powder metallurgy titanium. JOM 2023, 75, 816–824. [Google Scholar] [CrossRef]
- Ivasishin, O.M.; Bondareva, K.A.; Bondarchuk, V.I.; Gerasimchuk, O.N.; Savvakin, D.G.; Gryaznov, B.A. Fatigue resistance of powder metallurgy Ti–6Al–4V alloy. Strength Mater. 2004, 36, 225–230. [Google Scholar] [CrossRef]
- Romero, C.; Yang, F.; Bolzoni, L. Fatigue and fracture properties of Ti alloys from powder-based processes—A review. Int. J. Fatigue 2018, 117, 407–419. [Google Scholar] [CrossRef]
- Guo, R.P.; Cheng, M.; Zhang, C.J.; Qiao, J.W.; Cai, C.; Wang, Q.J.; Xu, D.S.; Xu, L.; Yang, R.; Shi, Y.S.; et al. Achieving superior fatigue strength in a powder-metallurgy titanium alloy via in-situ globularization during hot isostatic pressing. Scr. Mater. 2023, 228, 115345. [Google Scholar] [CrossRef]
- Ye, H.Z.; Li, D.Y.; Eadie, R.L. Influences of porosity on mechanical and wear performance of pseudoelastic TiNi-matrix composites. J. Mater. Eng. Perform. 2001, 10, 178–185. [Google Scholar] [CrossRef]
- Pohreluyk, I.M.; Lavrys, S.M.; Lukyanenko, O.H. Influence of porosity on wear resistance of sintered titanium under boundary lubrication. J. Frict. Wear 2021, 42, 461–465. [Google Scholar] [CrossRef]
- Toptan, F.; Alves, A.C.; Pinto, A.M.P.; Ponthiaux, P. Tribocorrosion behavior of bio-functionalized highly porous titanium. J. Mech. Behav. Biomed. Mater. 2017, 69, 144–152. [Google Scholar] [CrossRef]
- Liu, Z.; Ji, F.; Wang, M.; Zhu, T. Study on the tribological properties of porous titanium sliding against tungsten carbide YG6. Metals 2017, 7, 28. [Google Scholar] [CrossRef]
- Salahinejad, E.; Amini, R.; Marasi, M.; Hadianfard, M.J. Microstructure and wear behavior of a porous nanocrystalline nickel-free austenitic stainless steel developed by powder metallurgy. Mater. Des. 2010, 31, 2259–2263. [Google Scholar] [CrossRef]
- Martin, F.; García, C.; Blanco, Y. Influence of residual porosity on the dry and lubricated sliding wear of a powder metallurgy austenitic stainless steel. Wear 2015, 328–329, 1–7. [Google Scholar] [CrossRef]
- Shibata, K.; Ishigaki, W.; Koike, T.; Umetsu, T.; Yamaguchi, T.; Hokkirigawa, K. Friction and wear behavior of stainless steel fabricated by powder bed fusion process under oil lubrication. Tribol. Int. 2016, 104, 183–190. [Google Scholar] [CrossRef]
- Munagala, V.N.V.; Bessette, S.; Gauvin, R.; Chromik, R.R. Sliding wear of cold sprayed Ti6Al4V coatings: Effect of porosity and normal load. Wear 2020, 450–451, 203268. [Google Scholar] [CrossRef]
- Chen, Q.; Li, D.Y.; Cook, B. Is porosity always detrimental to the wear resistance of materials?—A computational study on the effect of porosity on erosive wear of TiC/Cu composites. Wear 2009, 267, 1153–1159. [Google Scholar] [CrossRef]
- Pohrelyuk, I.M.; Fedirko, V.M.; Lavrys, S.M. Effect of preliminary ball burnishing on wear resistance of the nitrided VT22 alloy. J. Frict. Wear 2017, 38, 221–224. [Google Scholar] [CrossRef]
- Qu, J.; Blau, P.J.; Watkins, T.R.; Cavin, O.B.; Kulkarni, N.S. Friction and wear of titanium alloys sliding against metal, polymer, and ceramic counterfaces. Wear 2005, 258, 1348–1356. [Google Scholar] [CrossRef]
- Redmore, E.; Li, X.; Dong, H. Tribological performance of surface engineered low-cost beta titanium alloy. Wear 2019, 426–427, 952–960. [Google Scholar] [CrossRef]
- Chamgordani, S.A.; Miresmaeili, R.; Aliofkhazraei, M. Improvement in tribological behavior of commercial pure titanium (CP-Ti) by surface mechanical attrition treatment (SMAT). Tribol. Int. 2018, 119, 744–752. [Google Scholar] [CrossRef]
- Bansal, D.G.; Eryilmaz, O.L.; Blau, P.J. Surface engineering to improve the durability and lubricity of Ti-6Al-4V alloy. Wear 2011, 271, 2006–2015. [Google Scholar] [CrossRef]
- Nazarenko, P.V.; Polishchuk, I.E.; Molyar, A.G.; Ostranitsa, A.E. Tribotechnical properties of coatings on titanium alloys. Mater. Sci. 1998, 34, 203–210. [Google Scholar] [CrossRef]
- Klint, R.V.; Owens, R.S. Lubrication of diffusion-beryllided titanium. ASLE Trans. 1962, 5, 32–38. [Google Scholar] [CrossRef]
- Kukareko, V.A.; Belotserkovsky, M.A.; Grigorchik, A.N.; Sosnovskiy, A.V. Structure and tribological properties of a Ti–TiN coating obtained by hypersonic metallization. J. Frict. Wear 2022, 43, 300–304. [Google Scholar] [CrossRef]
- Quan, X.; Xie, H.; Xu, X.; Tang, J. Study on the enhanced tribological performance for titanium alloys by PEG oil/Zn-nanoparticles. Mater. Res. Express 2020, 7, 126502. [Google Scholar] [CrossRef]
- Blau, P.J.; Cooley, K.M.; Bansal, D.; Smid, I.; Eden, T.J.; Neshastehriz, M.; Potter, J.K.; Segall, A.E. Spectrum loading effects on the running-in of lubricated bronze and surface-treated titanium against alloy steel. Wear 2013, 302, 1064–1072. [Google Scholar] [CrossRef]
- Avcu, Y.Y.; Iakovakis, E.; Guney, M.; Çalım, E.; Özkılınç, A.; Abakay, E.; Sönmez, F.; Koç, F.G.; Yamanoğlu, R.; Cengiz, A.; et al. Surface and tribological properties of powder metallurgical Cp-Ti titanium alloy modified by shot peening. Coatings 2023, 13, 89. [Google Scholar] [CrossRef]
- Revankar, G.D.; Shetty, R.; Rao, S.S.; Gaitonde, V.N. Wear resistance enhancement of titanium alloy (Ti–6Al–4V) by ball burnishing process. J. Mater. Res. Technol. 2017, 6, 13–32. [Google Scholar] [CrossRef]
- Pohrelyuk, I.M.; Lavrys, S.M. Load influence at rolling on structure and wear resistance of a titanium alloy VT22. Metallofiz. Noveishie Tekhnol. 2016, 38, 783–793. [Google Scholar] [CrossRef]
- Kato, H.; Ueki, H.; Yamamoto, K.; Uasunaga, K. Wear resistance improvement by nanostructured surface layer produced by burnishing. Mater. Sci. Forum 2018, 917, 231–235. [Google Scholar] [CrossRef]
- Dekhtyar, A.I.; Mordyuk, B.N.; Savvakin, D.G.; Bondarchuk, V.I.; Moiseeva, I.V.; Khripta, N.I. Enhanced fatigue behavior of powder metallurgy Ti–6Al–4V alloy by applying ultrasonic impact treatment. Mater. Sci. Eng. A 2015, 641, 348–359. [Google Scholar] [CrossRef]
- Balla, K.; Bose, S.; Bandyopadhyay, A. Understanding compressive deformation in porous titanium. Philos. Mag. 2010, 90, 3081–3094. [Google Scholar] [CrossRef]
- Lavrys, S.; Pohrelyuk, I.; Tkachuk, O.; Padgurskas, J.; Trush, V.; Proskurnyak, R. Comparison of Friction Behaviour of Titanium Grade 2 after Non-Contact Boriding in Oxygen-Containing Medium with Gas Nitriding. Coatings 2023, 13, 282. [Google Scholar] [CrossRef]
- Dai, Y.; Jiang, X.; Ou, M.; Li, K.; Xiang, Q.; Yang, F.; Liu, J. Tribocorrosion Behaviour of a Ti–25Nb–3Zr–2Sn–3Mo Alloys Induction Nitride Layer in a Simulated Body Fluid Solution. Coatings 2023, 13, 231. [Google Scholar] [CrossRef]
- Pohrelyuk, I.M.; Fedirko, V.M.; Lavrys, S.M.; Kravchyshyn, T.M. Regularities of thermal diffusion saturation with nitrogen combined with standard heat treatment of VT22 titanium alloy. Mater. Sci. 2017, 52, 841–847. [Google Scholar] [CrossRef]
- Bakdemir, S.A.; Özkan, D.; Türküz, C.; Salman, S. Wear performance under dry and lubricated conditions of duplex treatment TiN/TiCrN coatings deposited with different numbers of CrN interlayers on steel substrates. Wear 2023, 526–527, 204931. [Google Scholar] [CrossRef]
- Łępicka, M.; Grądzka-Dahlke, M.; Pieniak, D.; Pasierbiewicz, K.; Kryńska, K.; Niewczas, A. Tribological performance of titanium nitride coatings: A comparative study on TiN-coated stainless steel and titanium alloy. Wear 2019, 422–423, 68–80. [Google Scholar] [CrossRef]
- Wen, K.; Zhang, C.; Gao, Y. Influence of gas pressure on the low-temperature plasma nitriding of surface-nanocrystallined TC4 titanium alloy. Surf. Coat. Technol. 2022, 436, 128327. [Google Scholar] [CrossRef]
- She, D.; Yue, W.; Kang, J.; Huang, F.; Wang, C.; Shen, J. Vacuum tribological properties of titanium enhanced via ultrasonic surface rolling processing pre-treatment and plasma nitriding. Tribol. Trans. 2018, 61, 612–620. [Google Scholar] [CrossRef]
- Toboła, D.; Morgiel, J.; Maj, Ł. TEM analysis of surface layer of Ti-6Al-4V ELI alloy after slide burnishing and low-temperature GN, Appl. Surf. Sci. 2020, 515, 145942. [Google Scholar] [CrossRef]
- Lijesh, K.P.; Khonsari, M.M. On the onset of steady state during transient adhesive wear. Tribol. Int. 2019, 130, 378–386. [Google Scholar] [CrossRef]
- Su, J.; Xie, H.; Tan, C.; Xu, Z.; Liu, J.; Jiang, F.; Tang, J.; Fu, D.; Zhang, H.; Teng, J. Microstructural characteristics and tribological behavior of an additively manufactured Ti-6Al-4V alloy under direct aging and solution-aging treatments. Tribol. Int. 2022, 175, 107763. [Google Scholar] [CrossRef]
- Abdelbary, A.; Chang, L. Tribology of metals and alloys. In Principles of Engineering Tribology; Abdelbary, A., Chang, L., Eds.; Academic Press: Cambridge, MA, USA, 2023; pp. 207–234. [Google Scholar] [CrossRef]
- Michael, J.R.; Kotula, P.G.; Prasad, S.V. Electron microscopy and microanalysis for wear surface characterization. In Advanced Analytical Methods in Tribology; Dienwiebel, M., De Barros Bouchet, M.I., Eds.; Springer: Berlin/Heidelberg, Germany, 2018; pp. 3–28. [Google Scholar] [CrossRef]
- Tabrizi, A.T.; Aghajani, H.; Saghafian, H.; Laleh, F.F. Correction of Archard equation for wear behavior of modified pure titanium. Tribol. Int. 2021, 155, 20–27. [Google Scholar] [CrossRef]
- Skvortsova, S.; Spektor, V.; Pozhoga, O.; Gvozdeva, O. The effect of the surface structure of titanium alloy medical screws on their wear resistance. MATEC Web Conf. 2019, 298, 00067. [Google Scholar] [CrossRef]
- Fedirko, V.N.; Luk’yanenko, A.G.; Trush, V.S. Solid-solution hardening of the surface layer of titanium alloys. Part 1. Effect on mechanical properties, Met. Sci. Heat Treat. 2014, 56, 368–373. [Google Scholar] [CrossRef]
- Shen, H.; Wang, L. Tribological properties of Ti-N compound layer formed on Ti6Al4V by HCD assisted plasma nitriding. Mater. Today Commun. 2023, 36, 106652. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Chemical Composition, wt. % | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Element | Al | Fe | Ni | Mn | Zn | Sn | Si | Pb | P | Others | Cu |
| max | 9.5 | 3.5 | 3.5 | 0.3 | 0.3 | 0.1 | 0.1 | 0.02 | 0.01 | 0.6 | Balance |
| min | 11.0 | 5.5 | 5.5 | – | – | – | – | – | – | – | |
| Mechanical properties | |||||||||||
| Ultimate tensile strength, MPa | 640 | ||||||||||
| Elongation, % | 5 | ||||||||||
| Vickers microhardness, GPa | 1.5 ± 0.1 | ||||||||||
| Analysis | Element Content, wt. %/at. % | ||||||
|---|---|---|---|---|---|---|---|
| Ti | N | Cu | Al | Fe | Ni | O | |
| Figure 9a | 41.94/39.71 | -/- | 29.62/20.37 | 8.42/9.93 | 0.73/0.35 | 0.55/0.51 | 18.81/29.13 |
| Figure 9b | 53.01/52.36 | -/- | 26.93/18.40 | 7.32/7.01 | 0.34/0.21 | 0.95/0.90 | 11.45/21.12 |
| Figure 9c | 47.71/45.87 | 6.52/14.98 | 35.68/24.77 | 3.96/7.76 | 3.18/3.14 | 0.89/0.59 | 2.06/2.89 |
| Figure 9d | 67.11/54.48 | 13.51/29.39 | 15.03/12.22 | 1.80/1.88 | 1.02/0.56 | 0.35/0.18 | 1.18/1.29 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lavrys, S.; Pohrelyuk, I.; Padgurskas, J.; Shliakhetka, K. Improving Wear Resistance of Highly Porous Titanium by Surface Engineering Methods. Coatings 2023, 13, 1714. https://doi.org/10.3390/coatings13101714
Lavrys S, Pohrelyuk I, Padgurskas J, Shliakhetka K. Improving Wear Resistance of Highly Porous Titanium by Surface Engineering Methods. Coatings. 2023; 13(10):1714. https://doi.org/10.3390/coatings13101714
Chicago/Turabian StyleLavrys, Serhii, Iryna Pohrelyuk, Juozas Padgurskas, and Khrystyna Shliakhetka. 2023. "Improving Wear Resistance of Highly Porous Titanium by Surface Engineering Methods" Coatings 13, no. 10: 1714. https://doi.org/10.3390/coatings13101714