
The Application of Rubber Aggregate-Combined Permeable Concrete Mixture in Sponge City Construction



Abstract
:1. Introduction
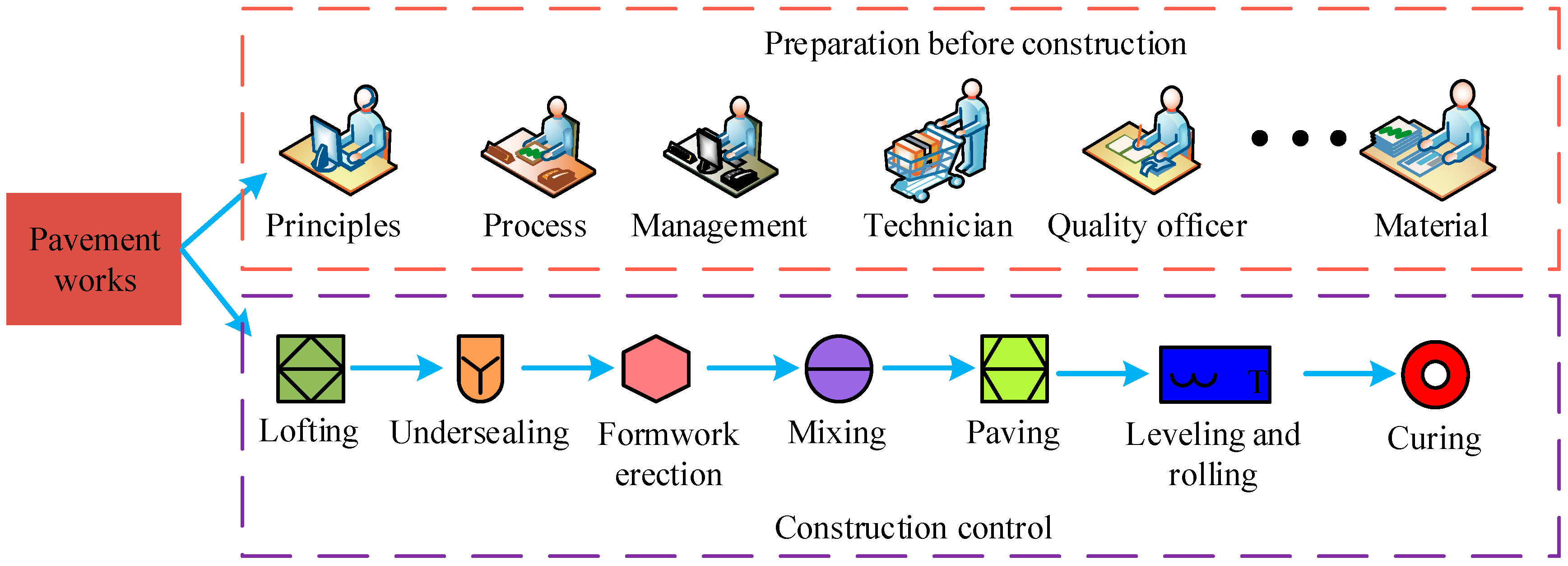
2. Construction Design of Pavement Engineering
2.1. Overview of Pavement Engineering
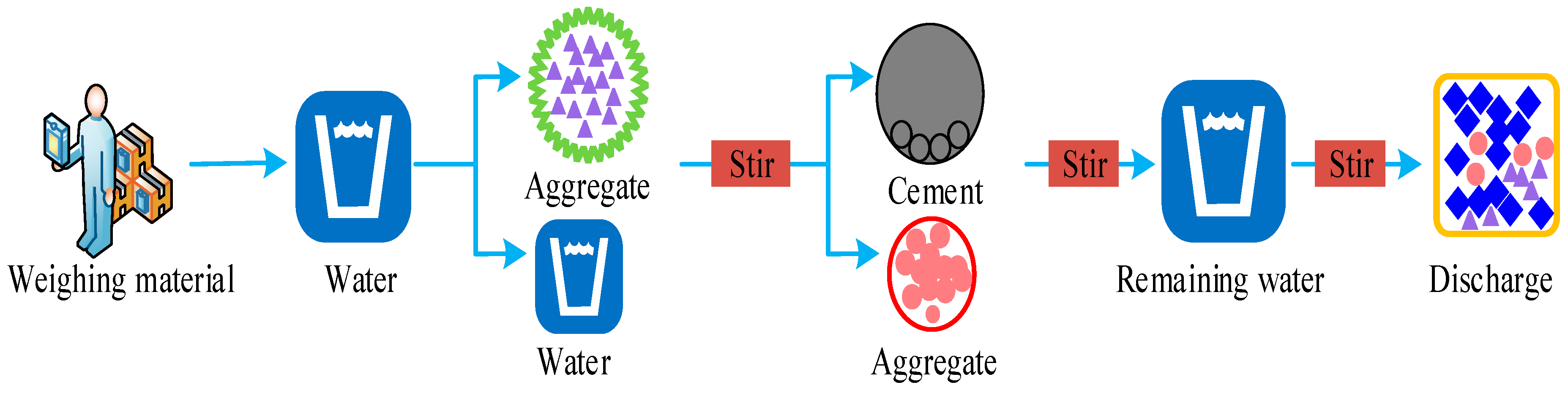
2.2. Construction Process
2.3. Selection of Raw Materials for Rubber Permeable Concrete
3. Quality Control of Rubber Permeable Concrete Pavement
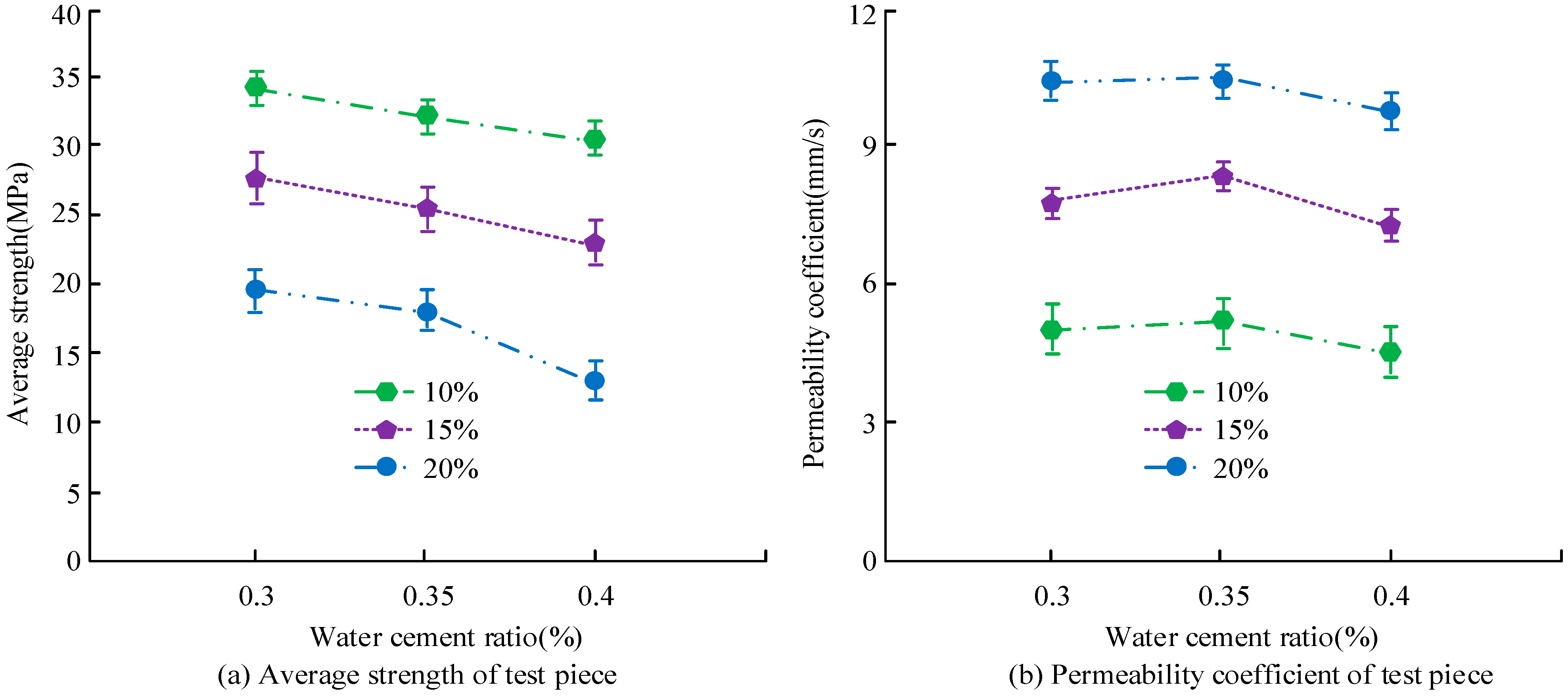
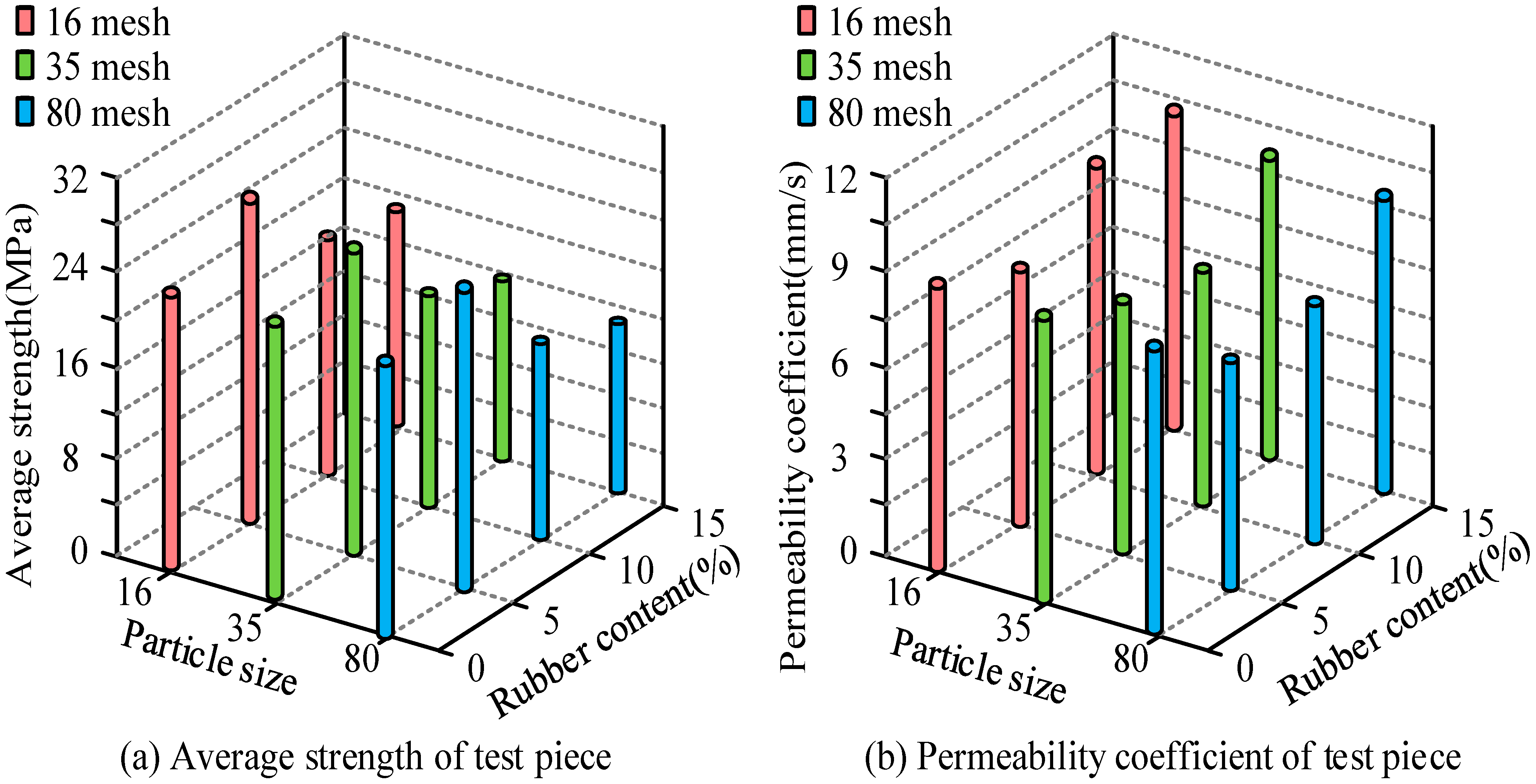
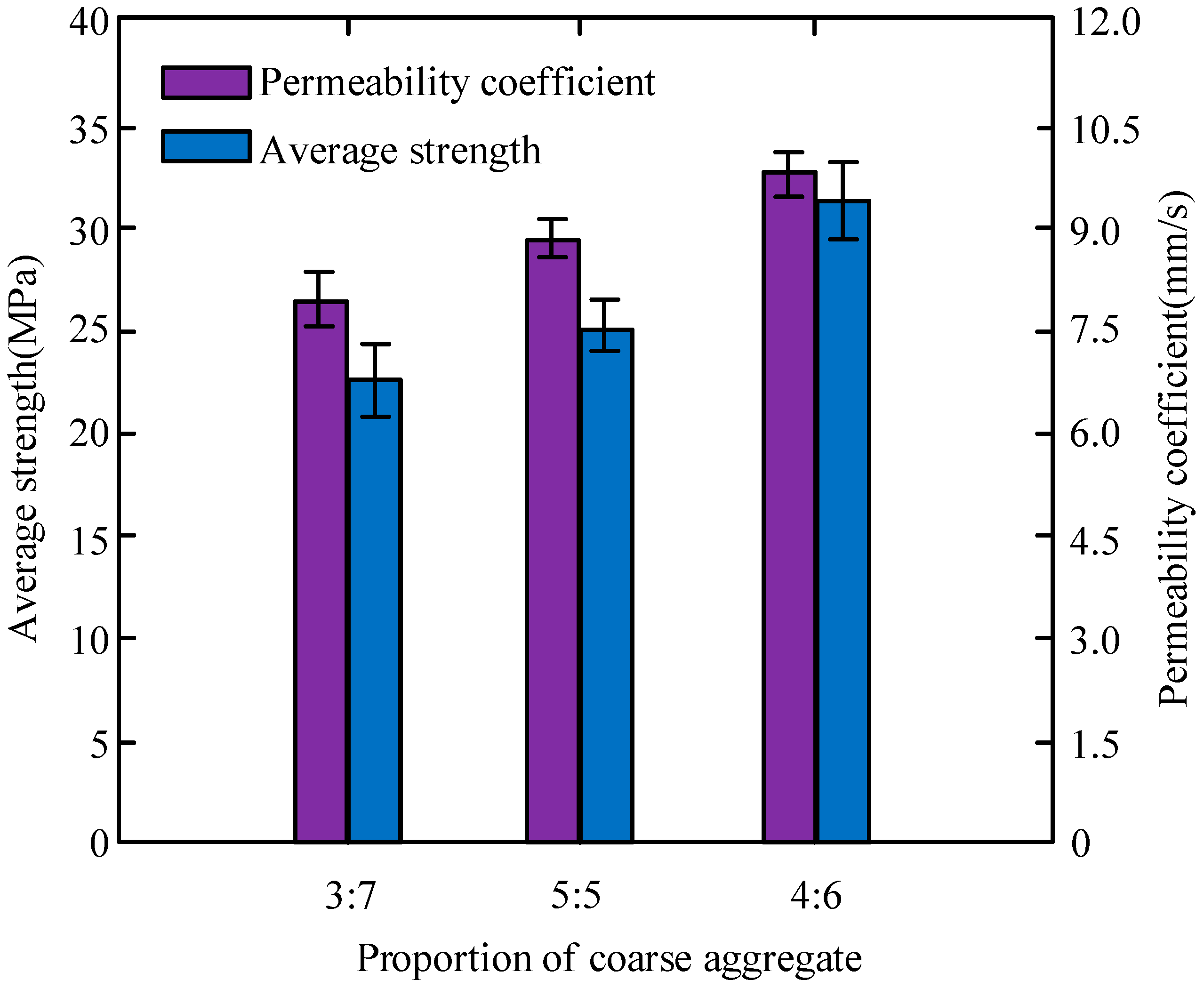
3.1. Raw Material Proportion Design of Rubber Permeable Concrete
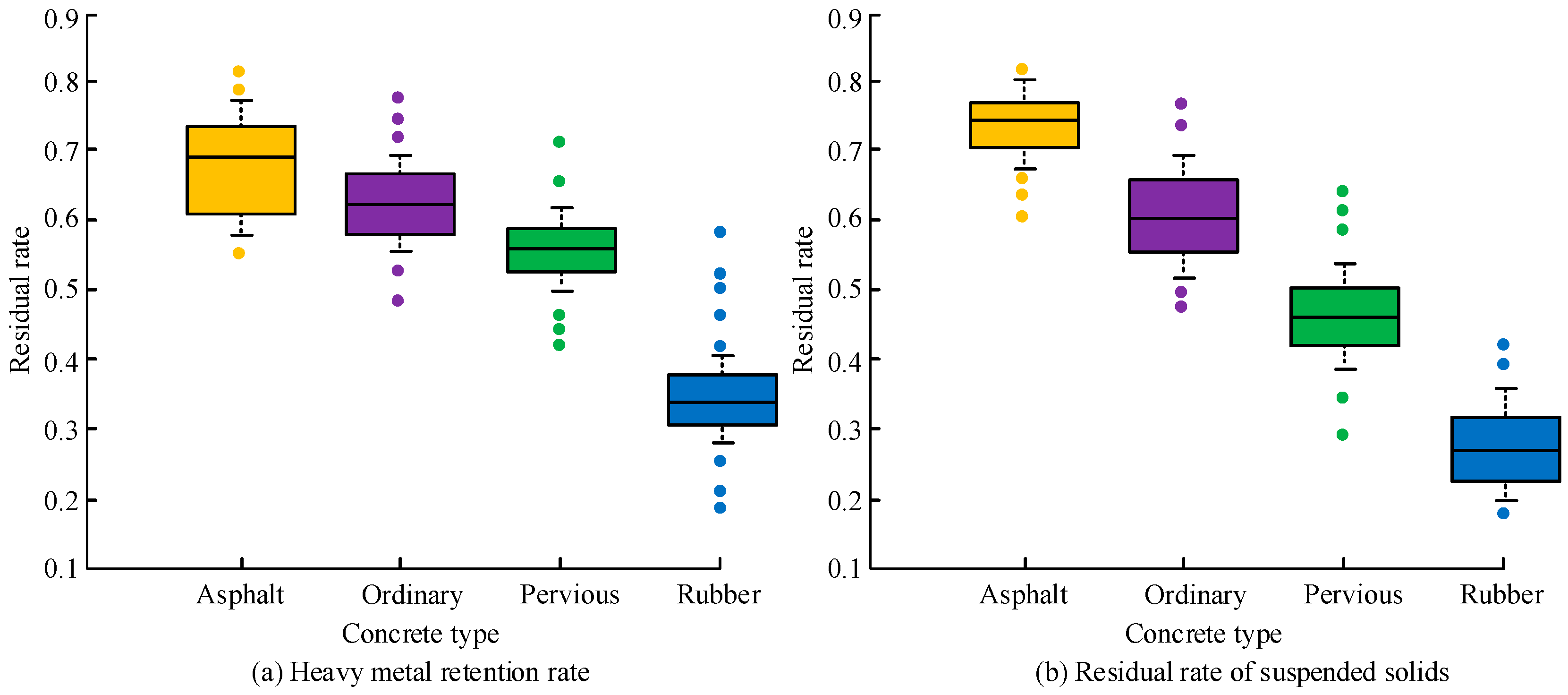
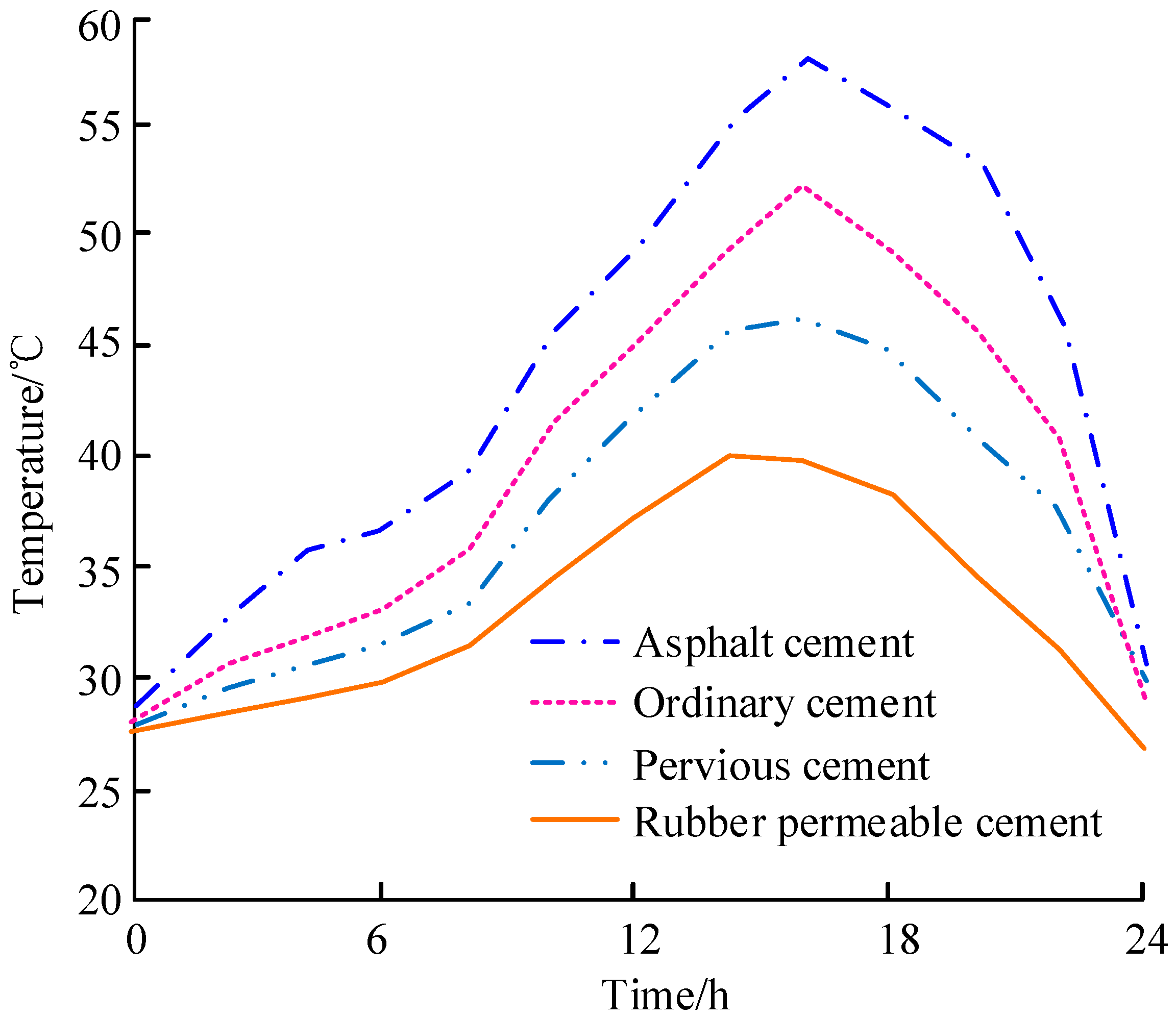
3.2. Comprehensive Evaluation of Rubber Permeable Concrete Pavement
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Haider, H.; Ghumman, A.R.; Al-Salamah, I.S.; Ghazaw, Y.; Abdel-Maguid, R.H. Sustainability evaluation of rainwater harvesting-based flood risk management strategies: A multilevel decision-making framework for arid environments. Arab. J. Sci. Eng. 2019, 44, 8465–8488. [Google Scholar] [CrossRef]
- Akter, A.; Tanim, A.H.; Islam, M.K. Possibilities of urban flood reduction through distributed-scale rainwater harvesting. Water Sci. Eng. 2020, 13, 95–105. [Google Scholar] [CrossRef]
- Oh, J.O.; Kim, Y.D.; Jun, S.M. An experimental study on characteristics of hydraulic stability for stable management prepare continuous flood in Shinwol rainwater storage and drainage system. J. Korea Water Resour. Assoc. 2020, 53, 451–461. [Google Scholar]
- Vincevica-Gaile, Z.; Teppand, T.; Kriipsalu, M.; Krievans, M.; Jani, Y.; Klavins, M.; Setyobudi, R.H.; Grinfelde, I.; Rudovica, V.; Tamm, T.; et al. Towards sustainable soil stabilization in peatlands: Secondary raw materials as an alternative. Sustainability 2021, 13, 6726. [Google Scholar] [CrossRef]
- Krauklis, A.E.; Karl, C.W.; Gagani, A.I.; Jørgensen, J.K. Composite material recycling technology—State-of-the-art and sustainable development for the 2020s. J. Compos. Sci. 2021, 5, 28. [Google Scholar] [CrossRef]
- Driptufany, D.M.; Guvil, Q.; Syafriani, D.; Arini, D. Flood management based on the potential urban catchments case study Padang city. Sumatra J. Disaster Geogr. Geogr. Educ. 2021, 5, 49–54. [Google Scholar] [CrossRef]
- Obaydullah, M.; Jumaat, M.Z.; Alengaram, U.J.; Kabir, M.D.; Rashid, M.H. Combining EBR CFRP sheet with prestressed NSM steel strands to enhance the structural behavior of prestressed concrete beams. Mol. Hum. Reprod. 2021, 27, 637–650. [Google Scholar] [CrossRef]
- Mahmoud, D.S.; Tawfic, M.L.; Rabie, A.G.; El-Sabbagh, S.H. Superabsorbent polymer: Application in natural rubber for making rubber roofing sheets. Pigment. Resin Technol. 2020, 50, 219–230. [Google Scholar] [CrossRef]
- Milad, A.; Ahmeda AG, F.; Taib, A.M.; Rahmad, S.; Solla, M.; Yusoff, N.L.M. A review of the feasibility of using crumb rubber derived from end-of-life tire as asphalt binder modifier. J. Rubber Res. 2020, 23, 203–216. [Google Scholar] [CrossRef]
- Wang, J.; Meng, Q.; Zou, Y.; Qi, Q.; Tan, K.; Santamouris, M.; He, B. Performance synergism of pervious pavement on stormwater management and urban heat island mitigation: A review of its benefits, key parameters, and co-benefits approach. Water Res. 2022, 221, 118755. [Google Scholar] [CrossRef]
- Chang, B.P.; Gupta, A.; Muthuraj, R.; Mekonnen, T.H. Bioresourced fillers for rubber composite sustainability: Current development and future opportunities. Green Chem. 2021, 23, 5337–5378. [Google Scholar] [CrossRef]
- Dhanapal, S.V.; Kandagaddala, R.K.; Nanthagopalan, P. A Simple methodology for prediction of concrete pumping through field-based study. Indian Concr. J. 2021, 95, 32–40. [Google Scholar]
- Kumar, A.; Arora, H.C.; Mohammed, M.A.; Kumar, K.; Nedoma, J. An optimized neuro-bee algorithm approach to predict the FRP-concrete bond strength of RC beams. IEEE Access 2022, 10, 3790–3806. [Google Scholar] [CrossRef]
- Huang, Y.; Zhang, W.; Liu, X. Assessment of diagonal macrocrack-induced debonding mechanisms in FRP-strengthened RC beams. J. Compos. Constr. 2022, 26, 4022056. [Google Scholar] [CrossRef]
- Zhang, W.; Huang, Y. Three-dimensional numerical investigation of mixed-mode debonding of FRP-concrete interface using a cohesive zone model. Constr. Build. Mater. 2022, 350, 128818. [Google Scholar] [CrossRef]
- Mohammed, S.D.; Hussen, N.F. Influence of water-absorbent polymer balls on the structural performance of reinforced concrete beam: An experimental investigation. J. Mech. Behav. Mater. 2022, 31, 357–368. [Google Scholar]
- Varghese, M.L.; Babu, R.J.; Suraj, M.R.; Rajan, R.; Gopal, V.V.; Jacob, A.S. Effect of nano-silica on the physical, mechanical and thermal properties of the natural rubber latex modified concrete. NISCAIR-CSIR India 2021, 27, 452–457. [Google Scholar]
- Sakthivel, T.; Gettu, R.; Pillai, R.G. Drying shrinkage of concrete with blended cementitious binders: Experimental study and application of models. Indian Concr. J. 2021, 95, 34–50. [Google Scholar]
- Sahoo, D.R. Material modelling of concrete structures exposed to elevated temperature. Indian Concr. J. 2019, 93, 9–13. [Google Scholar]
- Mayakuntla, P.K.; Ghosh, D.; Ganguli, A. Nondestructive evaluation of rebar corrosion in concrete structures using ultrasonics and laser-based sensing. Nondestruct. Test. Eval. 2022, 37, 297–314. [Google Scholar] [CrossRef]
- Sofi, A.; Bhatt, A.; Kumar, R.; Chanuhan, S. Optimization and modeling of porous concrete made of ceramic waste, silica fume, and fly ash. Indian Concr. J. 2021, 95, 27–36. [Google Scholar]
- Zhang, C.; Ali, A. The advancement of seismic isolation and energy dissipation mechanisms based on friction. Soil Dyn. Earthq. Eng. 2021, 146, 106746. [Google Scholar] [CrossRef]
- Lu, S.; Ban, Y.; Zhang, X.; Yang, B.; Liu, S.; Yin, L.; Zheng, W. Adaptive control of time delay teleoperation system with uncertain dynamics. Front. Neurorobotics 2022, 16, 928863. [Google Scholar] [CrossRef]
- Xu, L.; Liu, X.; Tong, D.; Liu, Z.; Yin, L.; Zheng, W. Forecasting urban land use change based on cellular automata and the PLUS model. Land 2022, 11, 652. [Google Scholar] [CrossRef]
- Cai, X.; Wu, K.; Huang, W.; Yu, J.; Yu, H. Application of recycled concrete aggregates and crushed bricks on permeable concrete road base. Road Mater. Pavement Des. 2021, 22, 2181–2196. [Google Scholar] [CrossRef]
- Beppu, M.; Mori, K.; Ichino, H.; Muroga, Y. Local failure resistance of polypropylene fiber reinforced concrete plates subjected to projectile impact. Int. J. Prot. Struct. 2022, 13, 317–343. [Google Scholar] [CrossRef]
- Xu, P.; Na, N.; Gao, S.; Geng, C. Determination of sodium alginate in algae by near-infrared spectroscopy. Des. Wat. Treat. 2019, 168, 117–122. [Google Scholar] [CrossRef]
- Omar, A.T.; Hassan, A.A.A. Flexural performance and ductility of expanded slate lightweight self-consolidating concrete beams. ACI Mater. J. 2022, 119, 117–130. [Google Scholar]
- Emrani, M.R.; Epackachi, S.; Tehrani, P.; Imanpour, A. A fibre-based modelling technique for the seismic analysis of steel-concrete composite shear walls. Can. J. Civ. Eng. 2022, 49, 993–1007. [Google Scholar] [CrossRef]
- Ban, Y.; Liu, M.; Wu, P.; Yang, B.; Liu, S.; Yin, L.; Zheng, W. Depth estimation method for monocular camera defocus images in microscopic scenes. Electronics 2022, 11, 2012. [Google Scholar] [CrossRef]
- Xu, P.; Na, N. Study on antibacterial properties of cellulose acetate seawater desalination reverse-osmosis membrane with graphene oxide. J. Coast. Res. 2020, SI105, 246–251. [Google Scholar] [CrossRef]
- Zhang, Z.; Liang, G.; Niu, Q.; Wang, F.; Chen, J.; Zhao, B.; Ke, L. A wiener degradation process with drift-based approach of determining target reliability index of concrete structures. Qual. Reliab. Eng. Int. 2022, 38, 3710–3725. [Google Scholar] [CrossRef]
- Hatfield, J.E.; Pezzola, G.L.; Walker, R.E.; Stephens, C.S.; Davidson, J.S. Fragment response of unreinforced concrete masonry walls subjected to blast loading. Int. J. Prot. Struct. 2022, 13, 161–181. [Google Scholar] [CrossRef]
- Zhao, J.; Zheng, J.J.; Peng, G.F.; Wang, M.Q. Vapor pressure modeling of high-strength concrete at high temperatures. ACI Mater. J. 2022, 119, 131–140. [Google Scholar]
- Dhanya, B.S.; Rathnarajan, S.; Santhanam, M.; Pillal, R.; Gettu, R. Carbonation and its effect on microstructure of concrete with fly ash and ground granulated blast furnace slag. Indian Concr. J. 2019, 93, 10–21. [Google Scholar]
- Xu, P.; Cui, L.; Gao, S.; Na, N.; Ebadi, A.G. A theoretical study on sensing properties of in-doped ZnO nanosheet toward acetylene. Mol. Phys. 2022, 120, e2002957. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Test Items | Prescribed Standards | Detection Result | ||||
|---|---|---|---|---|---|---|
| Requirement of normal persistence (%) | / | 26.8 | ||||
| Setting time (min) | Initial setting time | ≥45 | 196 | |||
| Final setting time | ≤600 | 354 | ||||
| Stability | No bending and crack | Qualified | ||||
| Fineness (%) | ≤10 | 3.3 | ||||
| Strength (MPa) | Compressive strength | 3D | ≥16.0 | 18.9 | 19.5 | 21.7 |
| 20.0 | ||||||
| 28d | ≥32.5 | 43.9 | 46.5 | 41.8 | ||
| 44.0 | ||||||
| Flexural Strength | 3D | ≥3.5 | 4.9 | 4.6 | 5.0 | |
| 4.8 | ||||||
| 28d | ≥5.5 | 6.8 | 6.5 | 6.3 | ||
| 6.5 | ||||||
| Test Items | Prescribed Standards | Detection Result | |
|---|---|---|---|
| Chemical technical indicators | Carbon black content (%) | ≥30 | 42 |
| Hydrocarbon content (%) | ≥50 | 58 | |
| Ash content (%) | ≤9% | 8 | |
| Acetone extract (%) | ≤18% | 15 | |
| Physical and technical indicators | Water content (%) | <1 | 0.7 |
| Fiber content (%) | <1 | 0.6 | |
| Metal content (%) | <0.04 | 0.026 | |
| Relative density | 1.09–1.35 | 1.25 | |
| Number | Water Cement Ratio (%) | Porosity (%) | Particle Size of Rubber Aggregate | Rubber Content (%) | Material Consumption (kg/m3) | |||
|---|---|---|---|---|---|---|---|---|
| Rubber | Crushed Stone | Cement | Water | |||||
| A1 | 0.3 | 10 | 16 | 15 | 50 | 1535 | 783 | 200 |
| A2 | 0.3 | 15 | 16 | 15 | 50 | 1535 | 640 | 186 |
| A3 | 0.3 | 20 | 16 | 15 | 50 | 1535 | 510 | 159 |
| A4 | 0.35 | 10 | 16 | 15 | 50 | 1535 | 759 | 229 |
| A5 | 0.35 | 15 | 16 | 15 | 50 | 1535 | 619 | 180 |
| A6 | 0.35 | 20 | 16 | 15 | 50 | 1535 | 495 | 162 |
| A7 | 0.4 | 10 | 16 | 15 | 50 | 1535 | 730 | 237 |
| A8 | 0.4 | 15 | 16 | 15 | 50 | 1535 | 598 | 195 |
| A9 | 0.4 | 20 | 16 | 15 | 50 | 1535 | 463 | 158 |
| B1 | 0.3 | 15 | 16 | 0 | 19 | 1697 | 489 | 163 |
| B2 | 0.3 | 15 | 16 | 5 | 16 | 1680 | 489 | 163 |
| B3 | 0.3 | 15 | 16 | 10 | 34 | 1587 | 489 | 163 |
| B4 | 0.3 | 15 | 16 | 15 | 51 | 1476 | 489 | 163 |
| B5 | 0.3 | 15 | 35 | 0 | 18 | 1685 | 489 | 163 |
| B6 | 0.3 | 15 | 35 | 5 | 15 | 1674 | 489 | 163 |
| B7 | 0.3 | 15 | 35 | 10 | 33 | 1573 | 489 | 163 |
| B8 | 0.3 | 15 | 35 | 15 | 50 | 1451 | 489 | 163 |
| B9 | 0.3 | 15 | 80 | 0 | 17 | 1660 | 489 | 163 |
| B10 | 0.3 | 15 | 80 | 5 | 14 | 1649 | 489 | 163 |
| B11 | 0.3 | 15 | 80 | 10 | 31 | 1553 | 489 | 163 |
| B12 | 0.3 | 15 | 80 | 15 | 49 | 1426 | 489 | 163 |
| C1 | 0.3 | 15 | 16 | 15 | 50 | 1425 | 623 | 190 |
| C2 | 0.3 | 15 | 16 | 15 | 50 | 1439 | 623 | 190 |
| C3 | 0.3 | 15 | 16 | 15 | 50 | 1458 | 623 | 190 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Qi, B.; Gao, S.; Xu, P. The Application of Rubber Aggregate-Combined Permeable Concrete Mixture in Sponge City Construction. Coatings 2023, 13, 87. https://doi.org/10.3390/coatings13010087
Qi B, Gao S, Xu P. The Application of Rubber Aggregate-Combined Permeable Concrete Mixture in Sponge City Construction. Coatings. 2023; 13(1):87. https://doi.org/10.3390/coatings13010087
Chicago/Turabian StyleQi, Bowen, Shouwu Gao, and Peilong Xu. 2023. "The Application of Rubber Aggregate-Combined Permeable Concrete Mixture in Sponge City Construction" Coatings 13, no. 1: 87. https://doi.org/10.3390/coatings13010087