
Influence of Medium–High Temperature Annealing on Microstructure and Properties of High-Power Laser Melting Deposited Ti-6Al-4V Alloy
 ,
,
Abstract
:1. Introduction
2. Materials and Methods
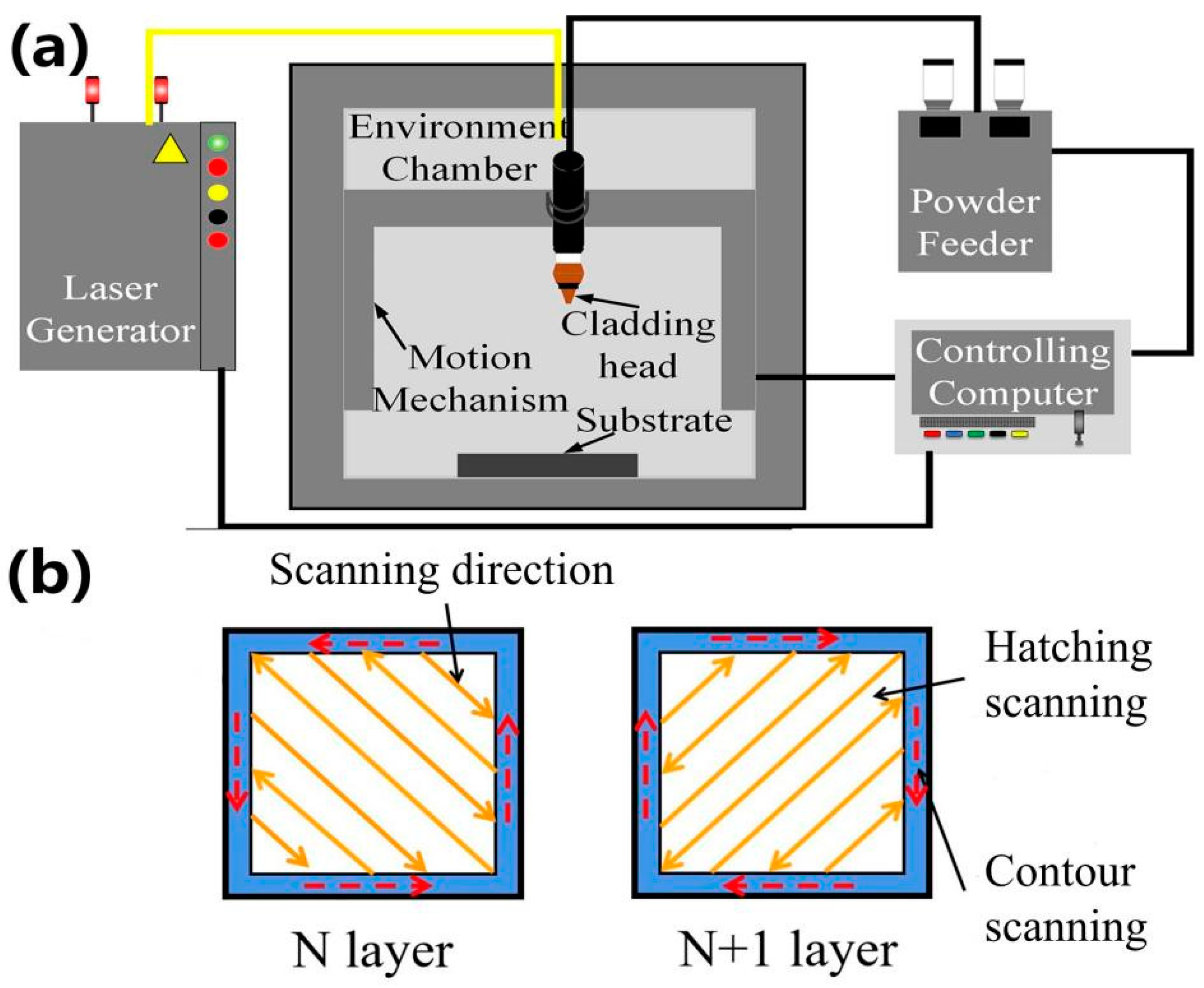
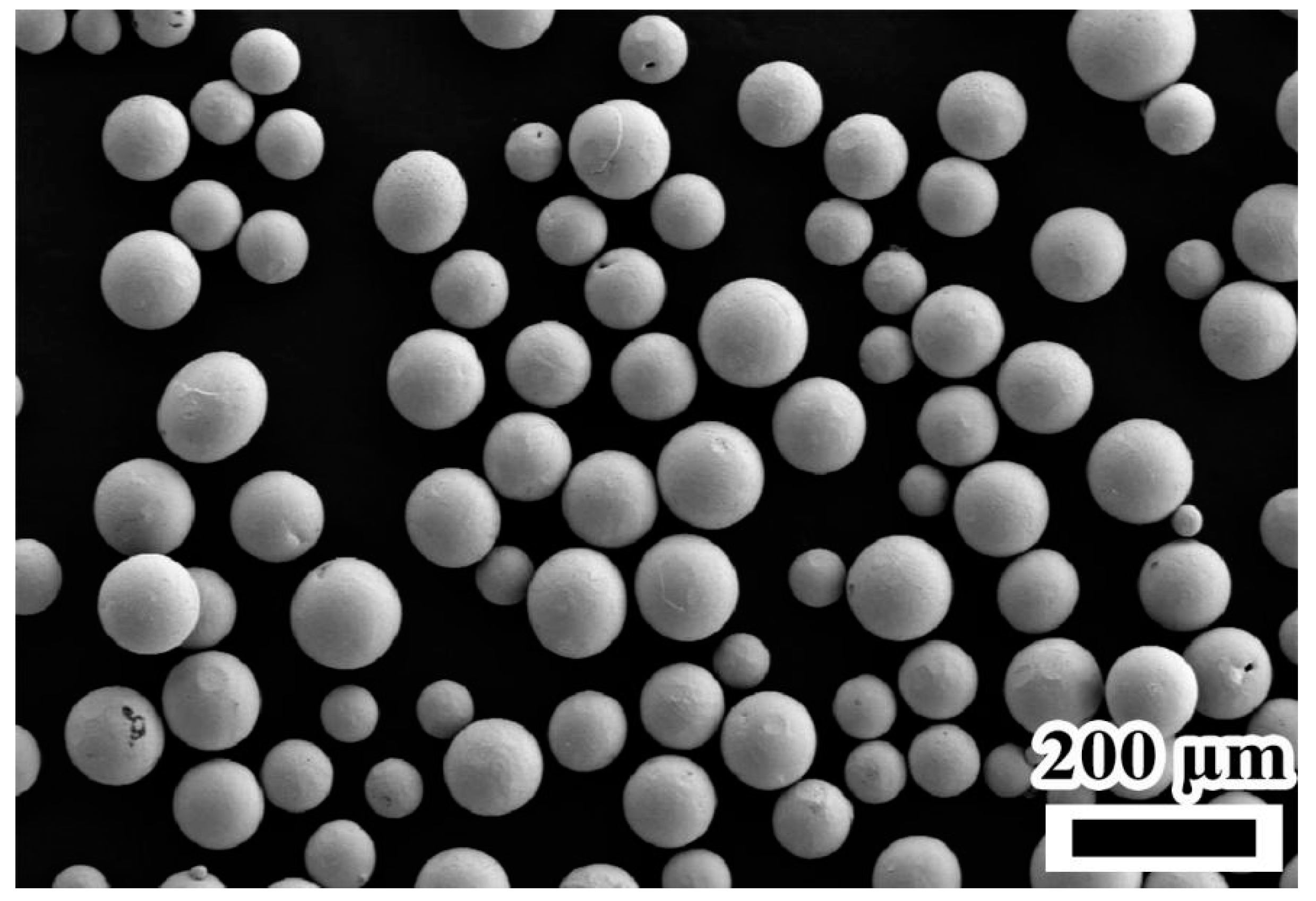
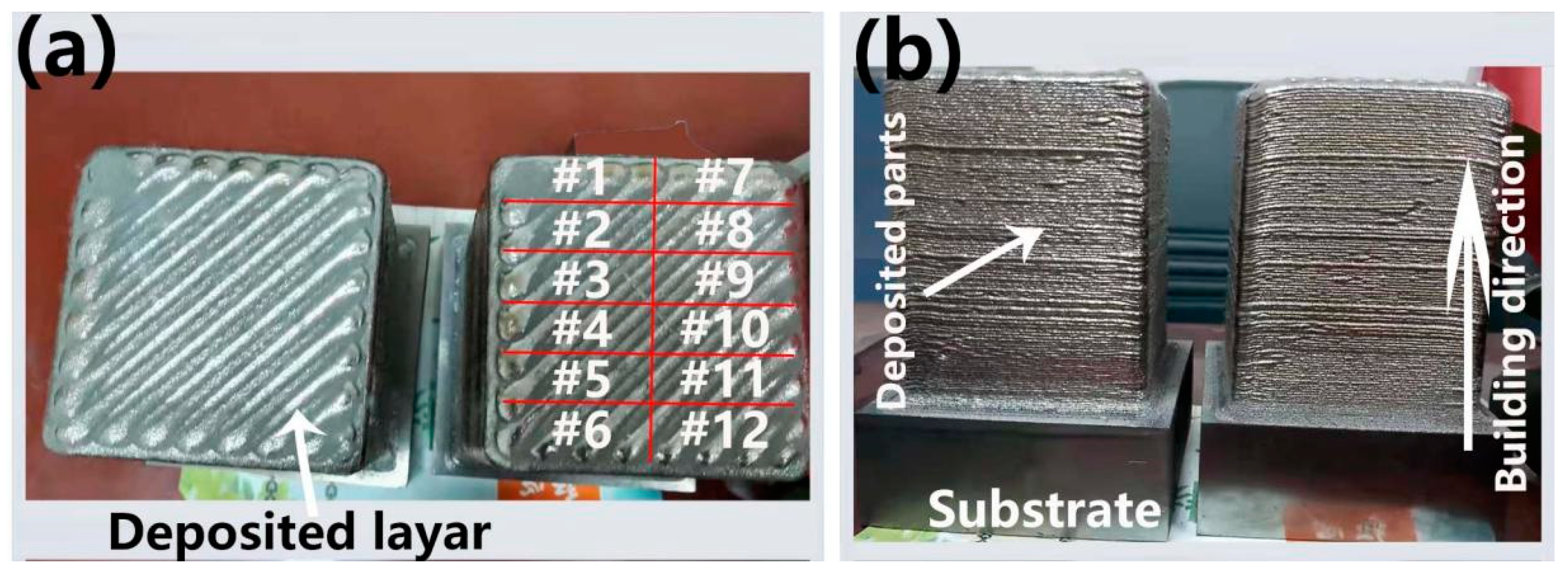
2.1. Ti-6Al-4V Block Preparation
2.2. Microstructure Characterization and Annealing Treatment
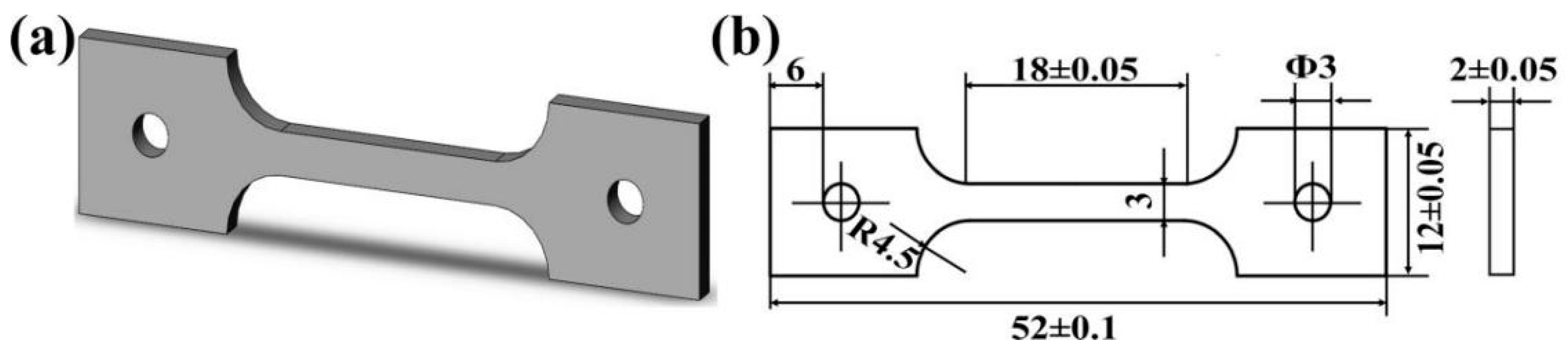
2.3. Mechanical Properties
3. Results and Discussion
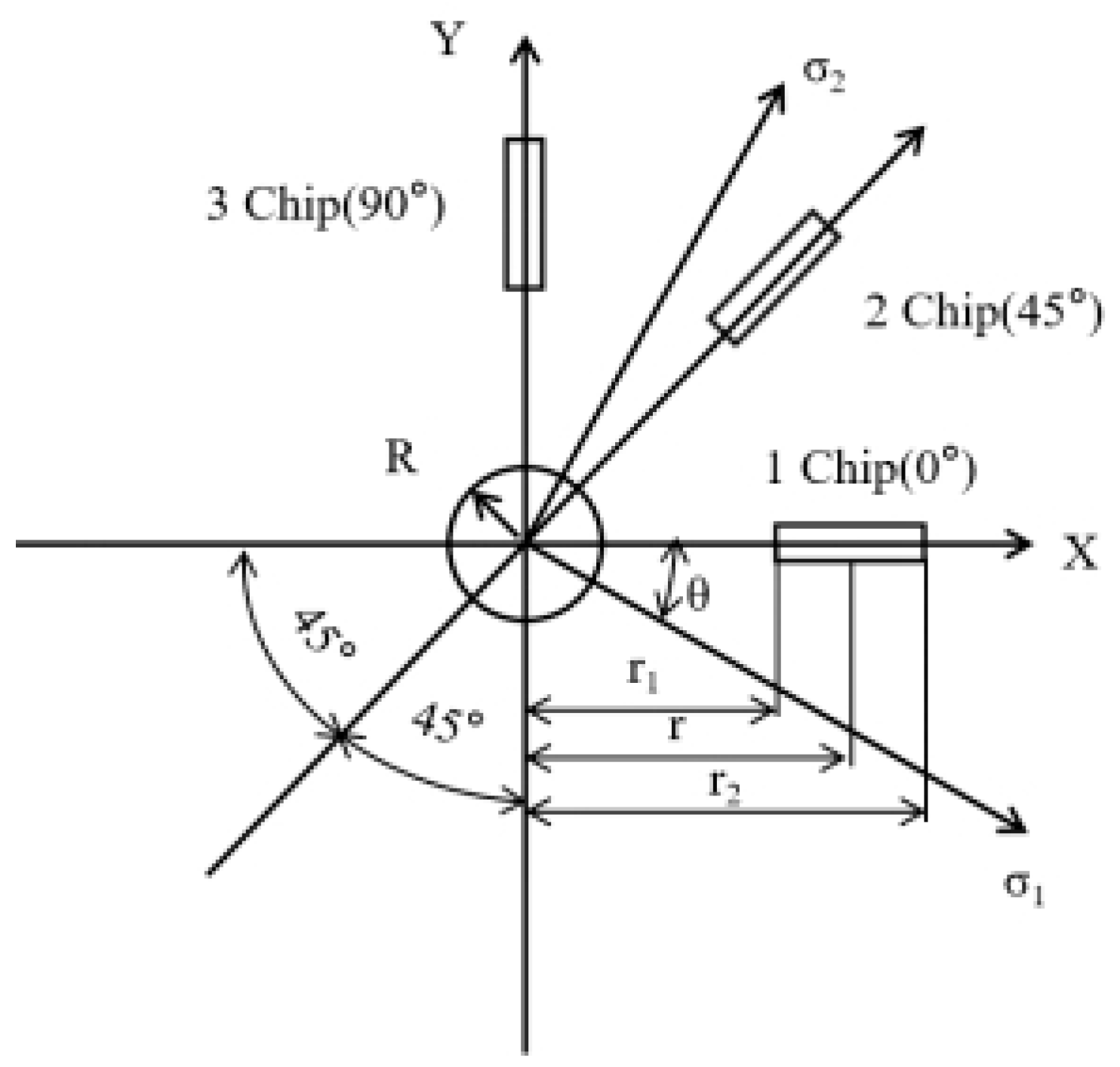
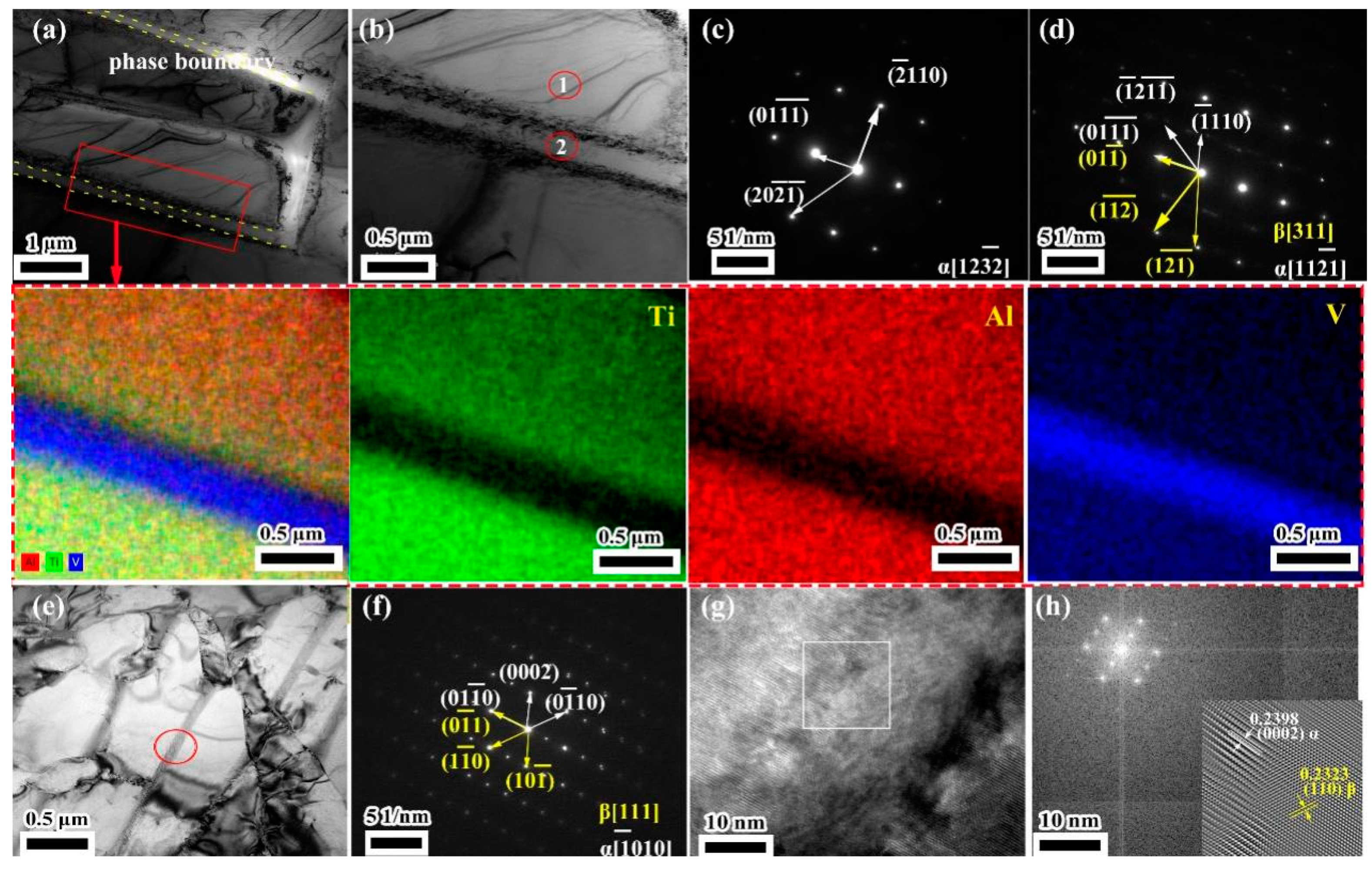
3.1. Residual Stress and Microstructure Characteristics
3.2. Mechanical Properties
3.3. Fracture Mechanism
4. Conclusions
- (1)
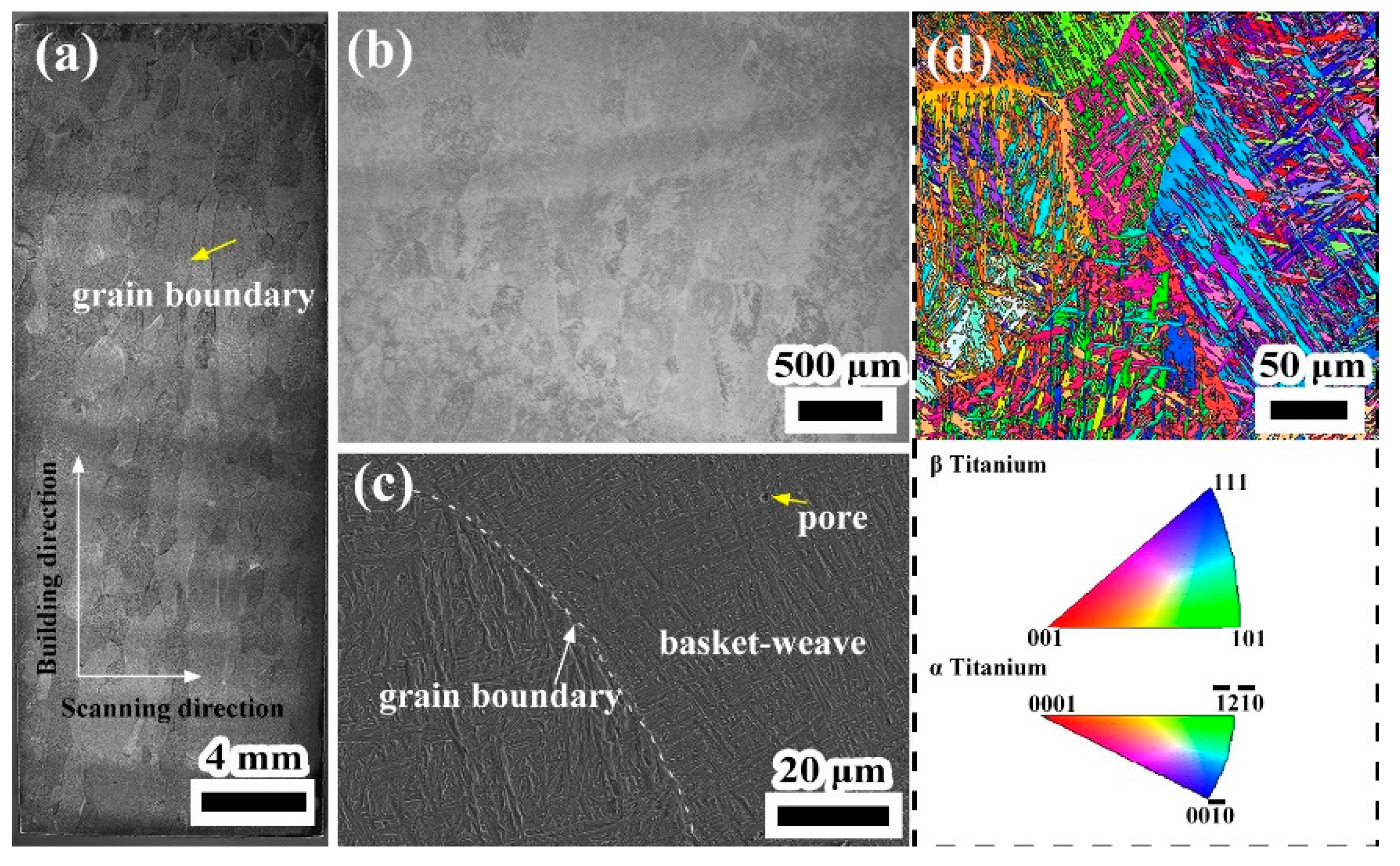
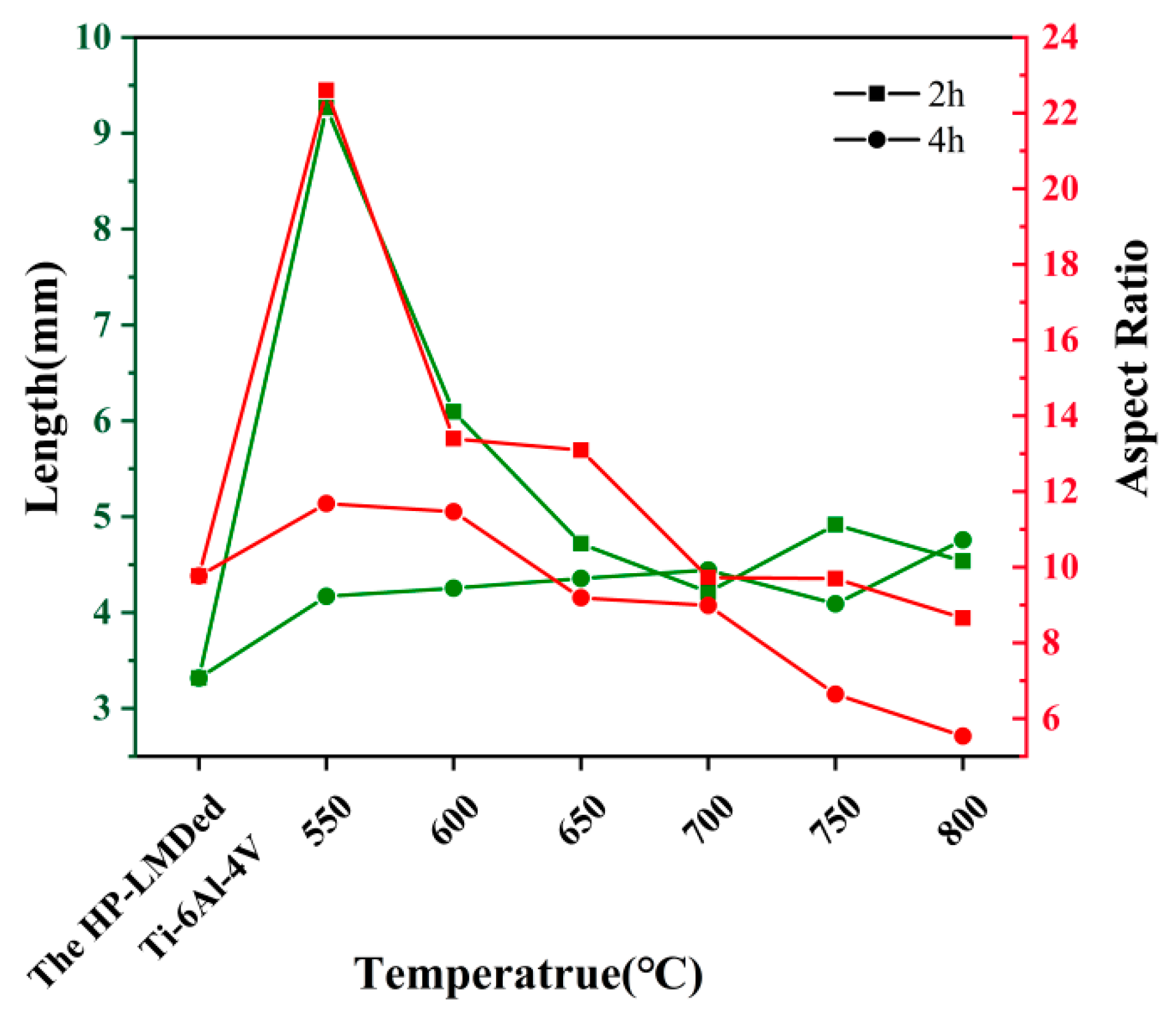
- The width of α’ martensite within the as-deposited Ti-6Al-4V alloy was 0.340 μm, while the width of α’ martensite of all the annealed specimens was larger. In the meantime, the aspect ratio of α’ martensite decreased with the increase in annealing temperature and annealing holding time;
- (2)
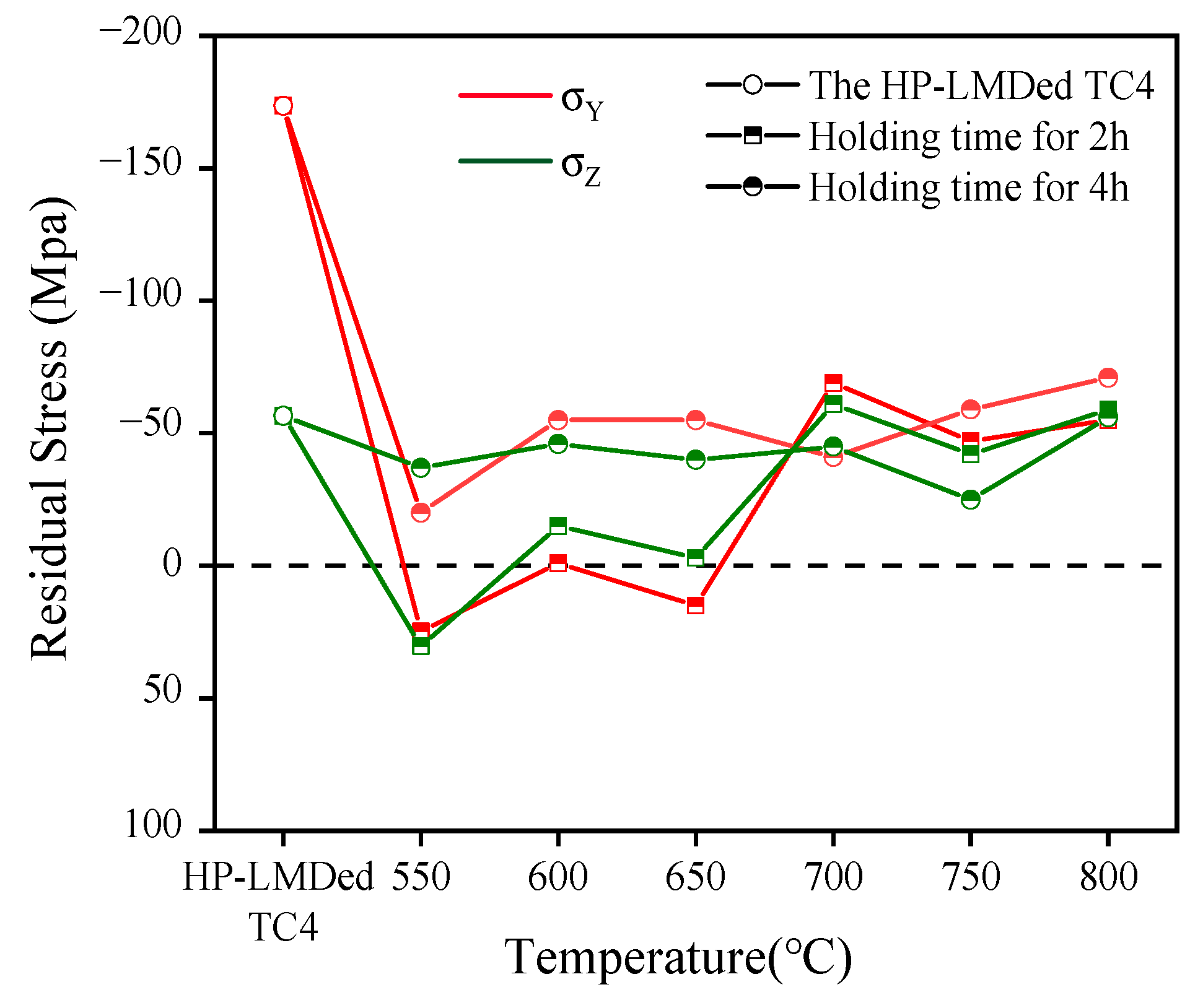
- For the as-deposited Ti-6Al-4V block, the residual compressive stress along the scanning direction was approximately three times the residual stress along the building direction. After the annealing treatments with different parameters, the residual compressive stress on the surface of the deposited block reduced significantly or even turned into residual tensile stress. The optimum annealing process was annealing at 650 °C for 2 h, in which the residual stress along the scanning direction and the building direction was reduced by 91.36% and 94.70%, respectively;
- (3)
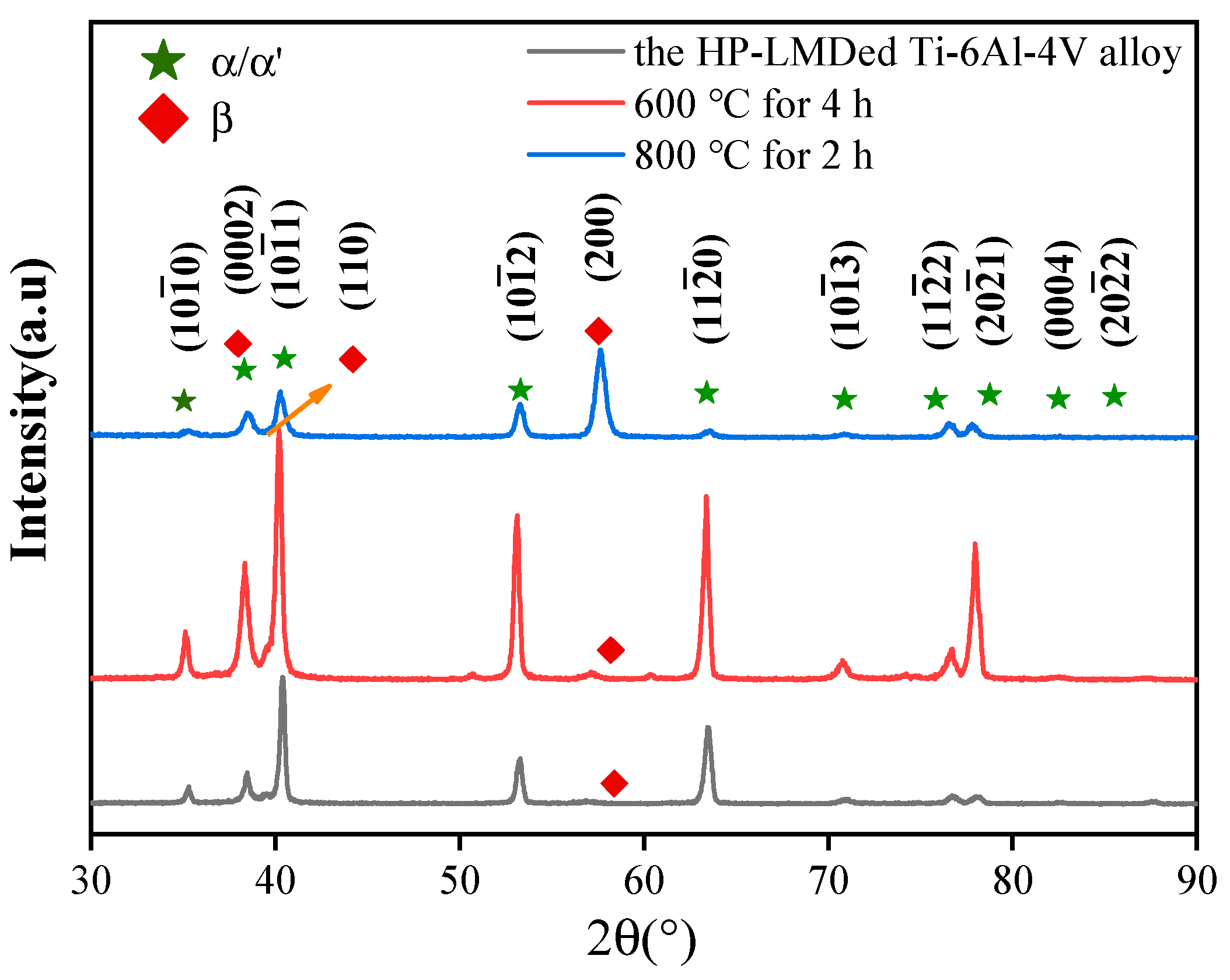
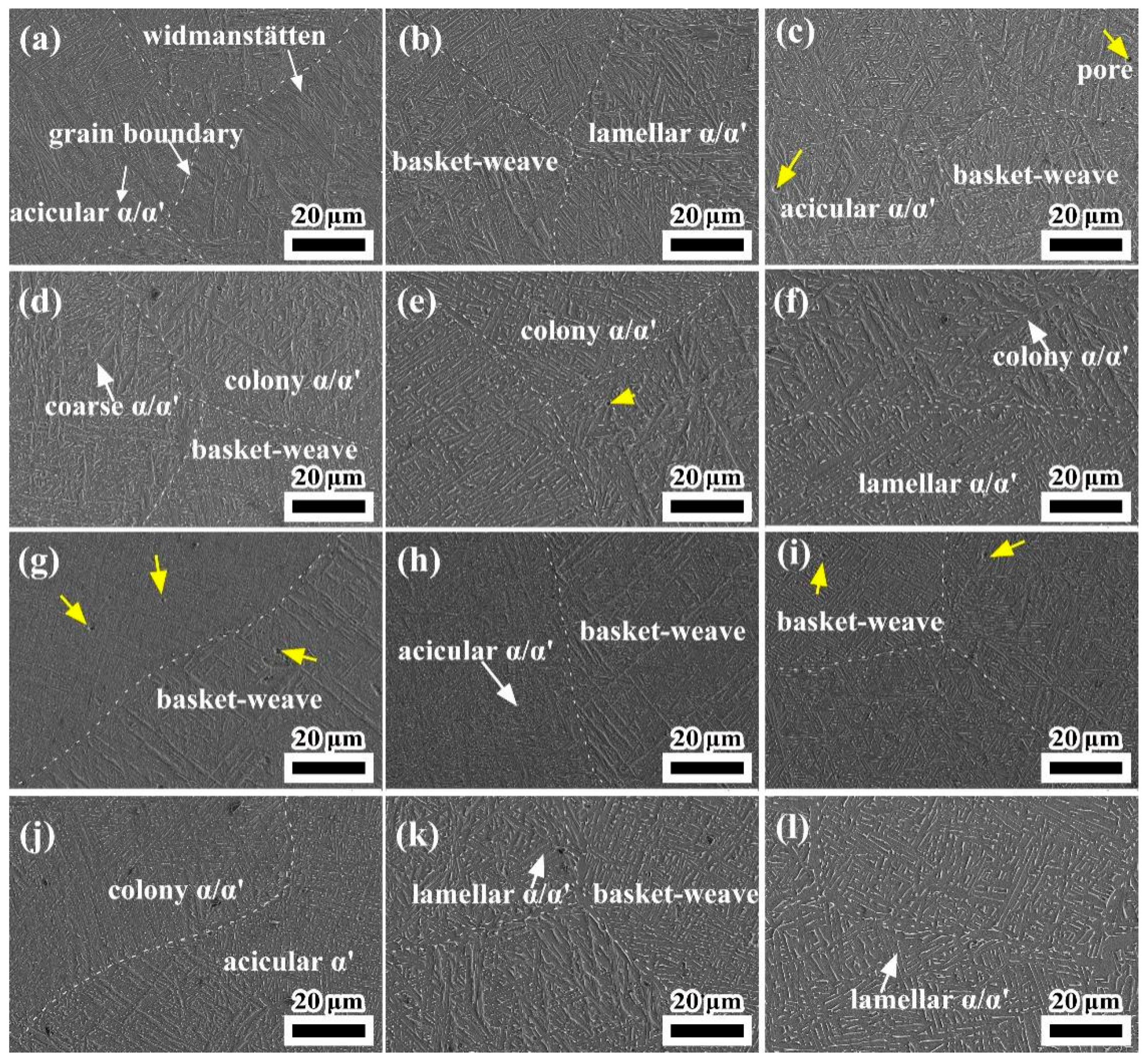
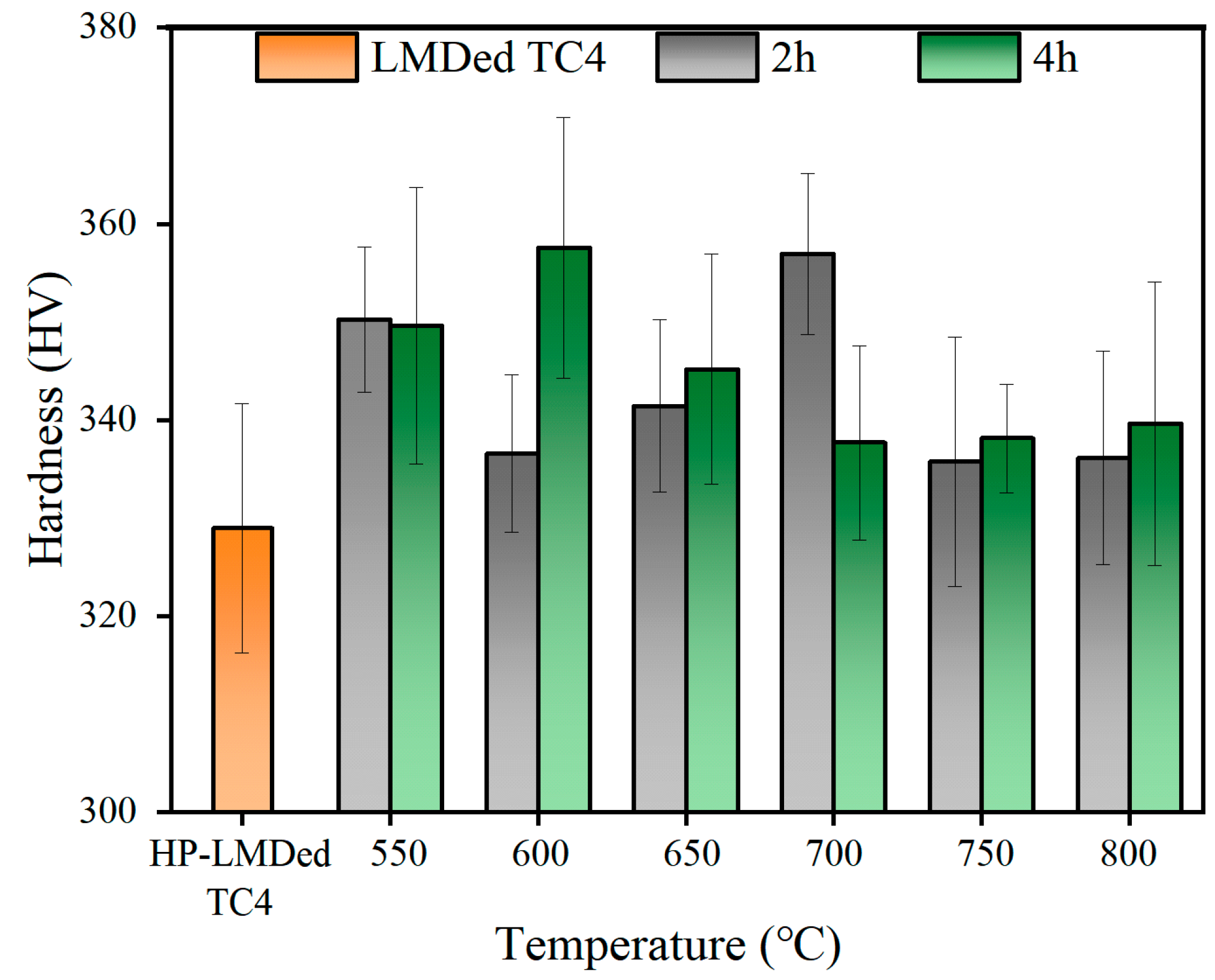
- The microhardness of all annealed specimens was higher than that of as-deposited Ti-6Al-4V alloy. The microstructure of the annealed samples mainly consisted of α/α’ martensite and basket-weave microstructure. As a result, the microhardness of annealed samples with different annealing parameters showed little variation;
- (4)
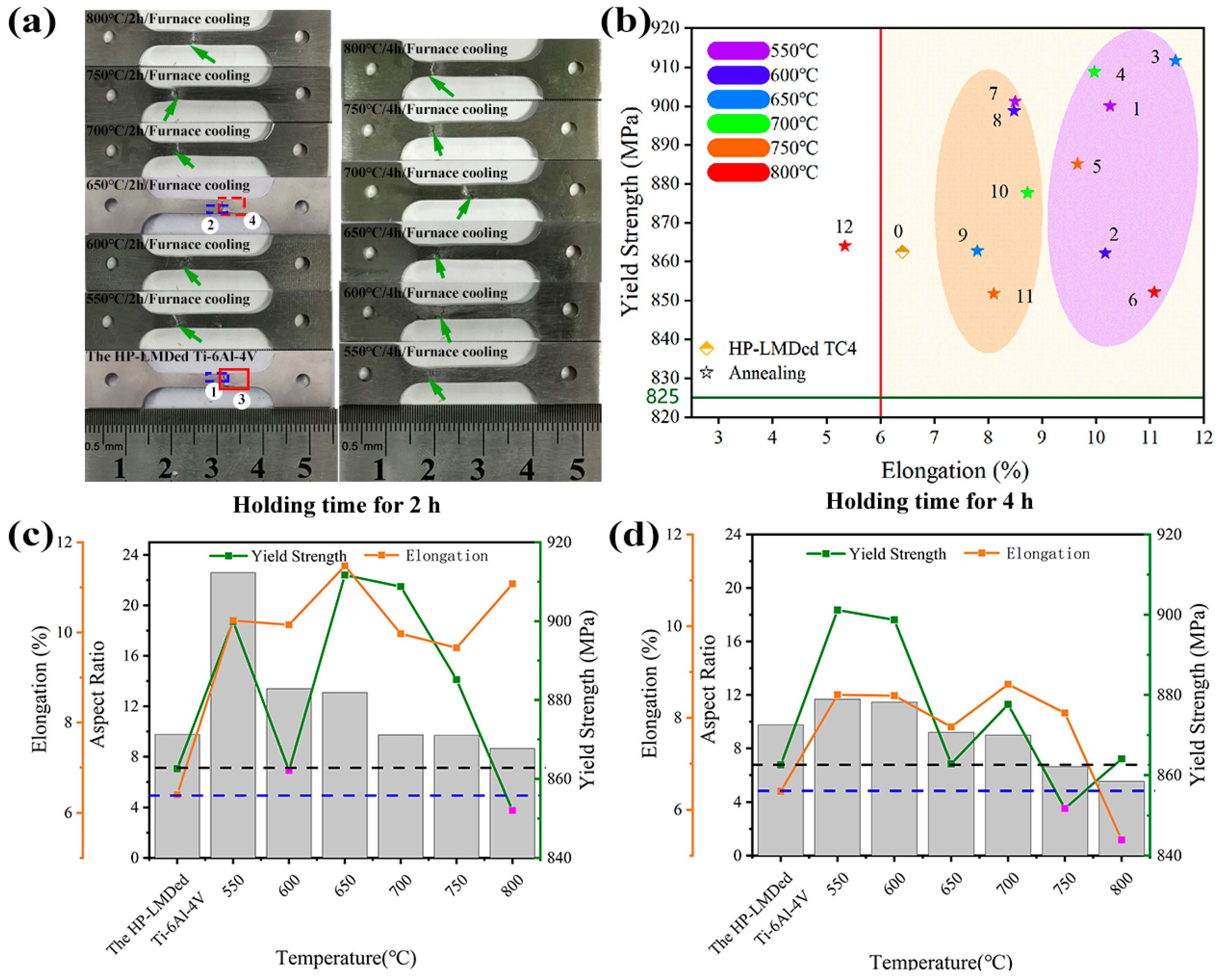
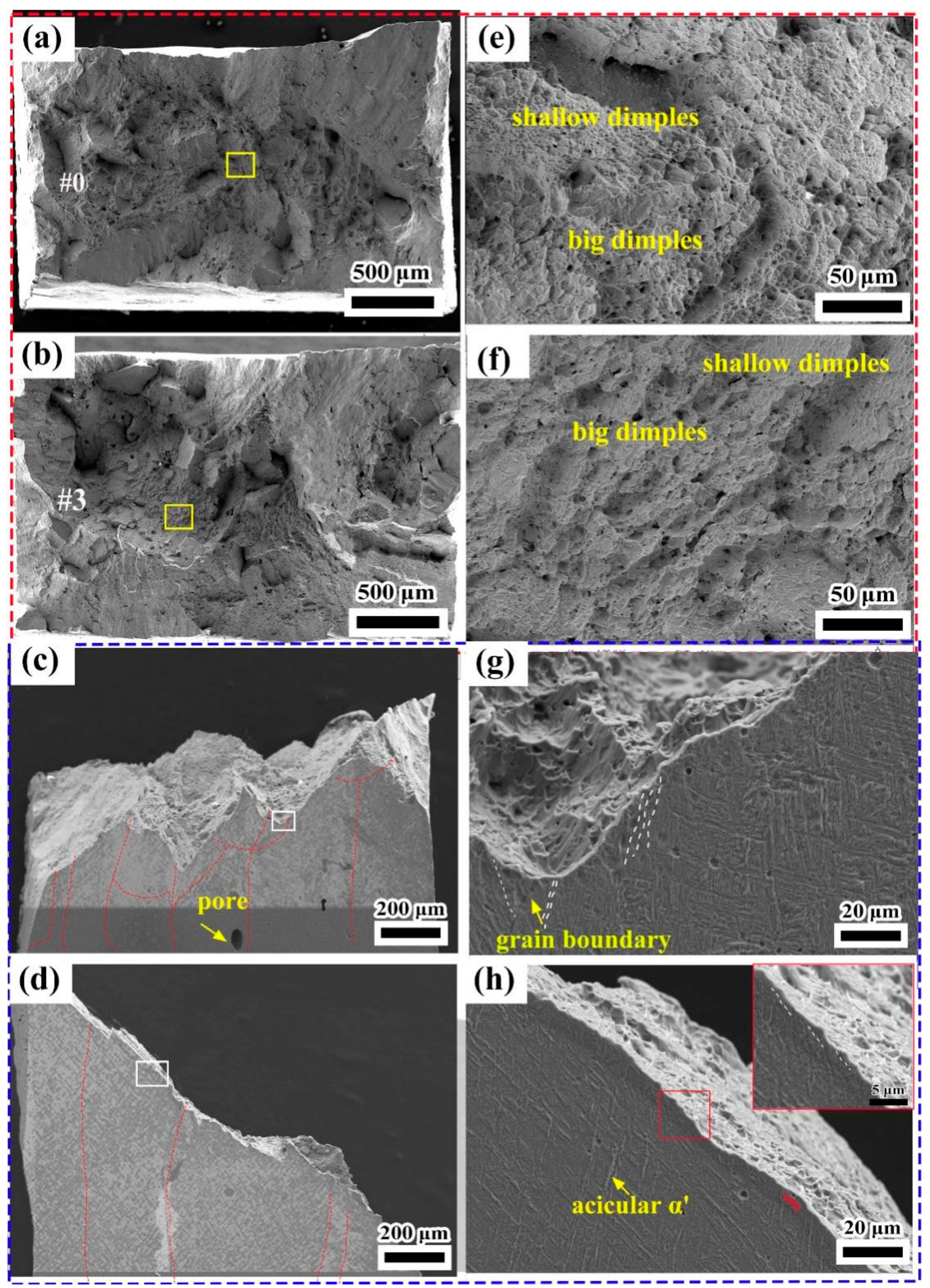
- The sample annealed with a temperature of 650 °C for 2 h presented the best tensile performance, with a yield strength of 912 MPa and an elongation of 11.48%. The YS and elongation of α/α’ phase are better than those of the deposited state when the aspect ratio of the α phase is in the range of 9 to 14. The fracture surface of both the as-deposited samples and annealed samples was dominated by dimples with different sizes. Meanwhile, samples processed by the optimum annealing treatment exhibited larger dimples than that of the as-deposited sample from fractography analysis, which indicated superior plasticity after annealing treatment.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Tshephe, T.S.; Akinwamide, S.O.; Olevsky, E.; Olubambi, P.A. Additive manufacturing of titanium-based alloys- A review of methods, properties, challenges, and prospects. Heliyon 2022, 8, e9041. [Google Scholar] [CrossRef] [PubMed]
- Lv, H.; Zhang, Z.; Chen, Y.; Liu, Y.; Chen, H.; Cheng, J.; She, J.; He, H.; Chen, J. The anisotropy of high cycle fatigue property and fatigue crack growth behavior of Ti–6Al–4V alloy fabricated by high-power laser metal deposition. Mater. Sci. Eng. A 2022, 853, 143745. [Google Scholar] [CrossRef]
- Chen, J.; Li, H.; Liu, Y.; Zhao, X.; Cai, Y.; Chen, H.; Chen, Y.; Feng, A.; Wang, H.; Sun, Z. Deformation Behavior and Microstructure Characteristics of the Laser-Welded Ti-6Al-4V Joint under Variable Amplitude Fatigue. Mater. Charact. 2023, 196, 112606. [Google Scholar] [CrossRef]
- Zhang, Y.; Xi, M.; Gao, S.; Shi, L. Characterization of laser direct deposited metallic parts. J. Mater. Process. Technol. 2003, 142, 582–585. [Google Scholar] [CrossRef]
- Azarniya, A.; Colera, X.G.; Mirzaali, M.J.; Sovizi, S.; Bartolomeu, F.; St Weglowski, M.K.; Wits, W.W.; Yap, C.Y.; Ahn, J.; Miranda, G.; et al. Additive manufacturing of Ti–6Al–4V parts through laser metal deposition (LMD): Process, microstructure, and mechanical properties. J. Alloy. Comp. 2019, 804, 163–191. [Google Scholar]
- Ren, Y.; Lin, X.; Yang, H.; Tan, H.; Chen, J.; Jian, Z.; Li, J.; Huang, W. Microstructural features of Ti-6Al-4V manufactured via high power laser directed energy deposition under low-cycle fatigue. J. Mater. Sci. Technol. 2021, 83, 18–33. [Google Scholar] [CrossRef]
- Zhai, Y.; Lados, D.A.; Brown, E.J.; Vigilante, G.N. Understanding the microstructure and mechanical properties of Ti-6Al-4V and Inconel 718 alloys manufactured by Laser Engineered Net Shaping. Addit. Manuf. 2019, 27, 334–344. [Google Scholar] [CrossRef]
- Svetlizky, D.; Das, M.; Zheng, B.; Vyatskikh, A.L.; Bose, S.; Bandyopadhyay, A.; Schoenung, J.M.; Lavernia, E.J.; Eliaz, N. Directed energy deposition (DED) additive manufacturing: Physical characteristics, defects, challenges and applications. Mater. Today 2021, 49, 271–295. [Google Scholar] [CrossRef]
- Karpenko, O.; Oterkus, S.; Oterkus, E. Investigating the influence of residual stresses on fatigue crack growth for additively manufactured titanium alloy Ti6Al4V by using peridynamics. Int. J. Fatigue 2021, 155, 106624. [Google Scholar] [CrossRef]
- Zhan, Y.; Liu, C.; Zhang, J.J.; Mo, G.Z.; Liu, C.S. Measurement of residual stress in laser additive manufacturing TC4 titanium alloy with the laser ultrasonic technique. Mater. Sci. Eng. A 2019, 762, 138093. [Google Scholar] [CrossRef]
- Chauhan, A.K.S.; Shukla, M. Residual Stress Modeling and Simulation of Direct Metal Laser Sintered Ti-6Al-4V Alloy. Mater. Today Proc. 2019, 18, 5189–5195. [Google Scholar] [CrossRef]
- Ding, X.; Ma, H.; Zhang, Q.; Yang, J.; Li, D.; Fan, S. Effect of annealing heat treatment on microstructure and corrosion behavior of Ti6Al4V alloy fabricated by multi-laser beam wire-feed additive manufacturing in vacuum environment. J. Alloy. Compd. 2022, 914, 165363. [Google Scholar] [CrossRef]
- Dolgun, E.; Zemlyakov, E.; Shalnova, S.; Gushchina, M.; Promahov, V. The influence of heat treatment on the microstructure of products manufactured by direct laser deposition using titanium alloy Ti-6Al-4V. Mater. Today Proc. 2020, 30, 688–693. [Google Scholar] [CrossRef]
- Xu, X.; Liu, Q.; Wang, J.; Ren, X.; Hou, H. The heat treatment improving the mechanical and fatigue property of TA15 alloy joint by friction stir welding. Mater. Charact. 2021, 180, 111399. [Google Scholar] [CrossRef]
- Ye, H.; Le, F.; Wei, C.; Ye, K.; Liu, S.; Wang, G. Fatigue crack growth behavior of Ti-6Al-4V alloy fabricated via laser metal deposition: Effects of building orientation and heat treatment. J. Alloy. Compd. 2021, 868, 159023. [Google Scholar] [CrossRef]
- Wu, T.; Degener, S.; Tinkloh, S.; Liehr, A.; Zinn, W.; Nobre, J.; Tröster, T.; Niendorf, T. Characterization of residual stresses in fiber metal laminate interfaces—A combined approach applying hole-drilling method and energy-dispersive X-ray diffraction. Compos. Struct. 2022, 299, 116071. [Google Scholar] [CrossRef]
- Brandl, E.; Michailov, V.; Viehweger, B.; Leyens, C. Deposition of Ti–6Al–4V using laser and wire, part II: Hardness and dimensions of single beads. Surf. Coatings Technol. 2011, 206, 1130–1141. [Google Scholar] [CrossRef]
- Bartlett, J.L.; Li, X. An overview of residual stresses in metal powder bed fusion. Addit. Manuf. 2019, 27, 131–149. [Google Scholar] [CrossRef]
- Machirori, T.; Liu, F.; Yin, Q.; Wei, H. Spatiotemporal variations of residual stresses during multi-track and multi-layer deposition for laser powder bed fusion of Ti-6Al-4V. Comput. Mater. Sci. 2021, 195, 110462. [Google Scholar] [CrossRef]
- Zhan, Y.; Xu, H.; Du, W.; Liu, C. Research on the influence of heat treatment on residual stress of TC4 alloy produced by laser additive manufacturing based on laser ultrasonic technique. Ultrasonics 2021, 115, 106466. [Google Scholar] [CrossRef]
- Choi, Y.R.; Sun, S.D.; Liu, Q.; Brandt, M.; Qian, M. Influence of deposition strategy on the microstructure and fatigue properties of laser metal deposited Ti-6Al-4V powder on Ti-6Al-4V substrate. Int. J. Fatigue 2019, 130, 105236. [Google Scholar] [CrossRef]
- Brandl, E.; Schoberth, A.; Leyens, C. Morphology, microstructure, and hardness of titanium (Ti-6Al-4V) blocks deposited by wire-feed additive layer manufacturing (ALM). Mater. Sci. Eng. A 2012, 532, 295–307. [Google Scholar] [CrossRef]
- Xing, L.-L.; Zhang, W.-J.; Zhao, C.-C.; Gao, W.-Q.; Shen, Z.-J.; Liu, W. Influence of Powder Bed Temperature on the Microstructure and Mechanical Properties of Ti-6Al-4V Alloy Fabricated via Laser Powder Bed Fusion. Materials 2021, 14, 2278. [Google Scholar] [CrossRef] [PubMed]
- Ahmed, T.; Rack, H.J. Phase transformations during cooling in α + β titanium alloys. Mater. Sci. Eng. A 1998, 243, 206–211. [Google Scholar] [CrossRef]
- Bertoli, U.S.; Guss, G.; Wu, S.; Matthews, M.J.; Schoenung, J.M. In-situ characterization of laser-powder interaction and cooling rates through high-speed imaging of powder bed fusion additive manufacturing. Mater. Des. 2017, 135, 385–396. [Google Scholar] [CrossRef]
- He, J.; Li, D.; Jiang, W.; Ke, L.; Qin, G.; Ye, Y.; Qin, Q.; Qiu, D. The Martensitic Transformation and Mechanical Properties of Ti6Al4V Prepared via Selective Laser Melting. Materials 2019, 12, 321. [Google Scholar] [CrossRef] [Green Version]
- Liu, J.; Zhang, K.; Yang, Y.; Wang, H.; Zhu, Y.; Huang, A. Grain boundary α-phase precipitation and coarsening: Comparing laser powder bed fusion with as-cast Ti-6Al-4V. Scr. Mater. 2021, 207, 114261. [Google Scholar] [CrossRef]
- Bai, H.; Deng, H.; Chen, L.; Liu, X.; Qin, X.; Zhang, D.; Liu, T.; Cui, X. Effect of Heat Treatment on the Microstructure and Mechanical Properties of Selective Laser-Melted Ti64 and Ti-5Al-5Mo-5V-1Cr-1Fe. Metals 2021, 11, 534. [Google Scholar] [CrossRef]
- Sun, W.; Ma, Y.E.; Li, P.; Wang, Z. Residual stress and long fatigue crack growth behaviour of laser powder bed fused Ti6Al4V: Role of build direction. Int. J. Fatigue 2022, 160, 106850. [Google Scholar] [CrossRef]
- Vrancken, B.; Cain, V.; Knutsen, R.; Van Humbeeck, J. Residual stress via the contour method in compact tension specimens produced via selective laser melting. Scr. Mater. 2014, 87, 29–32. [Google Scholar] [CrossRef] [Green Version]
- Tiley, T.J.; Searles, T.; Lee, E.; Kar, S.; Banerjee, R.; Russ, J.C.; Fraser, H.L. Quantification of microstructural features in α/β titanium alloys. Mater. Sci. Eng. A. 2004, 372, 191–198. [Google Scholar] [CrossRef]
- Su, J.; Ji, X.; Liu, J.; Teng, J.; Jiang, F.; Fu, D.; Zhang, H. Revealing the decomposition mechanisms of dislocations and metastable α’ phase and their effects on mechanical properties in a Ti-6Al-4V alloy. J. Mater. Sci. Technol. 2021, 107, 136–148. [Google Scholar] [CrossRef]
- Ahluwalia, R.; Laskowski, R.; Ng, N.; Wong, M.; Quek, S.S.; Wu, D.T. Phase field simulation of α/β microstructure in titanium alloy welds. Mater. Res. Express. 2020, 7, 046517. [Google Scholar] [CrossRef]
- Zhao, Z.; Chen, J.; Lu, X.; Tan, H.; Lin, X.; Huang, W. Formation mechanism of the α variant and its influence on the tensile properties of laser solid formed Ti-6Al-4V titanium alloy. Mater. Sci. Eng. A 2017, 691, 16–24. [Google Scholar] [CrossRef]
- Chang, K.; Liang, E.; Huang, W.; Zhang, X.; Chen, Y.; Dong, J.; Zhang, R. Microstructural feature and mechanical property in different building directions of additive manufactured Ti6Al4V alloy. Mater. Lett. 2020, 267, 127516. [Google Scholar] [CrossRef]
- Simonelli, M.; Tse, Y.; Tuck, C. Effect of the build orientation on the mechanical properties and fracture modes of SLM Ti–6Al–4V. Mater. Sci. Eng. A 2014, 616, 1–11. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Al | V | Fe | C | N | H | O | Ti |
|---|---|---|---|---|---|---|---|
| 6.11 | 3.97 | 0.30 | 0.005 | 0.006 | 0.0028 | 0.062 | Bal. |
| Laser Power (W) | Scanning Speed (mm/min) | Powder Feeding Rate (g/min) | Spot Diameter (mm) | Overlapping Ratio (%) |
|---|---|---|---|---|
| 5000 | 1000 | 31 | 7 | 50 |
| No. | Temperature (°C) | Holding Time (h) | Cooling Condition |
|---|---|---|---|
| #0 | \ | \ | \ |
| #1 | 550 | 2 | Furnace Cooling |
| #2 | 600 | 2 | Furnace Cooling |
| #3 | 650 | 2 | Furnace Cooling |
| #4 | 700 | 2 | Furnace Cooling |
| #5 | 750 | 2 | Furnace Cooling |
| #6 | 800 | 2 | Furnace Cooling |
| #7 | 550 | 4 | Furnace Cooling |
| #8 | 600 | 4 | Furnace Cooling |
| #9 | 650 | 4 | Furnace Cooling |
| #10 | 700 | 4 | Furnace Cooling |
| #11 | 750 | 4 | Furnace Cooling |
| #12 | 800 | 4 | Furnace Cooling |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, Y.; Lv, H.; Zhang, Z.; Tao, S.; Xie, S.; Li, J.; Liu, Y.; Chen, H. Influence of Medium–High Temperature Annealing on Microstructure and Properties of High-Power Laser Melting Deposited Ti-6Al-4V Alloy. Coatings 2023, 13, 202. https://doi.org/10.3390/coatings13010202
Chen Y, Lv H, Zhang Z, Tao S, Xie S, Li J, Liu Y, Chen H. Influence of Medium–High Temperature Annealing on Microstructure and Properties of High-Power Laser Melting Deposited Ti-6Al-4V Alloy. Coatings. 2023; 13(1):202. https://doi.org/10.3390/coatings13010202
Chicago/Turabian StyleChen, Yarong, Hang Lv, Zhenlin Zhang, Shimei Tao, Shao Xie, Junjie Li, Yan Liu, and Hui Chen. 2023. "Influence of Medium–High Temperature Annealing on Microstructure and Properties of High-Power Laser Melting Deposited Ti-6Al-4V Alloy" Coatings 13, no. 1: 202. https://doi.org/10.3390/coatings13010202