
The Influence of Ni Content on the Microstructure and Impact Wear Resistance Performance of High-Chromium Casting Infiltration Coating
 , ,
, ,
Abstract
:1. Introduction
2. Materials and Methods
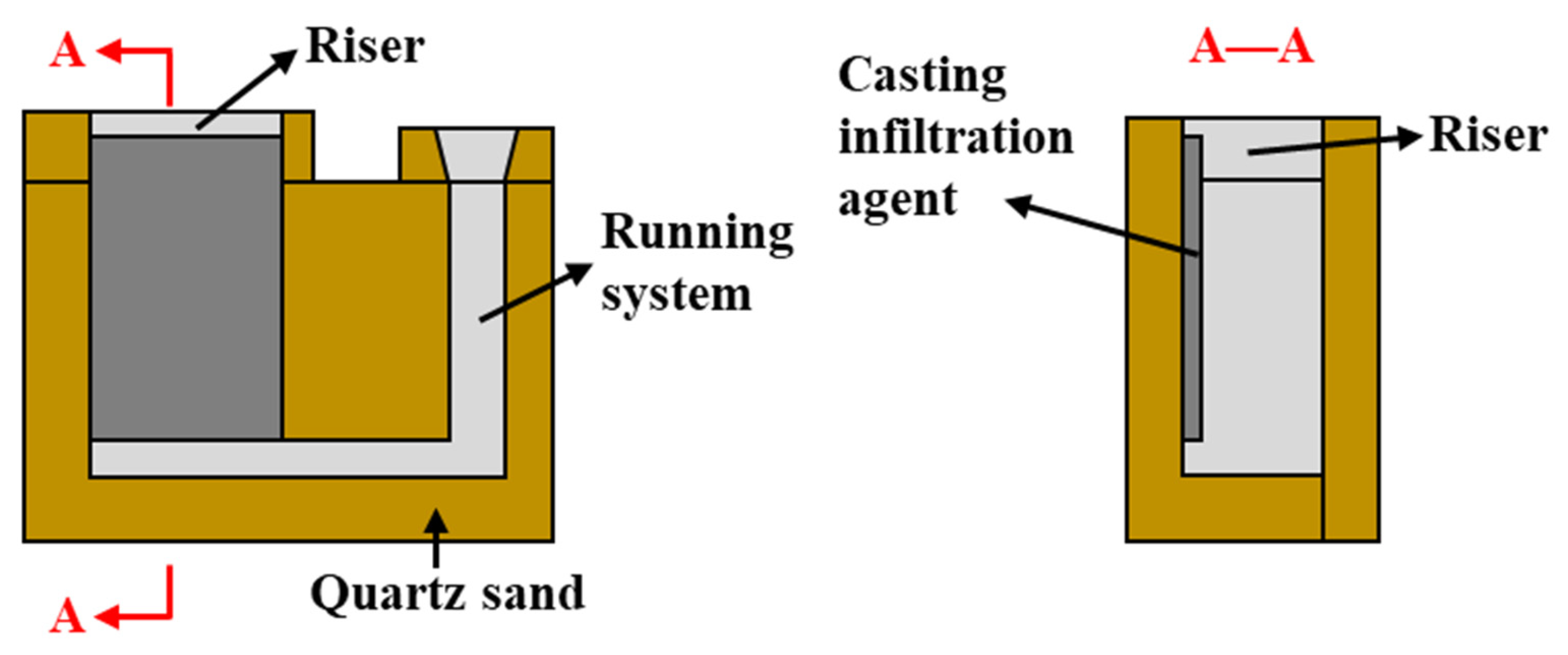
2.1. Materials
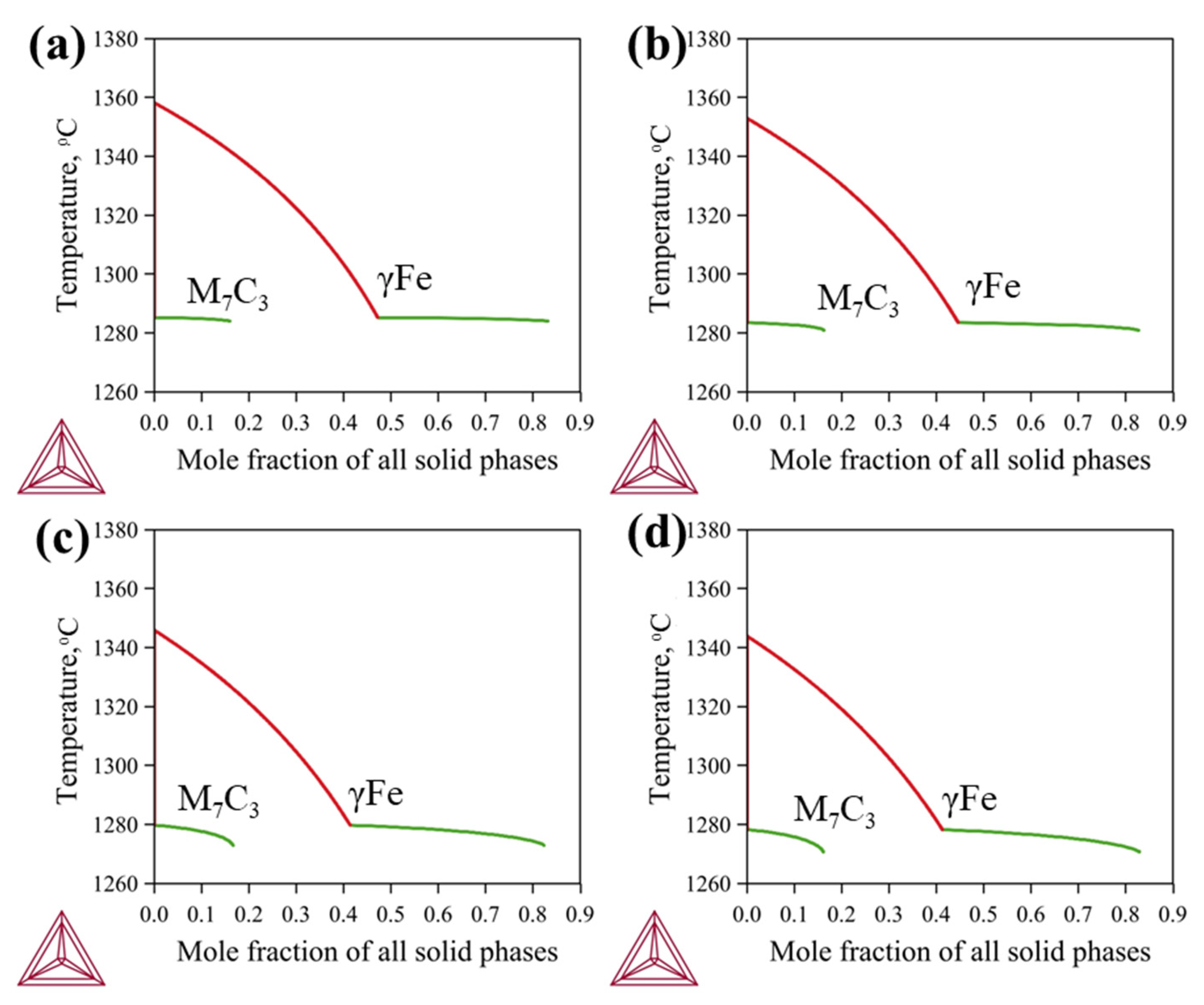
2.2. Thermodynamic Calculations
2.3. Microstructure Observation
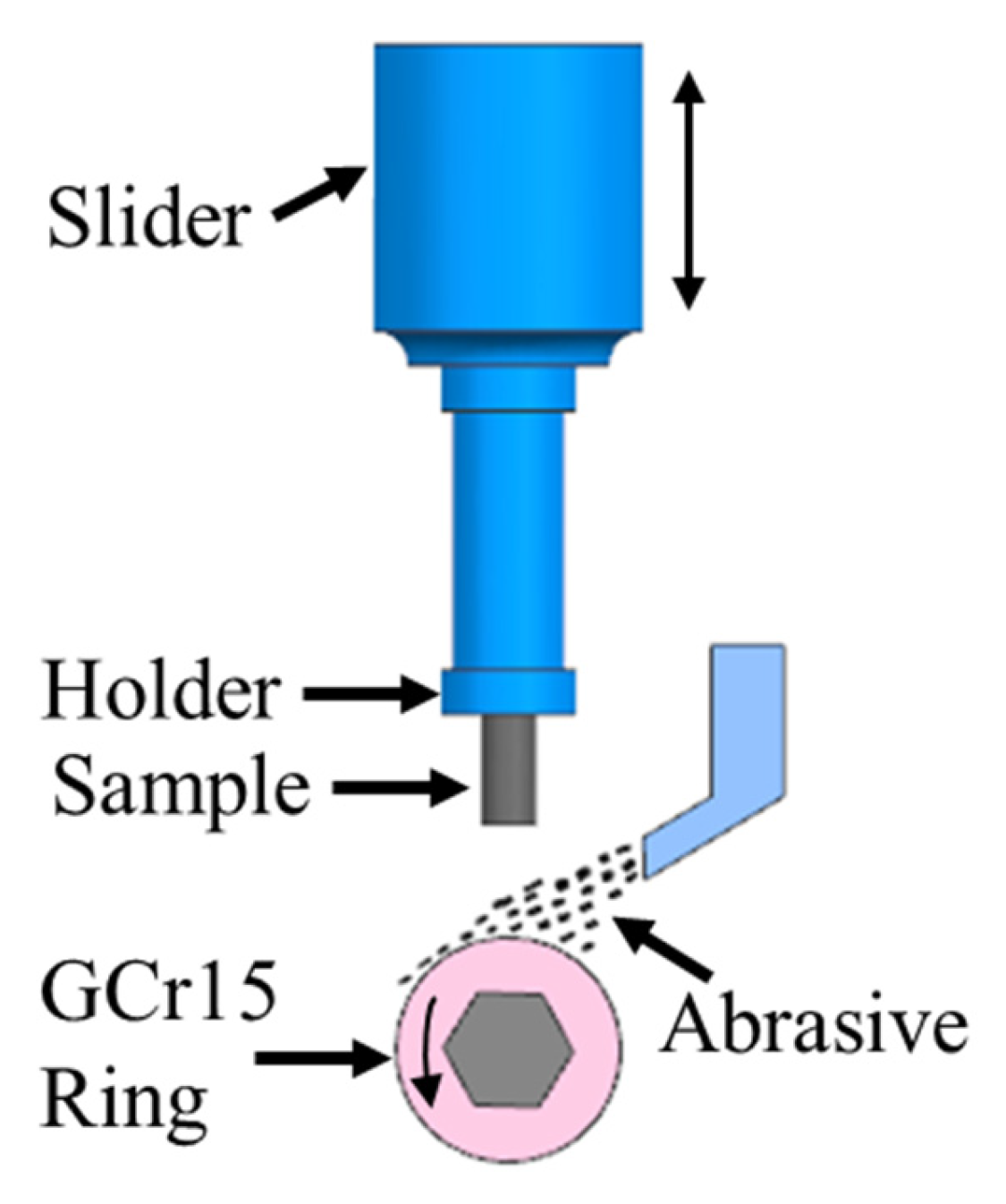
2.4. Hardness Measurement and Impact Wear Test
3. Results and Discussion
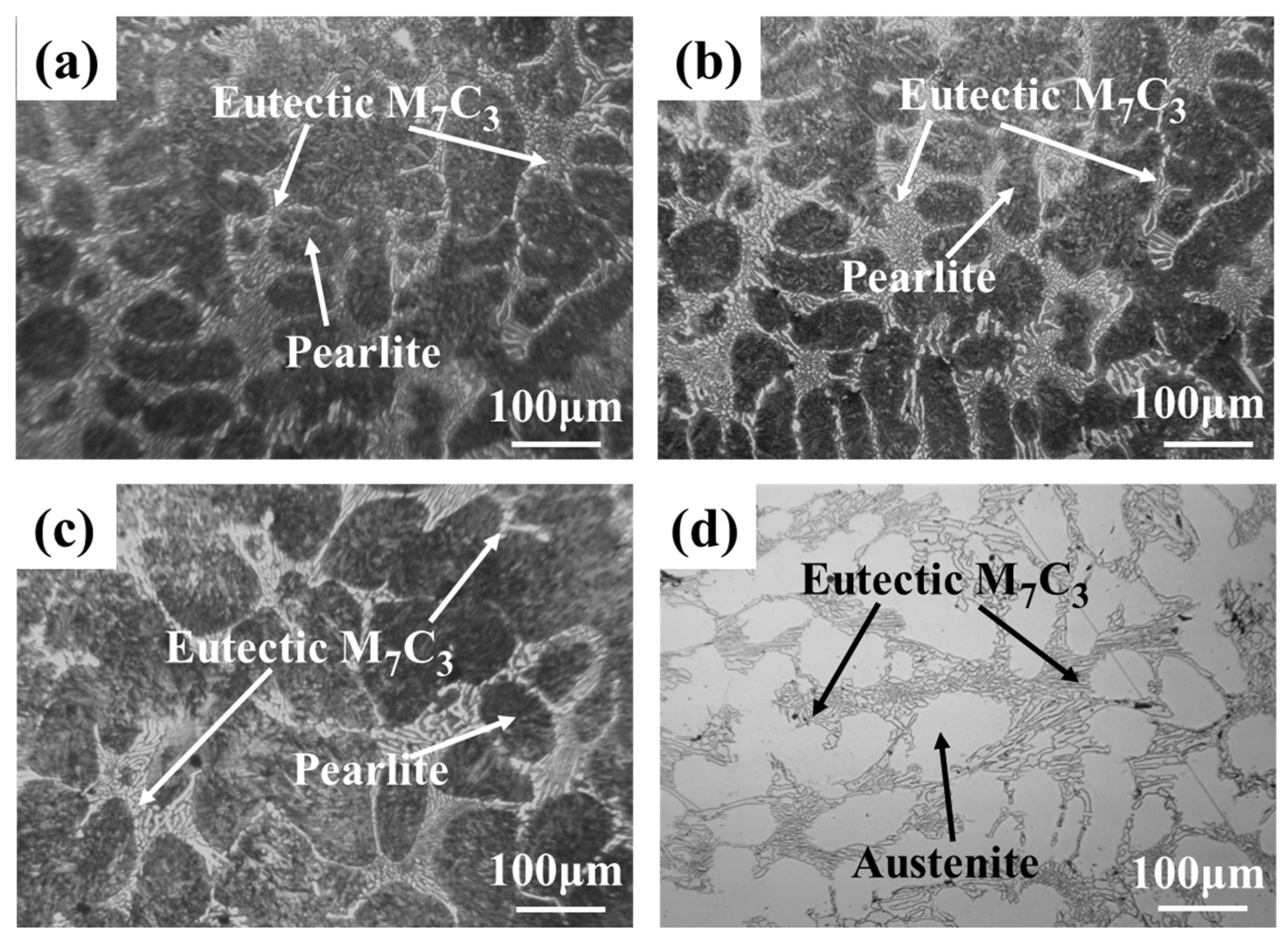
3.1. Microstructure of the As-Cast Samples
3.2. Microstructure of the Heat-Treated Samples
3.3. Hardness and Impact Wear Resistance Performance
4. Conclusions
- (1)
- The solidification behaviors of the CICs were simulated by the modified Scheil–Gulliver model, and all the diffusion paths predicated were the same: Liquid → Liquid + γFe → Liquid + γFe + M7C3. All the CICs consist of pearlite or austenite matrix and eutectic M7C3. The transformation of austenite to pearlite occurs in the CIC with Ni content less than 2.82 wt.% Ni in the cooling process.
- (2)
- The content of Ni in the CICs has little effect on the amount of eutectic M7C3 according to both the CALPHAD-type calculations and the SEM micrographs.
- (3)
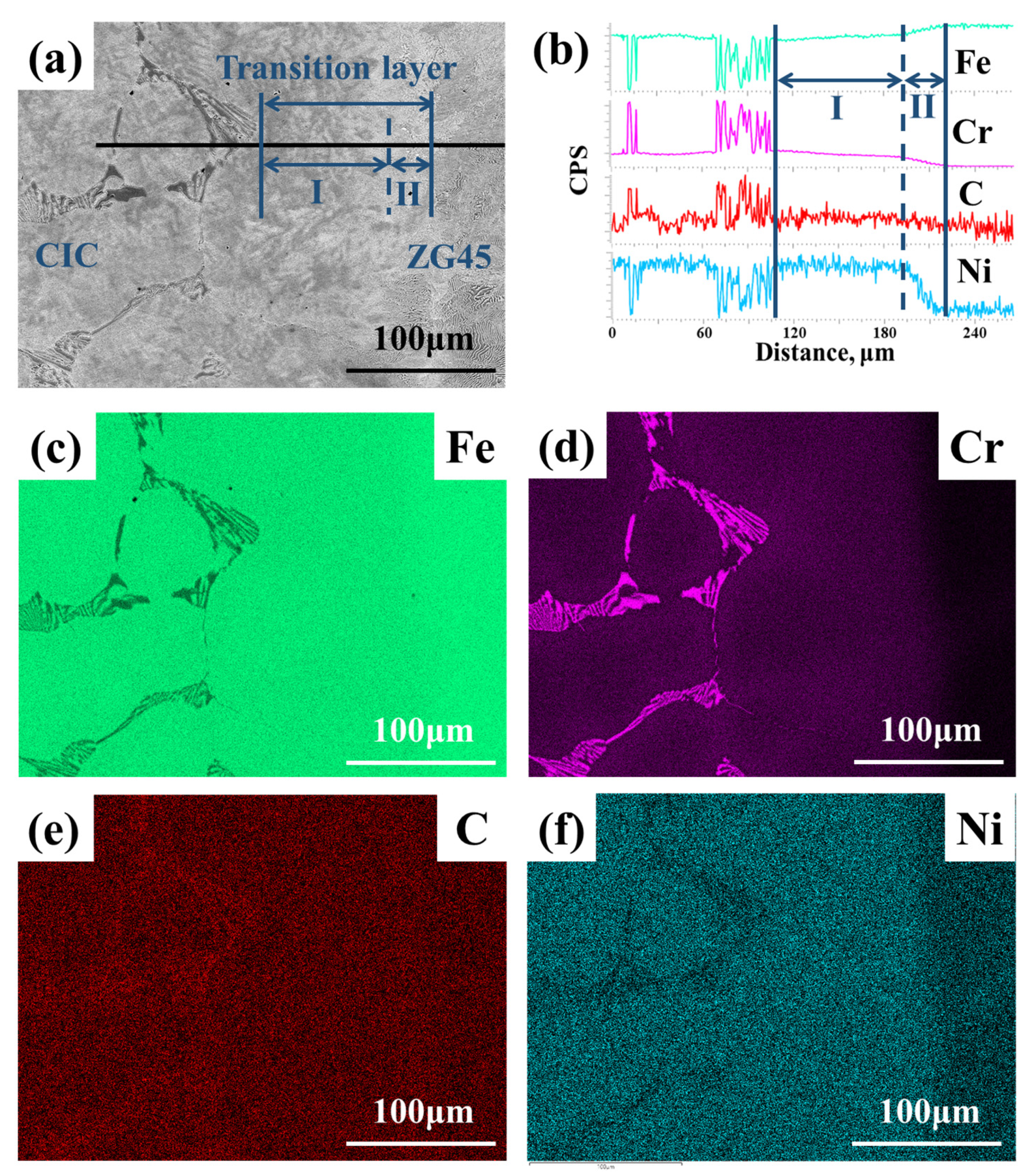
- The thickness of the CICs can reach about 7 mm. A transition layer composed of pearlite was generated with a thickness of about 110 μm between the CIC and the parent material, which can be explained by the calculated vertical section along the composition from Fe-0.45C (wt.%) to Fe-20Cr-2C (wt.%). Diffusion occurs mainly in the transition layer, considering the obvious variations of elemental contents.
- (4)
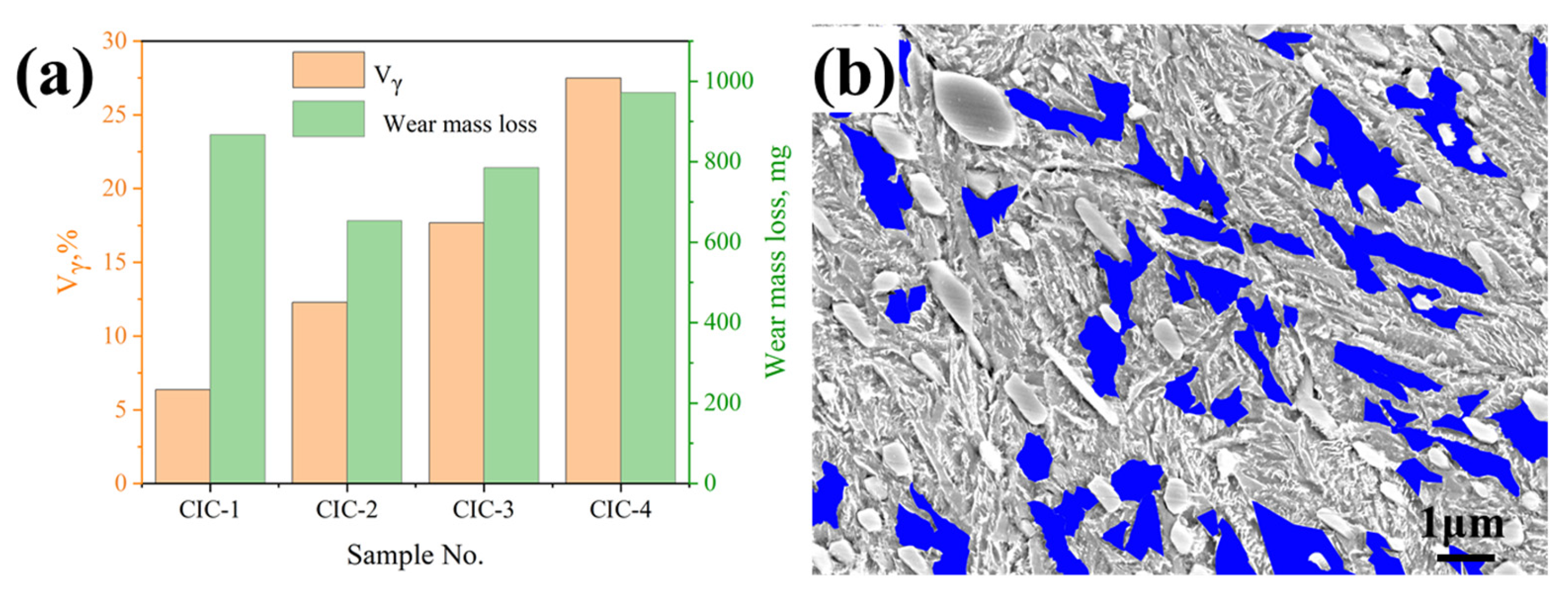
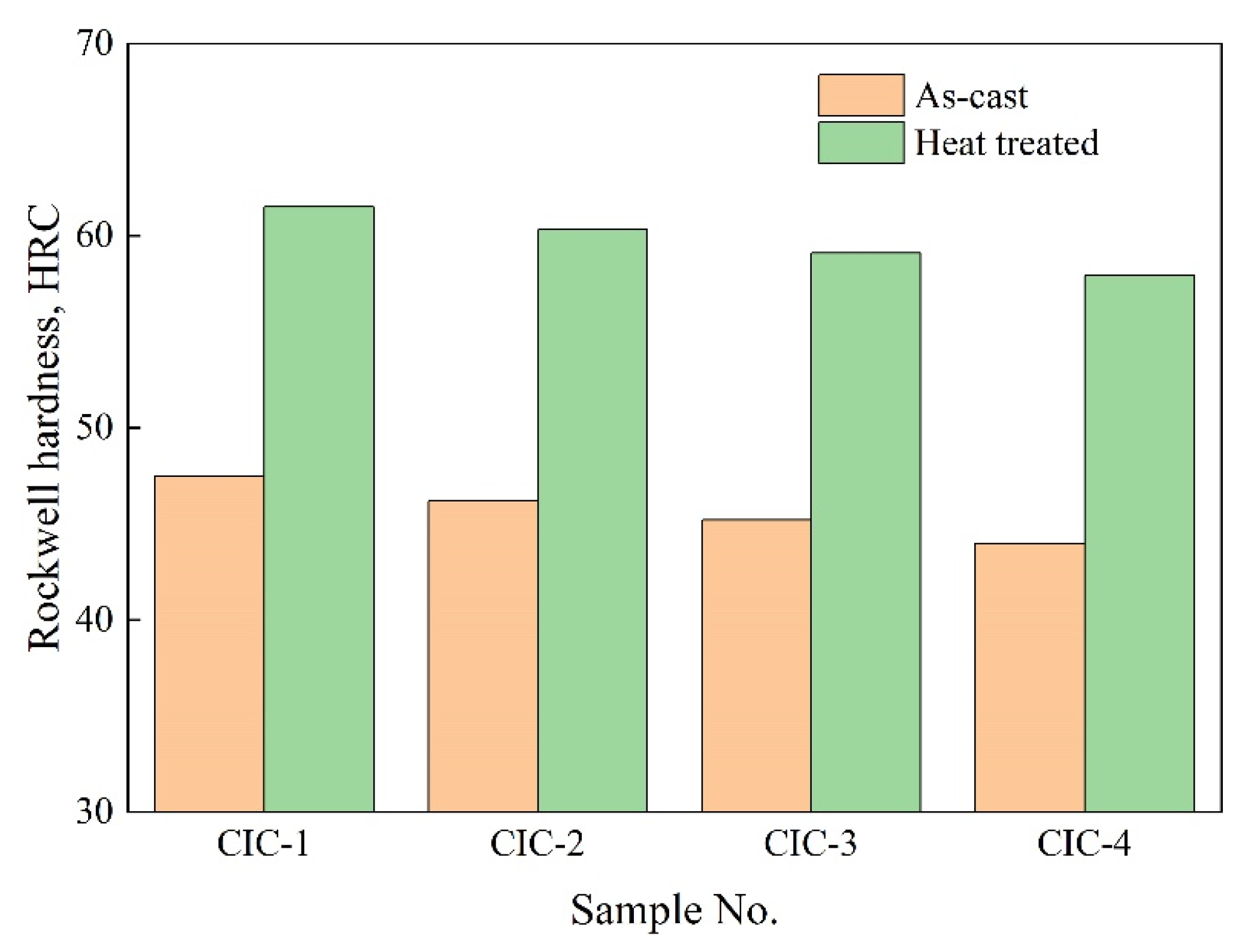
- After the critical and subcritical heat treatment, the matrix of the CICs transformed to martensite, resulting in a significant increase in the Rockwell hardness. With the increase in Ni content, the proportion of the retained austenite in the CICs increased from 6.4 vol.% to 27.5 vol.%, while the hardness decreased from 61.5 HRC to 57.9 HRC.
- (5)
- The sample CIC-2 has the least mass loss after the impact wear test, which is consistent with the shallowest spalling pits indicated in the worn cross section. The best impact wear resistance performance can be achieved by an adequate combination of hardness and toughness resulting from an optimal proportion of the austenite in the CIC.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Wei, S.Z.; Xu, L.J. Review on research progress of steel and iron wear-resistant materials. Acta Metall. Sin. 2020, 56, 523–538. [Google Scholar]
- Jia, R.; Liu, S.; Luo, Z.; Ning, J.; Wang, H.; Luo, T.; Zhu, Y.; Yuan, X.; Wang, Z. Microstructure and Wear Resistance of WC and High Chromium Cast Iron Hardfacing Layers. Coatings 2020, 10, 852. [Google Scholar] [CrossRef]
- Chen, C.; Dong, Y.; Hu, C.; Du, Y.; Wei, S.; Long, J.; Wang, C.; Xiao, L.; Mao, F. Fabrication of gradient cemented carbide with Ni3Al binder: Simulations and experiments. Ceram. Int. 2022, 48, 12756–12763. [Google Scholar] [CrossRef]
- Lou, M.; Chen, X.; Xu, K.; Deng, Z.; Chen, L.; Lv, J.; Chang, K.; Wang, L. Temperature-induced wear transition in ceramic-metal composites. Acta Mater. 2021, 205, 116545. [Google Scholar] [CrossRef]
- Nayak, U.P.; Suárez, S.; Pesnel, V.; Mücklich, F.; Guitar, M.A. Load dependent microstructural evolution in an as-cast 26% Cr high chromium cast iron during unlubricated sliding. Friction 2022, 10, 1258–1275. [Google Scholar] [CrossRef]
- Lu, K.; Zhu, J.; Guo, D.; Yang, M.; Sun, H.; Wang, Z.; Hui, X.; Wu, Y. Microstructures, Corrosion Resistance and Wear Resistance of High-Entropy Alloys Coatings with Various Compositions Prepared by Laser Cladding: A Review. Coatings 2022, 12, 1023. [Google Scholar] [CrossRef]
- Matikainen, V.; Rubio Peregrina, S.; Ojala, N.; Koivuluoto, H.; Schubert, J.; Houdková, Š.; Vuoristo, P. Erosion wear performance of WC-10Co4Cr and Cr3C2-25NiCr coatings sprayed with high-velocity thermal spray processes. Surf. Coat. Technol. 2019, 370, 196–212. [Google Scholar] [CrossRef]
- Morozow, D.; Barlak, M.; Werner, Z.; Pisarek, M.; Konarski, P.; Zagórski, J.; Rucki, M.; Chałko, L.; Łagodziński, M.; Narojczyk, J.; et al. Wear Resistance Improvement of Cemented Tungsten Carbide Deep-Hole Drills after Ion Implantation. Materials 2021, 14, 239. [Google Scholar] [CrossRef]
- Sawant, M.S.; Jain, N.K. Investigations on wear characteristics of Stellite coating by micro-plasma transferred arc powder deposition process. Wear 2017, 378, 155–164. [Google Scholar] [CrossRef]
- Wang, Y.; Lu, D.; Ma, W.; Zhang, Y. Compression and Wear Properties of Ultrafine Al2O3p/Iron Composites Prepared by Cast Infiltration. JOM 2022, 74, 1878–1885. [Google Scholar] [CrossRef]
- Xu, L.; Wang, F.; Zhou, Y.; Wang, X.; Chen, C.; Wei, S. Fabrication and wear property of in-situ micro-nano dual-scale vanadium carbide ceramics strengthened wear-resistant composite layers. Ceram. Int. 2021, 47, 953–964. [Google Scholar] [CrossRef]
- Lavecchia, F.; Pellegrini, A.; Galantucci, L.M. Comparative study on the properties of 17-4 PH stainless steel parts made by metal fused filament fabrication process and atomic diffusion additive manufacturing. Rapid Prototyp. J. 2022. ahead-of-print. [Google Scholar] [CrossRef]
- Khorasani, M.; Ghasemi, A.; Leary, M.; Sharabian, E.; Cordova, L.; Gibson, I.; Downing, D.; Bateman, S.; Brandt, M.; Rolfe, B. The effect of absorption ratio on meltpool features in laser-based powder bed fusion of IN718. Opt. Laser Technol. 2022, 153, 108263. [Google Scholar] [CrossRef]
- Mussi, E.; Servi, M.; Facchini, F.; Furferi, R.; Volpe, Y. Assessment and treatment of pectus deformities: A review of reverse engineering and 3D printing techniques. Rapid Prototyp. J. 2022. ahead-of-print. [Google Scholar] [CrossRef]
- Panahizadeh, V.; Ghasemi, A.H.; Dadgar Asl, Y.; Davoudi, M. Optimization of LB-PBF process parameters to achieve best relative density and surface roughness for Ti6Al4V samples: Using NSGA-II algorithm. Rapid Prototyp. J. 2022. ahead-of-print. [Google Scholar] [CrossRef]
- Fischer, S.F.; Muschna, S.; Bührig-Polaczek, A.; Bünck, M. In-situ surface hardening of cast iron by surface layer metallurgy. Mater. Sci. Eng. A 2014, 615, 61–69. [Google Scholar] [CrossRef]
- Wang, Y.; Zhang, X.; Zeng, G.; Li, F. In situ production of Fe–VC and Fe–TiC surface composites by cast-sintering. Compos. Part A Appl. Sci. Manuf. 2001, 32, 281–286. [Google Scholar] [CrossRef]
- Jing, W.; Wang, Y. In-situ production of Fe–TiC composite. Mater. Lett. 2007, 61, 4393–4395. [Google Scholar] [CrossRef]
- Ye, F.; Hojamberdiev, M.; Xu, Y.; Zhong, L.; Zhao, N.; Li, Y.; Huang, X. Microstructure, microhardness and wear resistance of VCp/Fe surface composites fabricated in situ. Appl. Surf. Sci. 2013, 280, 297–303. [Google Scholar] [CrossRef]
- Guitar, M.A.; Suárez, S.; Prat, O.; Duarte Guigou, M.; Gari, V.; Pereira, G.; Mücklich, F. High Chromium Cast Irons: Destabilized-Subcritical Secondary Carbide Precipitation and Its Effect on Hardness and Wear Properties. J. Mater. Eng. Perform. 2018, 27, 3877–3885. [Google Scholar] [CrossRef]
- Ibrahim, M.M.; El-Hadad, S.; Mourad, M. Influence of Niobium Content on the Mechanical Properties and Abrasion Wear Resistance of Heat-Treated High-Chromium Cast Iron. Int. J. Met. 2021, 15, 500–509. [Google Scholar] [CrossRef]
- Li, Z.; Jiang, Y.; Rong, Z.; Lu, D.; Zhou, R. Dry three-body abrasive wear behavior of WC reinforced iron matrix surface composites produced by V-EPC infiltration casting process. Wear 2007, 262, 649–654. [Google Scholar] [CrossRef]
- Zheng, B.; Li, W.; Tu, X.; Xu, F.; Liu, K.; Song, S. Effect of titanium binder addition on the interface structure and three-body abrasive wear behavior of ZTA ceramic particles-reinforced high chromium cast iron. Ceram. Int. 2020, 46, 13798–13806. [Google Scholar] [CrossRef]
- Zhang, Q.; Chen, C.; Zhang, C.; Ma, J.; Zhang, C.; Mao, F. Effect of Boron on Microstructure and Properties of Casting Infiltration Layer of High Chromium Cast Iron. Mater. Rep. 2022, 36, 20110229-7. [Google Scholar] [CrossRef]
- Wang, F.; Xu, L.; Wei, S.; Wang, X.; Chen, C.; Zhou, Y. Preparation and wear properties of high-vanadium alloy composite layer. Friction 2022, 10, 1166–1179. [Google Scholar] [CrossRef]
- Qin, Y.; Wang, Y.; Miao, W.; Yang, P.; Fu, D.; Fan, L.; Chen, H. Interface modification and impact abrasive wear behavior of ZTA particle-reinforced iron-matrix composite. Wear 2022, 490, 204205. [Google Scholar] [CrossRef]
- Krbata, M.; Eckert, M.; Majerik, J.; Barenyi, I. Wear Behaviour of High Strength Tool Steel 90MnCrV8 in Contact with Si3N4. Metals 2020, 10, 756. [Google Scholar] [CrossRef]
- Fan, X.H.; He, L.; Zhou, Q.D. A study of high chromium cast iron on abrasion resistance and impact fatigue resistance. Wear 1990, 138, 47–60. [Google Scholar] [CrossRef]
- Jun-Tong, X.; Qing-De, Z.; Shi-Hui, L.; Guang-Shun, S. Influence of retained austenite on the wear resistance of high chromium cast iron under various impact loads. Wear 1993, 162, 83–88. [Google Scholar] [CrossRef]
- Inthidech, S.; Sricharoenchai, P.; Matsubara, Y. Effect of Alloying Elements on Heat Treatment Behavior of Hypoeutectic High Chromium Cast Iron. Mater. Trans. 2006, 47, 72–81. [Google Scholar] [CrossRef]
- Du, Y.; Liu, S.; Zhang, L.; Xu, H.; Zhao, D.; Wang, A.; Zhou, L. An overview on phase equilibria and thermodynamic modeling in multicomponent Al alloys: Focusing on the Al–Cu–Fe–Mg–Mn–Ni–Si–Zn system. Calphad 2011, 35, 427–445. [Google Scholar] [CrossRef]
- Liu, W.; Chen, C.; Tang, Y.; Long, Q.; Wei, S.; Zhang, G.; Mao, F.; Jiang, Q.; Zhang, T.; Liu, M. Thermodynamic evaluation and investigation of solidification microstructure in the Fe–Cr–Ni–C system. Calphad 2020, 69, 101763. [Google Scholar] [CrossRef]
- Chen, Q.; Sundman, B. Computation of Partial Equilibrium Solidification with Complete Interstitial and Negligible Substitutional Solute Back Diffusion. Mater. Trans. 2002, 43, 551–559. [Google Scholar] [CrossRef]
- Chen, C.; Wang, T.; Wei, S.; Liu, W.; Zhang, G.; Tang, Y.; Pan, K.; You, L.; Xu, L.; Jiang, T. Effect of Cr Content on the Microstructure of Casting Infiltration Layers: Simulations and Experiments. Crystals 2022, 12, 1022. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Designation | Alloy Compositions of the Agent | Alloy Compositions of the CICs | ||||||
|---|---|---|---|---|---|---|---|---|
| C | Cr | Ni | Fe | C | Cr | Ni | Fe | |
| CIC-1 | 6 | 70 | 0 | Bal. | 2.01 | 20.33 | 0 | Bal. |
| CIC-2 | 6 | 70 | 5 | Bal. | 2.01 | 20.25 | 1.53 | Bal. |
| CIC-3 | 6 | 70 | 10 | Bal. | 2.11 | 19.05 | 2.82 | Bal. |
| CIC-4 | 6 | 70 | 15 | Bal. | 1.98 | 19.01 | 5.53 | Bal. |
| Type | Volume Fractions of M7C3 (vol.%) | |||
|---|---|---|---|---|
| CIC-1 | CIC-2 | CIC-3 | CIC-4 | |
| Experimental values | 19.95 | 18.62 | 17.13 | 17.68 |
| Calculated values | 17.80 | 18.02 | 18.35 | 17.91 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, C.; Wang, T.; Wei, S.; Mao, F.; Liu, W.; Xiong, M.; Jiang, T.; Xiao, L.; Wang, X.; Zhang, C. The Influence of Ni Content on the Microstructure and Impact Wear Resistance Performance of High-Chromium Casting Infiltration Coating. Coatings 2022, 12, 1313. https://doi.org/10.3390/coatings12091313
Chen C, Wang T, Wei S, Mao F, Liu W, Xiong M, Jiang T, Xiao L, Wang X, Zhang C. The Influence of Ni Content on the Microstructure and Impact Wear Resistance Performance of High-Chromium Casting Infiltration Coating. Coatings. 2022; 12(9):1313. https://doi.org/10.3390/coatings12091313
Chicago/Turabian StyleChen, Chong, Tao Wang, Shizhong Wei, Feng Mao, Wenliang Liu, Mei Xiong, Tao Jiang, Liqiang Xiao, Xiaodong Wang, and Cheng Zhang. 2022. "The Influence of Ni Content on the Microstructure and Impact Wear Resistance Performance of High-Chromium Casting Infiltration Coating" Coatings 12, no. 9: 1313. https://doi.org/10.3390/coatings12091313