2.2. Preparation Method of the Epoxy Resin Microcapsules
The microcapsules prepared in this test take melamine-formaldehyde resin/rice husk powder as the wall material and epoxy resin as the core material. The preparation process is as follows:
(1) Preparation of rice husk powder: the 10.0 g of the 100 mesh rice husk powder was weighed, and the hydrogen peroxide was poured in a ratio of 1:20 by volume of solid-liquid. The aqueous sodium hydroxide solution was slowly poured in until the pH of the solution was 11.5. The obtained solution was placed in a constant temperature water bath at 70 °C for 24 h, then placed in a centrifuge for centrifugation, and the clarified liquid on it was poured out. The remaining substances were poured back into a beaker and dried in baking oven at 60 °C for 3 h. As shown in
Figure 1, the dried rice husk powder was ground in the grinder to reduce the particle size to the micron level, which can better cover the core material.
(2) Preparation of wall material: the 5.0 g of melamine, the 10.0 g of 37.0% formaldehyde and the 10.0 g of water were added to the beaker, and the 1.0 g of pretreated rice husk powder was added, and then mixed evenly. The triethanolamine was slowly added until the pH value was adjusted to 8.59. The obtained solution was placed in a 70 °C constant temperature magnetic stirrer and reacted at 800 r/min speed. When the solution became transparent, the 15.0 g of water was added, and the prepolymer was obtained after reaction for 30 min.
(3) Preparation of core material: the 1.0 g epoxy resin and the 1.0 g benzyl alcohol as diluent were weighed and stirred until fully mixed. The 100.0 g water and 1.0 g sodium dodecyl benzene sulfonate powder were weighed to another beaker, which was stirred evenly to become an emulsifier solution. The diluted epoxy resin solution was poured in, which was fully stirred evenly and then put into a 60 °C constant temperature magnetic stirrer at a speed of 1200 r/min. After 30 min, the n-octanol was dripped for defoaming. The obtained solution was the core material solution.
(4) Microencapsulation: the wall material was slowly poured to the core material, and the citric acid monohydrate was added one by one at the speed of 300 r/min. After being stirred until completely dissolved, the pH test paper was used to test the pH value until the value was 2.5–3.0. Then the temperature was slowly raised to 70 °C, and the reaction lasted for 3 h. The resulting substance was filtered by suction and then put into a drying oven at 80 °C for 4 h and then ground. As shown in
Figure 2, the obtained powder were the prepared microcapsules, which were light yellow white.
2.3. Preparation of the Coatings
The 600 mesh sandpaper was used to gently polish the
Tilia europaea boards to remove burrs, the brushes were used to remove debris, and the rags were used to wipe dirt off the wood surface to make the wood surface smooth and clean. The corresponding weights of microcapsules and coatings are shown in
Table 2. The microcapsules were added to the topcoat, and the microcapsules were not added to the primer. The microcapsules in the topcoat were 0%, 1.0%, 4.0%, 7.0%, 10.0%, 13.0%, 16.0% and 20.0% respectively. First, the film preparer was used to apply the primer evenly on the surface of the boards. After drying at room temperature for 12 h, the 800 mesh sandpaper was used to polish carefully. Then the boards were coated for the second time, and then dried in the oven at 30 °C for 24 h, and the sandpaper was used to polish it again. After the primer was coated, the topcoat with microcapsules was evenly painted on the surface of the boards twice, and the coating process was the same as that of the primer. The thickness of the coating was 60 μm.
2.4. Testing and Characterization
The test instruments used in this paper are shown in
Table 3. The micro morphology of the coating was analyzed by scanning electron microscope. Infrared spectroscopy was used to analyze the coating.
According to the standard of GB/T 11186.3-1989 [
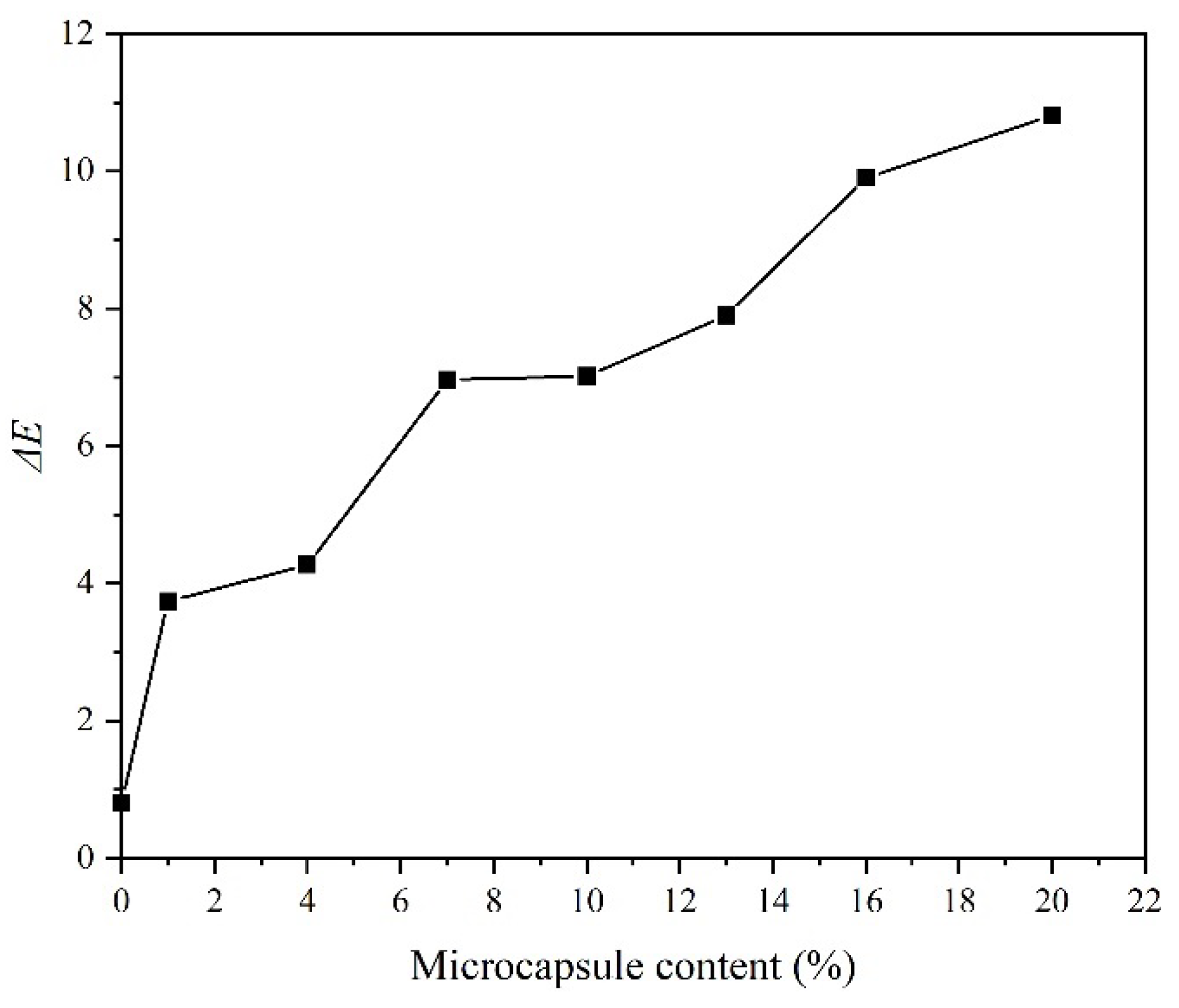
38], a portable colorimeter was used to test the color difference of the coatings. First, the colorimeter was calibrated, the test hole was aligned with the plate to be tested, and two groups of the values of
L*,
a* and
b* were recorded. The
L* indicates brightness, and a positive value indicates that the surface color of the measured object is bright. The
a* indicates the change of color from red to green, and a positive value indicates that the color is red. The
b* indicates the change of color from yellow to blue, and a positive value indicates that the surface color of the tested object is yellow. The first group of data tested was recorded as
L1*,
a1*,
b1*. The second group of data tested was recorded as
L2*,
a2*,
b2*. The color difference was represented by Δ
E, calculated by the Formula (1). In this formula, Δ
a* =
a2* −
a1*, Δ
L* =
L2* −
L1*, Δ
b* =
b2* −
b1*.
As a surface optical property of an object, the gloss depends on the specular reflection ability of the object surface. According to the standard of GB/T 4893.4-2013 [
39], the gloss meter was used to record the gloss of the coatings at three different angles of 20°, 60° and 85°. The gloss loss of the coatings with microcapsules was calculated compared with that without microcapsules at an incident angle of 60°. The
G0 is the coating without microcapsules, the
G1 is the coating with microcapsules, and the
GL is the light loss rate. The light loss rate was calculated according to the Formula (2).
According to the standard of GB/T 6739-2006 [
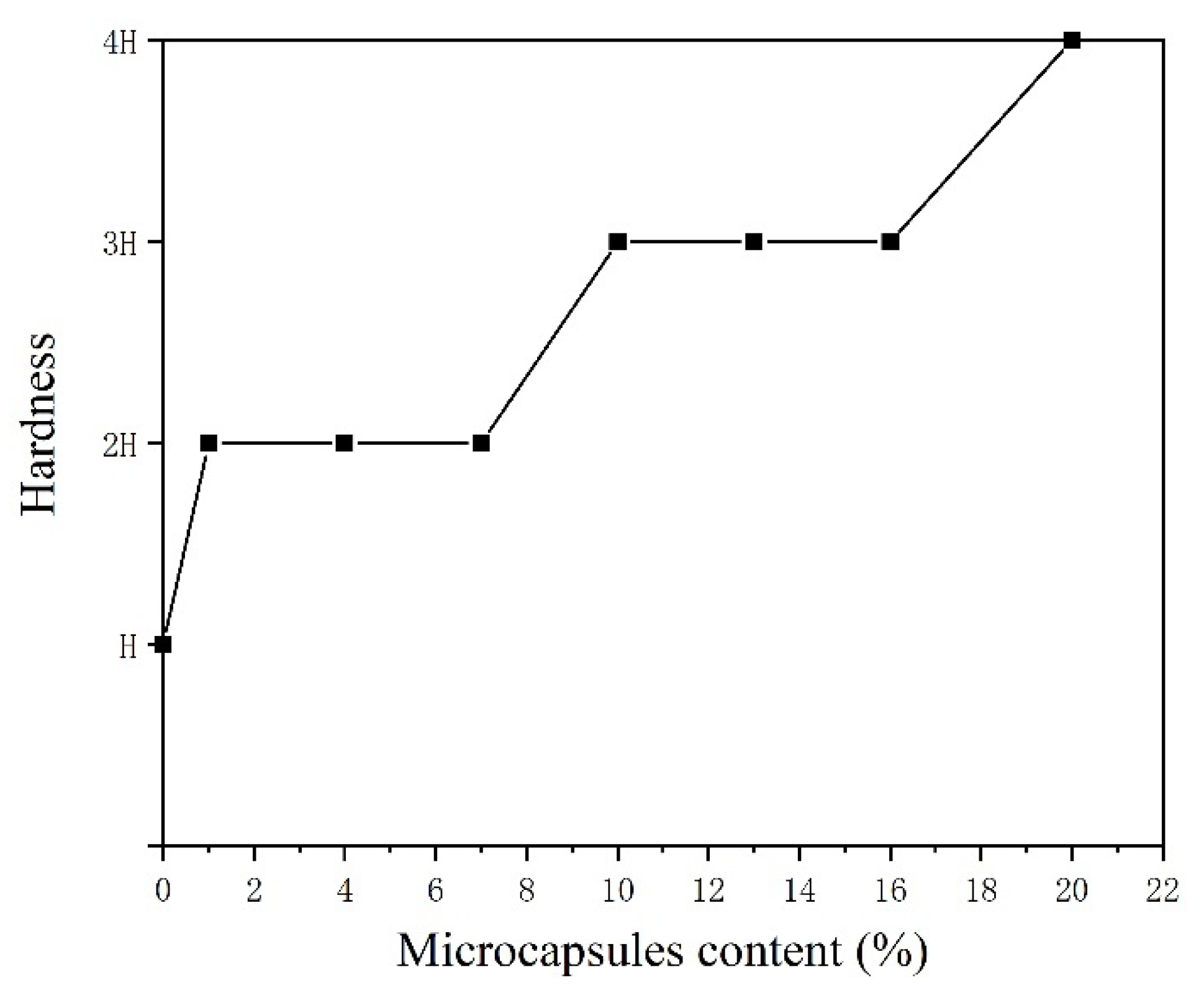
40], the hardness of the paint film was tested with a portable paint film hardness tester. The wooden rod part of the pencil top was cut off, and the pencil lead was exposed for about 3 mm and placed for use. The boards were placed flat on the console, and the pencil was at an angle of 45° to the surface of the boards. The pencil was pushed on the surface of the paint film, and the pencil hardness that cut the surface of the paint film was the surface hardness of the paint film. By repeating the above experiments, the surface hardness of the paint films with different microcapsule content was measured respectively.
The adhesion of the paint film was tested with a paint film gridding instrument according to the standard of GB/T 9286-1998 [
41]. The tooth pitch of this instrument is 2 mm. The board was placed on the operating platform, and the handle of the scriber was held so that the knife was perpendicular to the surface of the board, and then the surface was cut with uniform force and fixed speed. After that, the board was rotated by 90°, and the previous operation was repeated at the cut previously, so that a mesh pattern appeared on the surface. All cuts in this operation should penetrate the coating. After that, the adhesive tape with a width of 25.0 mm and an adhesion of 10 ± 1 N was pasted on the whole grid, and then it was gently torn off. The adhesion was judged on the basis of the peeling off of the coatings. The adhesion grade of the coating was divided into 0, 1, 2, 3, 4 and 5 from high to low. The falling off areas of the paint film correspond to 5.0%, 15.0%, 35.0%, 55.0% and more than 60.0% respectively. The higher the grade, the worse the adhesion of the paint film.
Impact resistance of paint film refers to the ability of the paint film applied to wood to deform rapidly without cracking under the action of high-speed gravity. According to the standard of GB/T 1732-1993 [
42], the paint film impactor tester was used to test the impact resistance of the film. After the impact block was raised to a certain height, it falls freely to impact the specimen. The surface of the coatings was observed for cracks and spalling, and the maximum height without cracking was the impact strength.
According to the standard of GB/T 1740-2007 [
43], the aging test in this paper was to create a simulated environment to accelerate the aging of the boards. The coated wood boards were placed in a 120 °C electric blast drying oven for high-temperature aging test, and the coating surface was observed after 12 h. The effect of microcapsules on the high temperature aging resistance of the coating was analyzed.















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}