
Effect of WC on Microstructure and Wear Resistance of Fe-Based Coating Fabricated by Laser Cladding

Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Methods
3. Results and Discussion
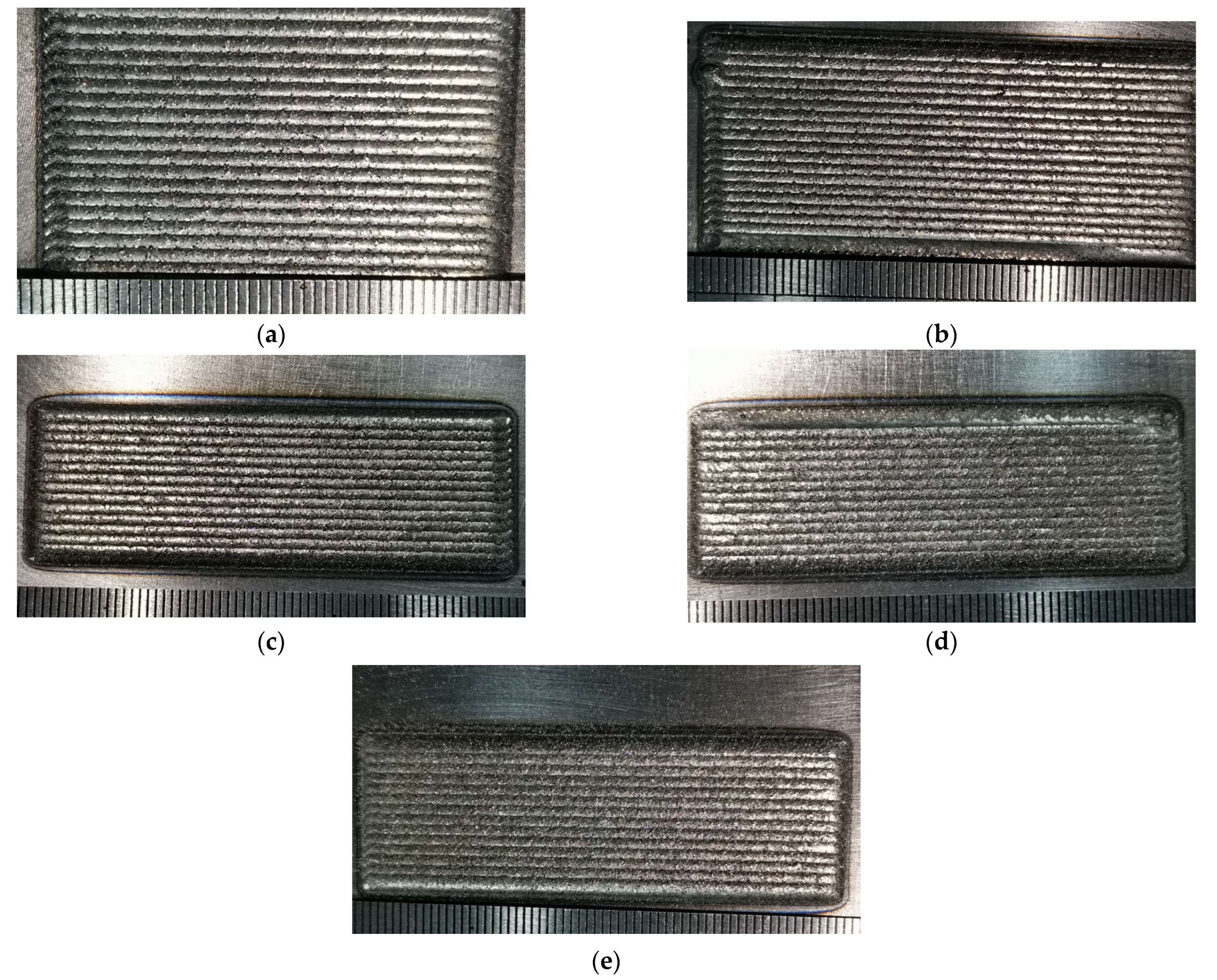
3.1. Macroscopic Morphology
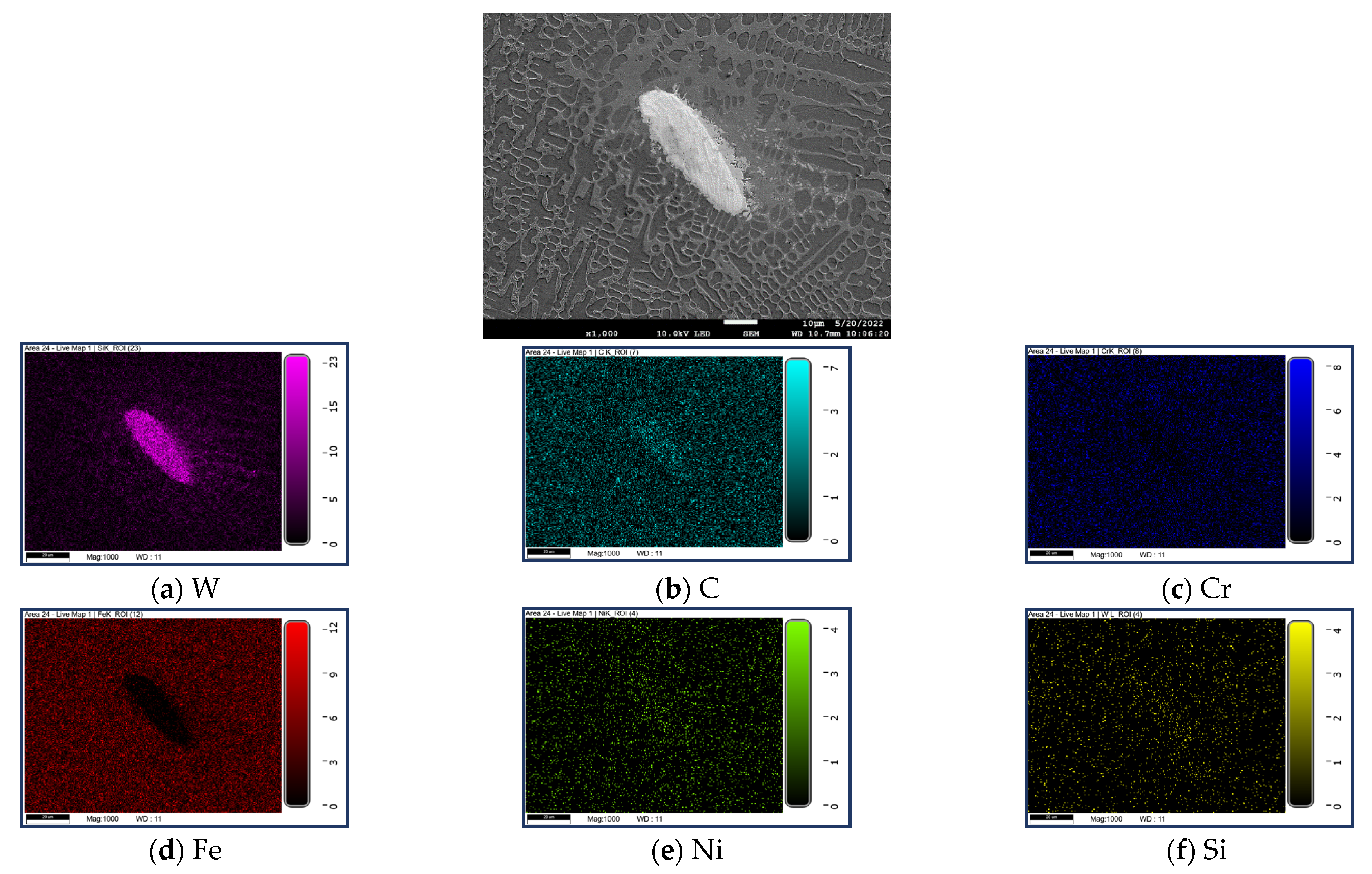
3.2. Microstructure
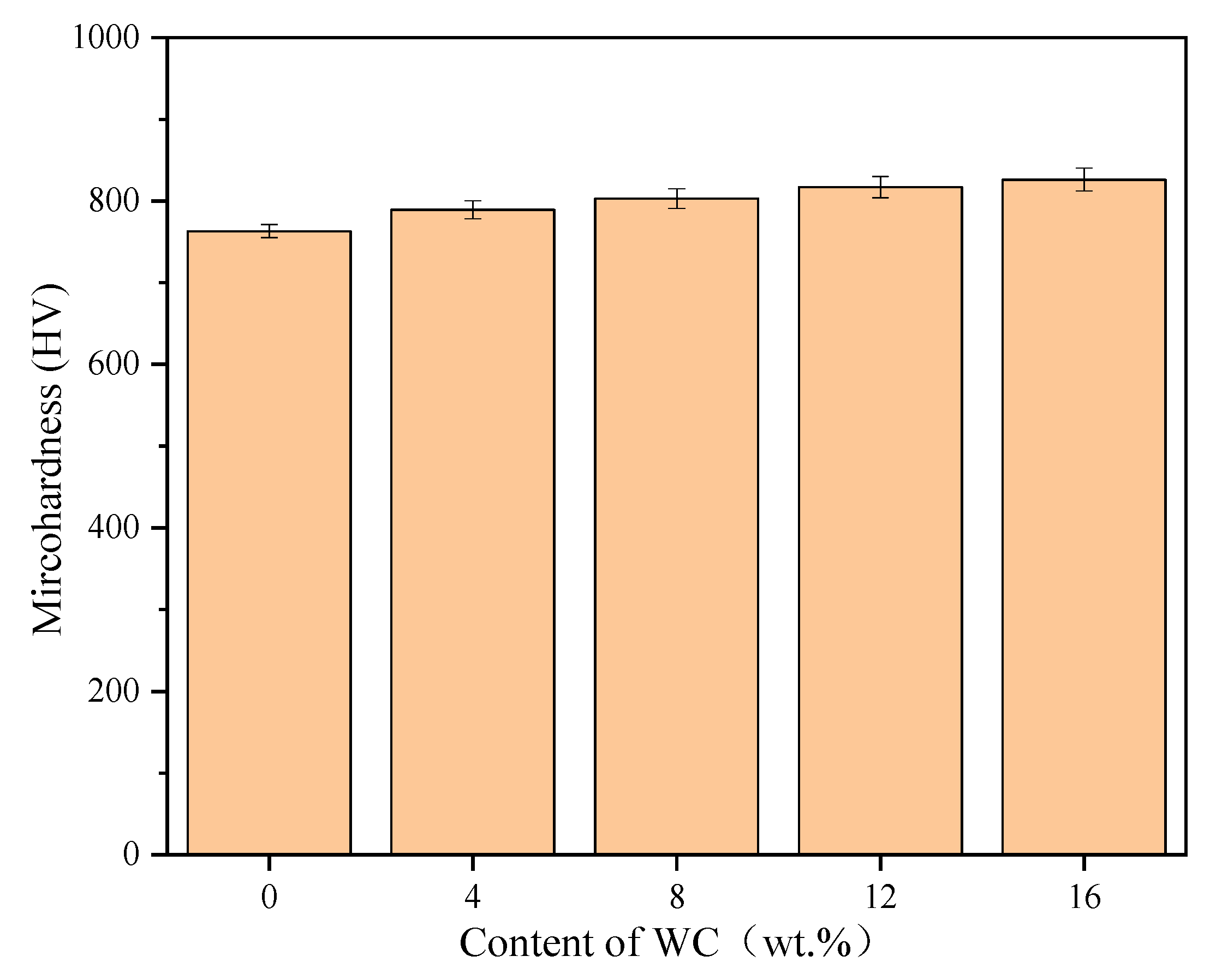
3.3. Microhardness
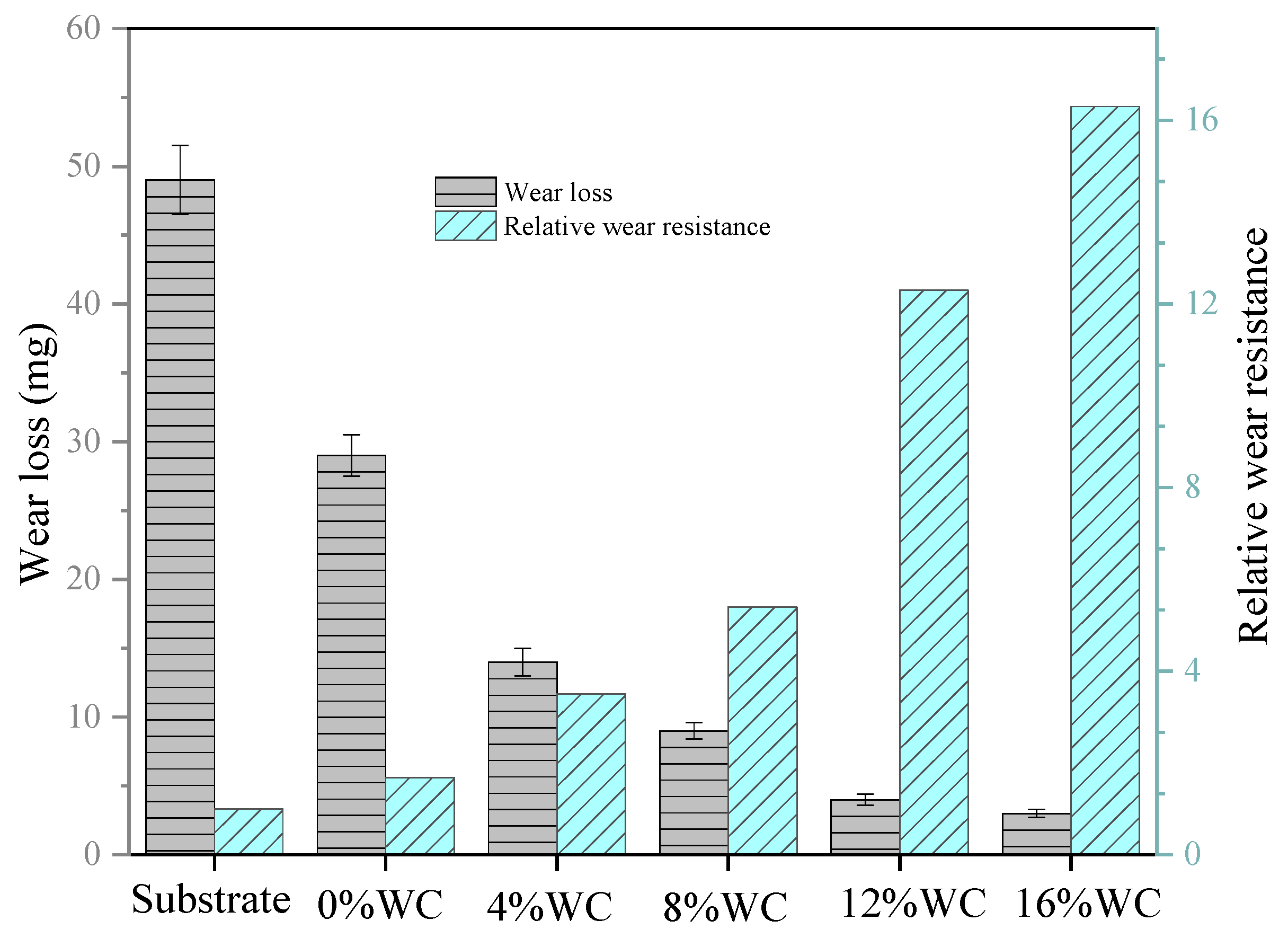
3.4. Wear Performance
4. Conclusions
- (1)
- The microstructures of the regions above the fusion zone gradually changed from planar crystal to columnar crystal, cellular crystal and equiaxed crystals due to the ratio of temperature gradient (G) and solidification rate (R) changed in different zones. Moreover, the microstructure inside the coatings changed significantly with different amounts of WC addition. The grain size of the coatings gradually refined with increasing WC content.
- (2)
- The addition of WC improved the microhardness of the coatings due to the proportion of hard phase, solid solution strengthening and grain refinement which increased with the increased of WC content.
- (3)
- The wear weight loss decreased and the wear resistance increased with the increase of WC content in the Fe-based coatings. The enhanced wear resistance benefited from their improved microhardness with WC addition. The wear mechanism of the coatings was mainly abrasive wear, along with slight adhesion wear and oxidative wear.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Bejger, A.; Frank, E.; Bartoszko, P. Failure Analysis of Wind Turbine Planetary Gear. Energies 2021, 14, 6768. [Google Scholar] [CrossRef]
- Tazi, N.; Châtelet, E.; Bouzidi, Y. Wear Analysis of Wind Turbine Bearings. Int. J. Renew. Energy Res. 2017, 7, 2120–2129. [Google Scholar]
- Zhang, Y.; Zuo, T.T.; Tang, Z.; Gao, M.C.; Dahmen, K.A.; Liaw, P.K.; Lu, Z.P. Microstructures and properties of high-entropy alloys. Prog. Mater. Sci. 2014, 61, 1–93. [Google Scholar] [CrossRef]
- Yang, Z.; Zheng, J.; Zhan, K.; Jiang, C.; Ji, V. Surface characteristic and wear resistance of S960 high-strength steel after shot peening combing with ultrasonic sprayed graphene oxide coating. J. Mater. Sci. Technol. 2022, 18, 978–989. [Google Scholar] [CrossRef]
- Luchtenberg, P.; Campos, P.T.; Soares, P.; Laurindo, C.A.H.; Maranho, O.; Torres, R.D. Effect of welding energy on the corrosion and tribological properties of duplex stainless steel weld overlay deposited by GMAW/CMT process. Surf. Coat. Technol. 2019, 375, 688–893. [Google Scholar] [CrossRef]
- Dorner-Reisel, A.; Reisel, G.; Seeger, J.; Svoboda, S.; Akhtar, W.A.A. Thermally sprayed coatings for protection of integrated sensor systems on tribological loaded surfaces. Surf. Coat. Technol. 2021, 424, 127619. [Google Scholar] [CrossRef]
- Shengbin, Z.; Chenpeng, J.; Yuxue, Y.; Lixin, W.; Yiming, H.; Lijun, Y. Effects of laser remelting on microstructural characteristics of Ni-WC composite coatings produced by laser hot wire cladding. J. Alloy. Compd. 2022, 908, 164612. [Google Scholar] [CrossRef]
- Zhao, S.; Xu, S.; Yang, L.; Huang, Y. WC-Fe metal-matrix composite coatings fabricated by laser wire cladding. J. Mater. Process. Technol. 2022, 301, 117438. [Google Scholar] [CrossRef]
- Pelletier, J.M.; Sahour, M.C.; Pilloz, M.; Vannes, A.B. Influence of processing conditions on geometrical features of laser claddings obtained by powder injection. J. Mater. Sci. 1993, 28, 5184–5188. [Google Scholar] [CrossRef]
- Meyer, F.; Mathieu, J.F.; Cesario, D.; Pelletier, J.M. Production of Ti/TiC dispersoid coatings on titanium base alloys by laser treatment. Lasers Eng. 1995, 4, 263. [Google Scholar]
- Hidouci, A.; Pelletier, J.M. Microstructure and mechanical properties of MoSi2 coatings produced by laser processing. Mater. Sci. Eng. A 1998, 252, 17–26. [Google Scholar] [CrossRef]
- Li, Y.; Wang, K.; Fu, H.; Guo, X.; Lin, J. Microstructure and wear resistance of in-situ TiC reinforced AlCoCrFeNi-based coatings by laser cladding. Appl. Surf. Sci. 2022, 585, 152703. [Google Scholar] [CrossRef]
- Hidouci, A.; Pelletier, J.M.; Ducoin, F.; Dezert, D.; El Guerjouma, R. Microstructural and mechanical characteristics of laser coatings. Surf. Coat. Technol. 2000, 123, 17–23. [Google Scholar] [CrossRef]
- Pelletier, J.M.; Sauger, E.; Gachon, Y.; Vannes, A.B. Mechanical and tribological properties of Hadfield steel coatings manufactured by laser processing. J. Mater. Sci. 1999, 34, 2955–2969. [Google Scholar] [CrossRef]
- Li, Y.; Shi, Y. Microhardness, wear resistance, and corrosion resistance of AlxCrFeCoNiCu high-entropy alloy coatings on aluminum by laser cladding. Opt. Laser. Technol. 2021, 134, 106632. [Google Scholar] [CrossRef]
- Cui, Y.; Shen, J.; Manladan, S.M.; Geng, K.; Hu, S. Wear resistance of FeCoCrNiMnAlx high-entropy alloy coatings at high temperature. Appl. Surf. Sci. 2020, 512, 145736. [Google Scholar] [CrossRef]
- Jin, G.; Cai, Z.; Guan, Y.; Cui, X.; Liu, Z.; Li, Y.; Dong, M.; Zhang, D. High temperature wear performance of laser-cladded FeNiCoAlCu high-entropy alloy coating. Appl. Surf. Sci. 2018, 445, 113–122. [Google Scholar] [CrossRef]
- Arif, Z.U.; Khalid, M.Y.; Al Rashid, A.; ur Rehman, E.; Atif, M. Laser deposition of high-entropy alloys: A comprehensive review. Opt. Laser Technol. 2022, 145, 107447. [Google Scholar] [CrossRef]
- Zhu, L.; Xue, P.; Lan, Q.; Meng, G.; Ren, Y.; Yang, Z.; Xu, P.; Liu, Z. Recent research and development status of laser cladding: A review. Opt. Laser. Technol. 2021, 138, 106915. [Google Scholar] [CrossRef]
- Wang, K.; Du, D.; Liu, G.; Pu, Z.; Chang, B.; Ju, J. A study on the additive manufacturing of a high chromium Nickel-based superalloy by extreme high-speed laser metal deposition. Opt. Laser. Technol. 2021, 133, 106504. [Google Scholar] [CrossRef]
- Huebner, J.; Kata, D.; Kusiński, J.; Rutkowski, P.; Lis, J. Microstructure of laser cladded carbide reinforced Inconel 625 alloy for turbine blade application. Ceram. Int. 2017, 43, 8677–8684. [Google Scholar] [CrossRef]
- Zhu, Y.; Yang, Y.; Mu, X.; Wang, W.; Yao, Z.; Yang. H. Study on wear and RCF performance of repaired damage railway wheels: Assessing laser cladding to repair local defects on wheels. Wear 2019, 430–431, 126–136. [Google Scholar] [CrossRef]
- Wang, Q.; Qian, R.; Yang, J.; Niu, W.; Zhou, L.; Pan, X.; Su, C. Effect of high-speed powder feeding on microstructure and tribological properties of Fe-based coatings by laser cladding. Coatings 2021, 11, 1456. [Google Scholar] [CrossRef]
- Lyu, Y.; Leonardi, M.; Mancini, A.; Wahlström, J.; Olofsson, U. Tribology and airborne particle emission of laser-cladded Fe-based coatings versus non-asbestos organic and low-metallic brake materials. Metals 2021, 11, 1703. [Google Scholar] [CrossRef]
- Ju, J.; Shen, Z.; Kang, M.; Zhang, J.; Wang, J. On the preferential grain boundary oxidation of a Ni-Co-based superalloy. Corros. Sci. 2022, 199, 110203. [Google Scholar] [CrossRef]
- Wang, K.; Du, D.; Liu, G.; Pu, Z.; Chang, B.; Ju, J. Microstructure and mechanical properties of high chromium nickel-based superalloy fabricated by laser metal deposition. Mat. Sci. Eng. A 2020, 780, 139185. [Google Scholar] [CrossRef]
- Liu, R.; Zhang, M.; Yu, J.; Yang, Q.; Gao, S. Microstructural transformation and high-temperature aluminum corrosion properties of Co-based alloy coating prepared by laser cladding. Coatings 2022, 12, 603. [Google Scholar] [CrossRef]
- Liu, X.; Bi, J.; Meng, Z.; Ke, Y.; Li, R.; Zhang, T. Development of Co-based amorphous composite coatings synthesized by laser cladding for neutron shielding. Materials 2021, 14, 279. [Google Scholar] [CrossRef]
- Chen, H.; Lu, Y.; Sun, Y.; Wei, Y.; Wang, X.; Liu, D. Coarse TiC particles reinforced H13 steel matrix composites produced by laser cladding. Surf. Coat. Technol. 2020, 395, 125867. [Google Scholar] [CrossRef]
- Ding, H.; Mu, X.; Zhu, Y.; Yang, W.; Xiao, Q.; Wang, W.; Liu, Q.; Guo, J.; Zhou, Z. Effect of laser claddings of Fe-based alloy powder with different concentrations of WS2 on the mechanical and tribological properties of railway wheel. Wear 2022, 488–489, 204174. [Google Scholar] [CrossRef]
- Chen, L.; Yu, T.; Guan, C.; Zhao, Y. Microstructure and properties of metal parts remanufactured by laser cladding TiC and TiB2 reinforced Fe-based coatings. Ceram. Int. 2022, 48, 14127–14140. [Google Scholar] [CrossRef]
- Huang, Y.; Hu, Y.; Zhang, M.; Mao, C.; Wang, K.; Tong, Y.; Zhang, J.; Li, K. Multi-objective optimization of process parameters in laser cladding CoCrCuFeNi high-entropy alloy coating. J. Therm. Spray Technol. 2022, 1–16. [Google Scholar] [CrossRef]
- Wang, C.; Zhang, S.; Zhang, C.H.; Wu, C.L.; Zhang, J.B.; Abdullah, A.O. Phase evolution and wear resistance of in situ synthesized V8C7 particles reinforced Fe-based coating by laser cladding. Opt. Laser Technol. 2018, 105, 58–65. [Google Scholar] [CrossRef]
- Wu, Z.; Li, T.; Li, Q.; Shi, B.; Li, X.; Wang, X.; Lu, H.; Zhang, H. Process optimization of laser cladding Ni60A alloy coating in remanufacturing. Opt. Laser Technol. 2019, 120, 105718. [Google Scholar] [CrossRef]
- Ma, G.; Cui, H.; Jiang, D.; Chen, H.; Hu, X.; Zhang, G.; Wang, R.; Sun, X.; Song, X. The evolution of multi and hierarchical carbides and their collaborative wear-resisting effects in CoCrNi/WC composite coatings via laser cladding. Mater. Today Commun. 2022, 30, 103223. [Google Scholar] [CrossRef]
- Li, W.; Yang, X.; Xiao, J.; Hou, Q. Effect of WC mass fraction on the microstructure and friction properties of WC/Ni60 laser cladding layer of brake discs. Ceram. Int. 2021, 47, 28754–28763. [Google Scholar] [CrossRef]
- Wang, T.; Zhu, L.; Song, H.; Wang, H. Effect of WC-17Co content on microstructure and properties of IN718 composites prepared by laser cladding. Opt. Laser. Technol. 2022, 148, 107780. [Google Scholar] [CrossRef]
- Du, L.M.; Lan, L.W.; Zhu, S.; Yang, H.J.; Shi, X.H.; Liaw, P.K.; Qiao, J.W. Effects of temperature on the tribological behavior of Al0.25CoCrFeNi high-entropy alloy. J. Mater. Sci. Technol. 2019, 35, 917–925. [Google Scholar] [CrossRef]
- Zhu, Y.; Liu, X.-B.; Liu, Y.-F.; Wang, G.; Wang, Y.; Meng, Y.; Liang, J. Development and characterization of Co-Cu/Ti3SiC2 self-lubricating wear resistant composite coatings on Ti6Al4V alloy by laser cladding. Surf. Coat. Technol. 2021, 424, 127664. [Google Scholar] [CrossRef]
- Liu, Y.-F.; Zhuang, S.-G.; Liu, X.-B.; OuYang, C.-S.; Zhu, Y.; Meng, Y. Microstructure evolution and high-temperature tribological behavior of Ti3SiC2 reinforced Ni60 composite coatings on 304 stainless steel by laser cladding. Surf. Coat. Technol. 2021, 420, 127335. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | C | Si | Mn | P | S | Fe |
|---|---|---|---|---|---|---|
| wt.% | 0.13–0.18 | 0.20–0.50 | 0.90–1.30 | 0.90–1.30 | 0.90–1.30 | Bal. |
| Element | Cr | B | Si | C | Fe |
|---|---|---|---|---|---|
| wt.% | 13.0 | 1.6 | 1.2 | 0.15 | Bal. |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wei, A.; Tang, Y.; Tong, T.; Wan, F.; Yang, S.; Wang, K. Effect of WC on Microstructure and Wear Resistance of Fe-Based Coating Fabricated by Laser Cladding. Coatings 2022, 12, 1209. https://doi.org/10.3390/coatings12081209
Wei A, Tang Y, Tong T, Wan F, Yang S, Wang K. Effect of WC on Microstructure and Wear Resistance of Fe-Based Coating Fabricated by Laser Cladding. Coatings. 2022; 12(8):1209. https://doi.org/10.3390/coatings12081209
Chicago/Turabian StyleWei, Angang, Yun Tang, Tong Tong, Fang Wan, Shaoshuai Yang, and Kaiming Wang. 2022. "Effect of WC on Microstructure and Wear Resistance of Fe-Based Coating Fabricated by Laser Cladding" Coatings 12, no. 8: 1209. https://doi.org/10.3390/coatings12081209