3.1. Microstructure SEM, Chemical Composition EDS and Phase Composition XRD of Coatings
The microstructure of the coatings obtained in the ZnAl23 bath with Mg and Si additions is shown in
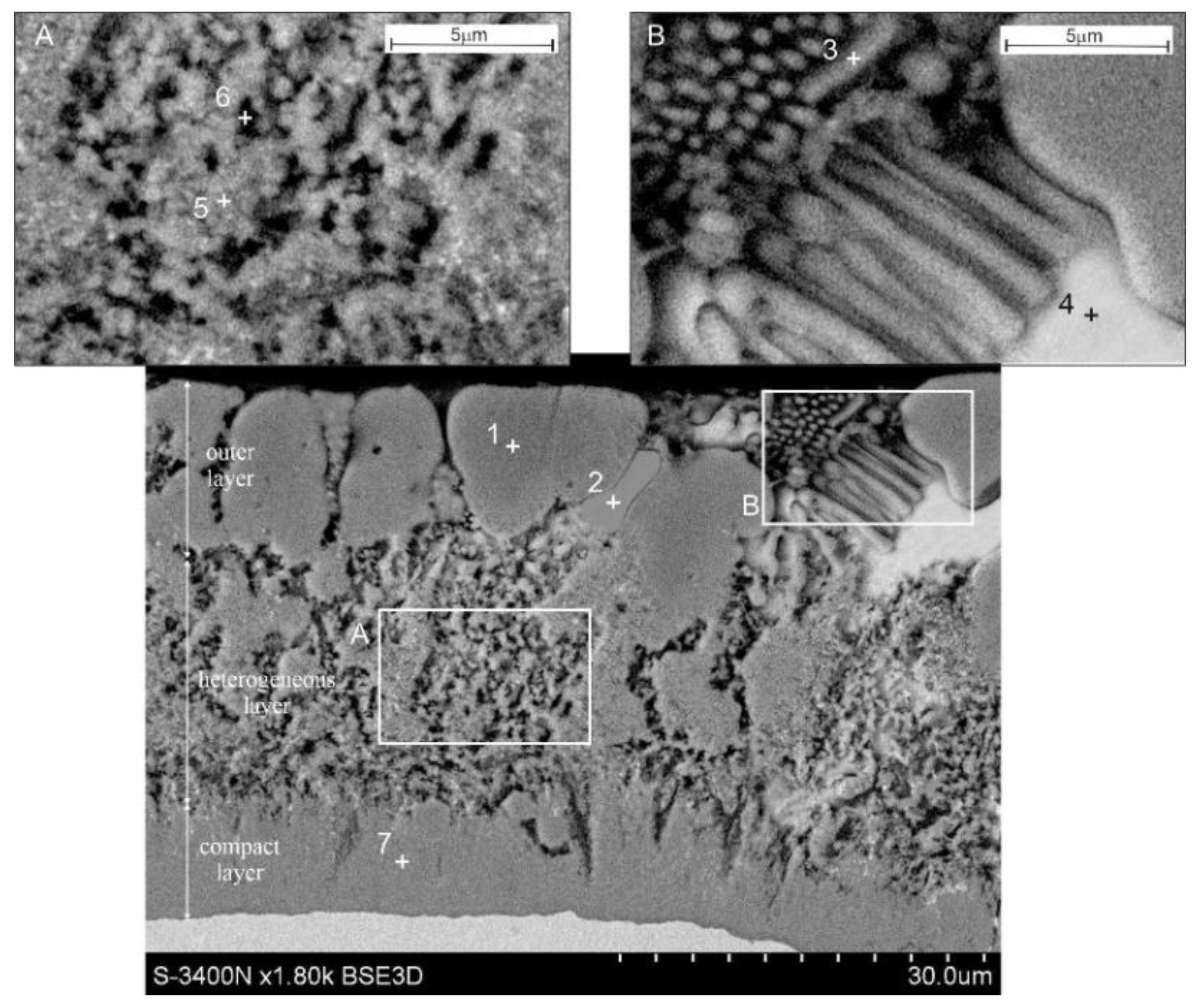
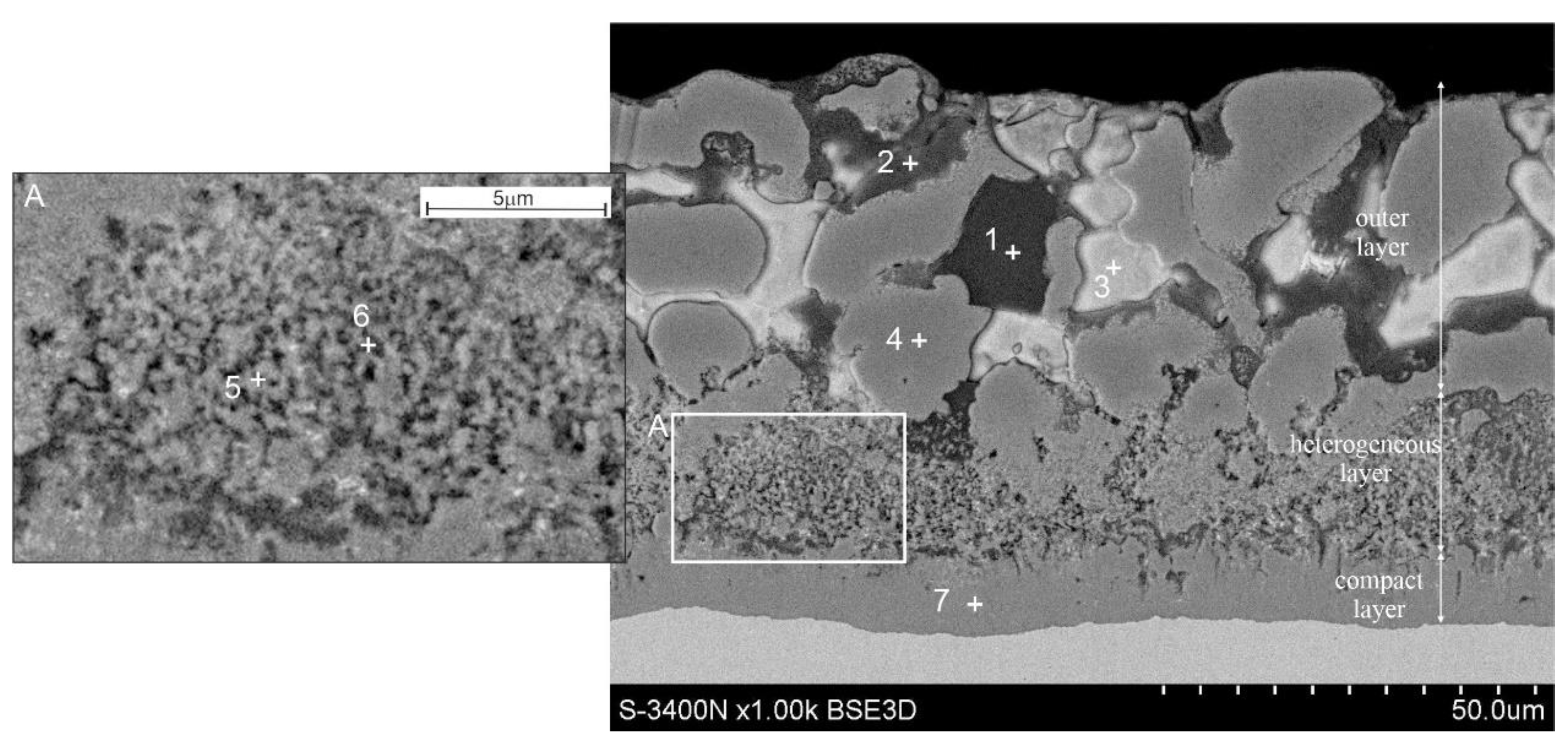
Figure 1 and Figures 3–5. Regardless of the alloying content in the bath, the coatings have a layered structure, in which an outer layer and a diffusion layer can be distinguished. However, these coatings, depending on the content of alloying elements, show significant differences in the cross-section morphology.
The microstructure of the coating obtained in the Zn-23Al3Mg0.2Si bath is shown in
Figure 1. The percentages of the analyzed elements are given in
Table 3. The presence of Al-rich dendrites can be observed in the outer layer (
Figure 1, point 1). The interdendritic spaces are filled with a component rich mainly in Zn (
Figure 1, point 4) and a component rich in Zn and Mg (
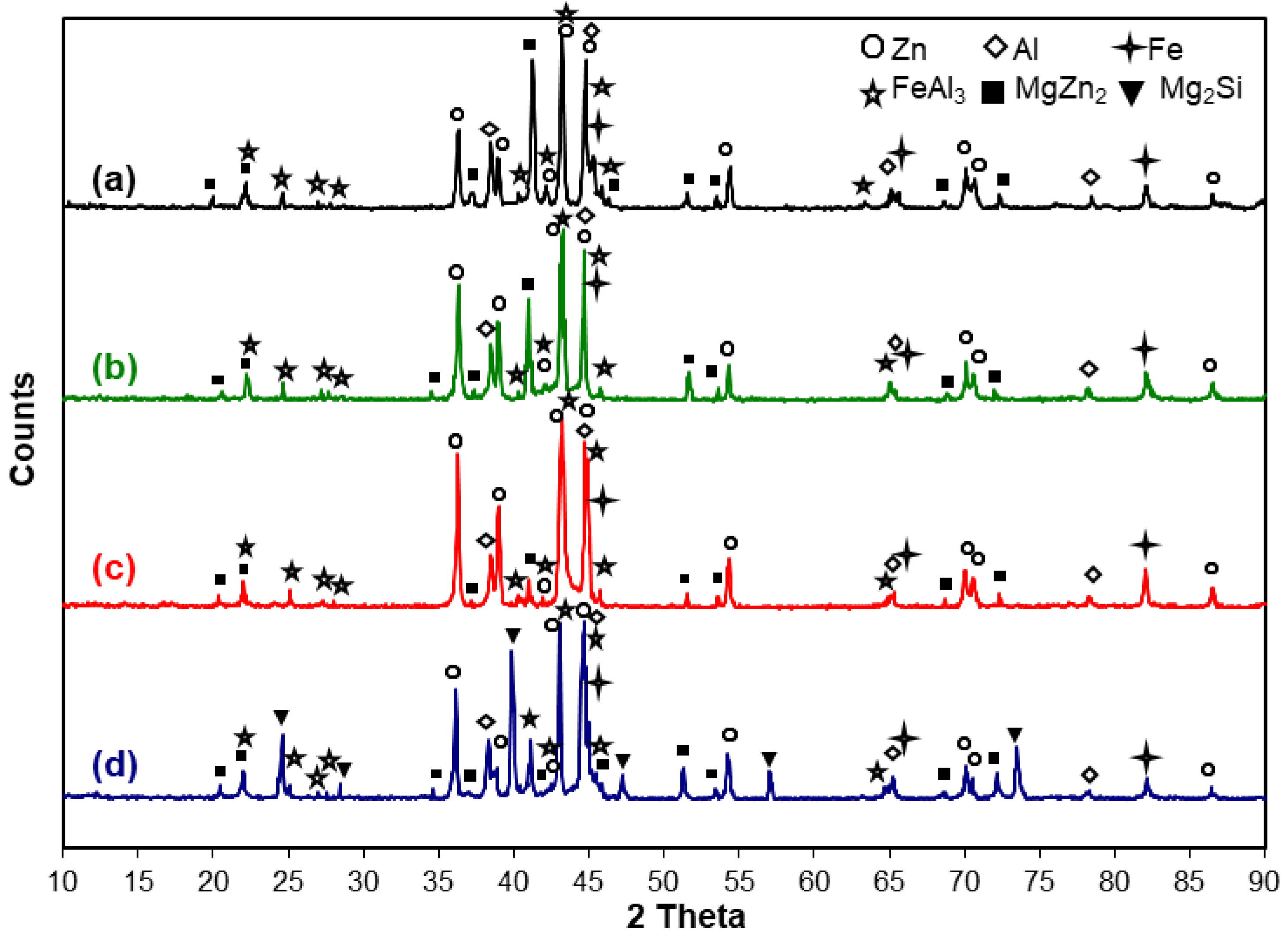
Figure 1, point 2). The XRD phase composition studies (
Figure 2a) confirm the presence of the Al and Zn on the cross-section of the coating. The structural components of the coating in which Al (
Figure 1, point 1) and Zn (
Figure 1, point 4) are found are therefore solid solutions of these metals. XRD tests confirmed the presence of the MgZn
2 intermetallic phase in the coating. It can therefore be argued, that these are interdendritic areas, in which high concentrations of Zn and Mg were found (
Figure 1, point 2). This phase can also occur in the form of Zn/MgZn
2 eutectic where in point 3 also a high content of Zn and Mg is observed. There are two zones in the diffusion layer of the coating. At the substrate, the compact zone contains 66.2 at.% Al and 22.1 at.% Fe as well as 5.2 at.% Zn and 6.6 at.% Si (
Figure 1, point 7,
Table 3). The chemical composition and the Al:Fe atomic fraction close to 3:1 indicate that it is probably the intermetallic phase of the FeAl
3 system, which dissolves both Zn and Si. The presence of the FeAl
3 intermetallic phase in the coating was confirmed by the diffraction pattern in
Figure 2a. In the heterogeneous zone in point 5, a high concentration of Al and Fe is observed in a ratio close to 3:1 (
Table 3). It also suggests the presence of the FeAl
3 phase in this region. In point 6, the Fe concentration decreases, and the Zn content increases (
Figure 1,
Table 3). The small measurement area does not allow for a reliable determination of the chemical composition, but an increase in Zn concentration may indicate that the heterogeneity of the layer structure is filled with a zinc solution.
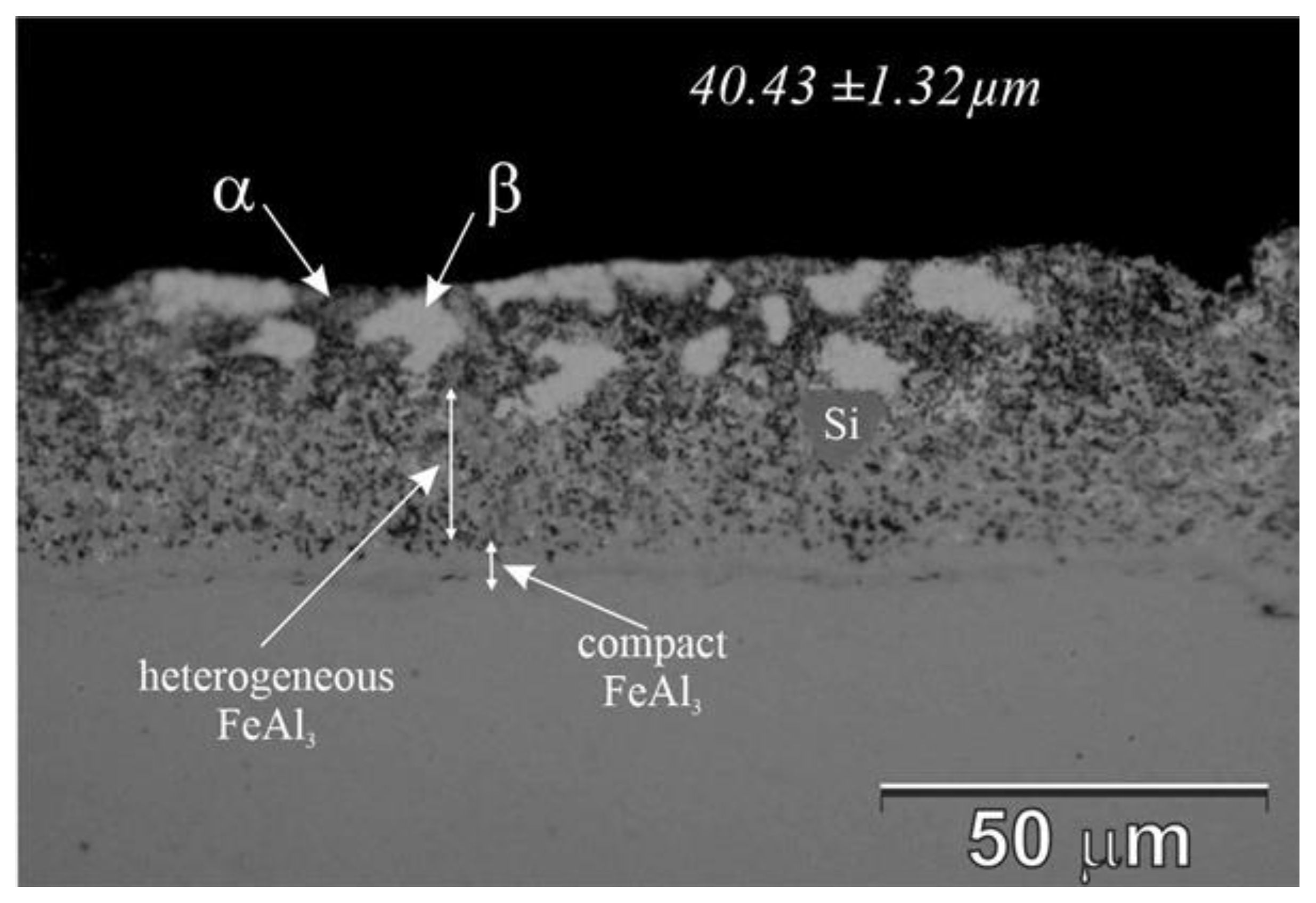
Increasing the Si content to 0.4 wt.% in the ZnAl23Mg3 bath does not change the phase composition of the coating. The presence of the same phases was identified in the diffraction pattern (
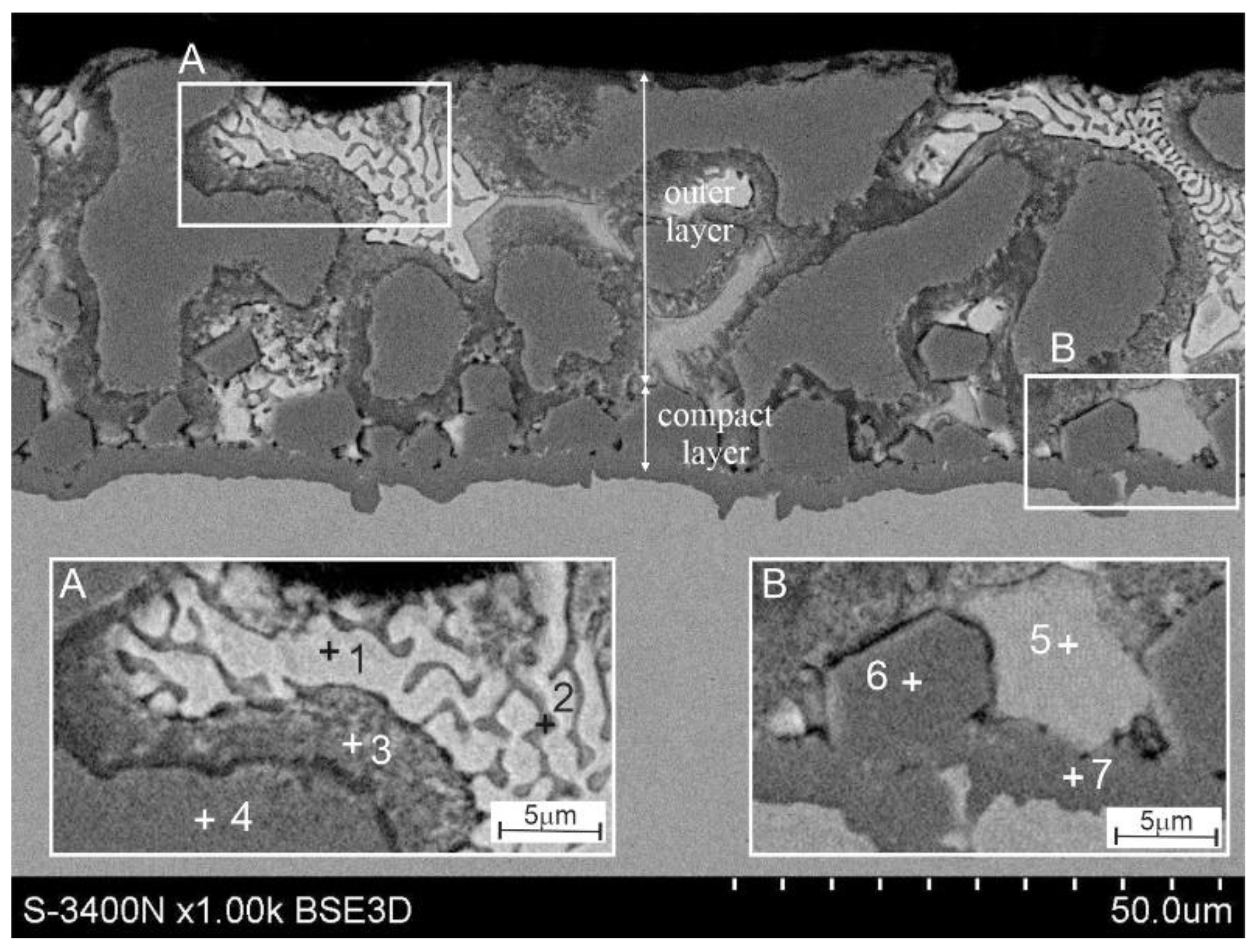
Figure 2b) from the surface of the diagonal cut of the coating. However, the phase morphology on the cross-section of the coating clearly changes (
Figure 3). There is no zone with a heterogeneous structure in the diffusion layer of the coatings. Directly on the substrate, a compact layer is formed with a content of 59.4 at.% Al and 20.6 at.% Fe and 10.6 at.% Zn and 9.4 at.% Si (
Figure 3, point 7,
Table 4). The Al:Fe ratio is close to the 3:1 ratio, which may indicate the presence of the FeAl
3 phase in which both Zn and Si are dissolved. A similar chemical composition was found in the precipitates in point 6 (
Figure 3,
Table 4). These precipitates have a regular shape and are located mainly directly on the dense diffusion layer, but single precipitations are also observed in the outer layer of the coating. The diffusion layer obtained in the ZnAl23Mg3Si0.4 bath has a much smaller thickness which is caused by the influence of a higher Si content in the bath. The presence of the FeAl
3 phase in the coating was clearly confirmed by the diffraction pattern shown in
Figure 2b. The presence of Al-rich dendrites is visible in the outer layer of the coating (
Figure 3, point 4). These dendrites are surrounded by a more heterogeneous layer (
Figure 3, point 3). Both areas forming dendrites containing Al and Zn (
Table 4, points 3 and 4) slightly differ in the proportion of individual metals. The chemical composition and phase composition (
Figure 2b) indicate the presence of a solid solution of Al in Zn and Zn in Al. The interdendritic spaces are filled with areas containing Mg and Zn (
Figure 3, point 5), as well as the Zn/MgZn
2 eutectic mixture (
Figure 3, points 1 and 2). The chemical composition in micro-areas in points 1 and 2 and in point 5, as well as the results of the phase composition tests (
Figure 2b), confirm the presence of the solid Al solution in Zn and the MgZn
2 phase in these areas.
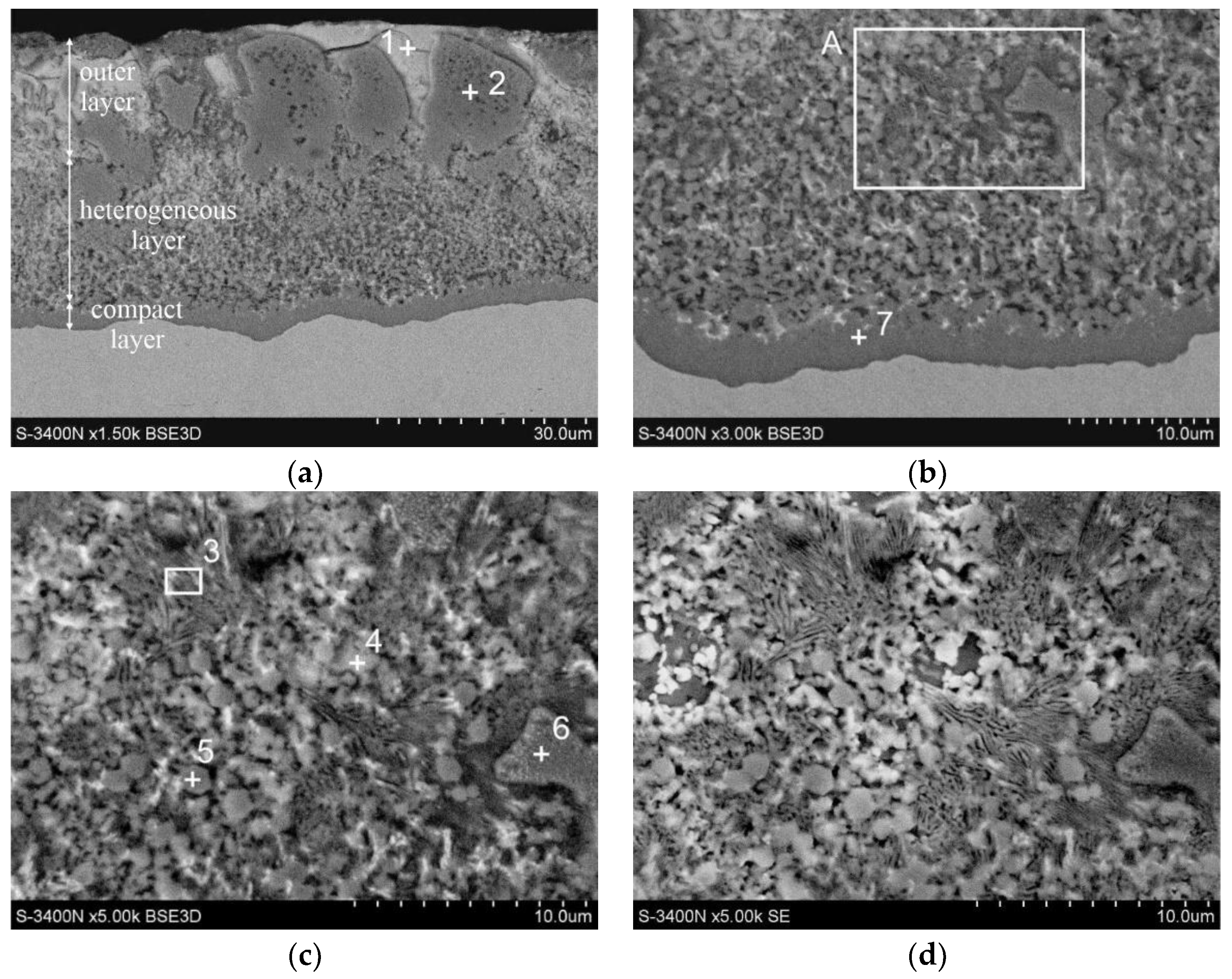
The microstructure of the coating obtained in the ZnAl23 bath containing 6 wt.% Mg and 0.2 wt.% Si is shown in
Figure 4. With higher Mg content in the bath, the outer layer of the coating is formed by Al-rich dendrites (
Figure 4a, point 2). On the other hand, no characteristic areas of the Zn/ZnMg
2 eutectic mixture are observed. The interdendritic spaces are mainly filled with a phase containing 35.1 at.% Mg, 58.4 at.% Zn and 6.5 at.% Al (
Figure 4a, point 1). The results of the XRD phase composition studies (
Figure 2c) indicate that it is the MgZn
2 phase. The diffusion layer shows a zonal structure. In the zone of non-homogeneous structure, there are areas with a content of 56.2 at.% Al, 18.2 at.% Fe and 15.7 at.% Zn (
Figure 4c, point 3,
Table 5). The heterogeneity of the structure of this layer is filled by the Zn-rich (
Figure 4c, point 4) and Al-rich areas (
Figure 4c, point 6). In order to clearly visualize the differences in the structure of this zone,
Figure 4d presents its image obtained with the use of secondary electrons (SE). The results of the XRD phase composition studies (
Figure 2c) indicate that the FeAl
3 intermetallic phase and solid solutions of Al in Zn and Zn in Al occur in the diffusion layer of heterogeneous structure. On the other hand, a compact layer with a composition of 65.5 at.% Al and 21.4 at.% Fe is formed on the substrate, also including Si and Zn (
Figure 4c, point 7). A similar composition can be observed in the precipitates spreading in the zone of the inhomogeneous diffusion layer (
Figure 4c, point 5). When analyzing the chemical composition in micro-areas and the phase composition obtained on the cross-section of the coating, it should be stated that the areas in points 5 and 7 correspond to the FeAl
3 phase in which Si and Zn dissolve.
The microstructure of the coating obtained in the ZnAl23Mg6 bath with increasing the Si content to 0.4 wt.% is shown in
Figure 5. The cross-section morphology itself does not differ significantly. In the diffusion layer, it can be observed the presence of dense layer on the substrate (
Figure 5, point 7), which then turns into a heterogeneous zone (
Figure 5, points 5 and 6). The analysis of the chemical composition in these EDS micro-areas (
Table 6) and the results of the XRD phase composition tests (
Figure 2d) allow us to identify these structural components of the coating as the FeAl
3 phase, which dissolves Zn and Si. In the outer layer of the coating, dendrites with a significant content of Al and Zn are formed (
Figure 5, point 4). Directly in their vicinity, areas with a similar chemical composition containing small amounts of Mg can be observed (
Figure 5, point 2). The interdendritic spaces are mainly filled with the phase in which the content of 29.2 at.% Mg and 62.0 at.% Zn and 8.8 at.% Al (
Figure 5, point 3,
Table 6) was identified. The XRD phase composition studies (
Figure 2d) allow the conclusion that these structural components of the coating form Al and Zn solid solutions and the ZnMg
2 phase. At the content of 6 wt.% Mg and increasing the Si content in the bath to 0.4 wt.% it can be observed the interaction of these elements with each other. This leads to the formation of a new structural component in the coating in the outer layer. The chemical composition determined in point 1 (
Figure 5,
Table 6) and the XRD phase composition studies (
Figure 2d) indicate that it is the Mg
2Si phase. The Mg
2Si phase was not observed in the coatings obtained in the baths with lower Mg and Si content.
The formation of the coatings in the two-component ZnAl23 bath leads to the formation of a periodic layered structure, which causes the formation of porous coatings of excessive thickness. The addition of Mg to the bath reduces this phenomenon, but does not eliminate it completely [
11]. The research shows that the addition of Si to the bath helps to inhibit the formation of a periodic layered structure. The mechanism of Si interaction raises much controversy so far and is known mainly from the production of coatings in aluminum baths. Si occupies a large number of vacancies in the crystallographic network of the Fe
2Al
5 phase [
18]. According to Riabov [
19], it blocks the paths of easy diffusion of aluminum in this phase. According to another hypothesis, in the presence of Si, a triple Fe-Al-Si phase is formed, which seed and grows slower than the Fe
2Al
5 phase [
20]. Selverian et al. [
21] observed in the ZnAl55Si1.7 bath the formation of the Al-Fe-Zn-Si intermetallic compound on the
substrate/coating interface, which transformed into the Fe
2Al
5 phase after a longer time. Similarly, Honda et al. [
22] detected Zn and Si in an intermetallic compound formed on a steel substrate in a ZnAlMgSi bath. Moreover, they confirmed that the obtained intermetallic compound has the same orthorhombic crystal structure as the Fe
2Al
5 phase. According to the authors [
22], in the Al-Zn-Si system, Fe dissolution into the liquid phase is significantly suppressed by the presence of a thin layer of Si-containing Fe
2Al
5 phase at the coating/substrate interface. They claim that it is very likely that the Fe
2Al
5 phase with dissolved Si and Zn is an Al-Fe-Si intermetallic compound.
The tests carried out in the ZnAl23 bath, regardless of the content of Mg and Si, did not confirm the presence of the Fe
2Al
5 phase. However, tests showed the presence of the FeAl
3 phase in the coating. The research on the structure of coatings obtained in baths containing Al, Mg, and Si additives, which has been carried out so far, is not unequivocal. Ranjan et al. [
23] claim that in the ZnAl21 bath containing the Si addition, the Fe
2Al
5 phase containing dissolved Zn and Si is formed at the interface between the
coating/substrate. According to Perrot et al. [
24] in the initial phase of the layer growth, the FeAl
3 phase is formed, which then goes into the Fe
2Al
5 phase. According to Peng et al. [
25], the reaction of Fe with the Zn-Al bath leads to an increase in the intermetallic phases FeAl
3 and Fe
2Al
5 containing dissolved zinc. However, McDevitt [
26] claims that in the baths with low Al content, the FeAl
3 phase is first formed, which then undergoes transformation, leading to the formation of a Fe
2Al
5 phase layer at the boundary with the substrate. Similarly, Horstmann [
27] believes that in the bath with a higher Al content, the FeAl
3 phase layer grows first until it reaches the thickness at which it transforms at the border with the substrate into the Fe
2Al
5 phase. The lack of the Fe
2Al
5 phase in the tested coatings does not allow us to unequivocally exclude its presence or its transformation. However, the presence of two layers of FeAl
3 and Fe
2Al
5 phases in the coating is the reason for stresses, which explains the formation of an unfavorable periodic layered structure. According to Selverian et al. [
21], the increase of the Fe
2Al
5 phase layer causes a significant increase in volume. This leads to stresses at the substrate/coating interface. The increase in stress causes fracture and detachment of this phase layer as it grows. Severian et al. [
21] also show the presence of stresses at the Fe
2Al
5/FeAl
3 interface, which leads to cracking and delamination of the FeAl
3 phase layer and the formation of a periodic layered structure. The tested coatings, regardless of the chemical composition of the bath, did not detach from the substrate or tend to form a periodic layered structure. Thus, it can be assumed that even the hypothetical existence or transformation of the Fe
2Al
5 phase in the coating, the amount of which is beyond the detectability of the research methods used, will not affect the properties of the coating.
The tests carried out have shown that Mg is present mainly in the outer layer of the coating. With the content of 3 wt.% Mg in the bath are randomly distributed areas of the MgZn
2 phase or Zn/MgZn
2 eutectic, which are located in interdendritic spaces. Increasing the content of Mg to 6 wt.% causes the MgZn
2 phase to completely fill the interdendritic spaces. There are no Zn/MgZn
2 eutectic regions in this case. Increasing the Si content to 0.4 wt.% leads additionally to the formation of randomly distributed Mg
2Si phase precipitates in the outer layer. Xie et al. [
28] showed that the formation of the MgZn
2 intermetallic phase in coatings obtained in eutectic ZnAl baths is possible at a content above 3 wt.% Mg. Also, Liu et al. [
29] claim that the MgZn
2 phase is formed at higher Mg contents in the bath. According to Gao et al. [
30], Mg in coatings obtained in baths with 15–55 Al wt.% and 0.5–3.0 Mg wt.% is in the elemental form and is not present in the intermetallic Zn-Mg system in the coating. By contrast, Honda et al. [
22] identified the presence of both the MgZn
2 phase and the Mg
2Si phase in coatings obtained in the ZnAl11Mg3Si0.2 bath.
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}