
Machining of Carbon Steel under Aqueous Environment: Investigations into Some Performance Measures

 ,
,  , , ,
, , ,  and
and 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Material and Machine
2.2. Tool and Coolants
2.3. Surface Roughness Measurement
2.4. Hardness Measurement
2.5. Temperature Measurement
2.6. Design of Experimental Plan
3. Results
3.1. Analysis of Surface Roughness in Aqueous and Wet Machining
3.2. Analysis of Hardness in Aqueous and Wet Machining
3.3. Microstructure Analysis
3.4. Energy Gain in Aqueous Machining
4. Conclusions
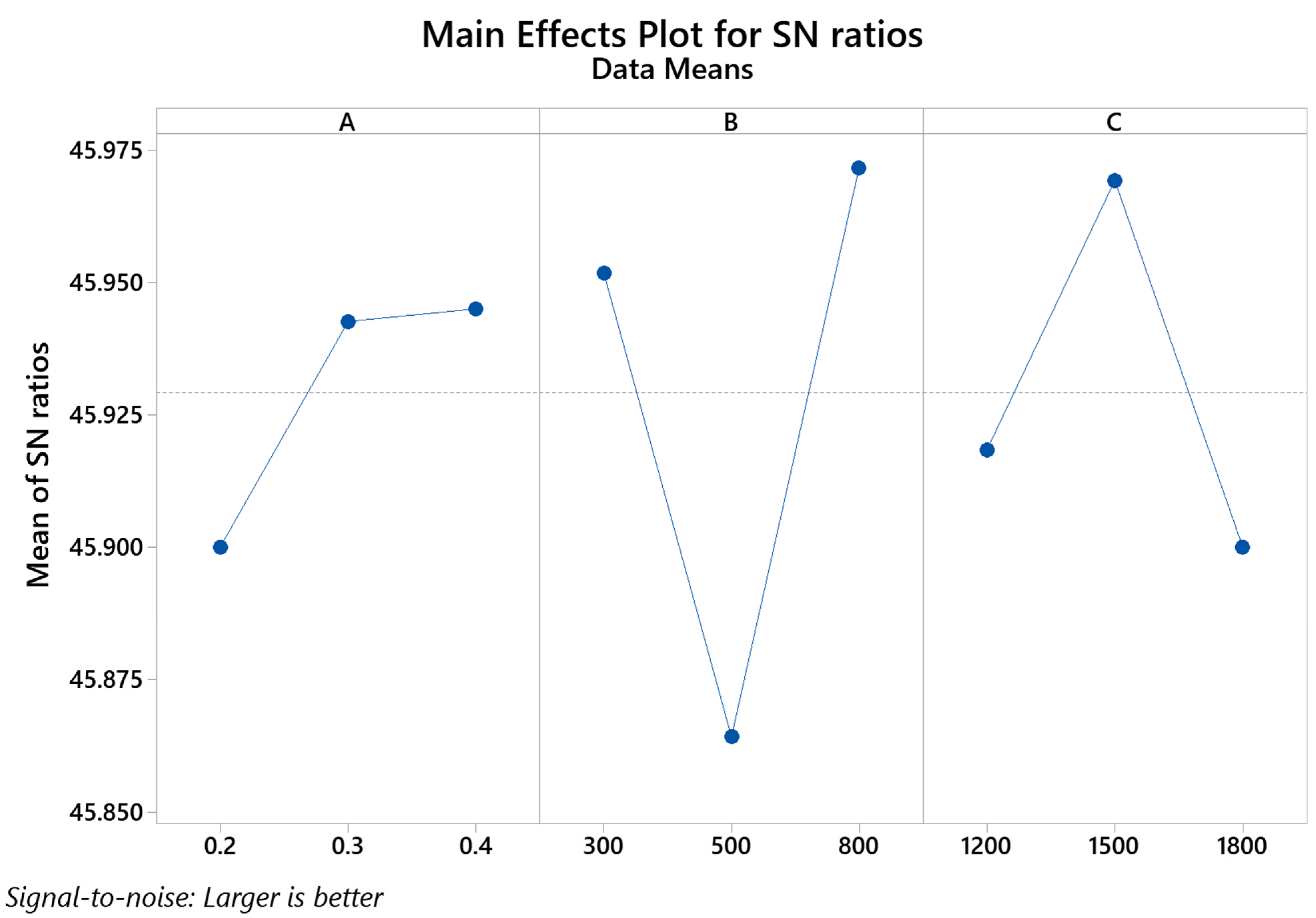
- Aqueous machining results in up to 13% lower surface roughness and offers up to 16% greater hardness than wet machining. Moreover, the hardness of the machined surfaces was much higher than that of the parent unmachined surfaces. The rise ranges from 24% to 31% in wet machining and 44% to 51% in aqueous machining. This is because the pearlite fraction increases, due to the cooling effect, upon machining.
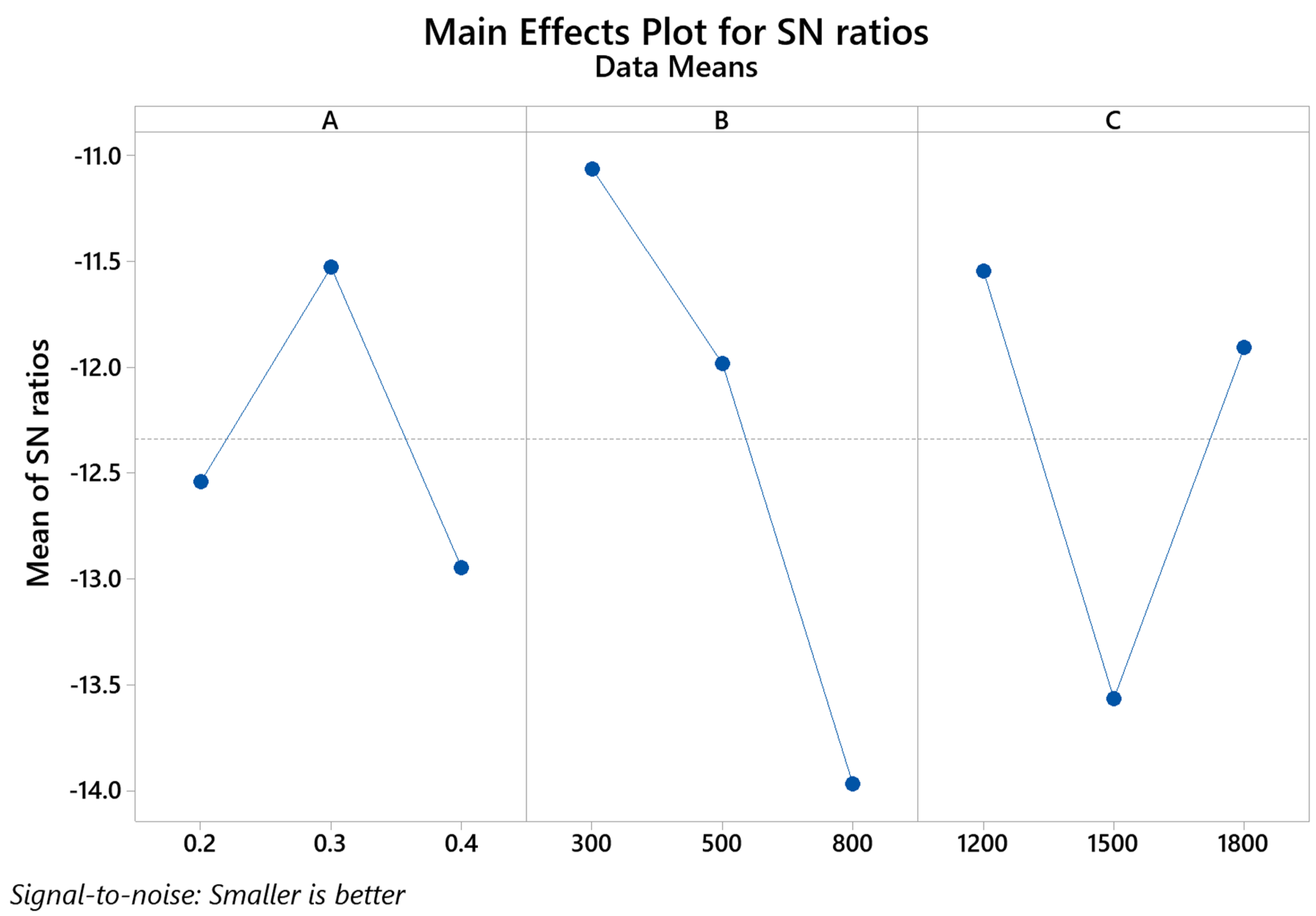
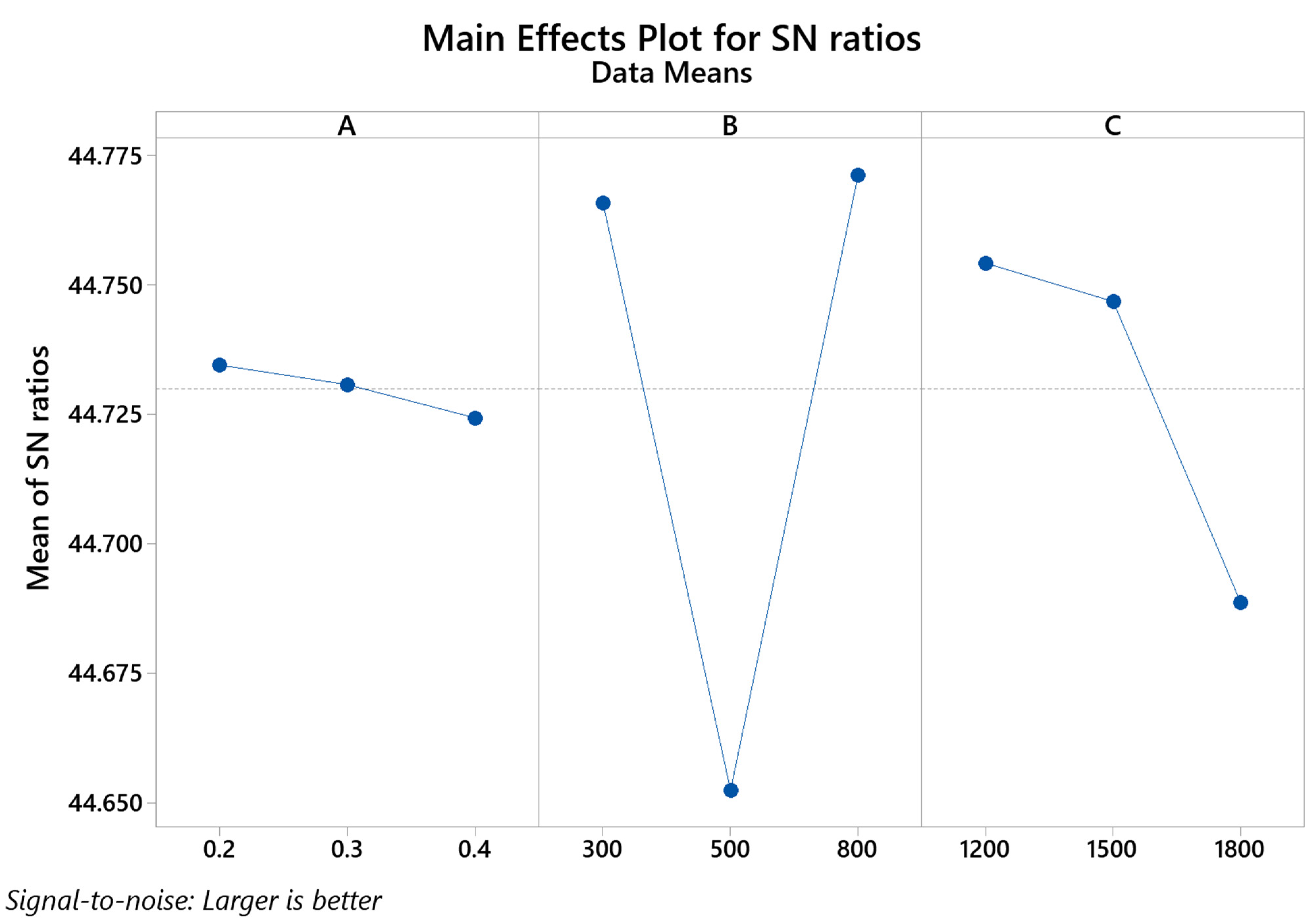
- Spindle speed appears as the most influential parameter with respect to hardness in both methods. However, the feed rate was found to be the most important one in the case of roughness in wet machining and spindle rotation in the case of aqueous machining. The best parameters in the two methods are found to be the same for minimizing the roughness but different for maximizing the hardness.
- Another advantage of aqueous machining is that the heat dissipation from the chips, tools, and workpiece raises the water temperature in the tank, thereby showing an energy gain ranging from 718 J to 8615.96 J. This amount of heat energy generated during the process can be used as waste heat, as temperature gain was noticed during the machining process.
- The waste heat can be utilized for preheating domestic hot water, which can help to reduce the energy bill of domestic users and help towards lowering the use of fossil fuels for the provision of heating. This waste heat can also be utilized for preheating the working fluid of the Organic Rankine Cycle. Moreover, this waste heat can also be used in preheating the inlet saline water for flash desalination, which can help reduce the load on other fuels providing necessary heating. However, further investigations in these directions are set as future work to determine what efficiencies and cost benefits can be achieved by utilizing the heat generated during the process and its correlation with the number of passes.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Aamir, M.; Giasin, K.; Tolouei-Rad, M.; Ud Din, I.; Hanif, M.I.; Kuklu, U.; Pimenov, D.Y.; Ikhlaq, M. Effect of cutting parameters and tool geometry on the performance analysis of one-shot drilling process of AA2024-T3. Metals 2021, 11, 854. [Google Scholar] [CrossRef]
- Habib, N.; Sharif, A.; Hussain, A.; Aamir, M.; Giasin, K.; Pimenov, D.Y.; Ali, U. Analysis of hole quality and chips formation in the dry drilling process of Al7075-T6. Metals 2021, 11, 891. [Google Scholar] [CrossRef]
- Imran, M.; Muhammad, R.; Ahmed, N.; Silberschmidt, V. Design and construction of dynamometer for cutting forces measurement in milling operation. J. Eng. Appl. Sci. 2009, 28, 25–32. [Google Scholar]
- Pimenov, D.Y.; Abbas, A.T.; Gupta, M.K.; Erdakov, I.N.; Soliman, M.S.; El Rayes, M.M. Investigations of surface quality and energy consumption associated with costs and material removal rate during face milling of AISI 1045 steel. Int. J. Adv. Manuf. Technol. 2020, 107, 3511–3525. [Google Scholar] [CrossRef]
- Akhtar, W.; Sun, J.; Sun, P.; Chen, W.; Saleem, Z. Tool wear mechanisms in the machining of Nickel based super-alloys: A review. Front. Mech. Eng. 2014, 9, 106–119. [Google Scholar] [CrossRef]
- Singh, G.; Gupta, M.K.; Mia, M.; Sharma, V.S. Modeling and optimization of tool wear in MQL-assisted milling of Inconel 718 superalloy using evolutionary techniques. Int. J. Adv. Manuf. Technol. 2018, 97, 481–494. [Google Scholar] [CrossRef]
- Muaz, M.; Choudhury, S.K. Experimental investigations and multi-objective optimization of MQL-assisted milling process for finishing of AISI 4340 steel. Measurement 2019, 138, 557–569. [Google Scholar] [CrossRef]
- Iqbal, A.; Suhaimi, H.; Zhao, W.; Jamil, M.; Nauman, M.M.; He, N.; Zaini, J. Sustainable milling of Ti-6Al-4V: Investigating the effects of milling orientation, cutter′ s helix angle, and type of cryogenic coolant. Metals 2020, 10, 258. [Google Scholar] [CrossRef]
- Muhammad, R. A Fuzzy Logic Model for the Analysis of Ultrasonic Vibration Assisted Turning and Conventional Turning of Ti-Based Alloy. Materials 2021, 14, 6572. [Google Scholar] [CrossRef] [PubMed]
- Salur, E.; Kuntoğlu, M.; Aslan, A.; Pimenov, D.Y. The effects of MQL and dry environments on tool wear, cutting temperature, and power consumption during end milling of AISI 1040 steel. Metals 2021, 11, 1674. [Google Scholar] [CrossRef]
- Joshua, O.S.; David, M.O.; Sikiru, I.O. Experimental investigation of cutting parameters on surface roughness prediction during end milling of aluminium 6061 under MQL (Minimum Quantity Lubrication). J. Mech. Eng. Autom. 2015, 5, 1–13. [Google Scholar]
- Al Hazza, M.H.F.; Seder, A.M.; Adesta, E.Y.; Taufik, M.; Bin Idris, A.H. Surface roughness prediction in high speed end milling using adaptive neuro-fuzzy inference system. Adv. Mater. Res. 2015, 1115, 122–125. [Google Scholar] [CrossRef]
- Mejbel, A.; Khalaf, M.M.; Kwad, A.M. Improving the machined surface of AISI H11 tool steel in milling process. J. Mech. Eng. Res. Dev. 2021, 4, 58–68. [Google Scholar]
- Raju, M.; Gedela, S.K. Experimental Investigation of Machining Parameters of CNC Milling for Aluminum Alloys 6063 and A380. Int. J. Eng. Manag. Res. (IJEMR) 2016, 6, 185–197. [Google Scholar]
- Philip, S.; Chandramohan, P.; Rajesh, P. Prediction of surface roughness in end milling operation of duplex stainless steel using response surface methodology. J. Eng. Sci. Technol. 2015, 10, 340–352. [Google Scholar]
- Rawangwong, S.; Chatthong, J.; Boonchouytan, W.; Burapa, R. Influence of cutting parameters in face milling semi-solid AA 7075 Using Carbide tool affected the surface roughness and tool wear. Energy Procedia 2014, 56, 448–457. [Google Scholar] [CrossRef]
- Tian, W.J.; Li, Y.; Yang, Z.C.; Yao, C.F.; Ren, J.X. The Influence of Cutting Parameters on Machined Surface Microhardness during High Speed Milling of Titanium Alloy TC17. Adv. Mater. Res. 2012, 443, 127–132. [Google Scholar] [CrossRef]
- Hanif, M.I.; Aamir, M.; Ahmed, N.; Maqsood, S.; Muhammad, R.; Akhtar, R.; Hussain, I. Optimization of facing process by indigenously developed force dynamometer. Int. J. Adv. Manuf. Technol. 2019, 100, 1893–1905. [Google Scholar] [CrossRef]
- Unal, R.; Bush, L.B. Engineering design for quality using the Taguchi approach. Eng. Manag. J. 1992, 4, 37–47. [Google Scholar] [CrossRef]
- Thermtest Instruments: Introducing the Rule of Mixtures Calculator. Available online: https://thermtest.com/rule-of-mixtures-calculator (accessed on 12 March 2022).










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Chemical Composition wt.% | |||||
|---|---|---|---|---|---|
| C | Si | Mn | S | P | Mo |
| 0.17 | 0.12 | 0.48 | 0.031 | 0.014 | 0.018 |
| Properties of AISI 1020 Steel | |
|---|---|
| Young’s modulus (GPa) | 186 |
| Density (kg/m3) | 7.87 |
| Modulus of rigidity (GPa) | 72 |
| Yield strength (N/mm2) | 384 |
| Poisson’s ratio | 0.29 |
| Thermal conductivity (W/km) | 51.9 |
| Coefficient of thermal expansion (µm/m-°C) | 11.7 |
| Specific heat capacity (J/g-°C) | 0.486 |
| Parameters | Level 1 | Level 2 | Level 3 |
|---|---|---|---|
| Depth of cut (mm): A | 0.2 | 0.3 | 0.4 |
| Feed rate (mm/min): B | 300 | 500 | 800 |
| Spindle speed (rpm): C | 1200 | 1500 | 1800 |
| Run | Depth of Cut: A | Feed Rate: B | Spindle Speed: C |
|---|---|---|---|
| 1 | 1 | 1 | 1 |
| 2 | 1 | 2 | 2 |
| 3 | 1 | 3 | 3 |
| 4 | 2 | 1 | 2 |
| 5 | 2 | 2 | 3 |
| 6 | 2 | 3 | 1 |
| 7 | 3 | 1 | 3 |
| 8 | 3 | 2 | 1 |
| 9 | 3 | 3 | 2 |
| Roughness Values (µm) | |||||||
|---|---|---|---|---|---|---|---|
| Parameters | Wet Machining | Aqueous Machining | |||||
| Run | A | B | C | Mean Values | S/N Values | Mean Values | S/N Values |
| 1 | 0.2 | 300 | 1200 | 3.402 | −10.63 | 3.328 | −10.44 |
| 2 | 0.2 | 500 | 1500 | 4.887 | −13.78 | 5.371 | −14.6 |
| 3 | 0.2 | 800 | 1800 | 4.575 | −13.21 | 4.305 | −12.68 |
| 4 | 0.3 | 300 | 1500 | 3.527 | −10.95 | 3.469 | −10.8 |
| 5 | 0.3 | 500 | 1800 | 3.508 | −10.9 | 3.445 | −10.74 |
| 6 | 0.3 | 800 | 1200 | 4.332 | −12.73 | 3.356 | −10.52 |
| 7 | 0.4 | 300 | 1800 | 3.804 | −11.61 | 3.682 | −11.32 |
| 8 | 0.4 | 500 | 1200 | 3.659 | −11.27 | 3.556 | −11.02 |
| 9 | 0.4 | 800 | 1500 | 6.285 | −15.97 | 5.272 | −14.44 |
| Surface Roughness: Wet Machining | |||
| Depth of cut: A | Feed rate: B | Spindle speed: C | |
| Level | 2 | 1 | 1 |
| Values | 0.30 (mm) | 300 (mm/min) | 1200 (rpm) |
| Surface Roughness: Aqueous Machining | |||
| Depth of cut: A | Feed rate: B | Spindle speed: C | |
| Level | 2 | 1 | 1 |
| Values | 0.30 (mm) | 300 (mm/min) | 1200 (rpm) |
| Hardness Values (HV) | |||||||
|---|---|---|---|---|---|---|---|
| Parameters | Wet Machining | Aqueous Machining | |||||
| Run | A | B | C | Mean Values | S/N Values | Mean Values | S/N Values |
| 1 | 0.2 | 300 | 1200 | 170.96 | 44.6579 | 201.26 | 46.0751 |
| 2 | 0.2 | 500 | 1500 | 173.30 | 44.7760 | 196.86 | 45.8831 |
| 3 | 0.2 | 800 | 1800 | 173.18 | 44.7700 | 193.68 | 45.7417 |
| 4 | 0.3 | 300 | 1500 | 174.16 | 44.8190 | 195.74 | 45.8336 |
| 5 | 0.3 | 500 | 1800 | 167.40 | 44.4751 | 199.80 | 46.0119 |
| 6 | 0.3 | 800 | 1200 | 175.76 | 44.8984 | 199.12 | 45.9823 |
| 7 | 0.4 | 300 | 1800 | 174.20 | 44.8210 | 198.30 | 45.9465 |
| 8 | 0.4 | 500 | 1200 | 171.92 | 44.7065 | 192.70 | 45.6976 |
| 9 | 0.4 | 800 | 1500 | 170.72 | 44.6457 | 203.96 | 46.1909 |
| Hardness: Wet Machining | |||
| Depth of cut: A | Feed rate: B | Spindle speed: C | |
| Level | 1 | 3 | 1 |
| Values | 0.20 mm | 800 mm/min | 1200 rpm |
| Hardness: Aqueous Machining | |||
| Depth of cut: A | Feed rate: B | Spindle speed: C | |
| Level | 3 | 3 | 2 |
| Values | 0.40 mm | 800 mm/min | 1500 rpm |
| S/N | A | B | C | Min Temp (°C) | Max Tem (°C) | Diff (°C) | Heat Gain (J) |
|---|---|---|---|---|---|---|---|
| 1 | 0.20 | 300 | 1200 | 31.94 | 32.94 | 1.00 | 5743.97 |
| 2 | 0.20 | 500 | 1500 | 32.81 | 33.19 | 0.38 | 2153.99 |
| 3 | 0.20 | 800 | 1800 | 31.25 | 32.50 | 1.25 | 7179.97 |
| 4 | 0.30 | 300 | 1500 | 31.50 | 32.44 | 0.94 | 5386.57 |
| 5 | 0.30 | 500 | 1800 | 31.69 | 33.19 | 1.50 | 8615.96 |
| 6 | 0.30 | 800 | 1200 | 31.06 | 31.19 | 0.13 | 718.00 |
| 7 | 0.40 | 300 | 1800 | 30.94 | 31.31 | 0.37 | 2153.99 |
| 8 | 0.40 | 500 | 1200 | 30.94 | 31.13 | 0.19 | 1075.40 |
| 9 | 0.40 | 800 | 1500 | 31.81 | 33.06 | 1.25 | 7179.97 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ali, M.; Ratlamwala, T.A.H.; Hussain, G.; Shehbaz, T.; Muhammad, R.; Aamir, M.; Giasin, K.; Pimenov, D.Y. Machining of Carbon Steel under Aqueous Environment: Investigations into Some Performance Measures. Coatings 2022, 12, 1203. https://doi.org/10.3390/coatings12081203
Ali M, Ratlamwala TAH, Hussain G, Shehbaz T, Muhammad R, Aamir M, Giasin K, Pimenov DY. Machining of Carbon Steel under Aqueous Environment: Investigations into Some Performance Measures. Coatings. 2022; 12(8):1203. https://doi.org/10.3390/coatings12081203
Chicago/Turabian StyleAli, Mushtaq, Tahir Abdul Hussain Ratlamwala, Ghulam Hussain, Tauheed Shehbaz, Riaz Muhammad, Muhammad Aamir, Khaled Giasin, and Danil Yurievich Pimenov. 2022. "Machining of Carbon Steel under Aqueous Environment: Investigations into Some Performance Measures" Coatings 12, no. 8: 1203. https://doi.org/10.3390/coatings12081203