3.1. Study on Mechanical Properties and Wear Mark Depth of the Workpiece
To accurately study the mechanical properties of the material throughout the friction process, the normal force
Fn between the grinding ball and the workpiece was extracted, as shown in
Figure 2. It can be seen that
Fn fluctuates up and down around a constant value throughout the friction process. The fluctuations are mainly related to the presence of the TiC phase. When the grinding ball frictions directly above the TiC phase, the defect at the lower end of the grinding ball nucleates and develops towards the inside of the workpiece. However, when the development of the defect encounters the TiC phase, the defect is not able to pass through the TiC phase and a relatively stable L-C dislocation is formed between the TiC phases, resulting in a continuous energy build-up in the action region, which makes the
Fn increase. With the continued action of the grinding ball on the workpiece, maximum values of
Fn occur, as shown in
Figure 2a. However, when the grinding ball friction through the TiC phase, the
Fn decreases sharply, with a minimum value appearing at point “
b”. The main reason for the fact is that the original stable dislocation at the lower end of the grinding ball is destroyed at this time and the resistance to the grinding ball is reduced, resulting in a decrease of
Fn. This indicates that the presence of the TiC phase leads to a significant increase in the normal force
Fn, which helps to improve the deformation resistance of the material.
Figure 3a presents the dynamic response curve of the friction force
Ff with the friction distance. It can be seen that as the friction distance increases, the fitted curve of
Ff first increases rapidly and then gradually stabilizes. This can be attributed to the rapid increase in the workpiece atoms in contact with the grinding ball at the initial friction, leading to a rapid increase in the
Ff. With the increase in friction distance, the workpiece atoms in contact with the grinding ball continue to increase, and the rate of increase in
Ff gradually decreases, as shown by the black line in
Figure 3a. When the applied constant load is not sufficient to drive the grinding ball in the
z-direction, the final
Ff fitted value will level off.
In addition, it was also found that
Ff was found to be smaller when the grinding ball was directly above the TiC phase (Friction distances of 8, 16, 24, and 32 nm), whereas
Ff was larger when the grinding ball was between two TiC phases (Friction distances of 12, 20, and 28 nm), as shown by the blue line in
Figure 3a. This is mainly because the presence of TiC makes it difficult to remove material when the grinding ball is located above the TiC phase, while the grinding ball is located in the middle of two TiC phases, more atoms are removed and the hindrance to the grinding ball is strong; the whole friction process is constantly repeating the relative position change of the grinding ball and the TiC phase, which eventually makes
Ff appear to fluctuate approximately periodically.
As shown in
Figure 2 and
Figure 3a, the normal force (
Fn) and the friction force
Ff during the friction process can be extracted. Thus, the variation curve of the friction coefficient with the friction distance is calculated using
μ =
Ff /
Fn, as shown in
Figure 3b. It can be seen that the friction coefficient fluctuates up and down around a constant value, but the friction coefficient is lower near the TiC phase, indicating that the presence of the TiC phase changes the friction coefficient of the Ni matrix.
Figure 4 presents a graph of the variation of the abrasion depth with the friction distance. To have a clearer observation of the variation of the abrasion depth during the friction process, the abrasion depth data has been fitted, as shown by the black line in
Figure 4. One can see that as the friction distance increases, the overall abrasion depth growth rate gradually becomes slower and eventually stabilizes. This is mainly due to the friction of the grinding ball on the workpiece under a constant load.
To accurately analyze the effect of the presence of the TiC phase on friction during the friction process, four regions containing the TiC phase were selected, as shown in
Figure 4a–c,s. As shown in
Figure 4a, one can see that the depth of the abrasion marks in stages I and III continues to increase, while the depth of the abrasion marks in stage II is shallower than that in stages I and III. This is for reasons of the different lattice constants of the matrix nickel and TiC, when the matrix atoms are subjected to the downward action of the grinding ball, they tend to slip downwards at the interface between the two phases, resulting in an increase in the depth of the abrasion marks. In stage II, however, the grinding ball is located above the TiC phase, at which point the TiC phase as a whole assumes the force of the grinding ball on the workpiece, ultimately leading to a difference in the depth of the abrasion marks. This indicates that the presence of the TiC phase improves the resistance of the workpiece to abrasion. Similarly, there is also the phenomenon of the “
a” region that exists when the grinding ball grinds to other locations of the TiC phase, as shown in
Figure 4b,c, which is the reason for the near-periodic fluctuation of
Ff. However, the distance between the grinding ball and the TiC phase at the beginning of the friction is far away, and the TiC is not significant relative to the role of the workpiece, and a similar law did not emerge, as shown in
Figure 4s.
The wear rate reflects the wear resistance of the material. By using ovito to intercept the workpiece with a thickness of 1 nm every 1 nm in the
x-direction, the intercepted wear mark after friction is output, so as to calculate the real wear mark area after rebound. Using Achard equation [
50], the wear rate δ can be calculated according to the normal load F at the contact point, the sliding distance L and the wear volume V, as shown in Formula (3):
The dynamic curve of the wear rate with friction distance was calculated by Equation (3), while the wear rate data were fitted to observe the effect of the presence of the TiC phase on the wear resistance of the nickel matrix, as shown by the black line in
Figure 5. One can see that as the friction distance increases, the fitted curve gradually stabilizes and smaller values of the wear rate occur in the area above and adjacent to the TiC where the grinding ball is located, as shown in
Figure 5 at 8, 16, 24, and 32 nm. This indicates that the presence of the TiC phase improves the wear resistance of the workpiece, resulting in a lower wear rate of the material. Additionally, it was found that the frequency of wear rate fluctuations increased with growing friction distance. This is because the distance between the grinding ball and TiC phase keeps getting closer and the relatively high hardness of TiC, the energy between the grinding ball and TiC phase keeps accumulating and releasing, dislocations keep generating and destroying, resulting in the discontinuity of material removal, which makes the frequency of wear rate fluctuation keep increasing.
3.2. Effects of Atomic Displacement
To observe the microscopic deformation behaviors of the workpiece during the friction process, typical atomic displacement vector maps of the workpiece when the grinding ball is located before and above the TiC phase were obtained to color according to the size of the atomic displacement, as shown in
Figure 6. One can see that when the grinding ball just contacts the workpiece, the atoms at the lower end of the grinding ball produce a 45° displacement trend along the most likely to slip surface of FCC structure atoms, as shown in
Figure 6(a1). However, the motion is hindered when the atoms encounter the TiC phase in motion, as shown in
Figure 6(a2,a3). With the relatively large hardness of the TiC phase, the obstacles-cutting case is difficult to happen for the hard obstacles, so the atoms cannot break through the TiC phase to continue in their original direction of motion, resulting in a deflection of the direction of motion of the atoms, as shown in
Figure 6(a4). With the friction distance increases, and the grinding ball continuing to move downwards, the effect on the workpiece atoms increases, whereas the atoms are still unable to break through the TiC phase, creating a tendency to move along the outer edge of the TiC phase towards the inside of the workpiece, as shown in
Figure 6(b2,b3). Meanwhile, the nickel atoms rub against the atoms on the right side of the TiC phase during the motion, causing the TiC phase atoms to develop a rotational tendency. When more nickel atoms act on the TiC phase, the TiC phase atoms develop a counterclockwise rotational motion, and the immediately following nickel atoms also produce a counterclockwise rotational motion, as shown in
Figure 6b. Nevertheless, when the grinding ball is pressed positively against the TiC phase, the TiC phase atoms occur in a clockwise rotational motion, as shown in
Figure 6(c2). This is mainly due to the change in the position of the nickel atoms acting on the TiC phase; the atoms at the lower end of the grinding ball act on the upper surface of the TiC phase, and the mutual friction between the nickel and TiC phase atoms causes a clockwise rotational motion of the TiC phase atoms. It is noteworthy that the nickel atoms continue to move in the 45° direction after bypassing the TiC phase, as shown in
Figure 6(c1). Similarly, when the grinding ball is located before the next TiC phase, the atoms produce a motion similar to that in
Figure 6b, as shown in
Figure 6(c3,c4). The above indicates that the TiC phase guides the movement of the atoms inside the workpiece, and the movement of the atoms in the TiC phase absorbs part of the force of the grinding ball on the workpiece, increasing the plastic deformation capacity of the workpiece.
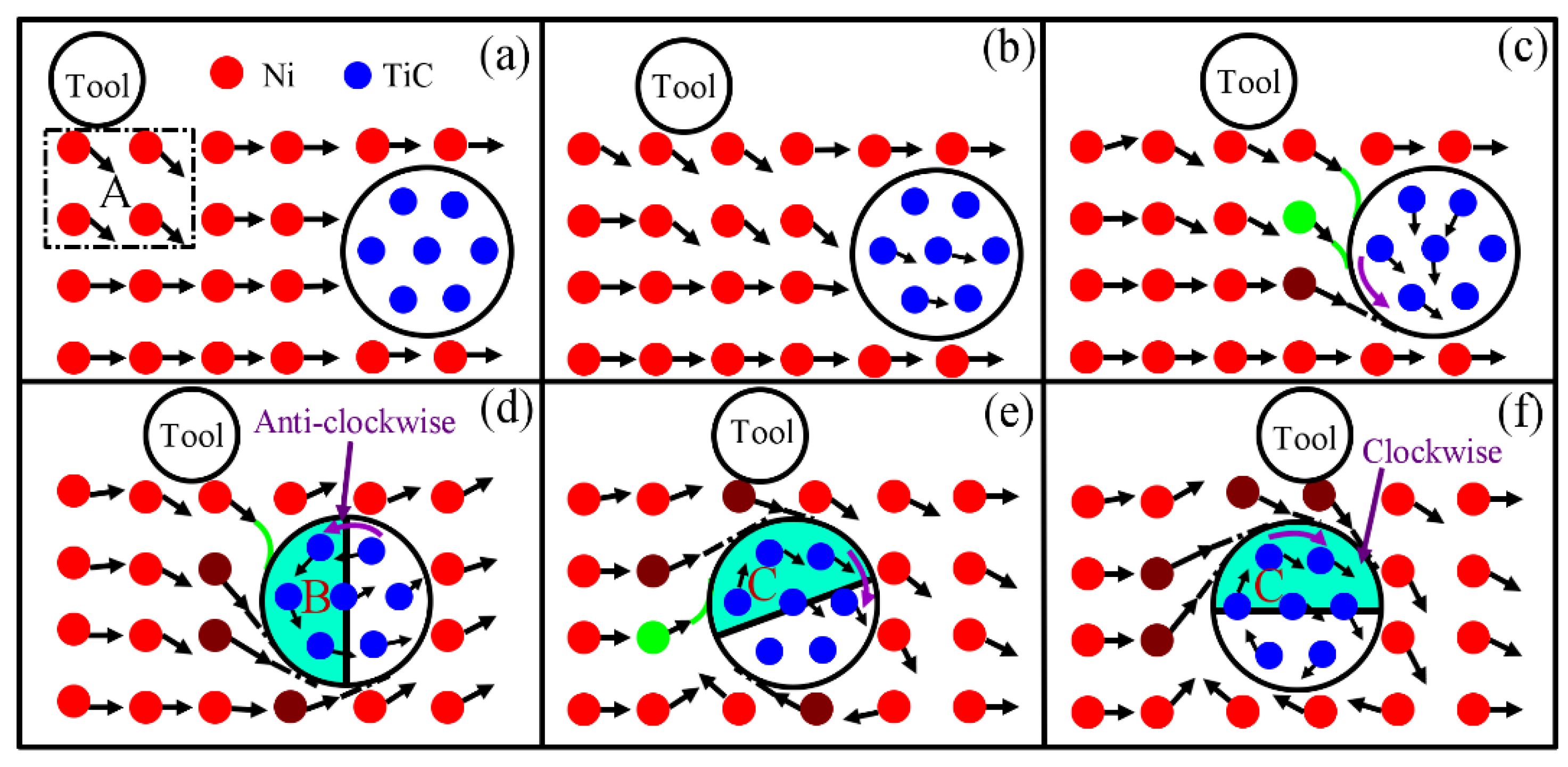
To illustrate the effect of the presence of the TiC phase on the movement of the matrix nickel atoms during the friction process, a schematic diagram of a continuous process in which a grinding ball is ground through the TiC phase is drawn, as shown in
Figure 7. When the grinding ball is just in contact with the workpiece the atoms at the lower end of the ball are subjected to an external force, which causes a 45° prone on displacement along its plane of slip, as shown in area A
Figure 7a. With the continuous action of the grinding ball, the displaced matrix atoms transfer the displacement tendency to some of the atoms in the TiC phase, as shown in
Figure 7b. As the grinding ball moves closer and closer to the TiC phase, the number of nickel atoms acting on the TiC phase continues to increase, which causes the number of atoms displacement in the TiC phase continues to increase, as shown in
Figure 7c. However, due to the relatively stable structure of the TiC phase, the nickel atoms cannot break through the TiC phase to maintain the original motion trend, creating a tendency to move around the TiC phase, as shown by the green line in
Figure 7. As the growing number of matrix nickel atoms act on the B region of the TiC phase, they drive the TiC phase atoms to produce a counterclockwise rotational motion, and the nickel atoms immediately following the TiC also produce a counterclockwise rotational motion, as shown in
Figure 7d. However, when the grinding ball was ground above the TiC phase, the TiC phase atoms and the surrounding nickel atoms produced a clockwise rotational motion. This is mainly due to a change in the area where the nickel atoms act on the TiC phase. When the grinding ball is located above the TiC phase, the nickel atoms at the lower end of the grinding ball act on the C region of the TiC phase, as seen in
Figure 7e. Under the continuous friction of the grinding ball, the movement of the matrix nickel atoms below the grinding ball to the right produces continuous friction on the upper surface of the TiC phase, providing energy for the movement of the TiC phase atoms, resulting in the movement of the TiC phase atoms along a clockwise rotation, as shown in
Figure 7f. This indicates that the internal atomic motion guided by the TiC phase is related to the position of the grinding ball concerning the reinforced phase.
The surface of the wear scar morphology was analyzed to reveal the microscopic behaviors of the TiC/Ni composite during the friction process.
Figure 8 shows a top view of the TiC/Ni composite during nano-friction, with the atoms colored according to their height in the
z-direction. One can see that when the grinding ball acts on the region without TiC phase, layer dislocations form and propagate in the <110> slip direction, and a large number of chip atoms symmetric distribution on both sides of the wear scar path, with a circular chip profile at the front of the grinding ball, as shown in
Figure 8a. However, when the grinding ball acts above the TiC phase, there is a displacement difference between the workpiece surface at the front end of the grinding chip, the front end protrudes at a right angle, as shown in
Figure 8b. This indicates that when the grinding ball is located above the TiC phase, violent plastic deformation occurs inside the workpiece, causing a displacement difference on the surface of the workpiece. Similarly, the same law occurs when the grinding ball friction to the next TiC phase, as shown in
Figure 8c,d. In addition, it was also found that when the grinding ball was located above the TiC phase, the stacked atoms on both sides appeared asymmetrically distributed, as shown in
Figure 8(d1,d2).
3.3. Variation of Internal Defects with Friction Processes
It has been indicated that lattice mismatch in metal matrix composites of more than 5% results in a semi-coherent interface between the matrix and the inclusions [
51]. Where the lattice mismatch is calculated as follows:
where
and
are lattice constants of matrix and inclusion, respectively. According to the modelling data, the lattice mismatch in TiC/Ni matrix is about 18%.
To analyze the influence of the semi-coherent interface on the friction process of TiC/Ni composites, the generation, development, and extension of dislocations during the friction process were investigated and the Dislocation Extraction Algorithm (DXA) in OVITO [
52] was used to identify dislocations. Previous studies have shown that the presence of local stress concentrations between the two phases will promote dislocation nucleation [
53]. When the grinding ball contacts the workpiece, a large number of Shockley dislocations, with a small amount of Stair-Rod dislocations are generated, as shown in
Figure 9a. Since Stair-Rod dislocations are fixed dislocations, they ensure the stability of the dislocation structure during motion and influence the deformation behavior by impeding the dislocation movement [
23]. Under the continuous extrusion of the grinding ball, the two dislocations combined to form a new Stair-Rod dislocation, and the original Stair-Rod dislocation was not destroyed, as shown in
Figure 9b. The corresponding dislocation interactions are expressed as:
With the continued action of the grinding ball, new dislocations nucleated, developed, and extended, whereas the TiC phase blocked the further extension of dislocations, as shown in
Figure 9c. This indicates that the TiC phase is an obstacle to the motion of dislocations. Cross-slip and obstacle cutting is the most common mechanisms through which dislocations can cross the obstacle [
54]. Nevertheless, the presence of a high-stress field around the inclusions cannot provide the energy required for slip [
2], resulting in the accumulation of a large number of dislocations between the grinding balls and the TiC phase, as shown in
Figure 9(d1). Meanwhile, the adjacent TiC phase also hinders the extension of dislocations, as shown in
Figure 9(d2). Subsequently, under the further action of the grinding ball, some reaction between the new dislocation and the fixed dislocation occurs, leading to the creation of a locked dislocation, as shown in
Figure 9(e2). Consequently, the interaction of dislocations leads to the improved performance of TiC/Ni composites.
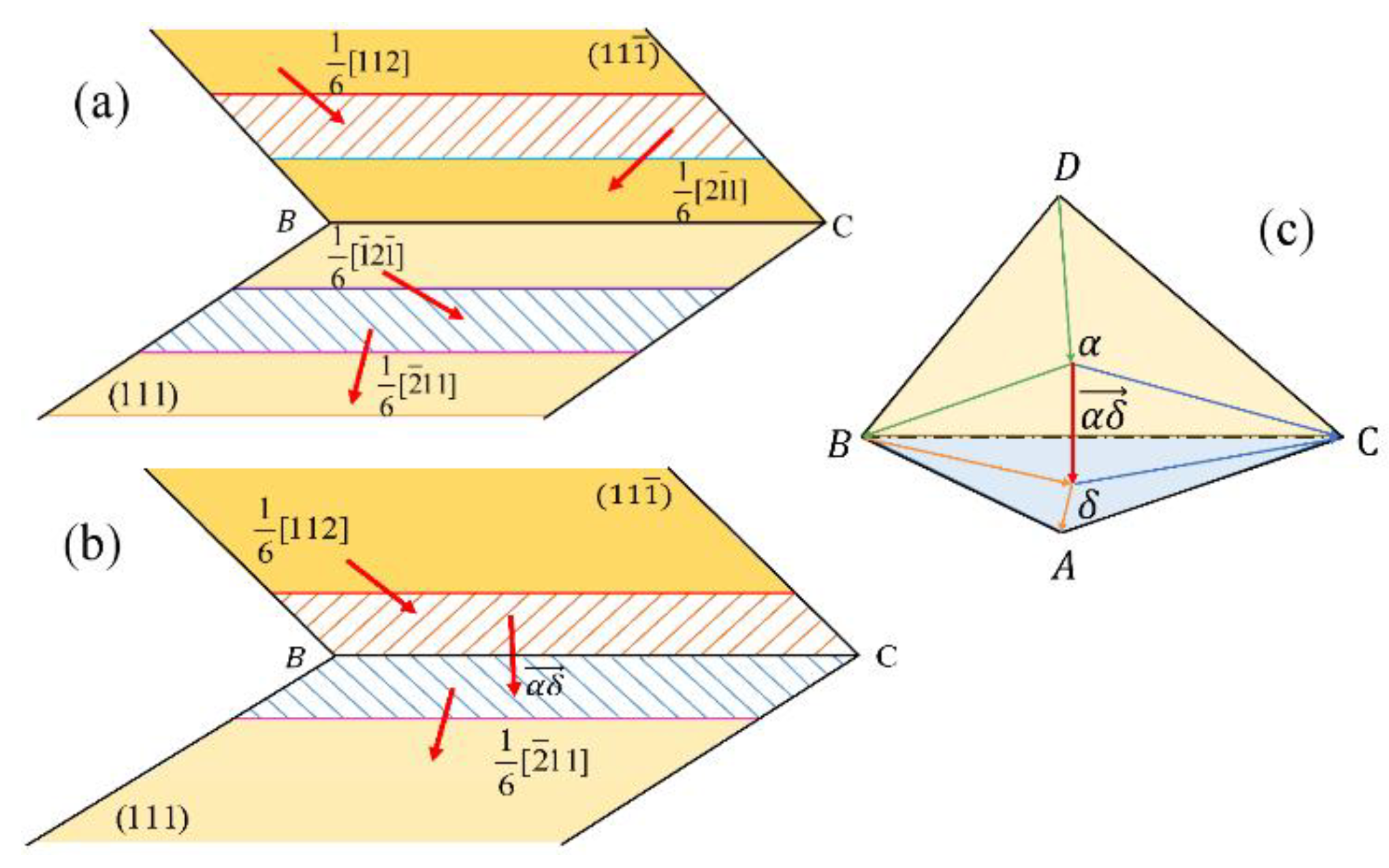
The accumulation of dislocations increases the energy and stress concentration at the contact surface, and the dislocations show different patterns of motion during further plastic deformation. Among them, the Perfect dislocation is decomposed into two Shockley extension dislocations, where the leading dislocations of the two extension dislocations meet on the intersecting slip surfaces.
Figure 10 is a schematic diagram of the interaction between the first and second dislocation segments. In the (111) and
surface Thompson tetrahedra are represented by ABC and DBC, respectively, as shown in
Figure 10c. The two reaction processes of the first dislocation segment in the ABC and DBC planes can be expressed as:
As shown in
Figure 10a, the dislocation reaction of the second dislocation segment:
Extended dislocations
and
create a new dislocation
at the intersection of two planes. the reaction is
As shown in
Figure 10b, the dislocation reaction of the second dislocation segment:
The Berger vector of the new dislocation 1/6 [110] is on the (001) surface and the slip surface is (001), and since this dislocation cannot slip again on the slip surface, the dislocation is effectively locked and acts as an obstacle to any nearby moving dislocations that share the same slip system [
55].
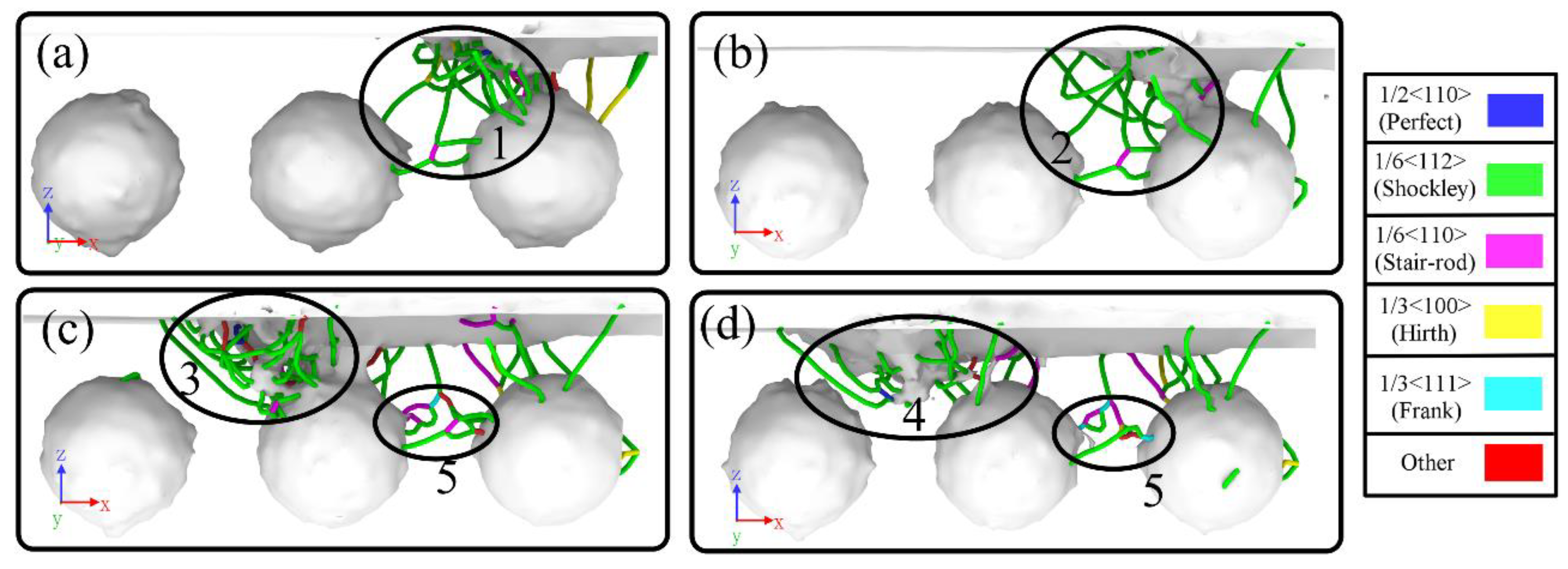
Figure 11 presents the schematic diagram of dislocations at different distances between the grinding ball and the TiC phase. When the friction distance is 8 nm, a large number of dislocations are generated between the grinding ball and the TiC phase, with the dislocations extending as far as the TiC phase, as shown in
Figure 11(a1). When the dislocation extension is blocked, strengthening of this region occurs, similar situations were observed at stacking layer dislocations [
56], grain boundaries [
57], Ni-Cu interface [
43], and Al-Si interface [
58], etc. However, when the grinding ball leaves the TiC phase, the dislocations between the grinding ball and the TiC phase are reduced. This can be attributed to the action force between the grinding ball and the TiC phase being reduced, and the TiC phase also no longer blocks the extension and development of the defect, making fewer dislocations between them, as shown in
Figure 11(b2). When the friction distance is 16 nm, the grinding ball and the TiC phase produce a large number of dislocations again, and more than the number of dislocations when the friction distance is 8 nm, as shown in
Figure 11(c3). This is because the linear motion of the grinding ball under a fixed load, which fails to be compacted when the grinding ball moves 8 nm. With the distance between the grinding ball and the TiC phase decreasing, the action energy between the grinding ball and the TiC phase continues to become stronger, so that the dislocation changes complex, dislocation density increases, forming a dislocation network, resulting in the region being strengthened—denoted Orowan strengthening [
59]. Likewise, the number of dislocations between the grinding balls and the TiC phase decreases when the friction of the grinding ball through the TiC phase, as shown in
Figure 11(d4). In addition, during the friction process, the dislocations between the two TiC phases continuously move and interact, resulting in complex dislocation reactions and the formation of stepped rod dislocations, as shown in
Figure 11(c5,d5).
To accurately analyze the variation of the total dislocation length during the friction process, the total dislocation lengths of Shockley, Perfect, Stair-Rod, Frank, Others, and Hirth were counted throughout the process, as shown in
Figure 12. Moments 1, 2, 3, and 4 in
Figure 12 correspond to moments a, b, c, and d, in
Figure 11. One can see that throughout the friction process, the total length of dislocations peaks when the grinding ball is pressed positively against the TiC phase, as shown in
Figure 12a,c. When the grinding ball leaves the TiC phase, the total length of dislocation appears as a valley, as shown in
Figure 12b,d. Furthermore, the dislocation length can reflect the degree of internal plastic deformation to some extent. Combined with the results of
Figure 11, it is further demonstrated that the closer the grinding ball is to the TiC phase, the easier it is to form a dislocation network, which eventually leads to an increase in hardness.
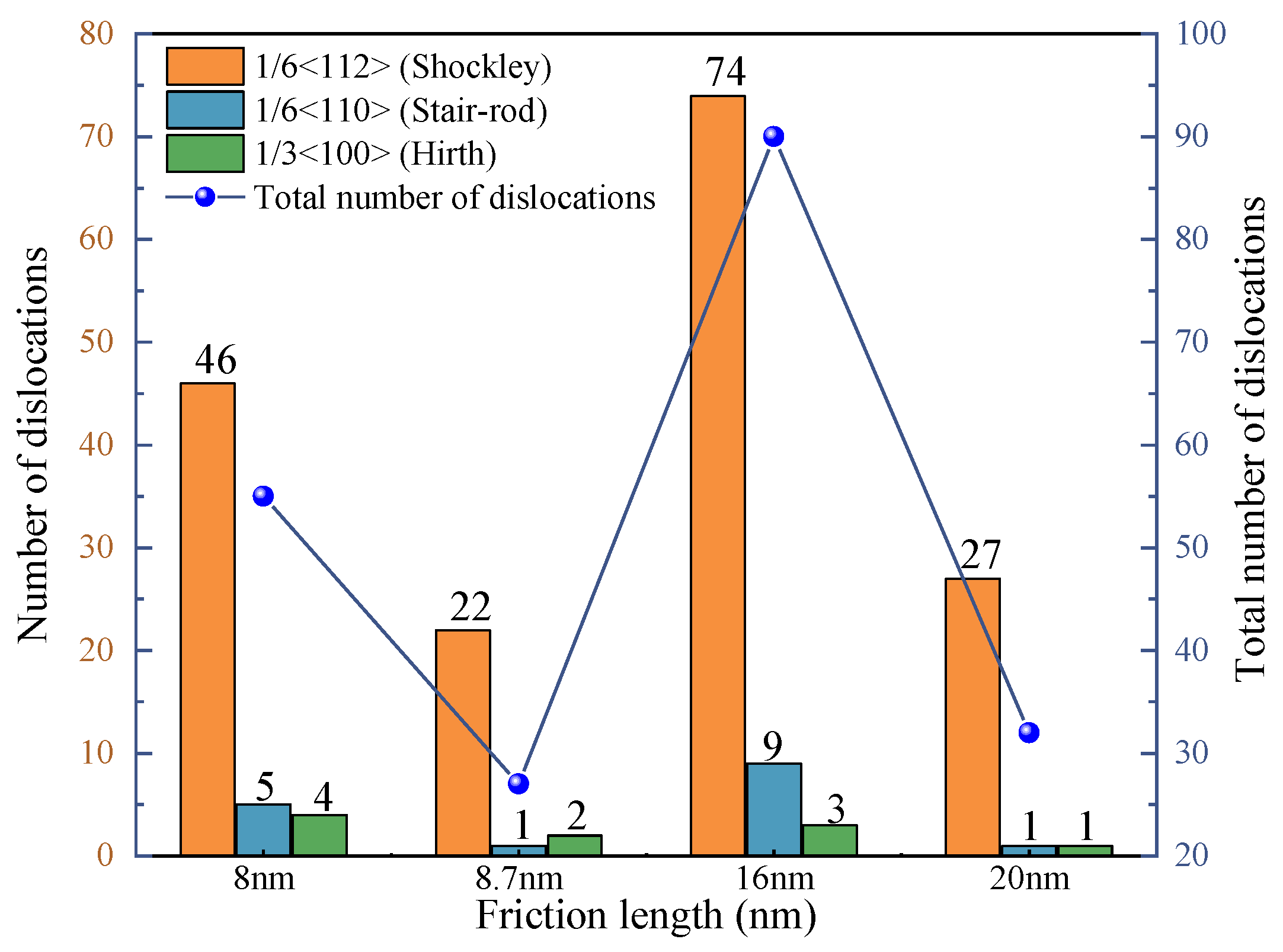
Meanwhile, to analyze the variation law of the number of dislocation bars during the friction process, the number of dislocation bars in a, b, c, and d in
Figure 11 was counted, as shown in
Figure 13. One can see that the number of Shockley dislocations is significantly higher when the TiC phase is positively pressed by the grinding ball, than when the TiC phase is not subjected to a positive pressure of the grinding ball. This phenomenon is also present in other dislocations, but the variation is not significant. Meanwhile, the closer the grinding ball is to the TiC phase, the more dislocation bars there are and the dislocation density increases. Moreover, the total number of dislocations when the grinding ball is positively pressurized on the TiC phase is also more than that when the grinding ball is not positively pressed. The above results, combined with
Figure 11, further demonstrate that dislocation entanglement is easily formed between the grinding balls and TiC, resulting in enhanced deformation resistance of the workpiece.
To accurately analyze the variation in the number of defects in the workpiece during the friction process, the proportions of HCP, Other, and FCC in the atomic number of the workpiece were counted separately, using Common Neighbor Analysis (CNA) in OVITO, as shown in
Figure 14. One can see that the percentage of amorphous atoms continues to rise throughout the friction process with some fluctuations, as shown in
Figure 14a. This is due to the plastic deformation of the intact workpiece under the extrusion of the grinding balls and the accompanying creation and destruction of defects, resulting in a continuous increase in the proportion of amorphous atoms with fluctuations. In addition, a large number of HCP structural atoms are generated between them when the grinding ball is positively pressed against the TiC phase, as shown in
Figure 14a, where the grinding ball friction distances are 8, 16, 24, and 32 nm. This indicates the presence of high compressive stresses between the grinding balls and the TiC phase, with a large number of dislocation nucleation to reduce stress concentration. Meanwhile, with the continuous action of the grinding ball on the workpiece, the atoms of single-crystal nickel with FCC structure leave the original lattice sites under the extrusion of the grinding ball and gradually change to BCP, BCC, and amorphous atoms, etc., leading to a decrease in the atomic percentage of FCC structure, as shown in
Figure 14b.
3.4. Study on Stress and Temperature during Friction
To observe the TiC/Ni workpiece stress distribution, the von-Mises stress distribution is used, with the following equation [
60]:
where:
where
σij is the virial stress component of each atom.
Figure 15 presents the distribution of the von-Mises stresses in the TiC/Ni composites during the nano-friction process. One can see that when the grinding ball first friction to the TiC phase, the region of high von-Mises stress is located between the grinding ball and the TiC phase, in and around the TiC phase, as shown in
Figure 15a. With the gradual downward movement of the grinding ball, the stress between the grinding ball and the TiC phase gradually increases, and the atoms gradually change from light green to red, as shown in
Figure 15b,d. However, when the grinding ball is located in the TiC-free phase, high von-Mises stress regions only appear near the grinding ball, mainly in light green, as shown in
Figure 15c. It is indicated that for TiC/Ni composites, the presence of reinforcements is accompanied by the generation of stress fields in the interfacial region. The more concentrated the stress in part of the region, the easier it is to form a region of high dislocation density, which is consistent with our previous observations in
Figure 11. Consequently, the interaction of dislocations strengthens this region, leading to improved properties of the TiC/Ni composites.
Meanwhile, the change in stress during friction was analyzed and the number of partially stressed atoms was counted, as shown in
Figure 16. One can see that when the grinding ball is not located above the TiC phase, valleys appear in the number of high-stress atoms, as shown in points a, b, c and d in
Figure 16. When the grinding ball is located above the TiC phase, a peak in the number of highly stressed atoms appears, and the peak gradually increases as the grinding ball gets closer to the TiC phase. However, the number of highly stressed atoms remains almost constant without a large downward shift of the grinding ball, as shown by the black line in
Figure 16. In addition, atoms with relatively high stresses are generated when the grinding ball first touches the intact workpiece surface, as shown in area e in
Figure 16. The above results combined with
Figure 15 further demonstrate the existence of a high-stress region between the grinding ball and TiC.
Figure 17 presents the temperature distribution of the workpiece when the grinding ball is in different positions. As shown in
Figure 17a, when the grinding ball first grinds into the TiC phase, the friction depth is 9.715 Å. The high-temperature atoms are mainly grinding chips. However, the atomic temperature of the TiC phase is slightly higher than the atomic temperature of the matrix at the same height. This can be attributed to the fact that some of the energy of the atoms during their movement acts directly on the TiC phase. Meanwhile, the TiC blocks the development and extension of defects, resulting in higher temperatures for the TiC atoms. With the increasing friction distance and friction depth, the high-temperature atoms in the upper hemisphere of the TiC phase increase significantly, as shown in
Figure 17b. This is because of the getting closer distance between the grinding ball and the TiC phase, the increased action of the grinding ball on the workpiece atoms, the intense movement of the atoms, and the shorter movement distance and weaker energy loss, resulting in more high-temperature atoms in the upper hemisphere of the TiC phase. However, the temperature of the matrix atoms is still lower than the temperature of the TiC atoms at the same height. When the friction distance is 24 nm, the friction depth is 13.198 Å. At this point, the overall atoms of the TiC phase are predominantly high temperature, as shown in
Figure 17c. This is due to the closer distance between the grinding ball and the TiC phase, the more intense atomic motion of the squeeze and the constant interaction between the atoms of the TiC phase, resulting in the overall atoms of the TiC phase all changing to high-temperature atoms. Again, the temperature of the matrix atoms remains lower than the temperature of the TiC atoms at the same height. However, when the abrasion depth variation is no longer significant, the atomic temperature of the TiC phase is still dominated by high-temperature atoms, as shown in
Figure 17d. It is worth noting that the temperature of the atoms below the TiC phase does not change significantly during the entire friction process.
To analyze the variation of atomic temperatures more clearly, the number of atoms at different friction distances and temperatures was counted, as shown in
Figure 18. One can see that the number of atoms above 1000 °C increase faster as the friction distance increases. However, when the friction distance exceeds 24 nm, the number of atoms above 1000 °C remains essentially constant, as shown in orange in
Figure 18. This is caused by the relative distance between the grinding ball and the TiC phase, the closer the distance, the more high-temperature atoms. Whereas after a friction distance of 24 nm, the relative distance between the grinding ball and the TiC phase remains essentially constant, so the number of high-temperature atoms remains essentially constant. Additionally, the number of atoms stabilizes after a continuous decrease at 800–1000 °C. This is because, after the friction distance of 24 nm, there is no longer a large movement of the grinding ball downward. Meanwhile, there is a heat exchange between the substrate and the outside world, which eventually the friction temperature has a tendency to stabilize. The above results, combined with
Figure 17, further indicate that the temperature of the TiC phase atoms during the friction process is above 1000 °C.
Figure 19 presents the graph of the temperature of the two phases with the friction distance during the friction process. One can see that in the whole process, the average temperature of TiC atoms first rises rapidly and then tends to be stable gradually, and there is a large fluctuation. In addition, the average temperature of TiC atoms is higher than the temperature of the whole workpiece. This can be attributed to the TiC phase impeding the movement of atoms and blocking the development and extension of defects, causing the TiC to generate a large amount of heat, which makes for a higher average TiC phase than the overall workpiece temperature. The temperature fluctuations are mainly caused by the uneven nucleation and development of dislocations and the discontinuity of defects acting on the TiC phase.
The overall temperature of the workpiece rises slowly and then tends to stabilize. This is because the large amount of heat generated by the extrusion, shearing and friction of the workpiece by the grinding ball at the beginning of the friction. Meanwhile, the movement of the atoms at the beginning of the friction is not in contact with the TiC phase, and the TiC phase does not absorb a certain amount of heat. In addition, the friction initially produces fewer atoms of abrasive chips, which cannot carry away a large amount of heat, eventually leading to a slow rise in the overall temperature of the workpiece first. When the friction distance exceeds 24 nm, the overall temperature of the workpiece tends to stabilize as the grinding ball no longer has a large downward movement.
To analyze the variation of the average temperature of the TiC balls with the friction distance, the average temperature of each TiC ball during the friction process was extracted, as shown in
Figure 20. Where the order of the grinding balls friction over the TiC balls is TiC4 balls to TiC1 balls, one can see that the average temperature of the TiC4 ball keeps increasing with the increase of the friction distance; however, the temperature starts to drop as the grinding ball has ground through the TiC4 ball. This is mainly because TiC as a strengthening phase absorbs part of the force of the grinding ball on the workpiece, and after the grinding ball leaves the TiC ball, the TiC ball is no longer squeezed by the grinding ball, and the weakening of the surrounding atomic movement, as well as the elastic recovery of the atoms, leads to a weakening of the squeezing of the TiC phase, resulting in a continuous decrease in the average temperature of the TiC ball. Similarly, the same phenomenon occurs for the average temperature of the TiC balls when the friction distance of the grinding balls is 16, 24, and 32 nm, as showed by the indigo, green, and red lines in
Figure 20. It is noticeable that the closer the grinding ball is to the TiC phase, the higher the TiC phase is, as shown by the dash line ab in
Figure 20.


 ,
, 




















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}