
Fabrication of Yb:YAG Transparent Ceramic by Vacuum Sintering Using Monodispersed Spherical Y2O3 and Al2O3 Powders

 ,
, {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Experimental Procedures
2.1. Materials
2.2. Preparation of Spherical Y2O3 and Al2O3 Powders
2.3. Preparation of Yb:YAG Transparent Ceramics
2.4. Characterization
3. Results and Discussion
4. Conclusions
- (1)
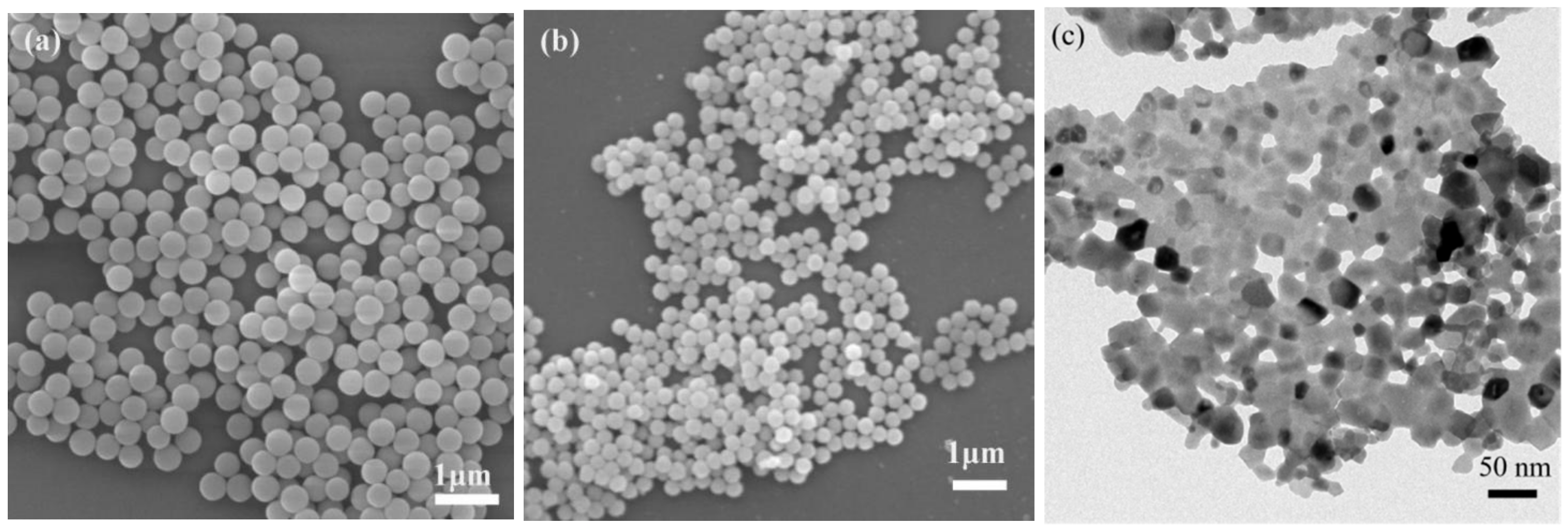
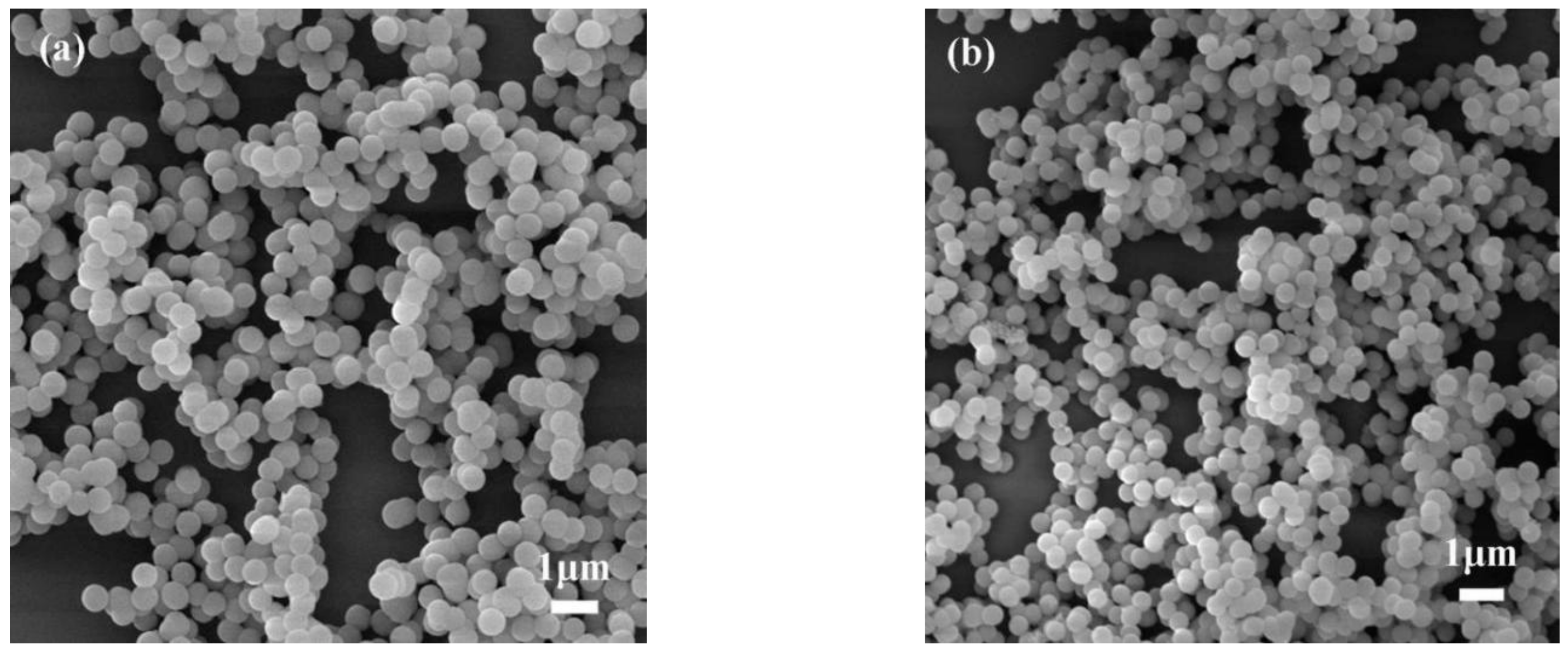
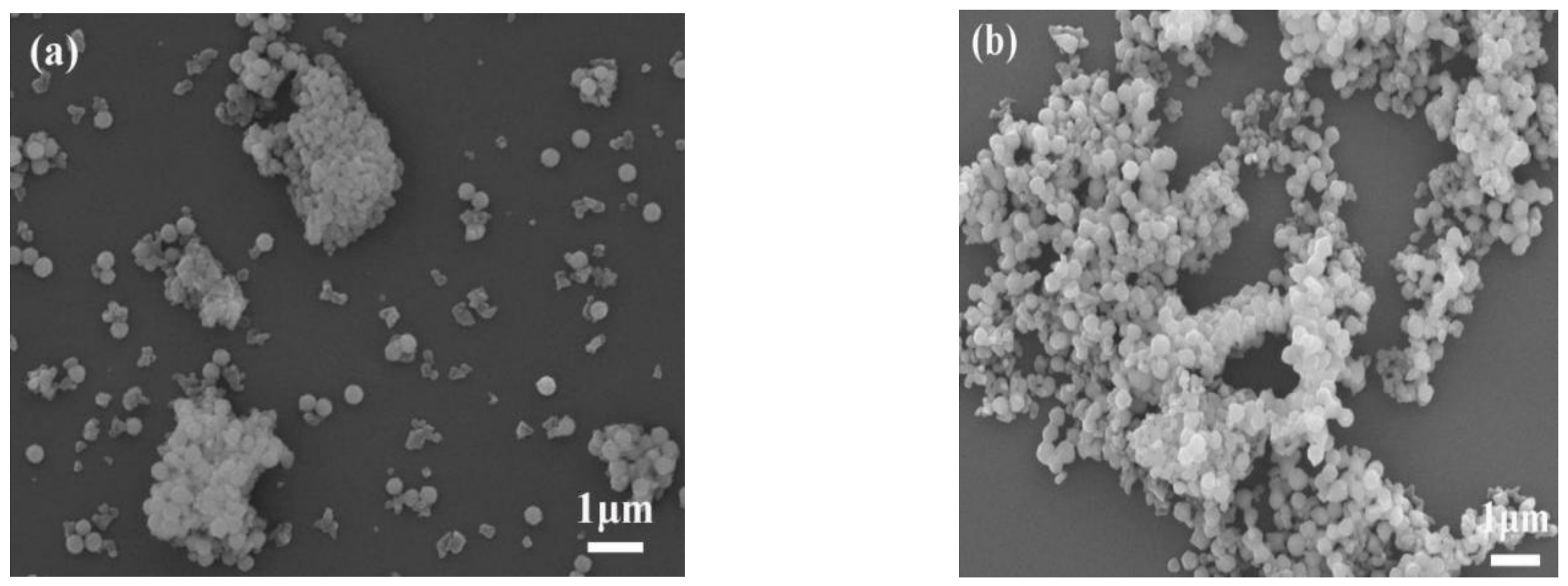
- The homogeneous co-precipitation method was adopted for the preparation of spherical Y2O3 and Al2O3 powders, and the average particle size was about 200 nm and 400 nm, respectively. The prepared spherical powders improved the mixing uniformity and greatly reduced the defect in the solid-state method of preparing YAG ceramics.
- (2)
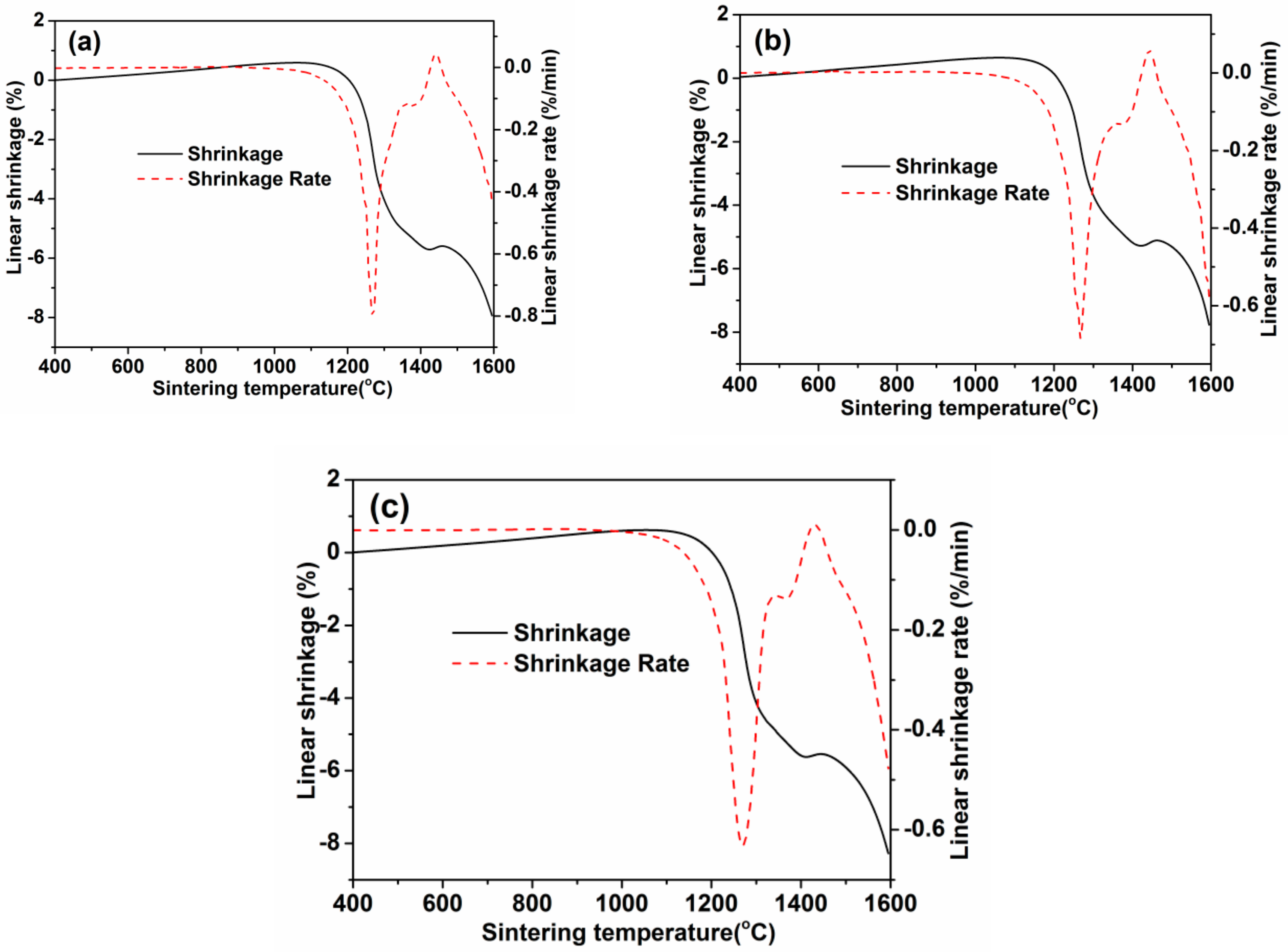
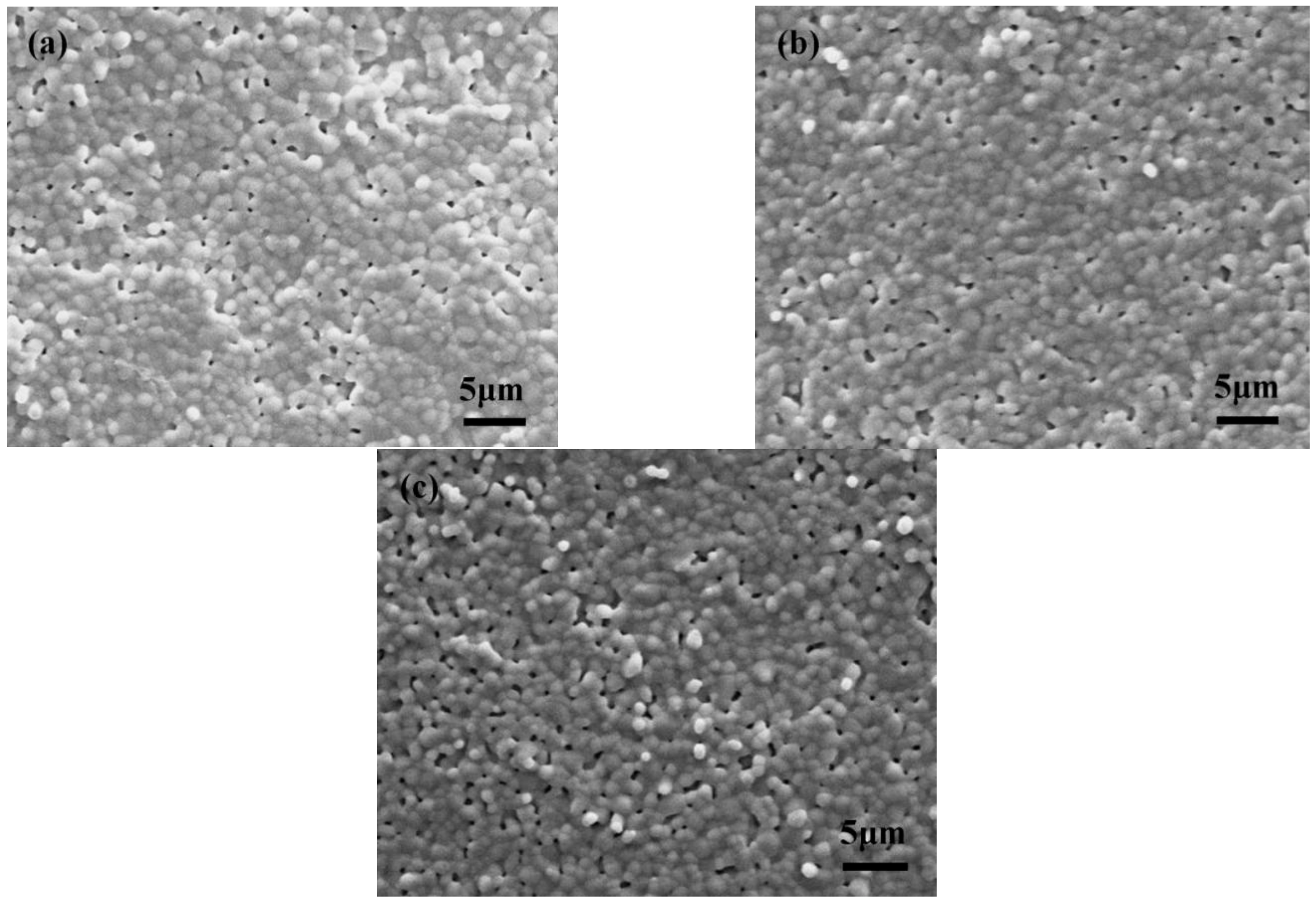
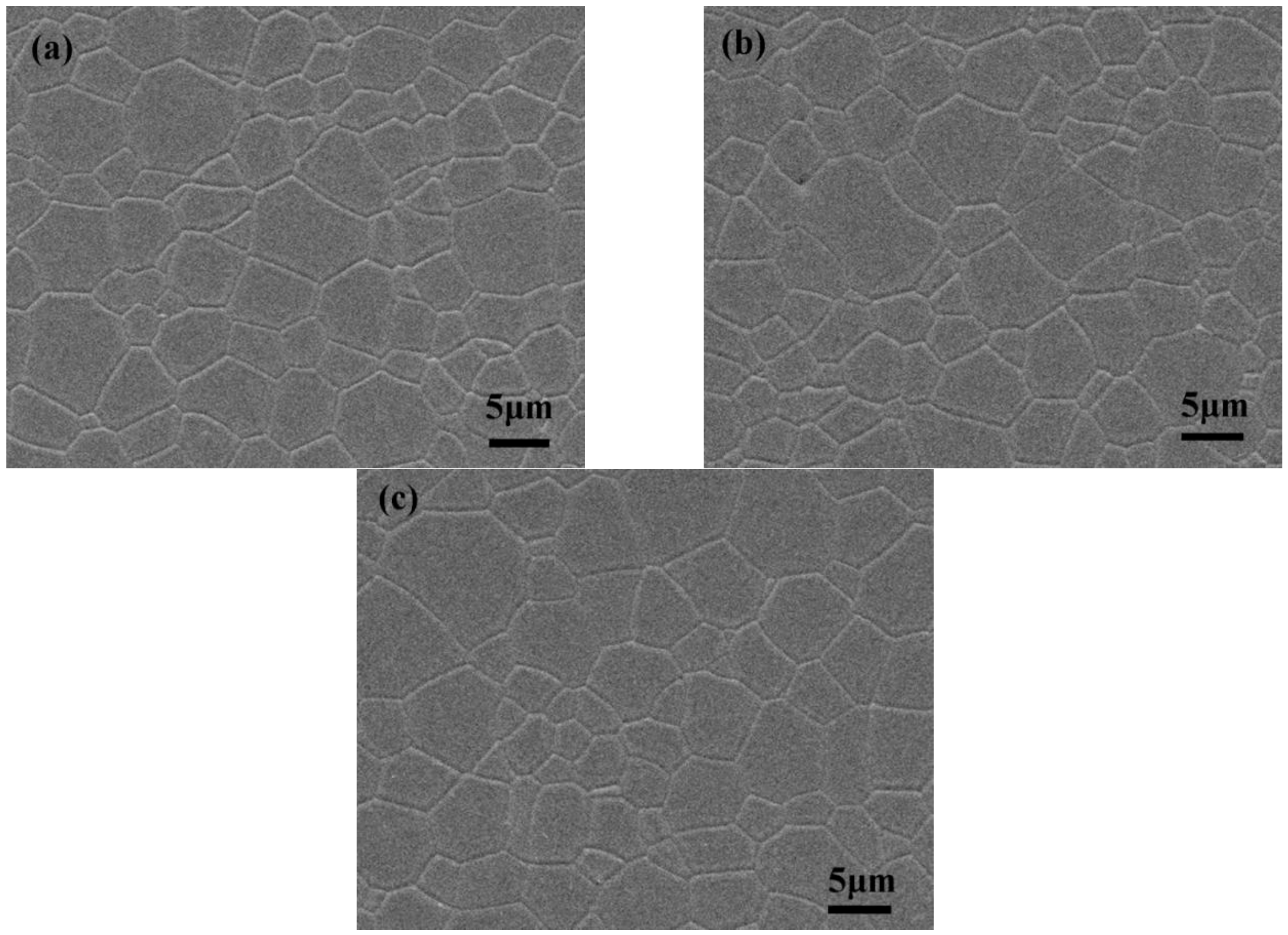
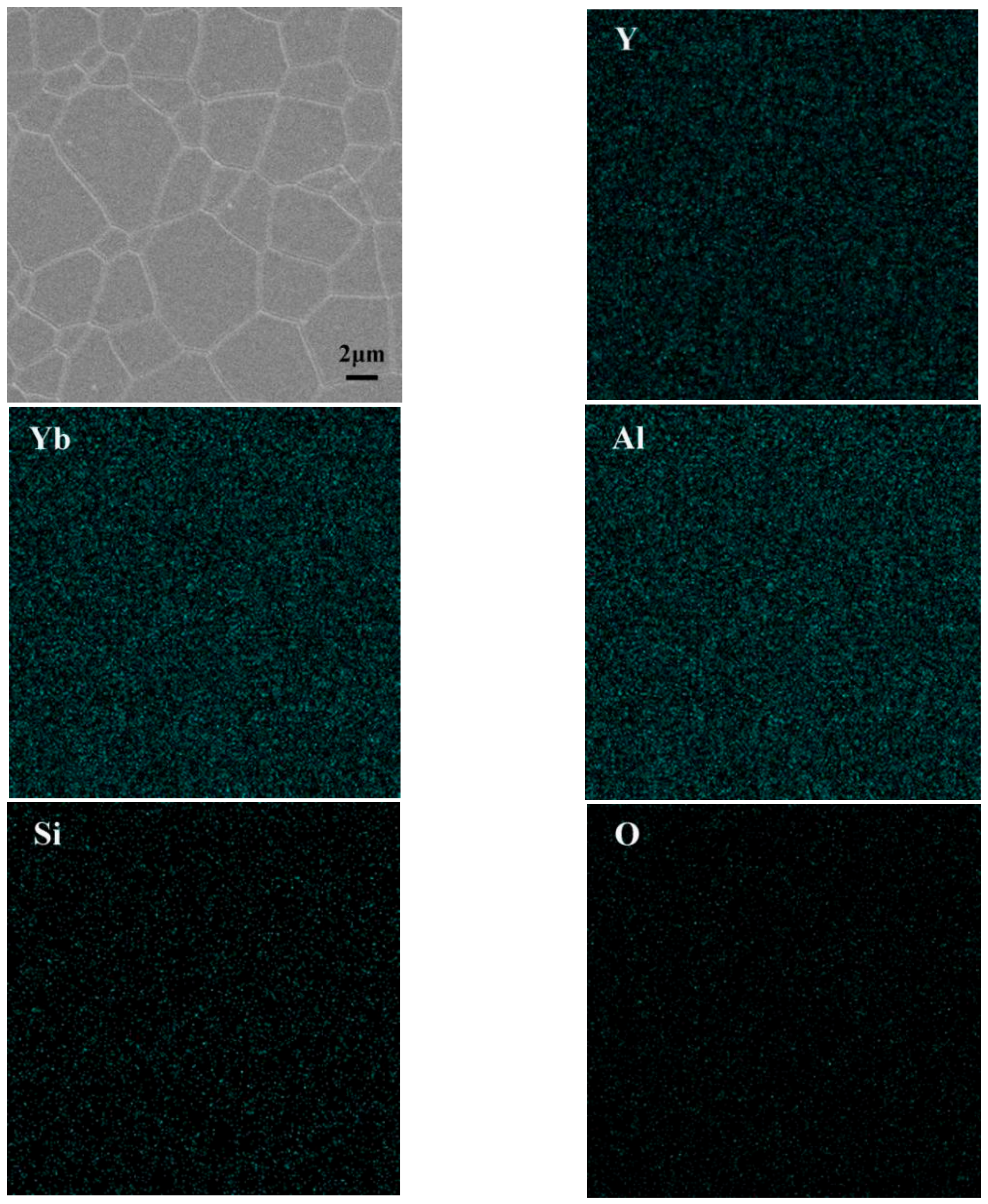
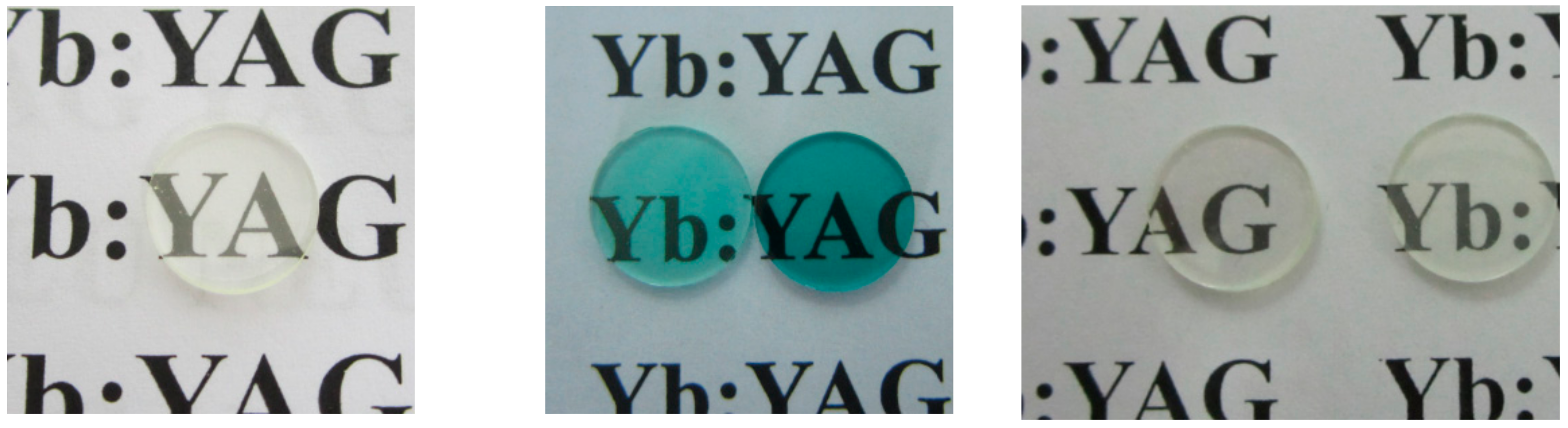
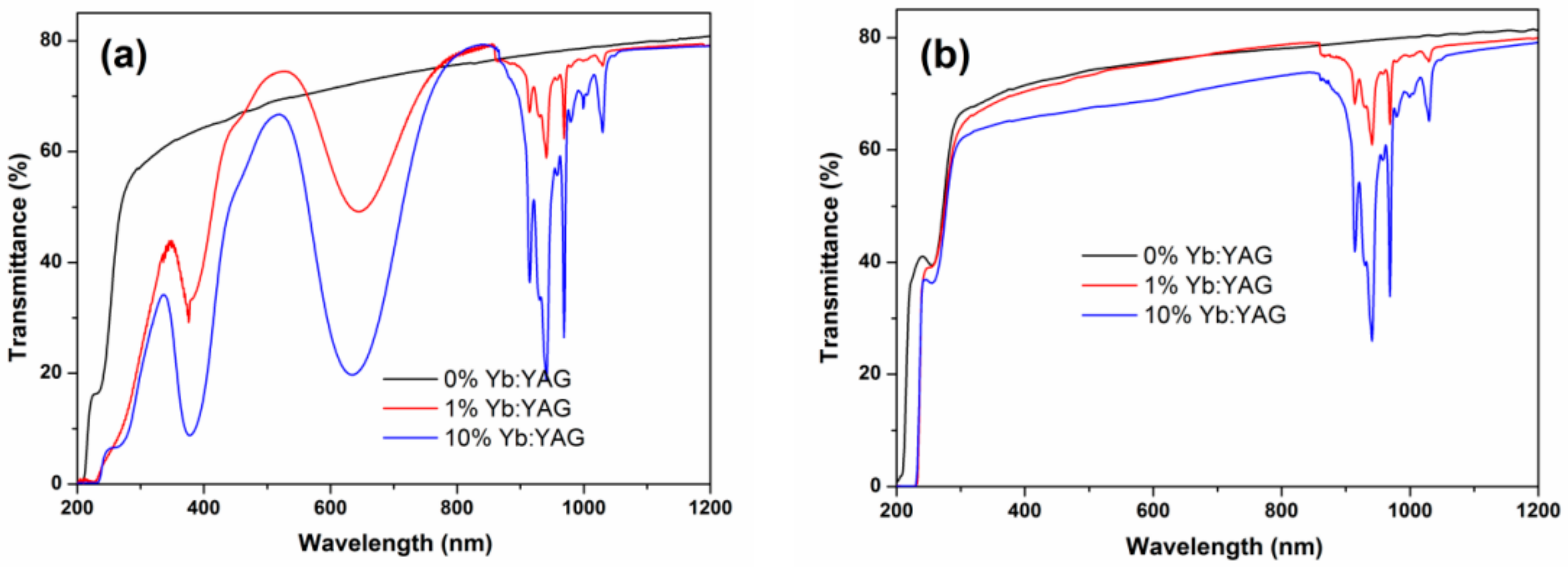
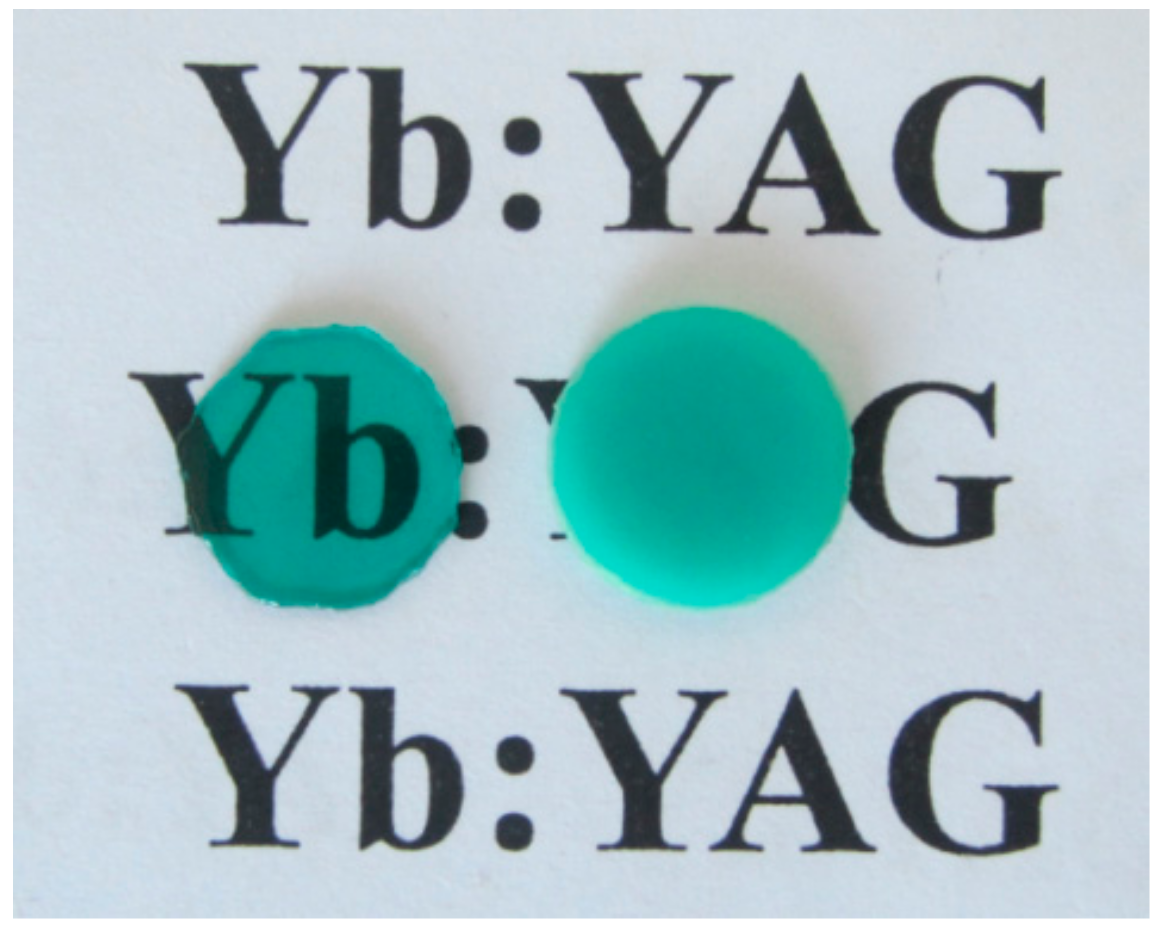
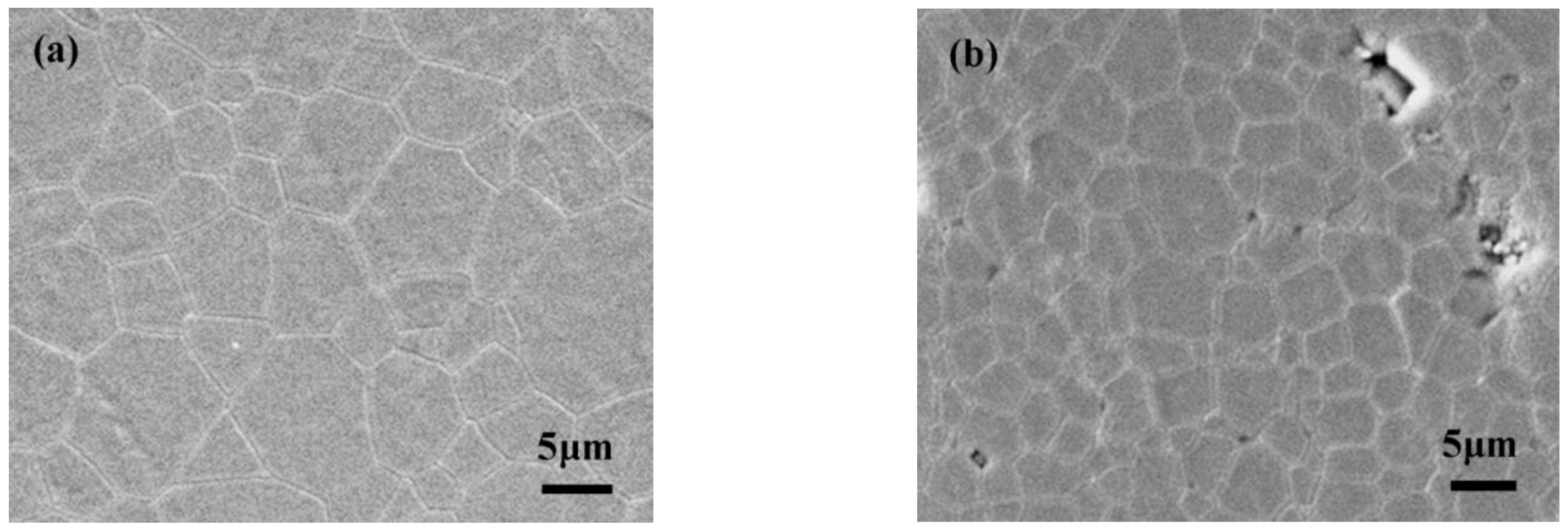
- Yb:YAG transparent ceramics were fabricated using vacuum sintering at 1700 °C for 10 h. The optical transmittance of the ceramics can achieve up to 80% at 1200 nm. From the analysis of densification rate, micromorphology and optical properties of the ceramics, it was found that the performances of the Yb:YAG ceramics are independent of the doping amount of Yb.
- (3)
- The Y2O3, Al2O3 and Yb2O3 mixing precursors were laid aside for a period of time in the air after milling and drying, and the sintering activity of the powders and the obtained Yb:YAG ceramic products would be influenced significantly due to the fact that the yttrium oxide was easily hydrolyzed and it was facile to react with the active agent and air.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Yu, S.Q.; Jing, W.; Tang, M.J.; Xu, T.; Yin, W.L.; Kang, B. Fabrication, microstructure and optional properties of large-sized Nd:YAG and composite Yb:YAG transparent ceramics slabs, Ceram. Ceram. Int. 2019, 45, 19340–19344. [Google Scholar] [CrossRef]
- Huang, C.C.; Weng, T.H.; Lin, C.L.; Su, Y.K. Light output, thermal properties, and reliability of using glass phosphors in WLED packages. Coatings 2021, 11, 239. [Google Scholar] [CrossRef]
- Malyavin, F.; Tarala, V.; Kuznetsov, S.; Kravtsov, A.; Chikulina, I.; Shama, M.; Medyanik, E.; Ziryanov, V.; Evtushenko, E.; Vakalov, D.; et al. Influence of the ceramic powder morphology and forming conditions on the optical transmittance of YAG:Yb ceramics. Ceram. Int. 2019, 45, 4418–4423. [Google Scholar] [CrossRef]
- Katz, A.; Barraud, E.; Lemonnier, S.; Sorrel, E.; Eichhorn, M.; D’Astorg, S.; Leriche, A. Role of LiF additive on spark plasma sintered transparent YAG ceramics. Ceram. Int. 2017, 43, 15626–15634. [Google Scholar] [CrossRef]
- Yu, S.; Jing, W.; Tang, M.; Xu, T.; Yin, W.; Kang, B. Fabrication of Nd:YAG transparent ceramics using powders synthesized by citrate sol-gel method. J. Alloy. Compd. 2019, 772, 751–759. [Google Scholar] [CrossRef]
- Wang, Q.Q.; Shi, Y.; Feng, Y.G.; Liu, X.; Chen, H.H.; Xie, T.F.; Li, J. Fabrication and Laser Parameters of Yb:YAG Transparent Ceramics with High Optical Quality. J. Inorg. Mater. 2020, 35, 205–210. [Google Scholar]
- Polisadova, E.; Valiev, D.; Vaganov, V.; Oleshko, V.; Han, T.; Zhang, C.; Burachenko, A.; Popov, A. Time-resolved cathodoluminescence spectroscopy of YAG and YAG:Ce3+ phosphors. Opt. Mater. 2019, 96, 109289. [Google Scholar] [CrossRef]
- Hu, Q.-Q.; Li, S.; Yuan, Q.; Zhang, H.; Wang, L. Transparent YAG:Ce ceramic with designed low light scattering for high-power blue LED and LD applications. J. Eur. Ceram. Soc. 2020, 41, 735–740. [Google Scholar] [CrossRef]
- Brundage, R.T.; Yen, W.M. Energy transfer amongYb3+ions in a silicate glass. Phys. Rev. B 1986, 34, 8810–8814. [Google Scholar] [CrossRef]
- Lu, J.; Lu, J.; Murai, T.; Takaichi, K.; Uematsu, T.; Ueda, K.; Yagi, H.; Yanagitani, T.; Akiyama, Y.; Kaminskii, A.A. Development of Nd:YAG ceramic lasers. Adv. Solid State Lasers Proc. 2002, 68, 507–517. [Google Scholar]
- Qadri, S.; Kim, W.; Bayya, S.; Shaw, L.; Qadri, S.; Kolis, J.; Stadelman, B.; Sanghera, J. Epitaxial Growth of Single Crystal YAG for Optical Devices. Coatings 2021, 11, 644. [Google Scholar] [CrossRef]
- Ikesue, A.; Kinoshita, T.; Kamata, K.; Yoshida, K. Fabrication and Optical Properties of High-Performance Polycrystalline Nd:YAG Ceramics for Solid-State Lasers. J. Am. Ceram. Soc. 1995, 78, 1033–1040. [Google Scholar] [CrossRef]
- Xu, X.J.; Sun, X.D.; Liu, H.; Li, J.-G.; Li, X.D.; Huo, D.; Liu, S.H. Systhesis of monodispersed spherical yttrium aluminum garnet (YAG) powders by a homogeneous precipitation method. J. Am. Ceram. Soc. 2014, 95, 3821–3826. [Google Scholar] [CrossRef]
- Li, J.; Chen, F.; Liu, W.; Zhang, W.; Wang, L.; Ba, X.; Zhu, Y.; Pan, Y.; Guo, J. Co-precipitation synthesis route to yttrium aluminum garnet (YAG) transparent ceramics. J. Eur. Ceram. Soc. 2012, 32, 2971–2979. [Google Scholar] [CrossRef]
- Ikesue, A.; Furusato, I.; Kamata, K. Fabrication of polycrystalline, transparent YAG ceramics by a solid state reaction method. J. Am. Ceram. Soc. 1995, 78, 225–228. [Google Scholar] [CrossRef]
- Li, J.; Sun, X.; Liu, S.; Li, X.; Li, J.-G.; Huo, D. A homogeneous co-precipitation method to synthesize highly sinterability YAG powders for transparent ceramics. Ceram. Int. 2015, 41, 3283–3287. [Google Scholar] [CrossRef]
- Li, J.; Sun, X.; Liu, S.; Li, X.; Huo, D.; Li, J.-G.; Zhu, Q.; Zhang, M.; Sang, Y.; Liu, H. A novel stearate melting method for synthesizing highly reactive YAG nanopowders. J. Alloys Compd. 2013, 585, 48–53. [Google Scholar] [CrossRef]
- Li, J.; Liu, Z.; Wu, L.; Han, X.; Qi, X.; Sun, X. Influence of ammonium sulfate on YAG nanopowders and Yb:YAG ceramics synthesized by a novel homogeneous co-precipitation method. J. Rare Earths 2018, 36, 981–985. [Google Scholar] [CrossRef]
- Wang, J.Q.; Zhang, S.H.; Ze, R. Microwave synthesis of homogeneous YAG nanopowder leading to a transparent ceramic. J. Am. Ceram. Soc. 2009, 92, 1217–1223. [Google Scholar] [CrossRef]
- Zhang, Z.Y.; Yang, K.; Rong, J.; Zhuang, Y.; Ai, Y.Z.T.; Zhong, X.H.; Sheng, J.; Yang, H.F.; Ding, C.X. Study on process optimization of sprayable powders and deposition performance of amorphous Al2O3-YAG coatings. Coatings 2020, 10, 1158. [Google Scholar] [CrossRef]
- Karipbayev, Z.; Lisitsyn, V.; Mussakhanov, D.; Alpyssova, G.; Popov, A.; Polisadova, E.; Elsts, E.; Akilbekov, A.; Kukenova, A.; Kemere, M.; et al. Time-resolved luminescence of YAG:Ce and YAGG:Ce ceramics prepared by electron beam assisted synthesis. Nucl. Instrum. Methods Phys. Res. Sect. B Beam Interact. Mater. Atoms 2020, 479, 222–228. [Google Scholar] [CrossRef]
- Nien, Y.-T.; Lu, T.-H.; Bandi, V.R.; Chen, I.-G. Microstructure and Photoluminescence Characterizations of Y3Al5O12:Ce Phosphor Ceramics Sintered with Silica. J. Am. Ceram. Soc. 2012, 95, 1378–1382. [Google Scholar] [CrossRef]
- Yang, H.; Zhu, G.; Yuan, L.; Zhang, C.; Li, F.; Xu, H.; Yu, A. Characterization and Luminescence Properties of YAG:Ce3+ Phosphors by Molten Salt Synthesis. J. Am. Ceram. Soc. 2012, 95, 49–51. [Google Scholar] [CrossRef]
- Glushkova, V.B.; Krzhizhanovskaya, V.A.; Egorova, O.N.; Udalov, Y.P.; Kachalova, L.P. Interaction of yttrium and aluminum oxides. J. Inorg. Mater. 1983, 19, 80–84. [Google Scholar]
- Kingery, W.D.; Bowen, H.K.; Uhlmann, D.R. Introduction to Ceramic; A Wiley Interscience Press: New York, NY, USA, 1975. [Google Scholar]
- Wen, L. Preparation of Y2O3 and YAG Transparent Ceramics. Ph.D. Thesis, Northeastern University, Shenyang, China, 2003. [Google Scholar]
- Li, J.; Guan, Q.; Wu, L.; Yue, J.; Li, X.; Sun, X.; Qi, X. Influence of Yb and Si on the fabrication of Yb:YAG transparent ceramics using spherical Y2O3 powders. Ceram. Int. 2019, 45, 17354–17362. [Google Scholar] [CrossRef]
- Li, J.; Liu, J.; Liu, B.; Liu, W.; Zeng, Y.; Ba, X.; Xie, T.; Jiang, B.; Liu, Q.; Pan, Y.; et al. Influence of heat treatment of powder mixture on the microstructure and optical transmission of Nd:YAG transparent ceramics. J. Eur. Ceram. Soc. 2014, 34, 2497–2507. [Google Scholar] [CrossRef]
- Kochawattana, S.; Stevenson, A.; Lee, S.-H.; Ramirez, M.; Gopalan, V.; Dumm, J.; Castillo, V.K.; Quarles, G.J.; Messing, G.L. Sintering and grain growth in SiO2 doped Nd:YAG. J. Eur. Ceram. Soc. 2008, 28, 1527–1534. [Google Scholar] [CrossRef]
- Boulesteix, R.; Maître, A.; Baumard, J.-F.; Rabinovitch, Y.; Sallé, C.; Weber, S.; Kilo, M. The effect of silica doping on neodymium diffusion in yttrium aluminum garnet ceramics: Implications for sintering mechanisms. J. Eur. Ceram. Soc. 2009, 29, 2517–2526. [Google Scholar] [CrossRef]
- Epicier, T.; Boulon, G.; Zhao, W.; Guzik, M.; Jiang, B.; Ikesue, A.; Esposito, L. Spatial distribution of the Yb3+ rare earth ions in Y3Al5O12 and Y2O3 optical ceramics as analyzed by TEM. J. Mater. Chem. 2012, 22, 18221–18229. [Google Scholar] [CrossRef]
- Hostaša, J.; Esposito, L.; Piancastelli, A. Influence of Yb and Si content on the sintering and phase changes of Yb:YAG laser ceramics. J. Eur. Ceram. Soc. 2012, 32, 2949–2956. [Google Scholar] [CrossRef]
- Esposito, L.; Epicier, T.; Serantoni, M.; Piancastelli, A.; Alderighi, D.; Pirri, A.; Toci, G.; Vannini, M.; Anghel, S.; Boulon, G. Integrated analysis of non-linear loss mechanisms in Yb:YAG ceramics for laser applications. J. Eur. Ceram. Soc. 2012, 32, 2273–2281. [Google Scholar] [CrossRef]
- Izerrouken, M.; Meftah, A.; Nekkab, M. Radiation damage induced by swift heavy ions and reactor neutrons in Y3Al5O12 single crystals. Nucl. Instrum. Methods Phys. Res. Sect. B Beam Interact. Mater. At. 2007, 258, 395–402. [Google Scholar] [CrossRef]
- Greskovich, C.; Woods, K.N. Fabrication of transparent ThO2-doped Y2O3. Am. Ceram. Soc. Bull. 1973, 52, 473–478. [Google Scholar]
- Zhang, L.; Yang, J.; Yu, H.; Pan, W. High performance of La-doped Y2O3 transparent ceramics. J. Adv. Ceram. 2020, 9, 493–502. [Google Scholar] [CrossRef]
- Sun, Y.; Shimai, S.; Peng, X.; Zhou, G.H.; Kamiya, H.; Wang, S.W. Fabrication of transparent Y2O3 ceramics via aqueous gel casting. Ceram. Int. 2014, 40, 8841–8845. [Google Scholar] [CrossRef]
- Liu, W.; Jin, L.; Wang, S. Preparation of transparent Y2O3 ceramic via gel casting: Realization of high solid volume via surface modification. J. Am. Ceram. Soc. 2019, 102, 6414–6421. [Google Scholar] [CrossRef]
- Fu, Z.; Li, X.; Ren, Y.; Zhang, M.; Geng, X.; Zhu, Q.; Li, J.-G.; Sun, X. Coating Y2O3 nano-particles with ZrO2-additive via precipitation method for colloidal processing of highly transparent Y2O3 ceramics. J. Eur. Ceram. Soc. 2019, 39, 4996–5004. [Google Scholar] [CrossRef]
- Sun, Z.Q.; Zhu, X.W.; Li, M.S.; Zhou, Y.C.; Sakka, Y. Hydrolysis and dispersion properties of aqueous Y2Si2O7 suspensions. J. Am. Ceram. Soc. 2009, 92, 54–61. [Google Scholar] [CrossRef]
- Nowicki, W.; Nowicka, G. Verification of the Schulze-Hardy Rule: A Colloid Chemistry Experiment. J. Chem. Educ. 1994, 71. [Google Scholar] [CrossRef]
- Ruan, J.M.; Huang, P.Y. Powder Metallurgy Principle; China Machine Press: Beijing, China, 2012; pp. 140–141. [Google Scholar]














Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, J.; Liu, X.; Wu, L.; Ji, H.; Dong, L.; Sun, X.; Qi, X. Fabrication of Yb:YAG Transparent Ceramic by Vacuum Sintering Using Monodispersed Spherical Y2O3 and Al2O3 Powders. Coatings 2022, 12, 1155. https://doi.org/10.3390/coatings12081155
Li J, Liu X, Wu L, Ji H, Dong L, Sun X, Qi X. Fabrication of Yb:YAG Transparent Ceramic by Vacuum Sintering Using Monodispersed Spherical Y2O3 and Al2O3 Powders. Coatings. 2022; 12(8):1155. https://doi.org/10.3390/coatings12081155
Chicago/Turabian StyleLi, Jinsheng, Xin Liu, Lei Wu, Haipeng Ji, Liang Dong, Xudong Sun, and Xiwei Qi. 2022. "Fabrication of Yb:YAG Transparent Ceramic by Vacuum Sintering Using Monodispersed Spherical Y2O3 and Al2O3 Powders" Coatings 12, no. 8: 1155. https://doi.org/10.3390/coatings12081155