
Effect of Si and P Content on the Si Phase and Solidification Behavior of Al-40Zn-xSi Alloys Using Synchrotron Radiation Real-Time Imaging

Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
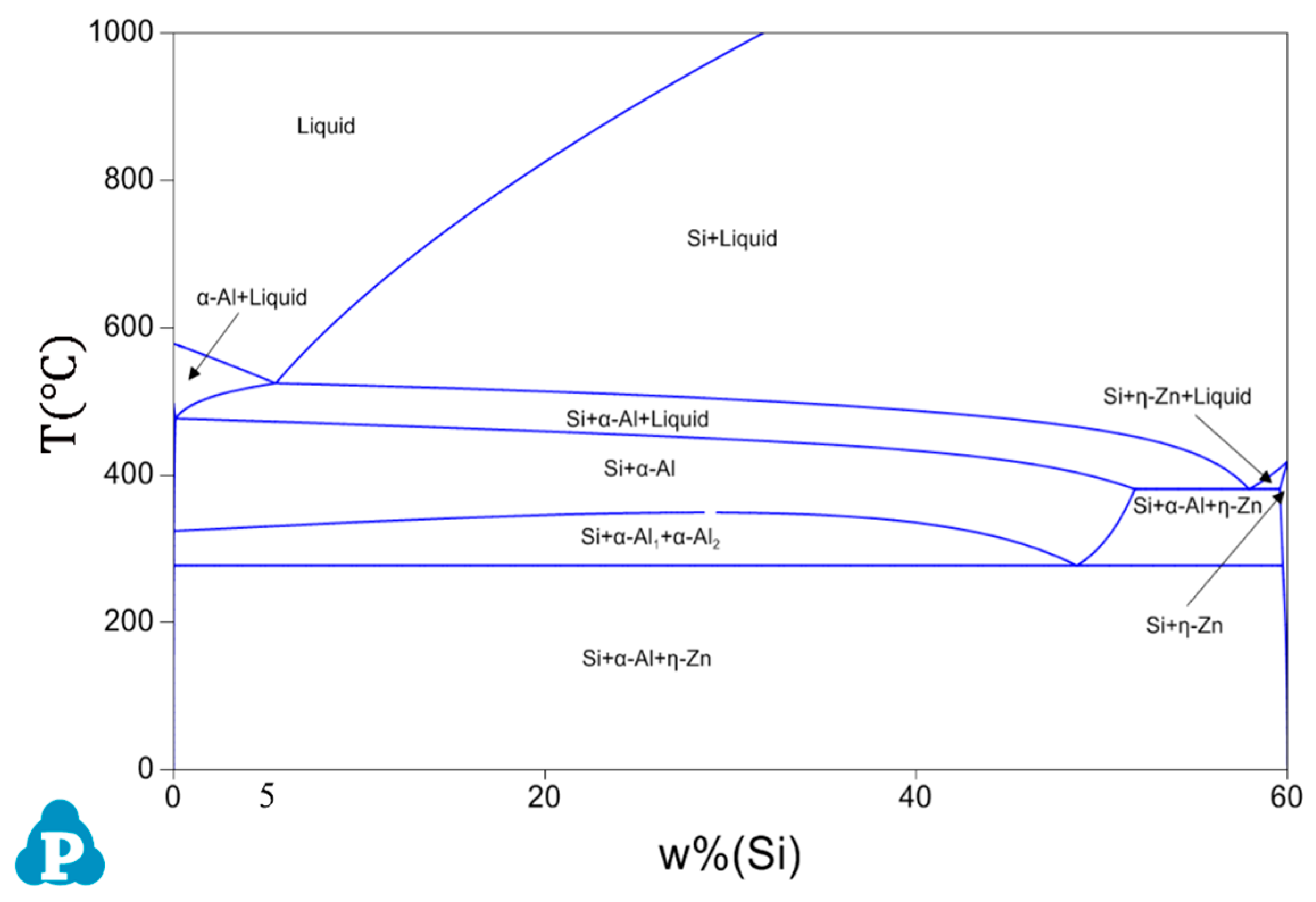
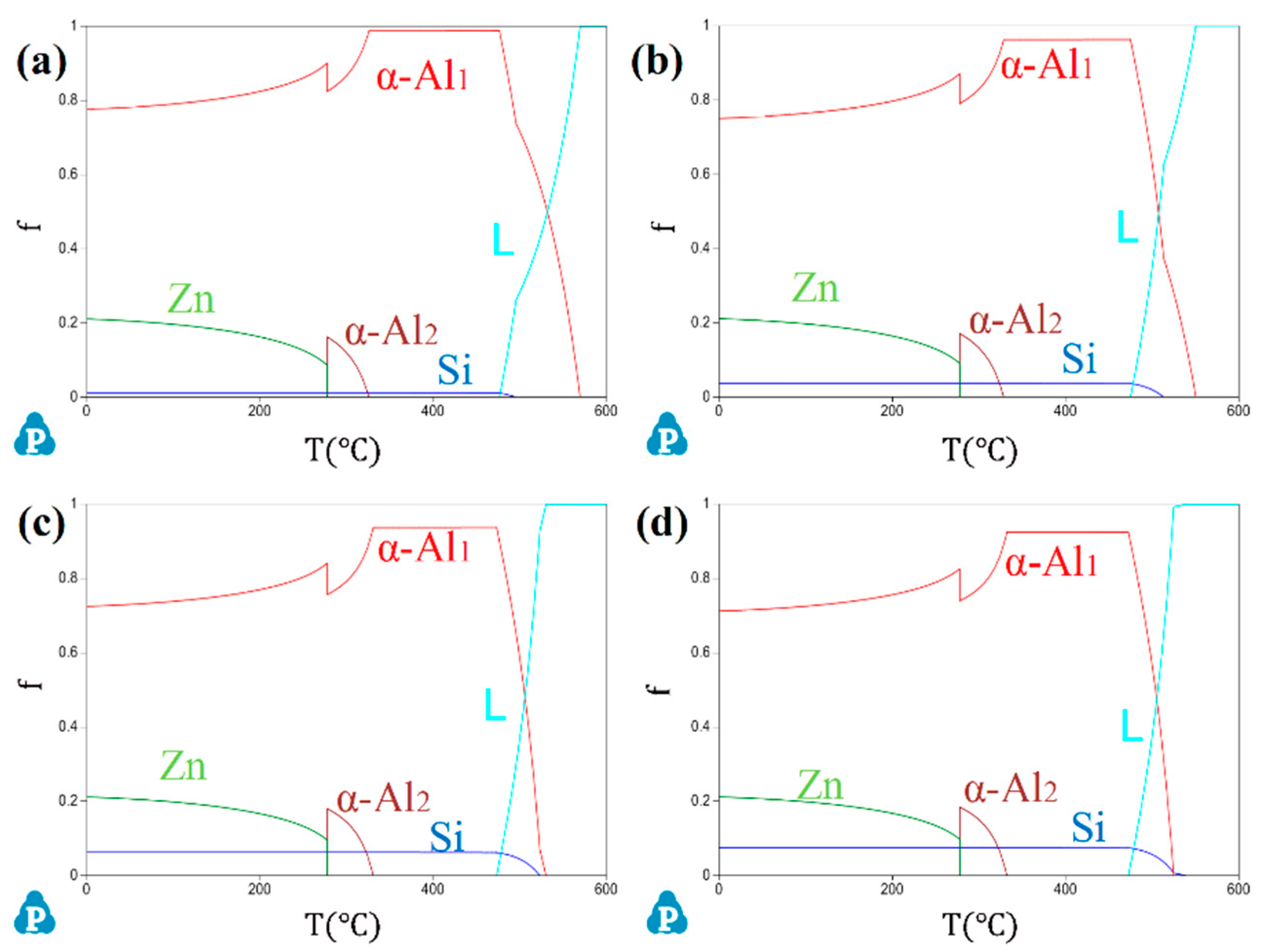
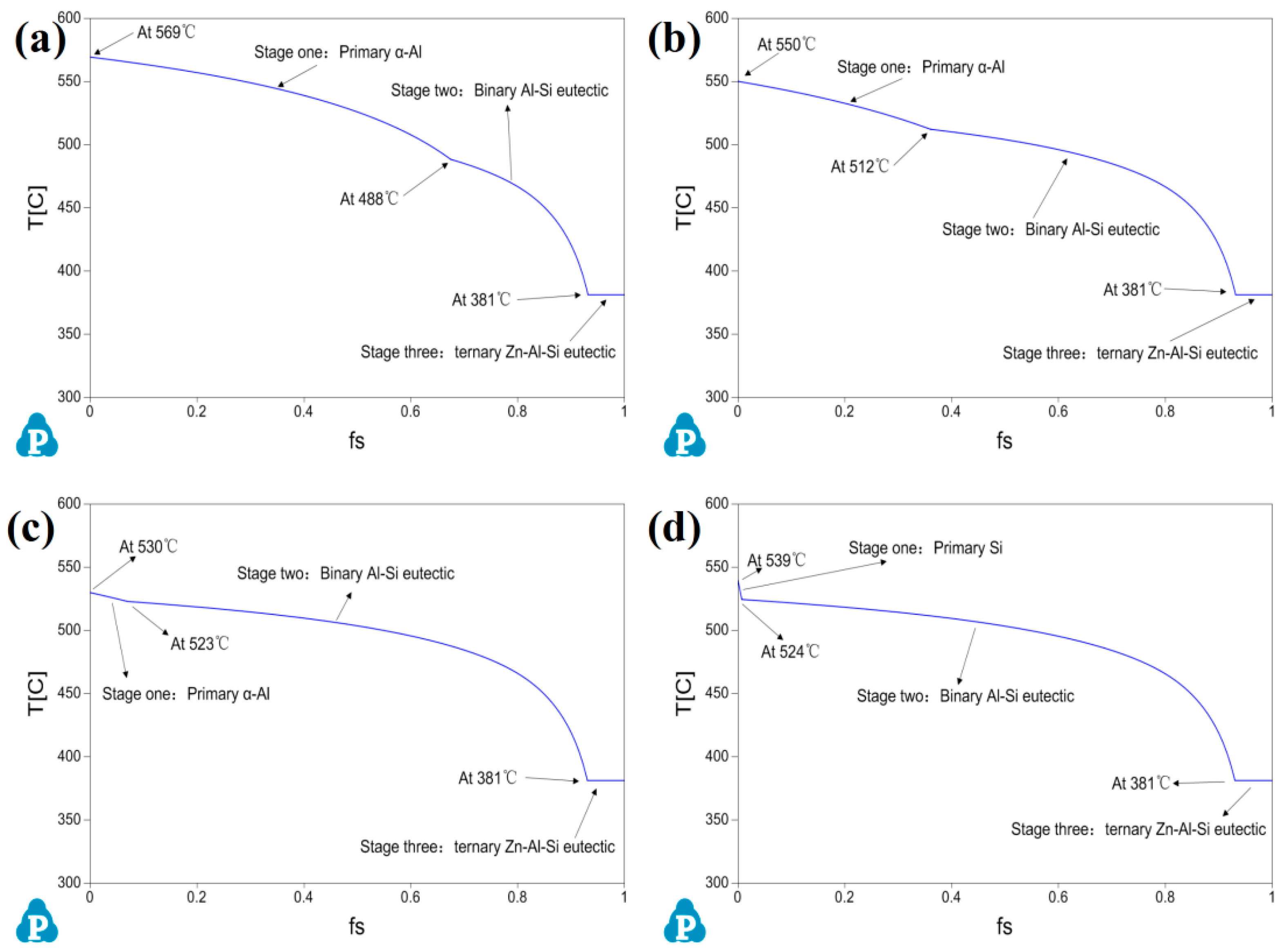
3.1. Phase Diagram and Solidification Process Simulation of Al-40Zn-xSi Alloy
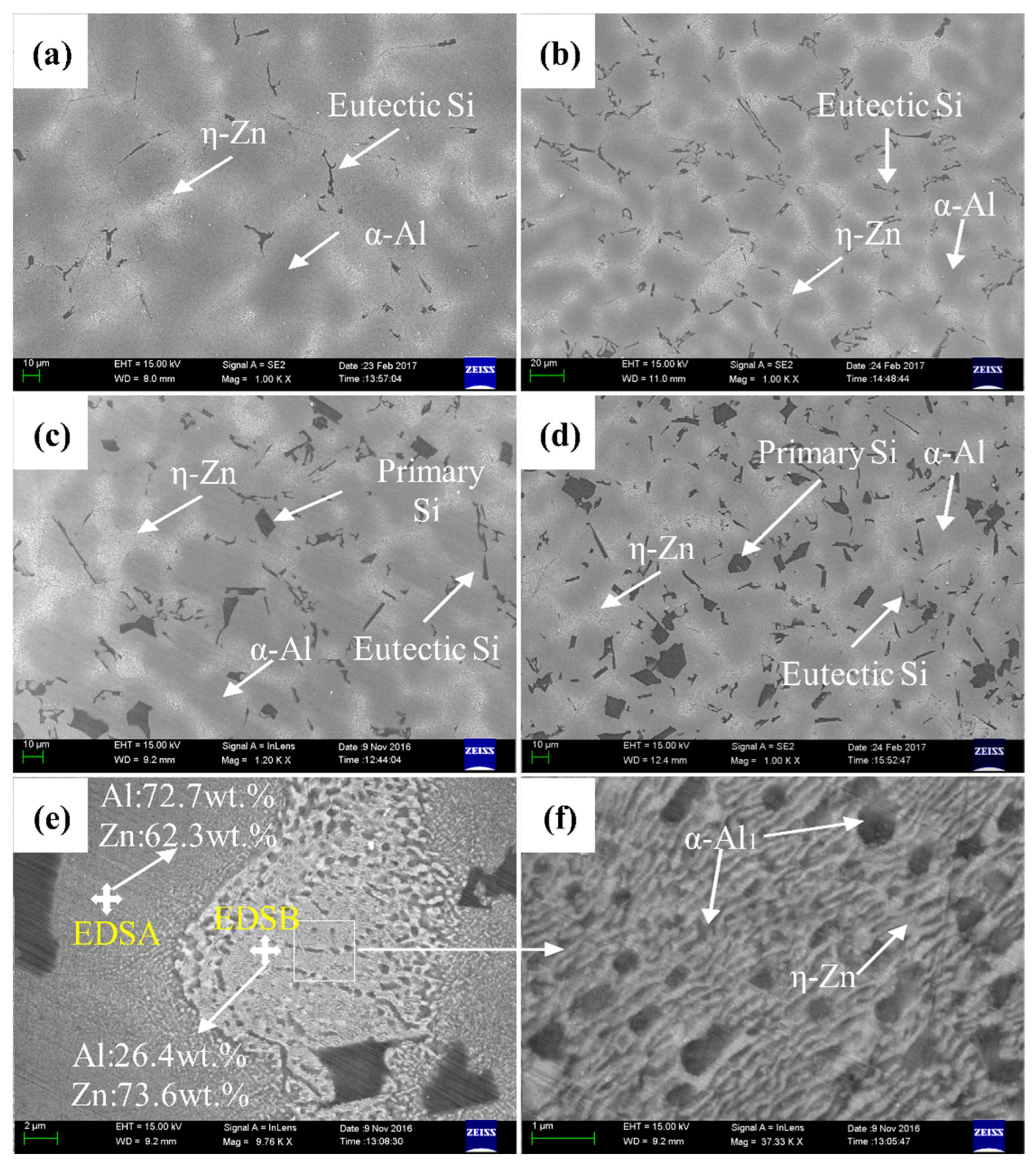
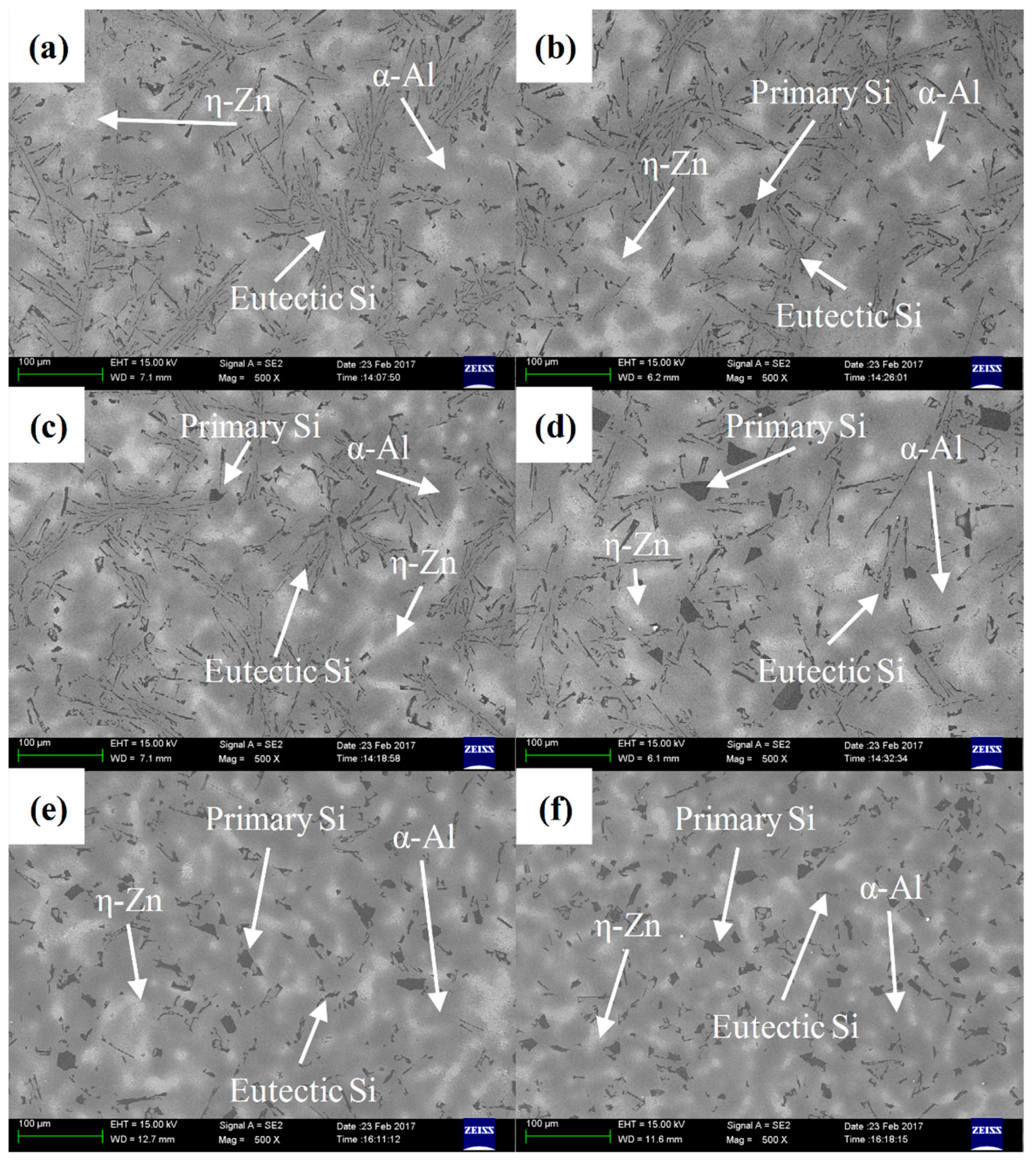
3.2. Microstructure of Commercial-Purity Al-40Zn-xSi Alloy
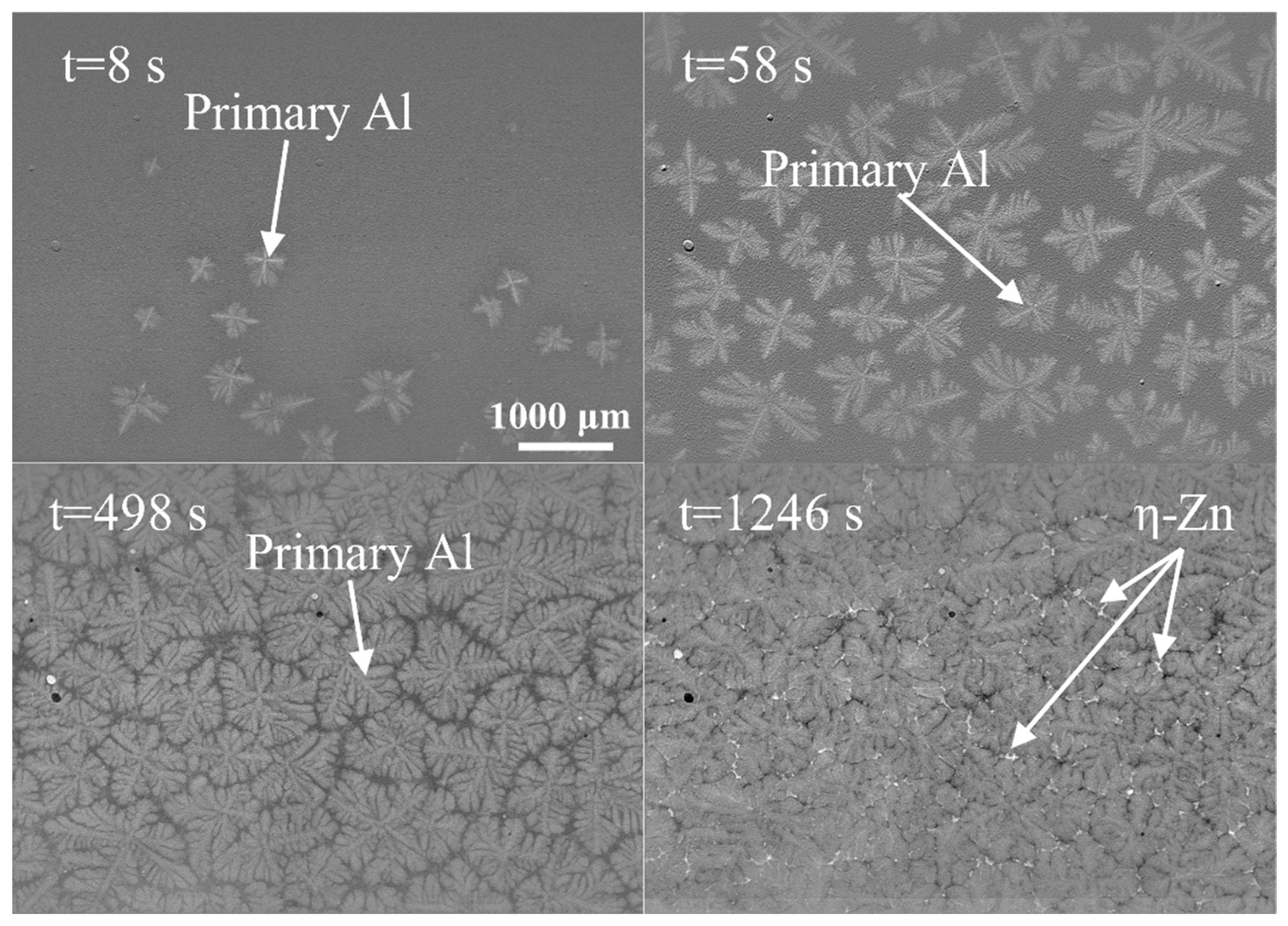
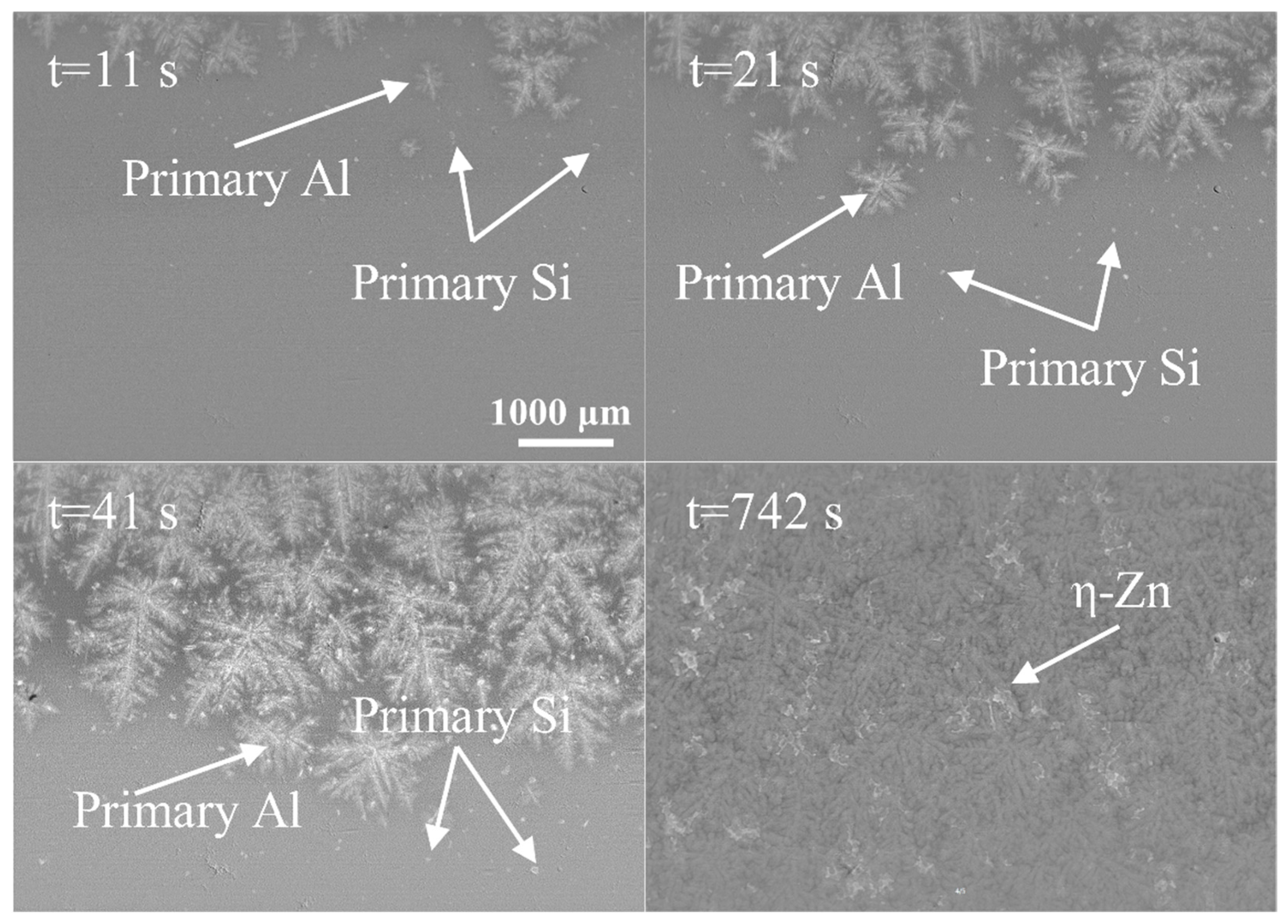
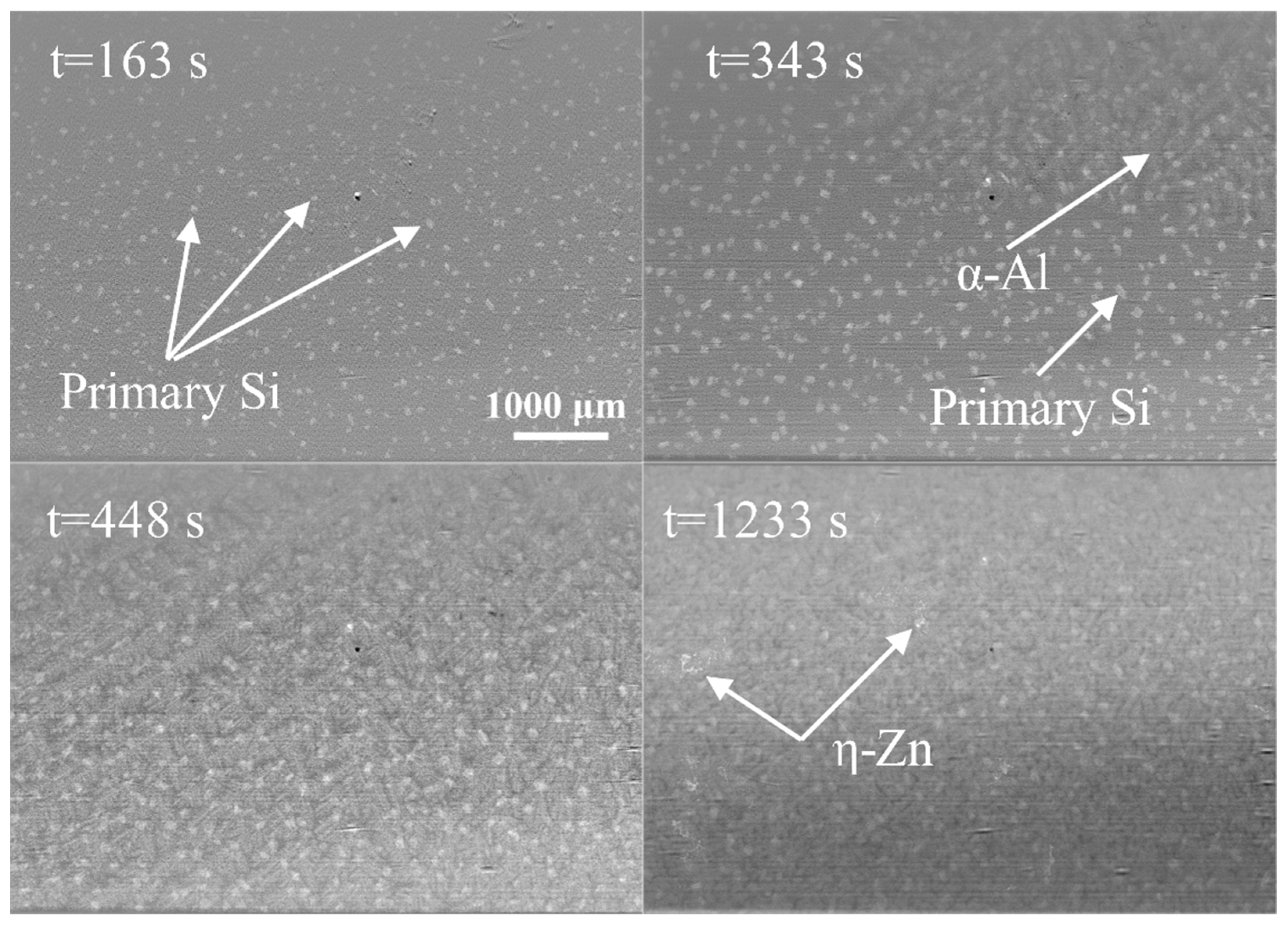
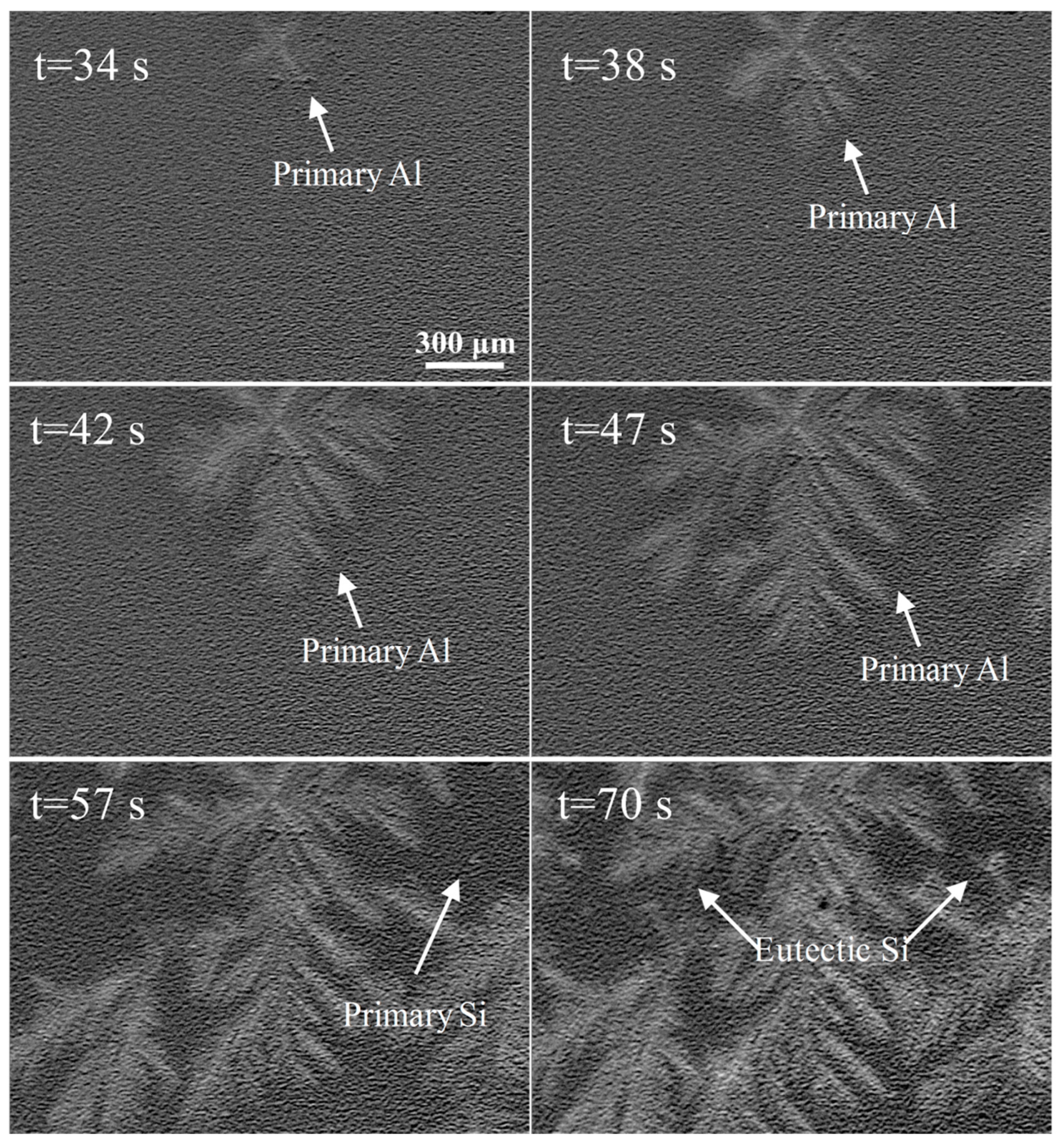
3.3. Synchrotron Radiation Real-Time Imaging of Commercial-Purity Al-40Zn-xSi Alloy
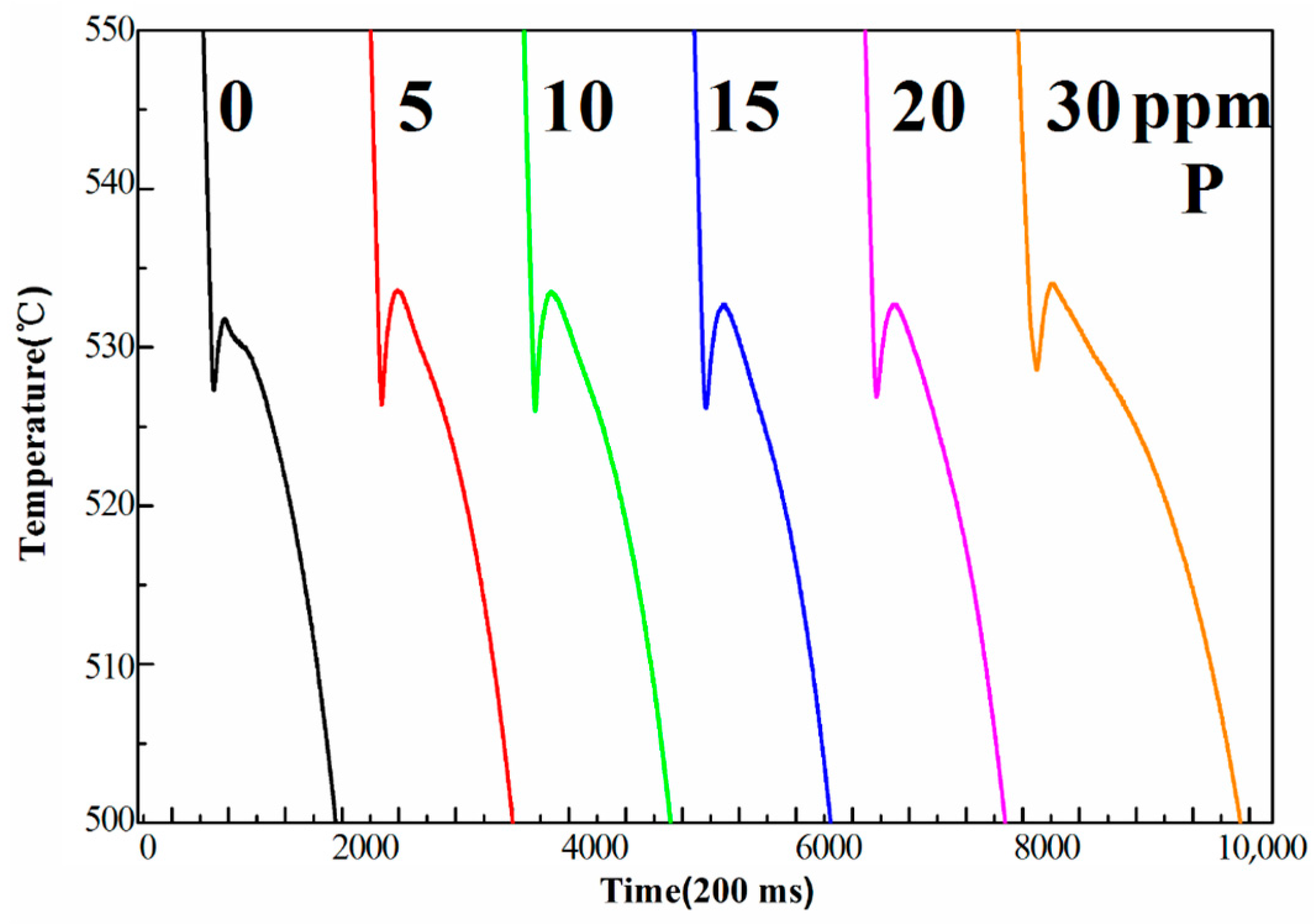
3.4. Effect of P Element on Microstructure of High-Purity Al-40Zn-5Si Alloy
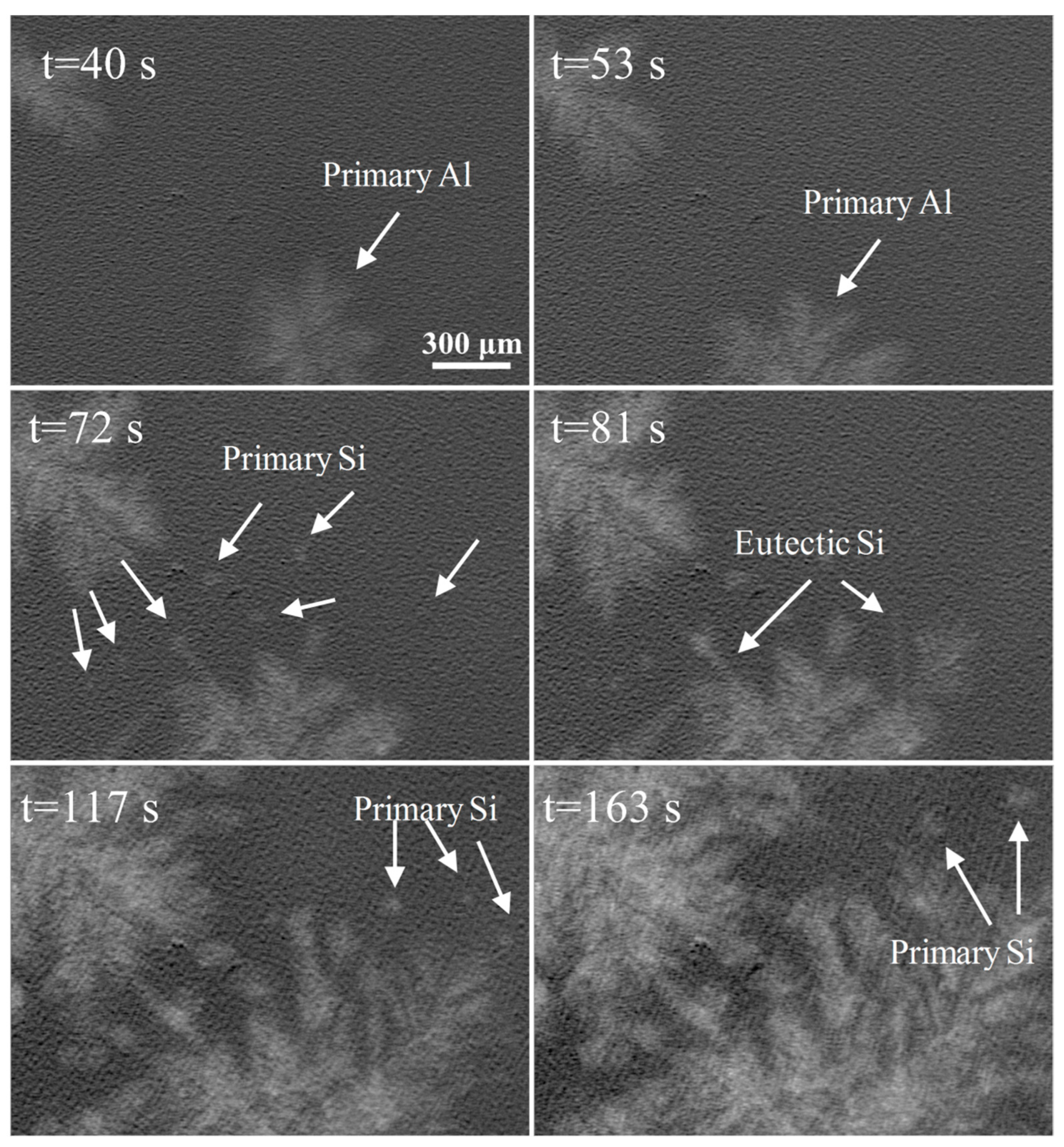
3.5. Synchrotron Radiation Real-Time Imaging of High-Purity Al-40Zn-5Si Alloy
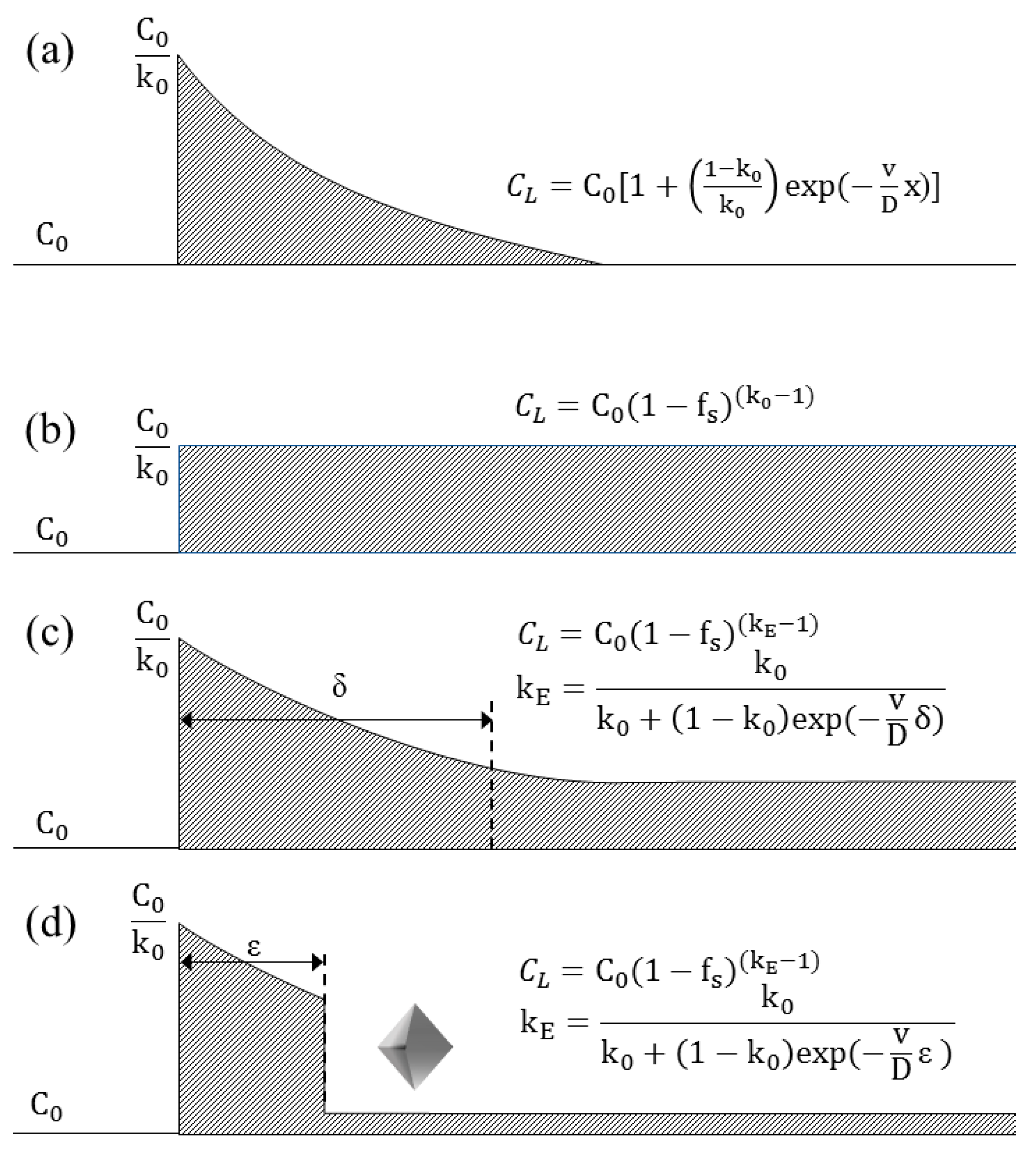
3.6. Precipitation Mechanism of Primary Si in Al-40Zn-5Si Alloy
4. Conclusions
- The phase diagram calculated by Pandat software showed two distinct primary phases, separated by a critical composition at about 5.49 wt.% Si. When Si (wt.%) was less than 5.49 wt.%, the primary phase was the α-Al phase. When Si (wt.%) was more than 5.49 wt.%, the primary phase was the silicon phase;
- When Si content was 1% and 3%, only needle-like eutectic Si existed in the commercial-purity Al-40Zn-xSi alloys. When Si content was 5% and 6%, the microstructure contained not only needle-like eutectic Si, but also blocky primary Si particles;
- Synchrotron radiation real-time imaging experiment showed that the primary phase was α-Al in the commercial-purity Al-40Zn-3Si and Al-40Zn-5Si alloys, and the primary phase was silicon in the commercial-purity Al-40Zn-6Si alloy;
- A very small amount of blocky primary Si particles was found in the high-purity Al-40Zn-5Si alloy without the P impurity element. However, with increasing P impurity content, the amount of blocky primary Si particles increased and the size of the primary Si particles decreased in the high-purity Al-40Zn-5Si alloy;
- The synchrotron radiation real-time imaging experiment showed that a small minority of primary Si particles were found during the whole solidification process of the high-purity Al-40Zn-5Si alloy. However, a large number of primary Si particles were precipitated continuously at the front of the α-Al dendrites in the high-purity Al-40Zn-5Si alloy with the addition of 20 ppm P, which may have been caused by the fact that AlP particles can act as the heterogeneous nucleation sites of primary Si particles by a small undercooling in P-impurity-containing alloys.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Savaşkan, T.; Aydıner, A. Effects of silicon content on the mechanical and tribological properties of monotectoid-based zinc–aluminium–silicon alloys. Wear 2004, 257, 377–388. [Google Scholar] [CrossRef]
- Savaskan, T.; Murphy, S. Mechanical properties and lubricated wear of Zn-25Al-based alloys. Wear 1987, 116, 211–224. [Google Scholar] [CrossRef]
- Lee, P.P.; Savaskan, T.; Laufer, E. Wear resistance and microstructure of Zn-Al-Si and Zn-Al-Cu alloys. Wear 1987, 117, 79–89. [Google Scholar] [CrossRef]
- El Sebaie, O.; Samuel, A.; Samuel, F.; Doty, H. The effects of mischmetal, cooling rate and heat treatment on the hardness of A319.1, A356.2 and A413.1 Al–Si casting alloys. Mater. Sci. Eng. A 2008, 486, 241–252. [Google Scholar] [CrossRef]
- Xu, B.; Phelan, D.; Dippenaar, R. Role of silicon in solidification microstructure in hot-dipped 55 wt% Al–Zn–Si coatings. Mater. Sci. Eng. A 2008, 473, 76–80. [Google Scholar] [CrossRef]
- Peng, W.; Du, Q.; Wu, G.; Dan, W.; Hu, W.; Zhang, J. The role of Ti and Si in the nucleation of α-Al during hot dip coating of steel with Al–43.4 wt.% Zn–1.6 wt.% Si alloy. Surf. Coat. Technol. 2016, 299, 56–64. [Google Scholar] [CrossRef]
- Jinlong, Y.; Songbai, X.; Han, L.; Peng, X.; Wei, D. Effects of silicon on microstructures and properties of Al-40Zn-xSi filler metal. Rare Met. Mater. Eng. 2016, 45, 333–338. [Google Scholar] [CrossRef]
- Suzuki, K.; Kagayama, M.; Takeuchi, Y. Eutectic phase equilibrium of Al-Si-Zn system and its applicability for lower temperature brazing. Keikinzoku 1993, 43, 533–538. [Google Scholar]
- Wu, Y.; Wang, S.; Li, H.; Liu, X. A new technique to modify hypereutectic Al–24% Si alloys by a Si–P master alloy. J. Alloys Compd. 2009, 477, 139–144. [Google Scholar] [CrossRef]
- Peng, H.P.; Li, Z.W.; Zhu, J.Q.; Su, X.P.; Ya LI, U.; Wu, C.J.; Wang, J.H. Microstructure and mechanical properties of Al–Si alloy modified with Al–3P. Trans. Nonferrous Met. Soc. China 2020, 30, 595–602. [Google Scholar] [CrossRef]
- Ludwig, T.H.; Schaffer, P.L.; Arnberg, L. Influence of Phosphorus on the Nucleation of Eutectic Silicon in Al-Si Alloys. Met. Mater. Trans. A 2013, 44, 5796–5805. [Google Scholar] [CrossRef]
- Huifang, H. Study on Si Phase Morphology, Metamorphism and Properties of A1-25%Si Alloy; Chongqing University: Chongqing, China, 2010. [Google Scholar]
- Weixi, S. Metamorphism and Mechanism of Primary Silicon in Hypereutectic Al-Si Alloy by Nd; Dongbei University: Dalian, China, 2011. [Google Scholar]
- Zhu, X.; Wang, S.; Dong, X.; Liu, X.; Ji, S. Morphologically templated nucleation of primary Si on AlP in hypereutectic Al-Si alloys. J. Mater. Sci. Technol. 2022, 100, 36–45. [Google Scholar] [CrossRef]
- Dai, H.; Du, J.; Wang, L.; Peng, C.; Liu, X. First-principle study of the AlP/Si interfacial adhesion. Phys. B Condens. Matter 2010, 405, 573–578. [Google Scholar] [CrossRef]
- Faraji, M.; Todd, I.; Jones, H. Effect of solidification cooling rate and phosphorus inoculation on number per unit volume of primary silicon particles in hypereutectic aluminium—silicon alloys. J. Mater. Sci. 2005, 40, 6363–6365. [Google Scholar] [CrossRef]
- Zhang, L.; Ji, Z.-W.; Zhao, J.; He, J.; Jiang, H. Factors affecting eutectic Si modification in Al-Si hypoeutectic alloy with the addition of Na, Sr, Eu and Yb. Mater. Lett. 2021, 308, 131206. [Google Scholar] [CrossRef]
- Nogita, K.; Knuutinen, A.; McDonald, S.D.; Dahle, A.K. Mechanisms of eutectic solidification in Al–Si alloys modified with Ba, Ca, Y and Yb. J. Light Met. 2001, 1, 219–228. [Google Scholar] [CrossRef]
- Lu, S.-Z.; Hellawell, A. Growth mechanisms of silicon in Al-Si alloys. J. Cryst. Growth 1985, 73, 316–328. [Google Scholar] [CrossRef]
- Shamsuzzoha, M.; Hogan, L.M.; Berry, J.T. Effects of modifying agents on crystallography and growth of silicon phase in Al-Si casting alloys. Trans. Am. Foundrymens Soc. 1993, 100, 999. [Google Scholar]
- Dong, Y.; Shuai, S.; Zheng, T.; Cao, J.; Chen, C.; Wang, J.; Ren, Z. In-situ observation of solid-liquid interface transition during directional solidification of Al-Zn alloy via X-ray imaging. J. Mater. Sci. Technol. 2020, 39, 113–123. [Google Scholar] [CrossRef]
- Liao, H.; Zhang, M.; Bi, J.; Ding, K.; Xi, X.; Wu, S. Eutectic Solidification in Near-eutectic Al-Si Casting Alloys. J. Mater. Sci. Technol. 2010, 26, 1089–1097. [Google Scholar] [CrossRef]
- Liao, H.; Zhang, M.; Wang, H.; Dong, G.; Sun, G. Refinement of Eutectic Grains/Cells in Near-Eutectic Al-Si Alloys. Mater. Sci. Technol. Assoc. Iron Steel Technol. 2007, 1, 451. [Google Scholar]
- Mao, F.; Chen, F.; Han, Q.; Han, J.; Cao, Z.; Wang, T.; Li, T. Real time observation on the solidification of strontium-modified zinc–aluminum–silicon alloys by synchrotron microradiography. J. Alloys Compd. 2014, 608, 343–351. [Google Scholar] [CrossRef]
- Chen, F.; Mao, F.; Xuan, Z.; Yan, G.; Han, J.; Wang, T.; Cao, Z.; Fu, Y.; Xiao, T. Real time investigation of the grain refinement dynamics in zinc alloy by synchrotron microradiography. J. Alloys Compd. 2015, 630, 60–67. [Google Scholar] [CrossRef]
- Xu, Y.; Deng, Y.; Casari, D.; Mathiesen, R.H.; Li, Y. In-situ X-radiographic study of nucleation and growth behaviour of primary silicon particles during solidification of a hypereutectic Al-Si alloy. J. Alloys Compd. 2020, 832, 154948. [Google Scholar] [CrossRef]
- Tandjaoui, A.; Mangelinck-Noel, N.; Reinhart, G.; Billia, B.; Lafford, T.; Baruchel, J. Investigation of grain boundary grooves at the solid–liquid interface during directional solidification of multi-crystalline silicon: In situ characterization by X-ray imaging. J. Cryst. Growth 2013, 377, 203–211. [Google Scholar] [CrossRef]
- Nagashio, K.; Kuribayashi, K. Growth mechanism of twin-related and twin-free facet Si dendrites. Acta Mater. 2005, 53, 3021–3029. [Google Scholar] [CrossRef]
- Xu, Y.; Casari, D.; Du, Q.; Mathiesen, R.H.; Arnberg, L.; Li, Y. Heterogeneous nucleation and grain growth of inoculated aluminium alloys: An integrated study by in-situ X-radiography and numerical modelling. Acta Mater. 2017, 140, 224–239. [Google Scholar] [CrossRef]
- Bjurenstedt, A.; Casari, D.; Seifeddine, S.; Mathiesen, R.H.; Dahle, A.K. In-situ study of morphology and growth of primary α-Al (FeMnCr) Si intermetallics in an Al-Si alloy. Acta Mater. 2017, 130, 1–9. [Google Scholar] [CrossRef]
- Mao, F.; Li, J.; Yan, G. Effect of Eu on the silicon phase in Al-40Zn-5Si alloys. J. Alloys Compd. 2017, 722, 116–130. [Google Scholar] [CrossRef]
- Wang, W.M.; Bian, X.F.; Qin, J.Y.; Syliusarenko, S.I. The atomic-structure changes in Al-16 pct Si alloy above the liquidus. Met. Mater. Trans. A 2000, 31, 2163–2168. [Google Scholar] [CrossRef]
- Wang, S.R.; Ru, M.A.; Wang, Y.Z. Growth mechanism of primary silicon in cast hypoeutectic Al-Si alloys. Trans. Nonferrous Met. Soc. China 2012, 22, 1264–1269. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloys | Al | Zn | Si | Fe | Cu | Ti | Mg | P |
|---|---|---|---|---|---|---|---|---|
| CPAl-40Zn-1Si | Bal. | 40.11 | 1.12 | 0.07 | <0.01 | <0.01 | <0.01 | <0.002 |
| CPAl-40Zn-3Si | Bal. | 39.72 | 3.11 | 0.07 | <0.01 | <0.01 | <0.01 | <0.002 |
| CPAl-40Zn-5Si | Bal. | 40.33 | 5.07 | 0.06 | <0.01 | <0.01 | <0.01 | <0.002 |
| CPAl-40Zn-6Si | Bal. | 39.82 | 6.09 | 0.07 | <0.01 | <0.01 | <0.01 | <0.002 |
| HPAl-40Zn-5Si | Bal. | 40.12 | 5.05 | − | − | − | − | − |
| HPAl-40Zn-5Si | Bal. | 39.88 | 5.03 | − | − | − | − | <0.0005 |
| HPAl-40Zn-5Si | Bal. | 39.93 | 5.11 | − | − | − | − | <0.001 |
| HPAl-40Zn-5Si | Bal. | 40.14 | 4.93 | − | − | − | − | <0.0015 |
| HPAl-40Zn-5Si | Bal. | 40.06 | 5.07 | − | − | − | − | <0.002 |
| HPAl-40Zn-5Si | Bal. | 40.11 | 4.96 | − | − | − | − | <0.003 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mao, F.; Guo, J.; Zhang, G.; Zhang, P.; Xiong, M.; Chen, C.; Wang, C.; Xiao, L. Effect of Si and P Content on the Si Phase and Solidification Behavior of Al-40Zn-xSi Alloys Using Synchrotron Radiation Real-Time Imaging. Coatings 2022, 12, 1127. https://doi.org/10.3390/coatings12081127
Mao F, Guo J, Zhang G, Zhang P, Xiong M, Chen C, Wang C, Xiao L. Effect of Si and P Content on the Si Phase and Solidification Behavior of Al-40Zn-xSi Alloys Using Synchrotron Radiation Real-Time Imaging. Coatings. 2022; 12(8):1127. https://doi.org/10.3390/coatings12081127
Chicago/Turabian StyleMao, Feng, Junliang Guo, Guoshang Zhang, Po Zhang, Mei Xiong, Chong Chen, Changji Wang, and Liqiang Xiao. 2022. "Effect of Si and P Content on the Si Phase and Solidification Behavior of Al-40Zn-xSi Alloys Using Synchrotron Radiation Real-Time Imaging" Coatings 12, no. 8: 1127. https://doi.org/10.3390/coatings12081127