
Dielectric Properties of Plasma-Sprayed Fully Natural Garnets


Abstract
:1. Introduction
2. Experimental
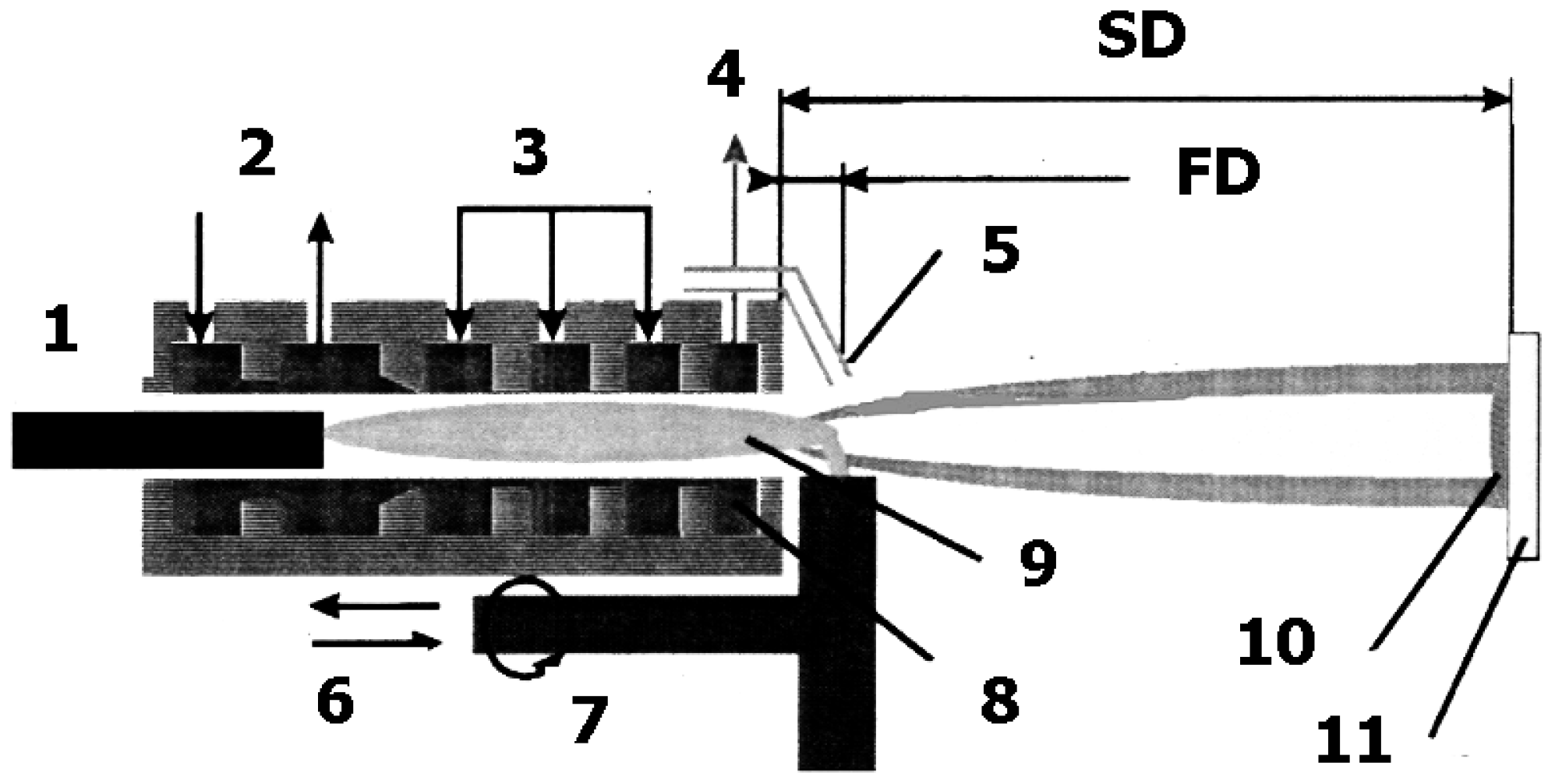
2.1. Powders and Spraying
2.2. Characterization Techniques
3. Results and Discussion
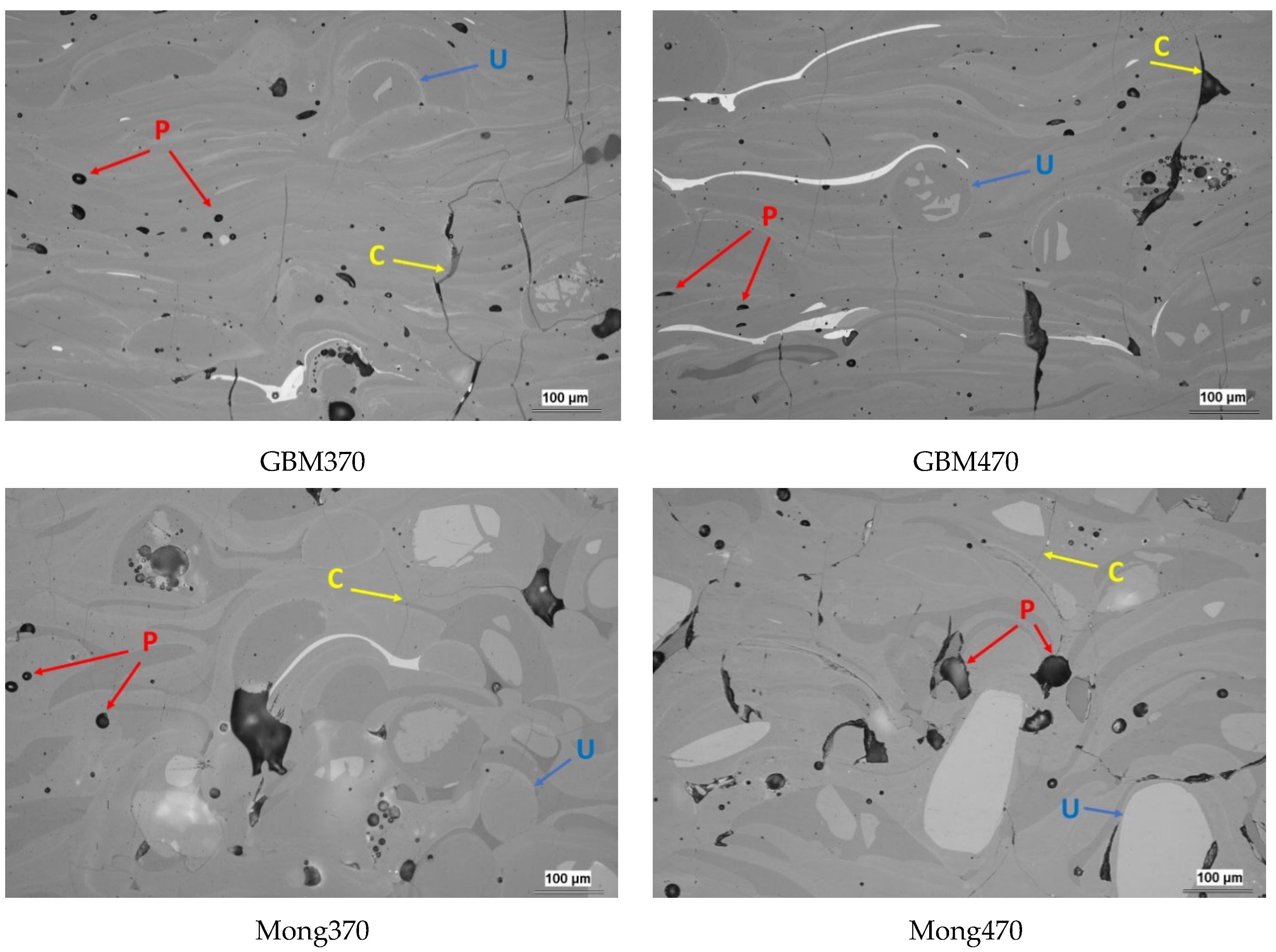
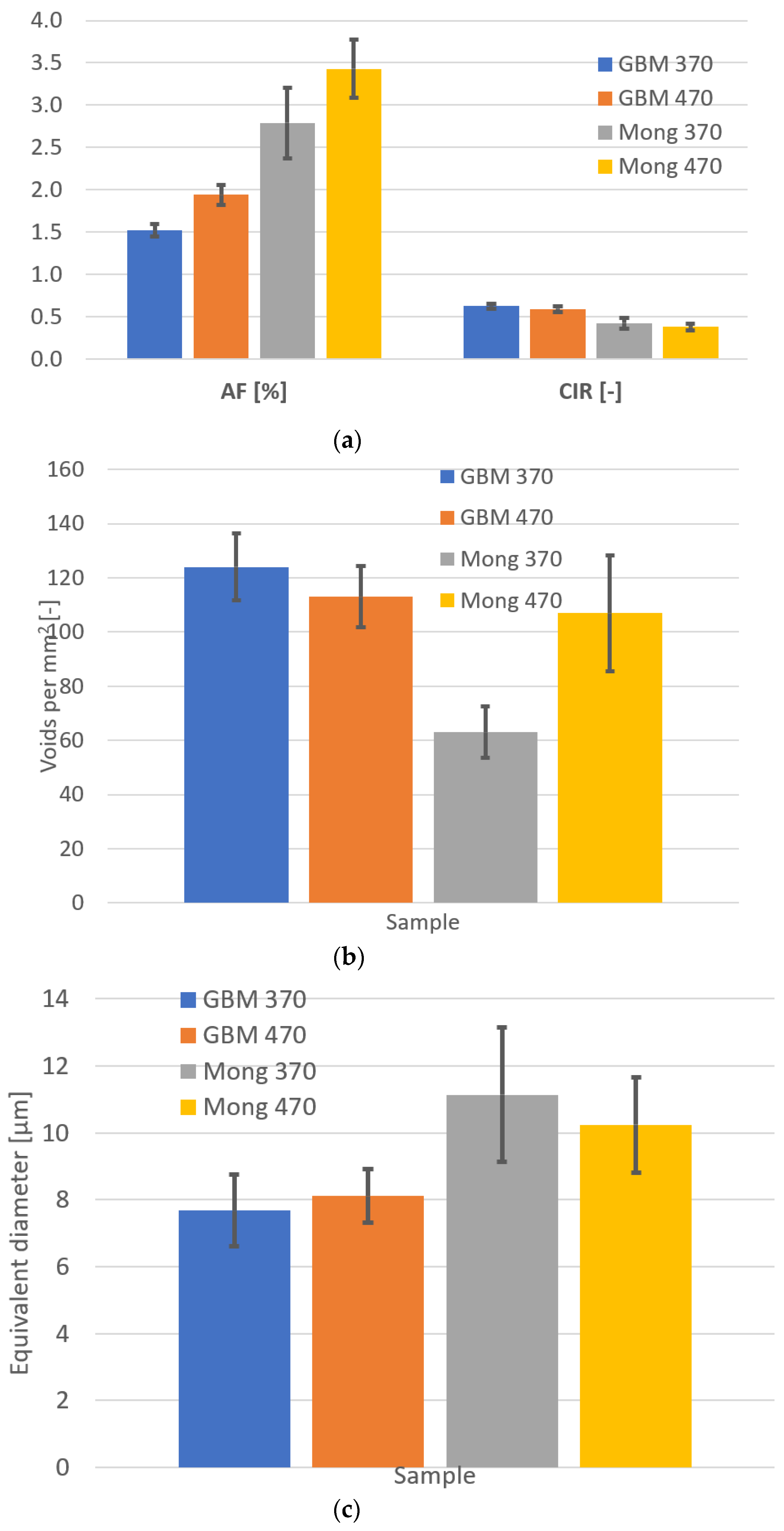
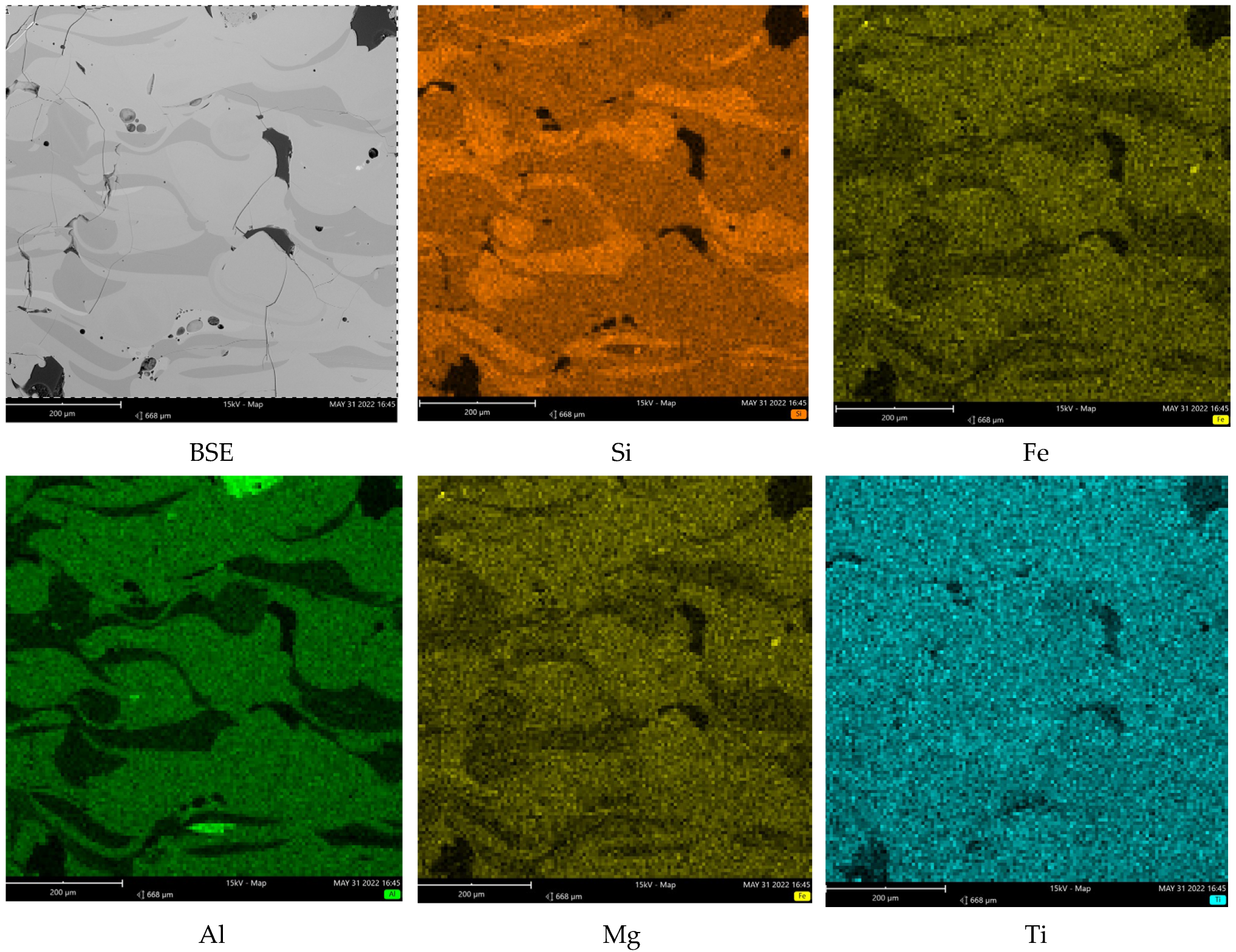
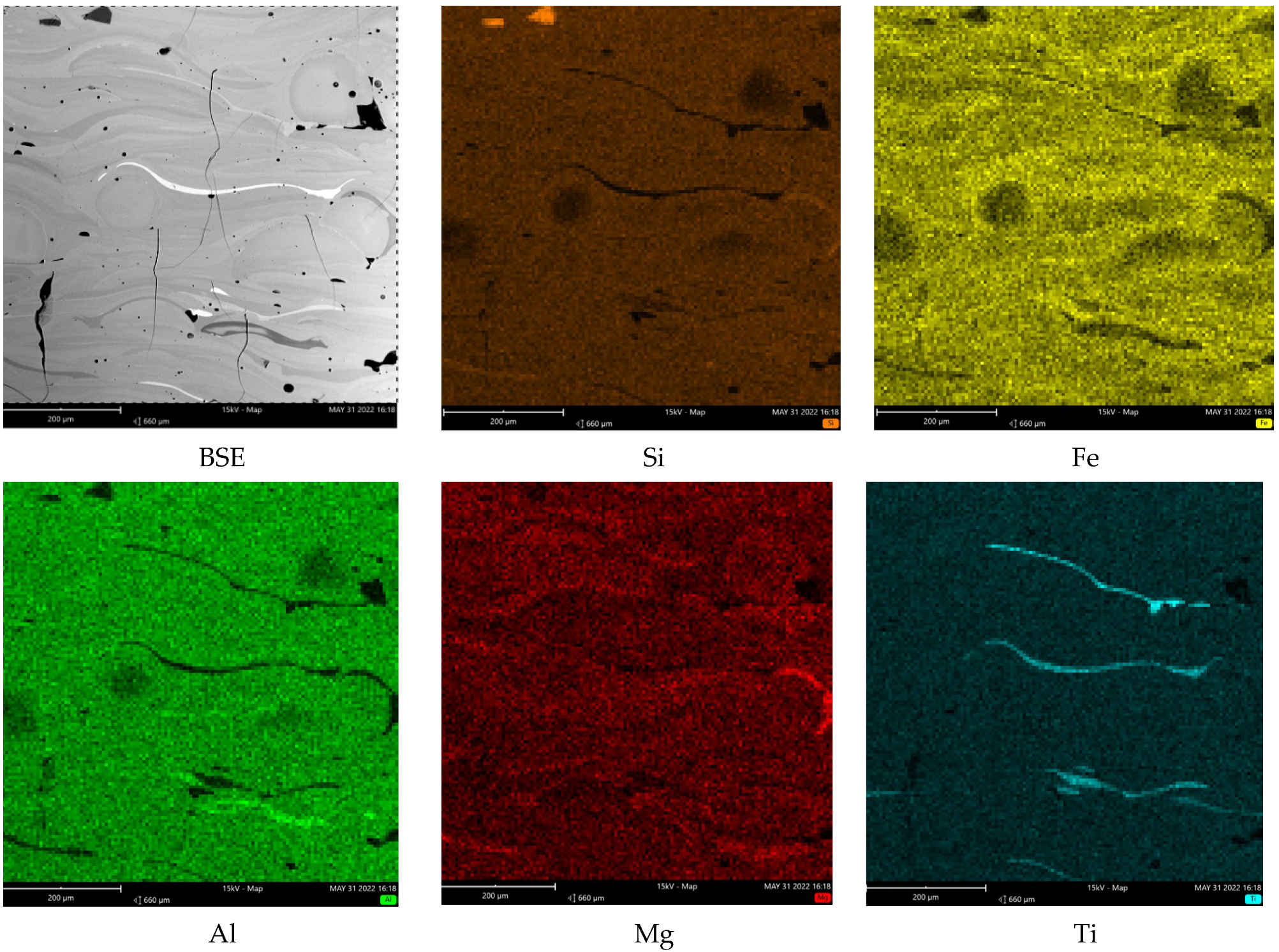
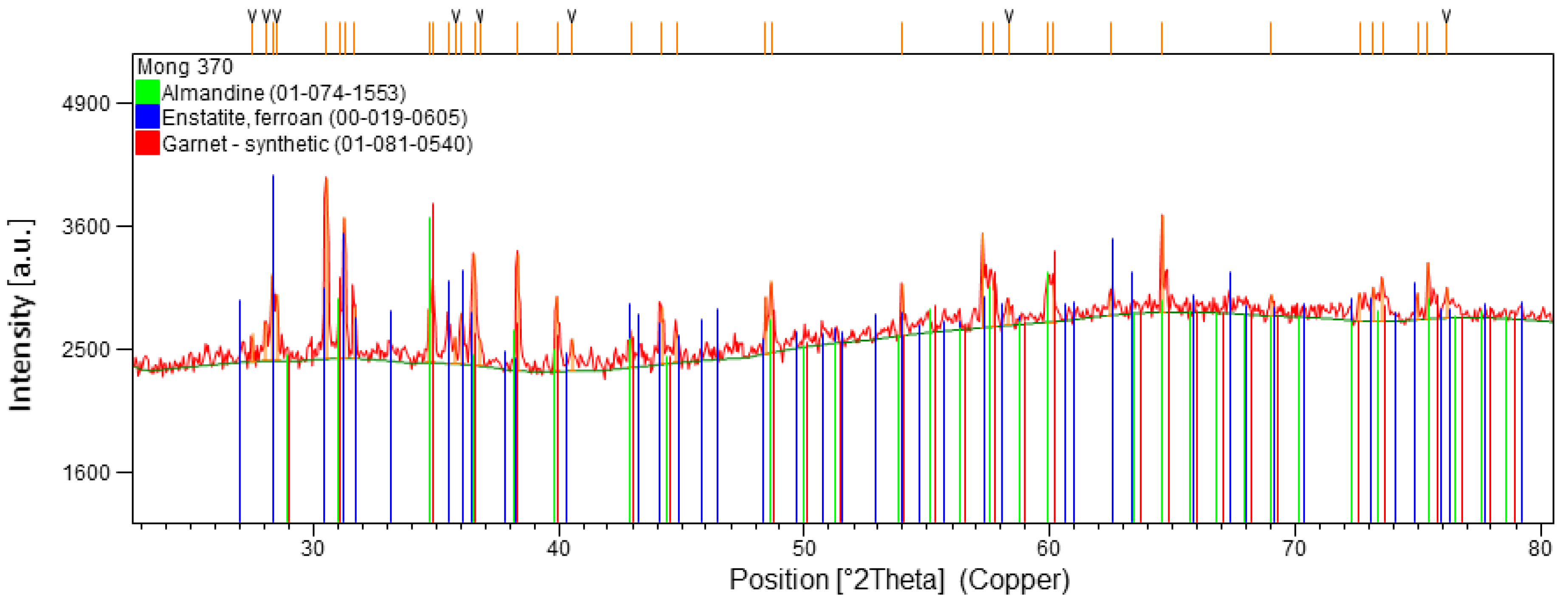
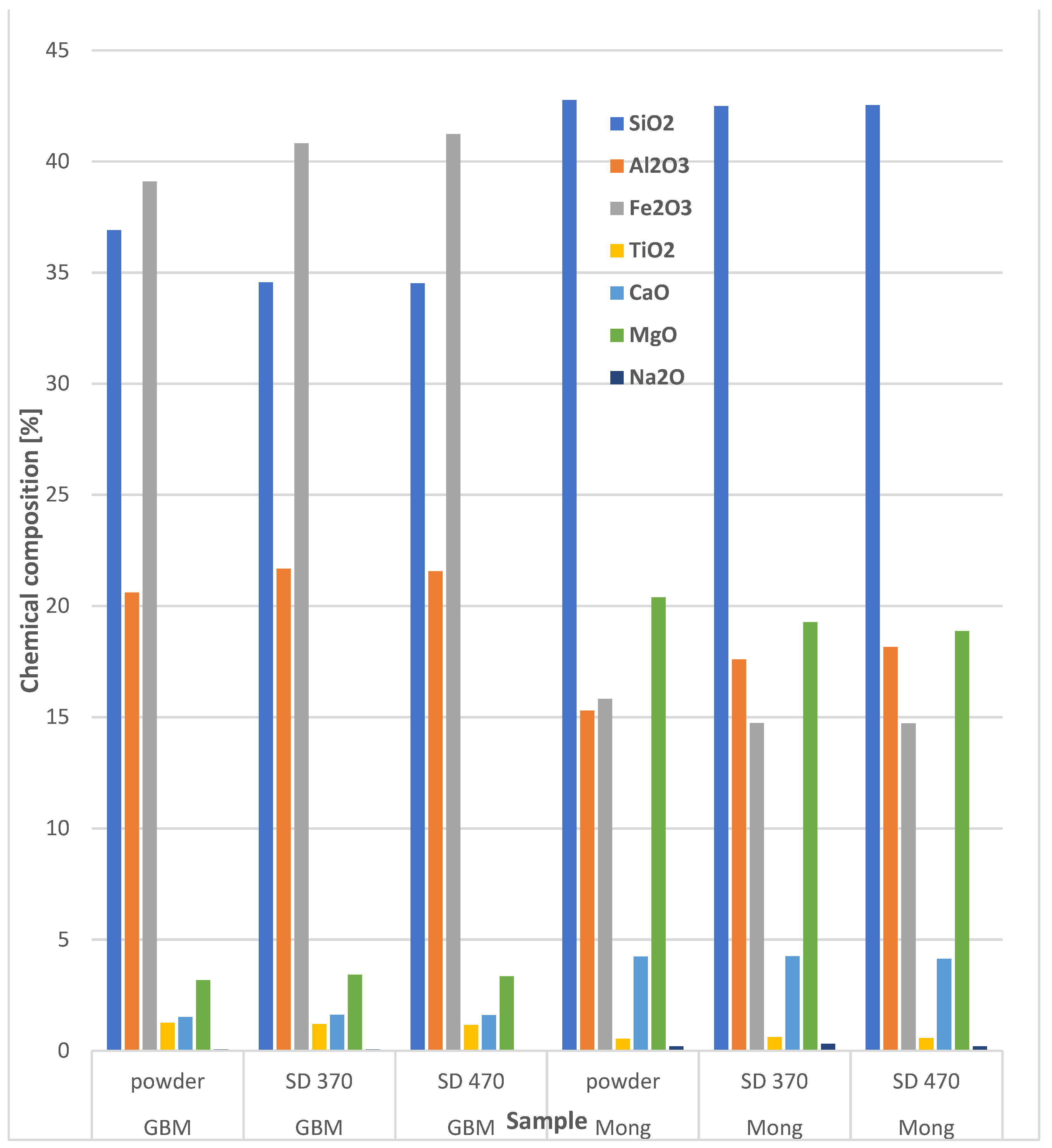
3.1. Microstructure and Phase Composition
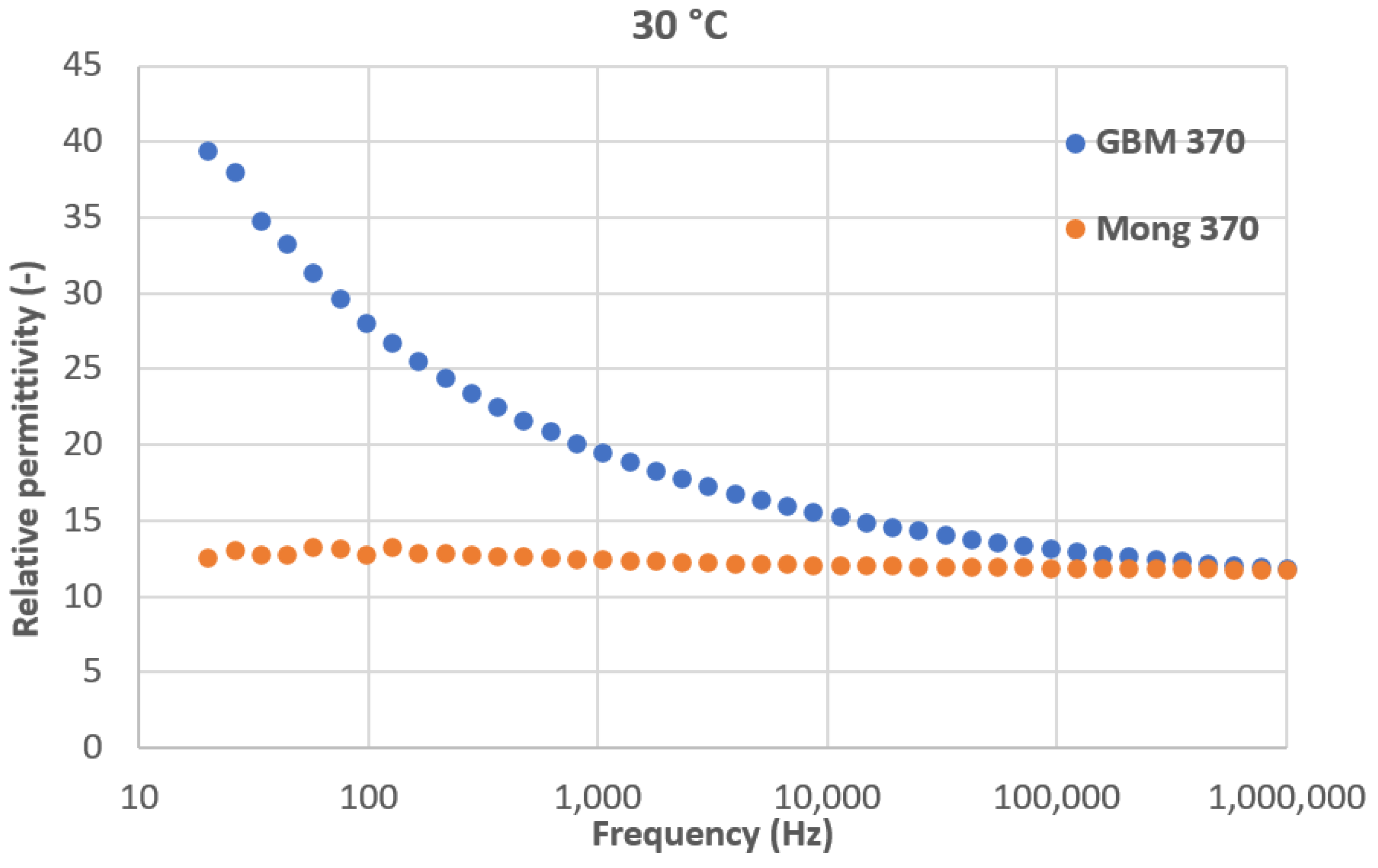
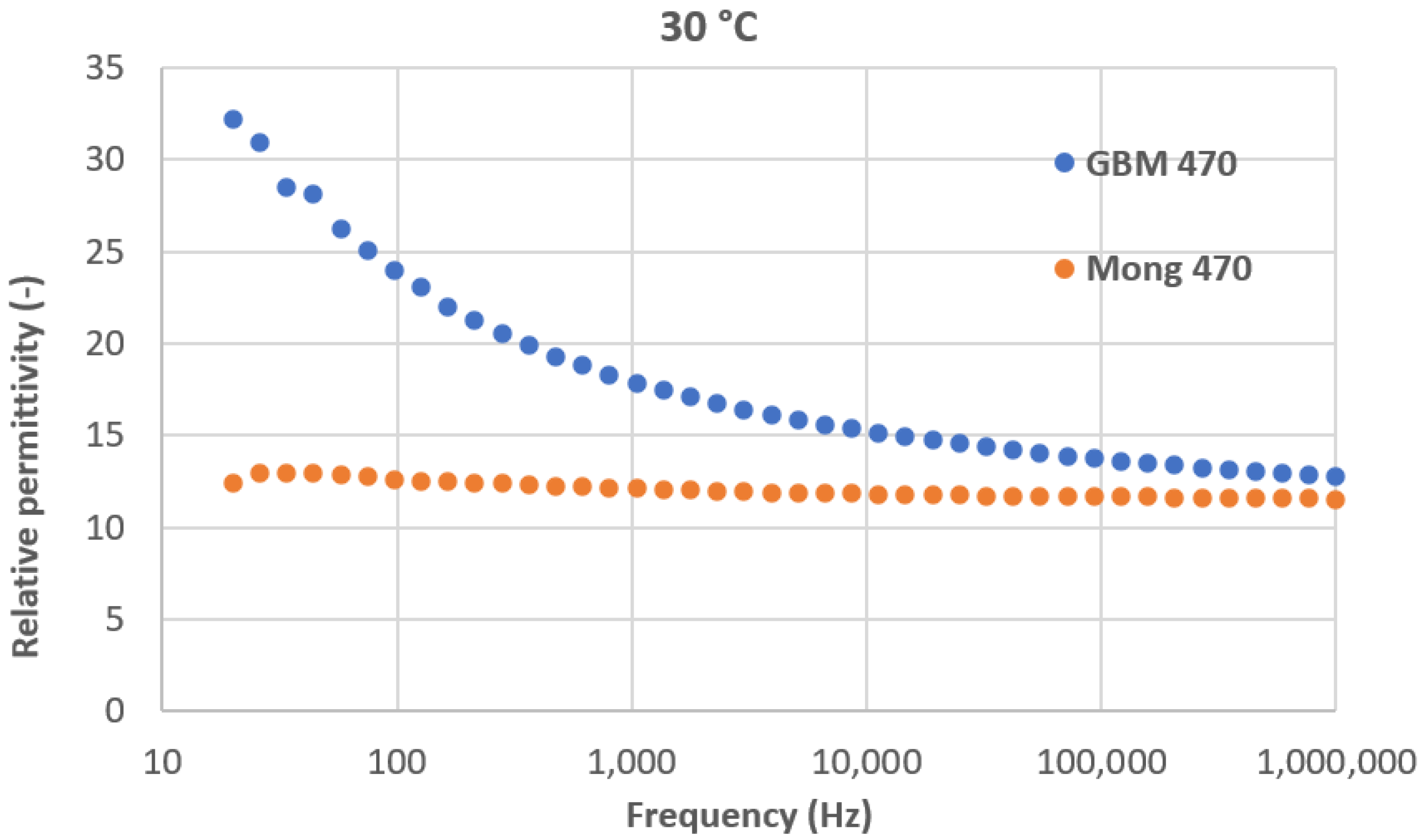
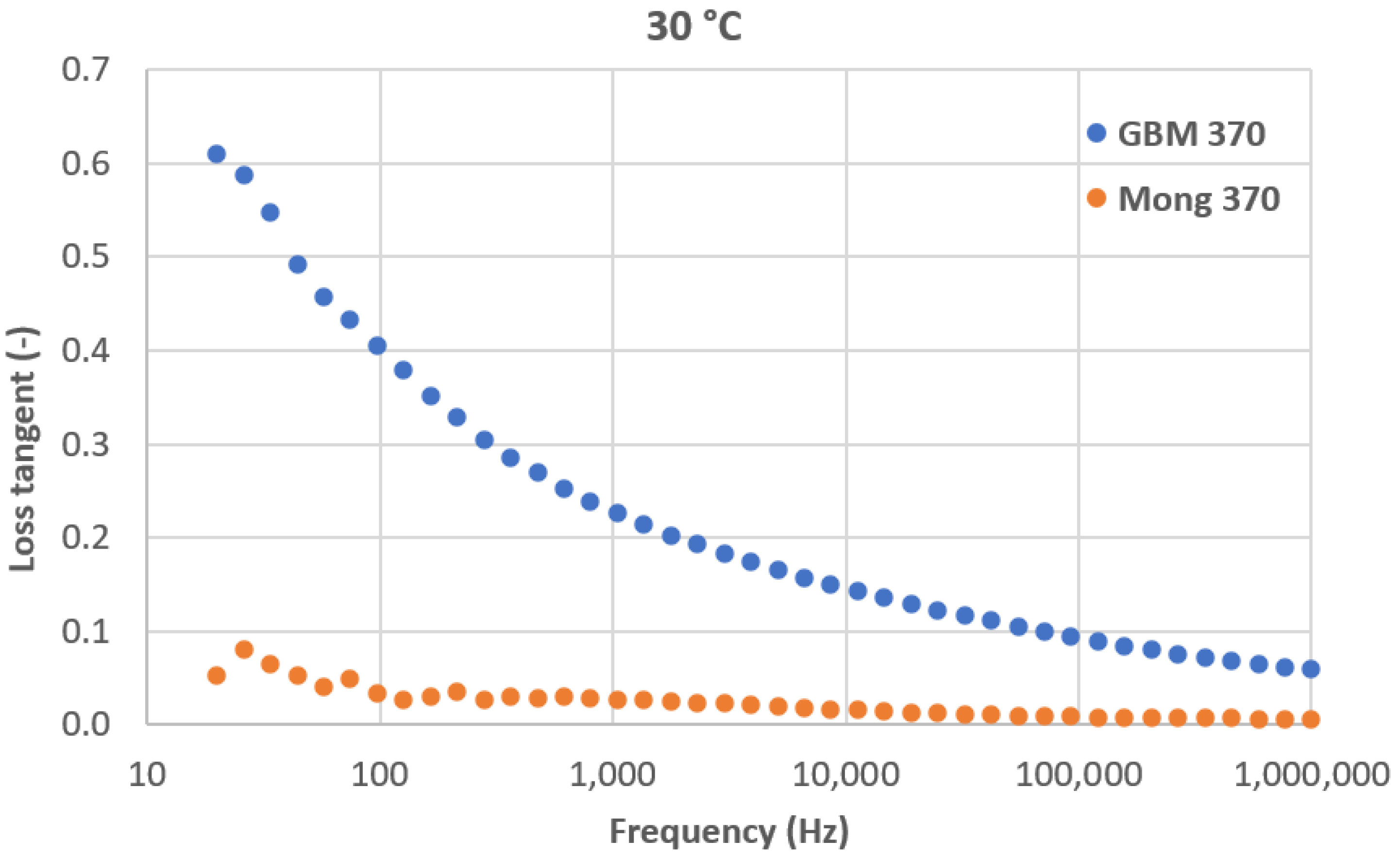
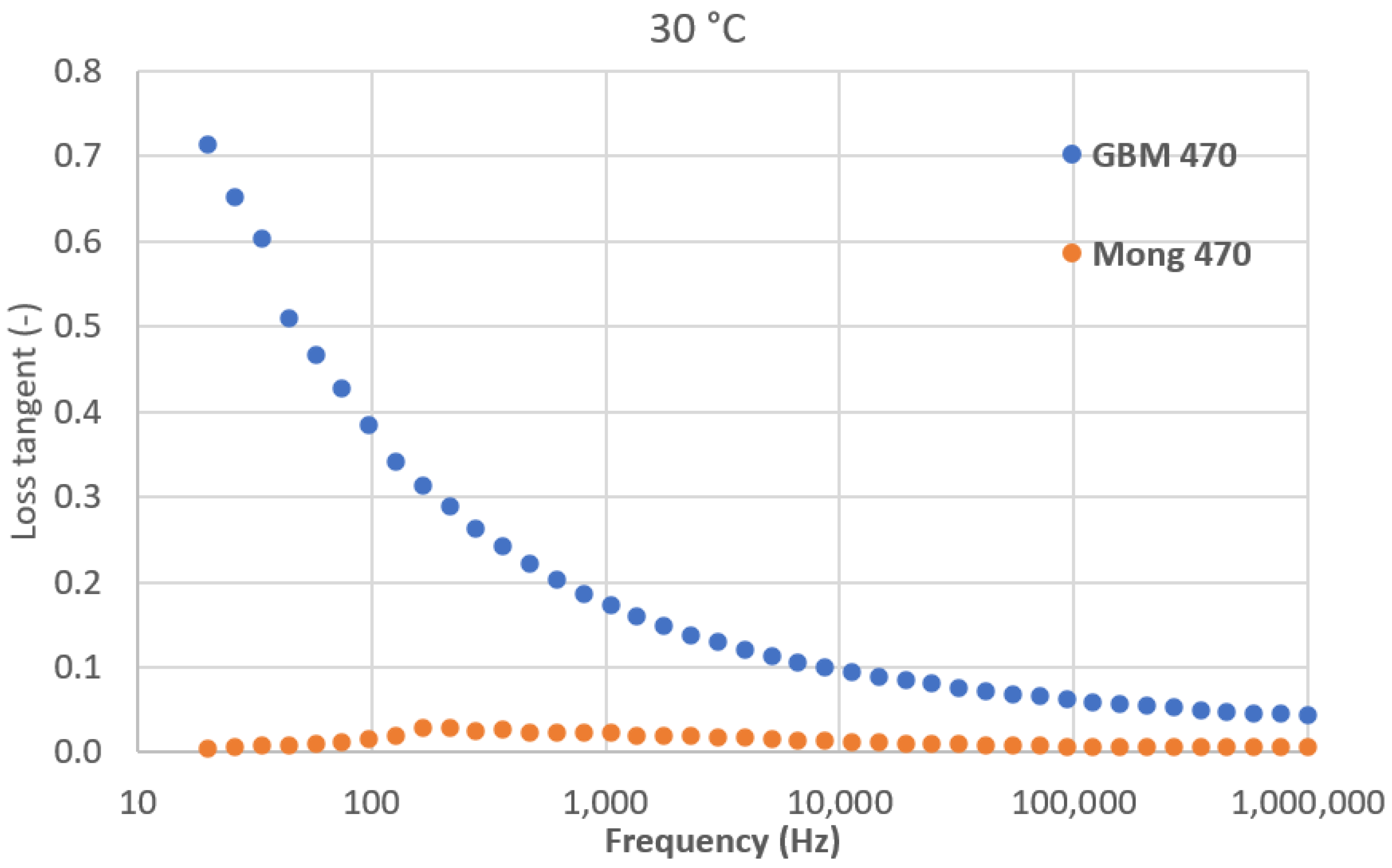
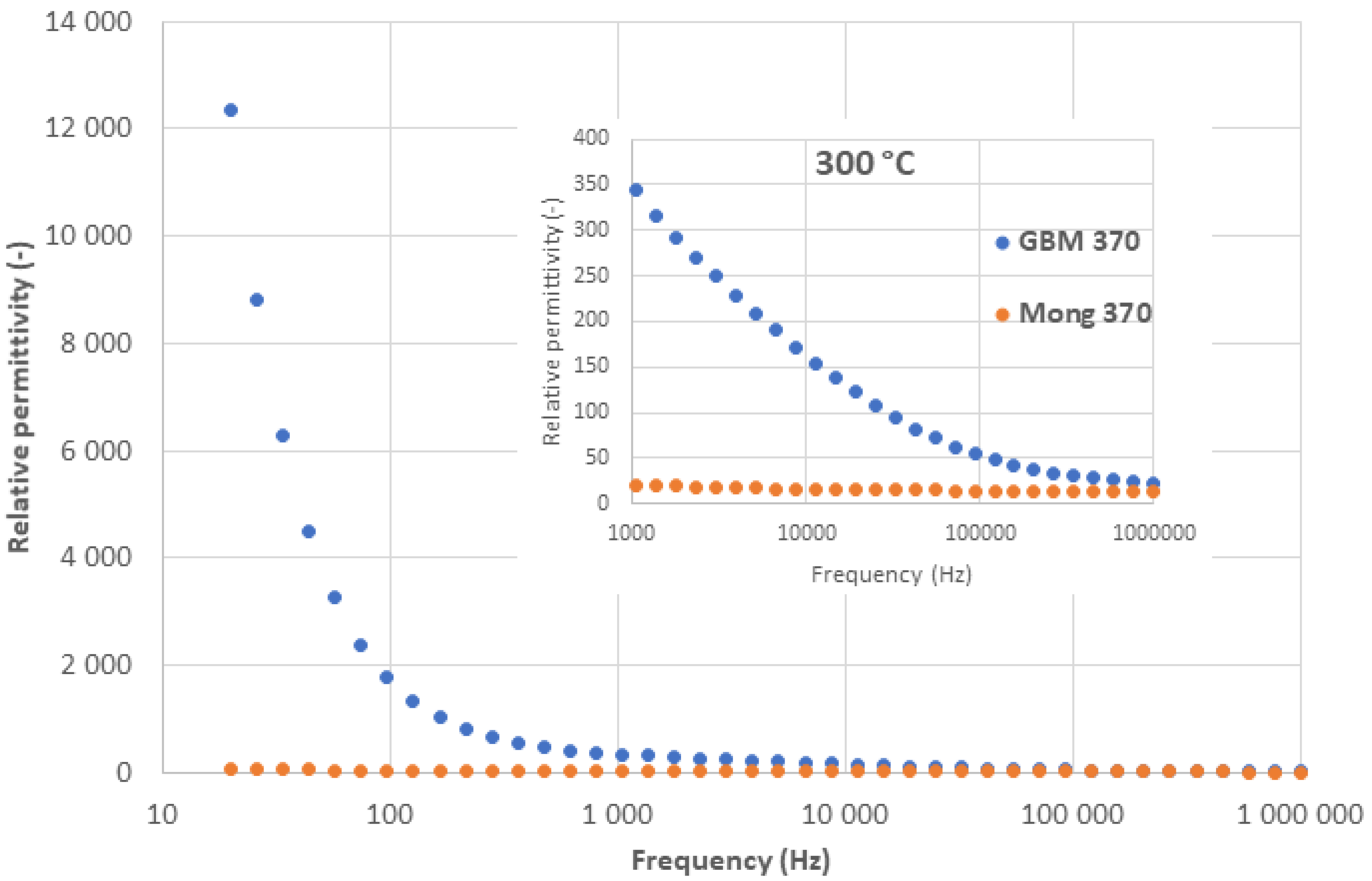
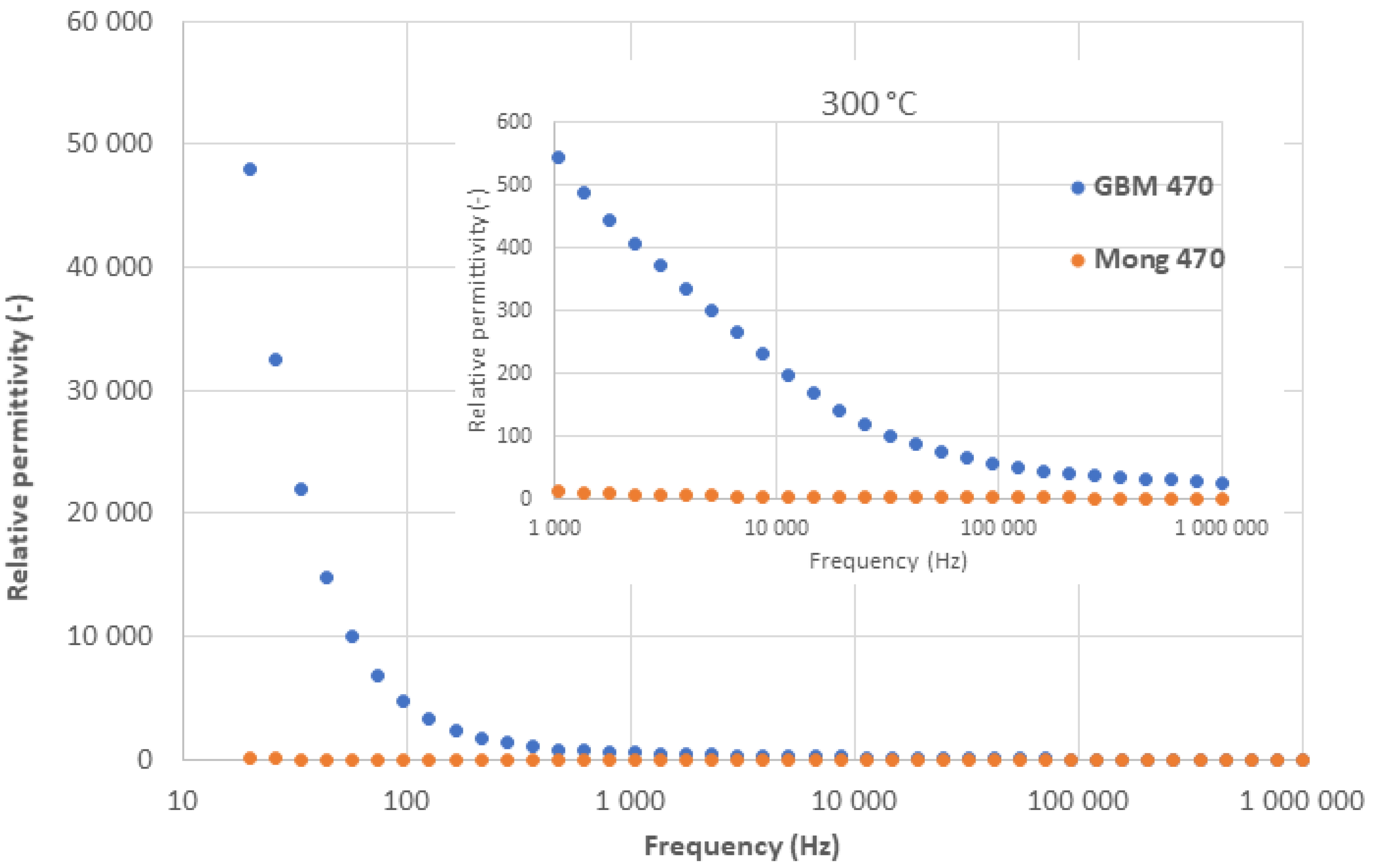
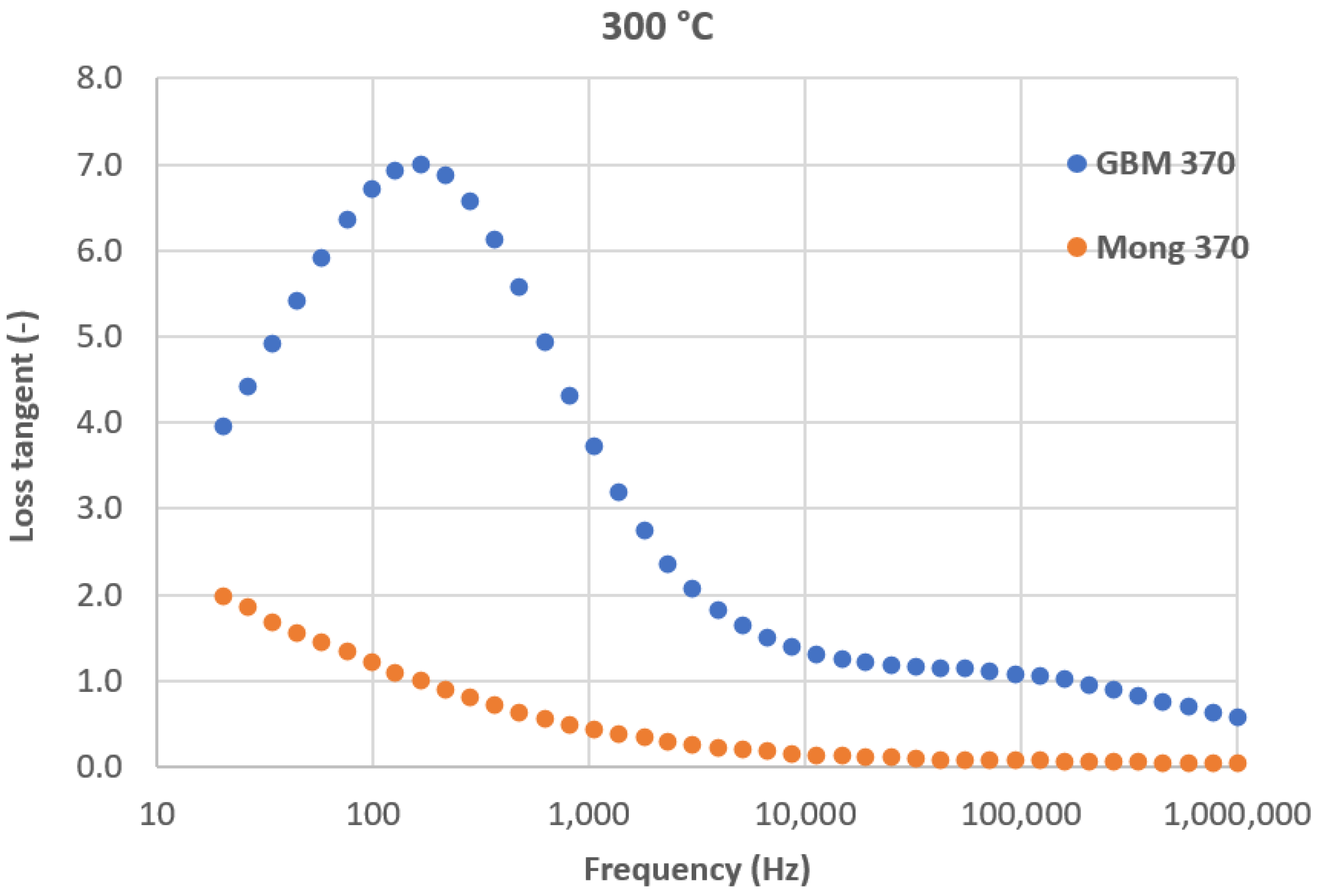
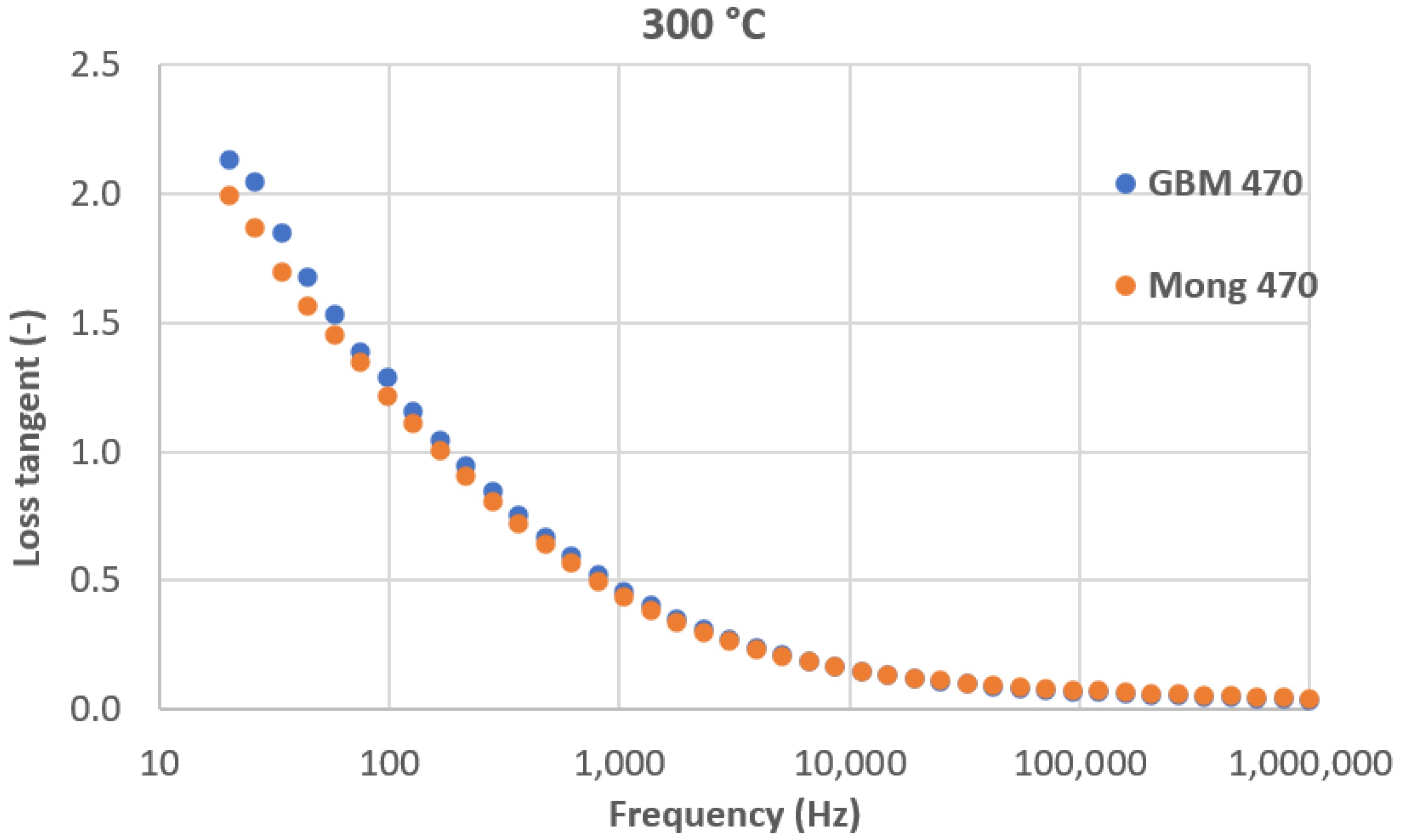
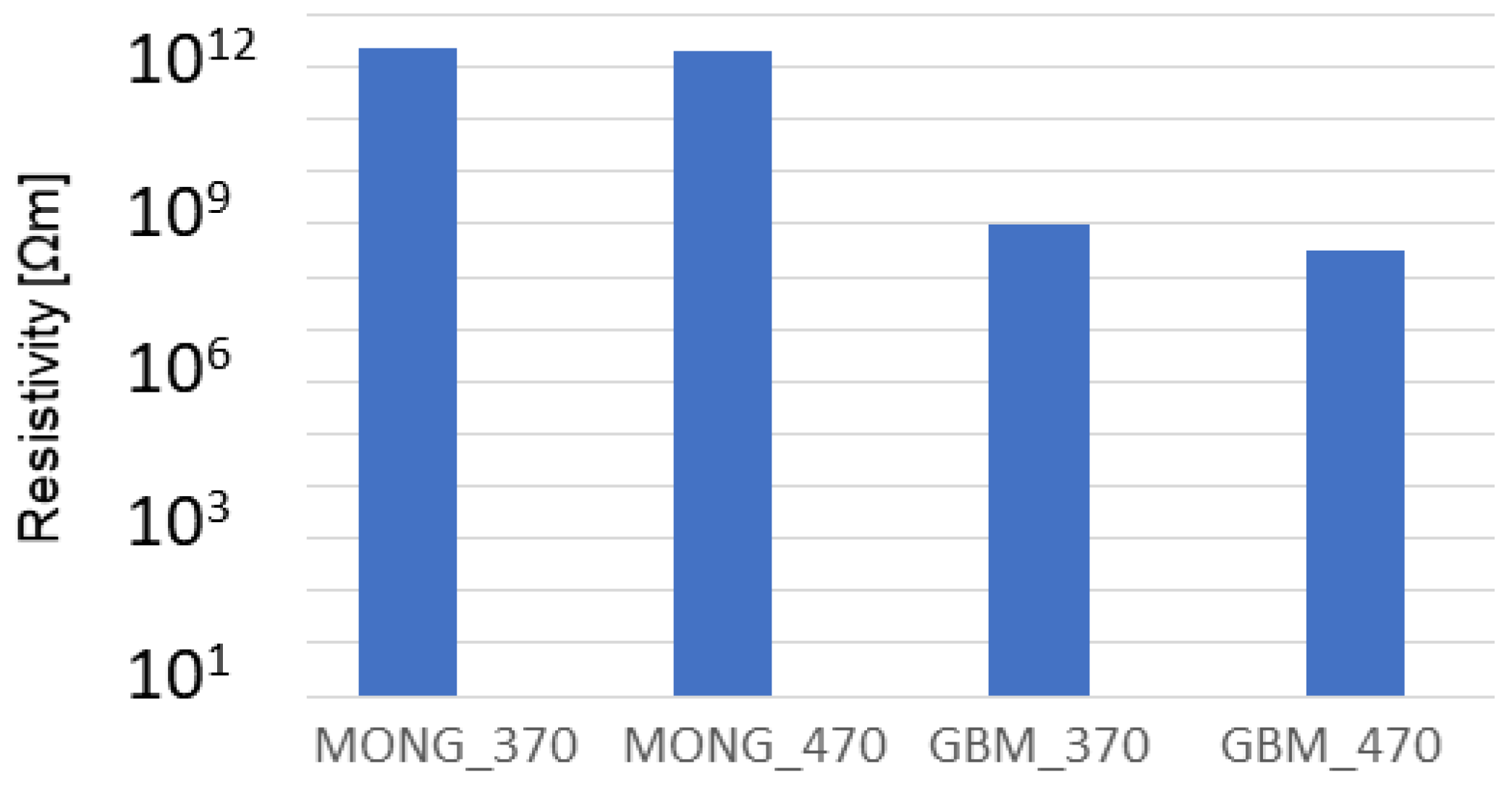
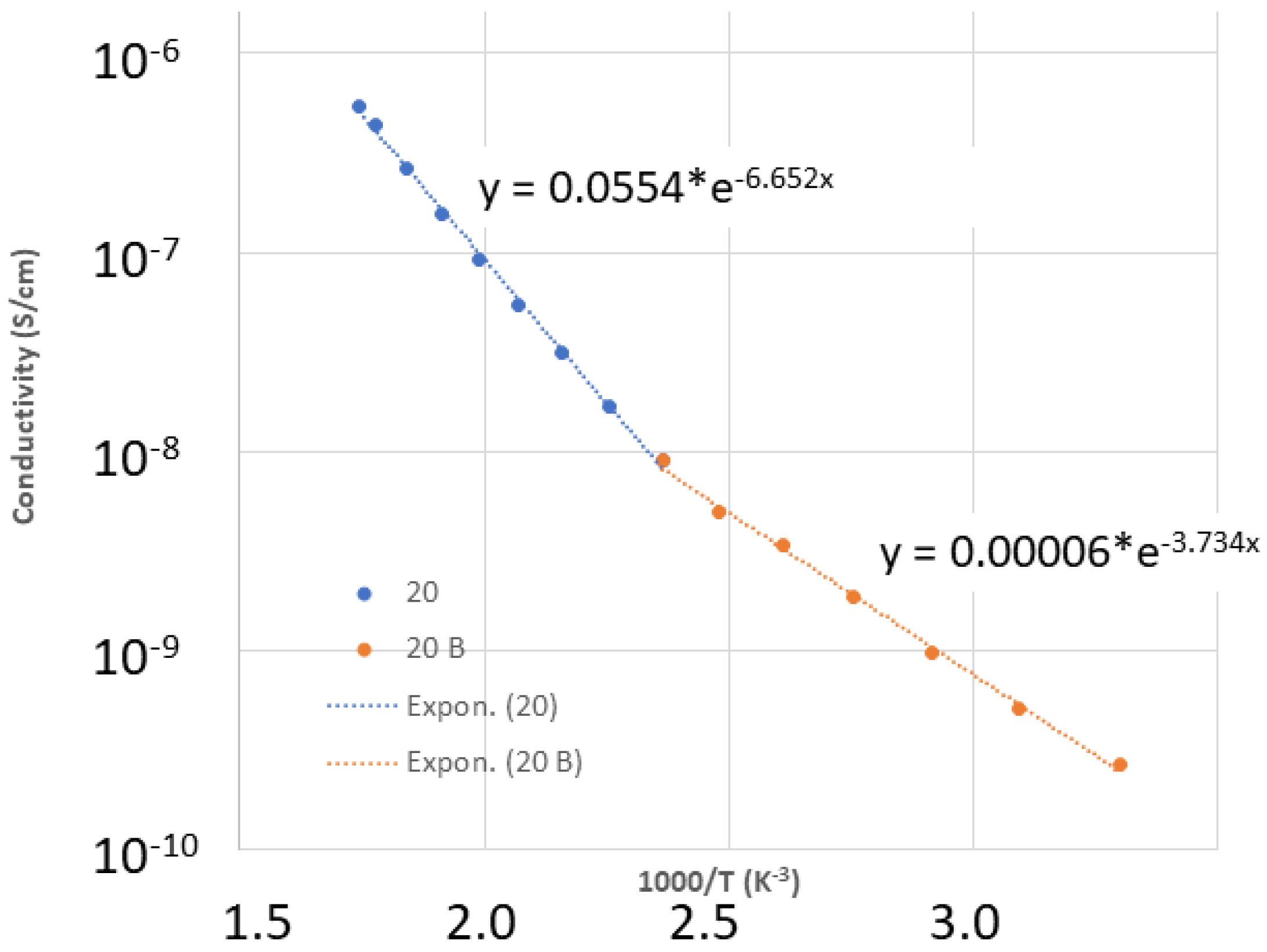
3.2. Dielectric Properties
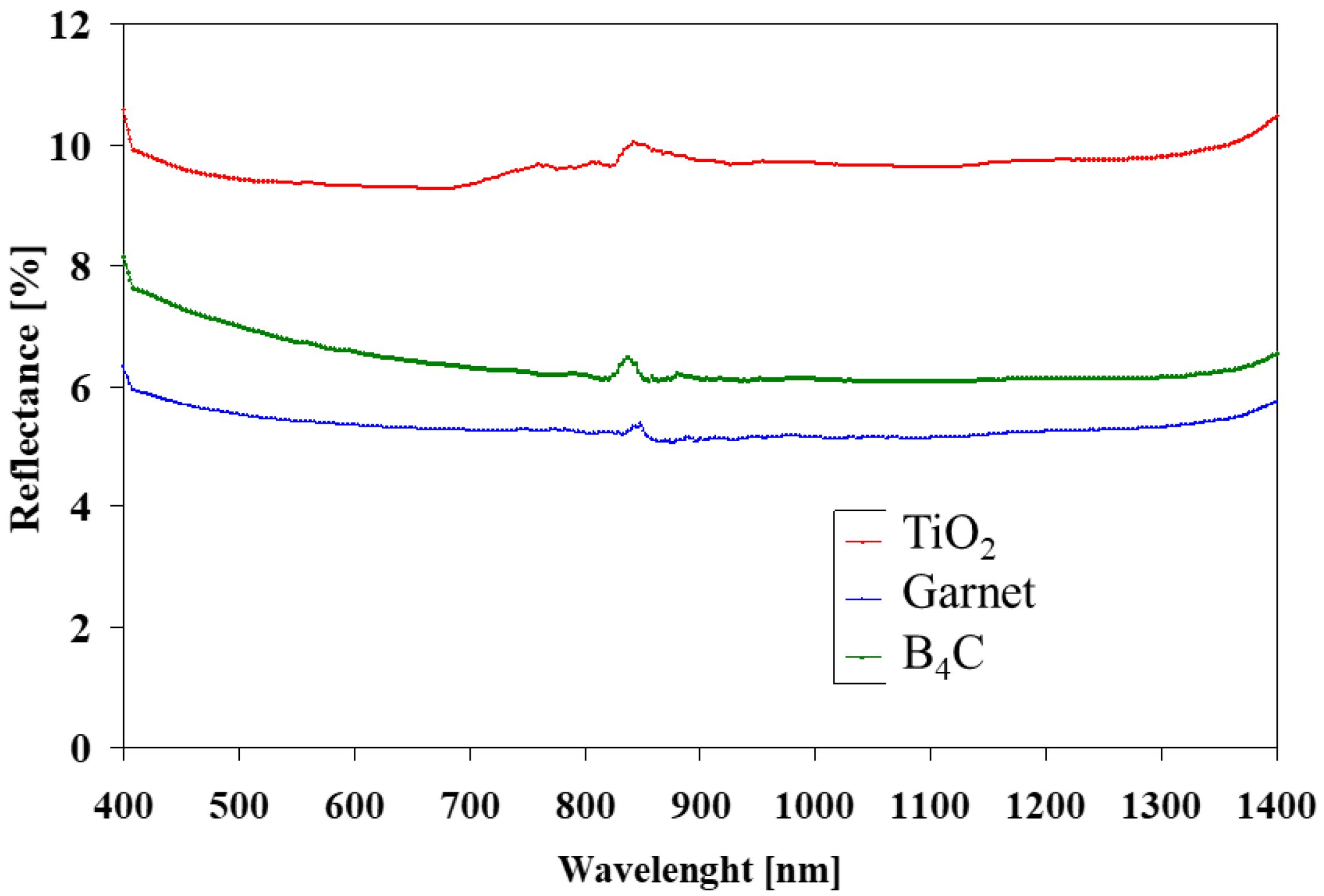
3.3. Reflectance
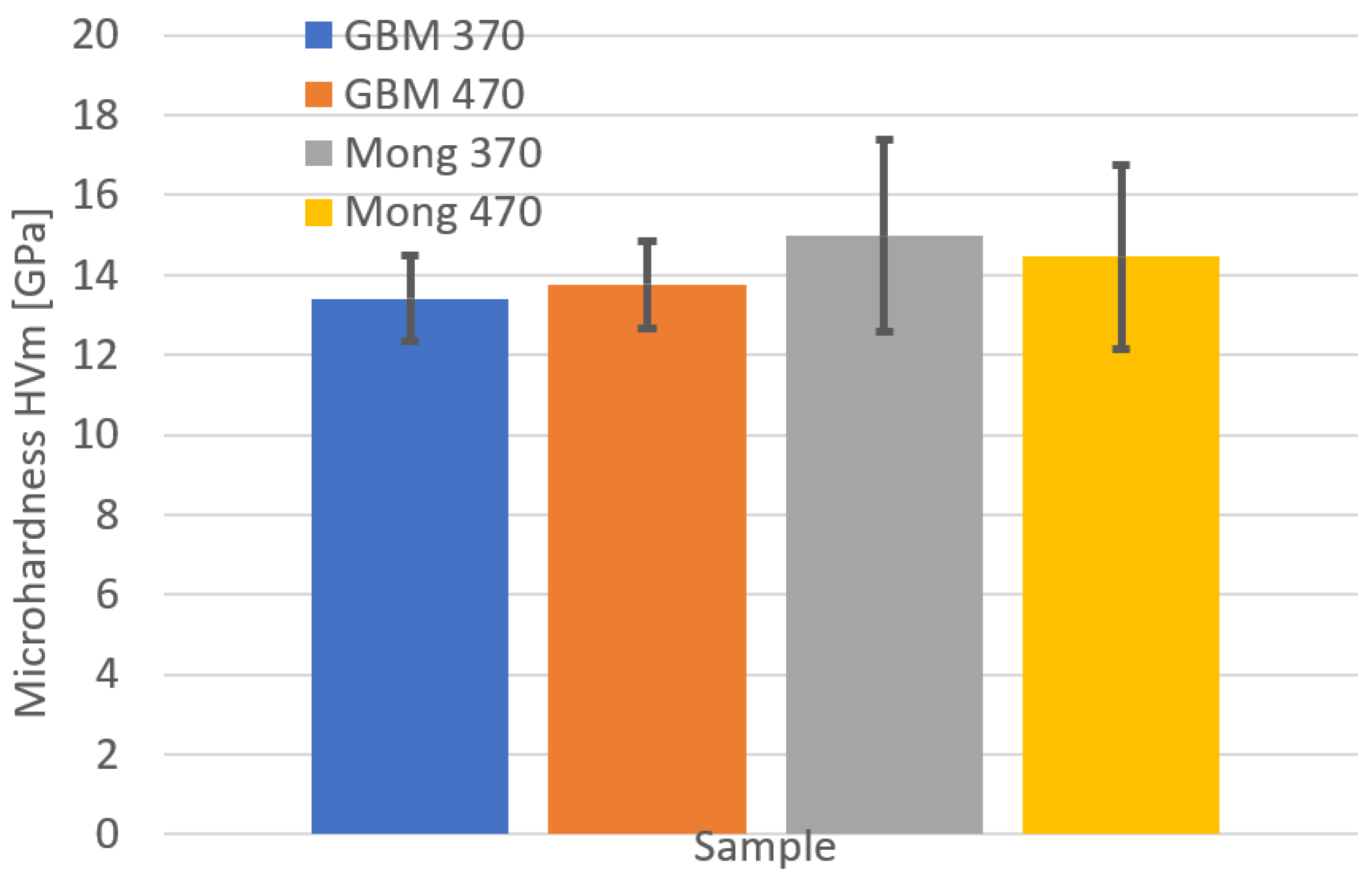
3.4. Mechanical Properties
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Kolman, B.; Neufuss, K.; Ilavský, J.; Dubský, J.; Chráska, P. Chemical Inhomogeneity of Silicates Treated by Plasma Spraying. J. Anal. At. Spectrom. 1999, 14, 471–473. [Google Scholar] [CrossRef]
- Shannon, R.D.; Rossman, G.R. Dielectric Constants of Silicate Garnets and the Oxide Additivity Rule. Am. Mineral. 1992, 77, 94–100. [Google Scholar]
- Cao, X.Q.; Vassen, R.; Stoever, D. Ceramic Materials for Thermal Barrier Coatings. J. Europ. Ceram. Soc. 2004, 24, 1–10. [Google Scholar] [CrossRef]
- Lukeš, P.; Člupek, M.; Babický, V.; Šunka, P. The Role of Surface Chemistry at Ceramic/Electrolyte Interfaces in the Generation of Pulsed Corona Discharges in Water Using Porous Ceramic-coated Rod Electrodes. Plasma Processes Polym. 2009, 6, 719–728. [Google Scholar] [CrossRef]
- Aparicio, C.; Filip, J.; Skogby, H.; Marušák, Z.; Mashlan, M.; Zbořil, R. Thermal Behavior of Almandine at Temperatures up to 1200 °C in Hydrogen. Phys. Chem. Miner. 2012, 39, 311–318. [Google Scholar] [CrossRef]
- Kumar, K.K.; Balaram, V.; Sirdeshmukh, L. Characterization and Dielectric Properties of Almandine-Pyrope Garnet. Bull. Mater. Sci. 1992, 15, 279–284. [Google Scholar] [CrossRef] [Green Version]
- Sibi, N.; Subodh, G. Structural and Microstructural Correlations of Physical Properties in Natural Almandine-Pyrope Solid Solution: Al70Py29. J. Electron. Mater. 2017, 46, 6947–6956. [Google Scholar] [CrossRef] [Green Version]
- Sibi, N.; Athira, R.; Subodh, G. Garnet Mineral-based Composites Through Cold Sintering Process: Microstructure and Dielectric Properties. J. Europ. Ceram. Soc. 2020, 40, 371–375. [Google Scholar]
- Izawa, M.R.M.; Cloutis, E.A.; Rhind, T.; Mertzman, S.A.; Poitras, J.; Applin, D.M.; Mann, P. Spectral Reflectance (0.35–2.5 μm) Properties of Garnets: Implications for Remote Sensing Detection and Characterization. Icarus 2018, 300, 392–410. [Google Scholar] [CrossRef]
- Ctibor, P.; Nevrlá, B.; Neufuss, K.; Petrášek, J.; Sedláček, J. Plasma Spray Coatings of Natural Ores from Structural, Mechanical, Thermal, and Dielectric Viewpoints. Coatings 2020, 10, 3. [Google Scholar] [CrossRef] [Green Version]




















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Coating | Phase Composition |
|---|---|
| Garnet GBM, feedstock | Almandine, quartz SiO2 |
| Garnet GBM, SD 370 | amorphous |
| Garnet GBM, SD 470 | amorphous |
| Garnet Mong, SD 470 | crystalline: garnet Fe3(Al1.7Fe0.3)·(SiO4)3 (PDF 01-081-0540) i.e., Fe3.3Al1.7Si3O12—Fe-rich almandine |
| Garnet Mong, feedstock | SiO2, albite K0.2Na0.8AlSi3O8 (PDF 01-083-2215), minor phases: cordierite Mg2Al3(AlSi5)O18 (PDF 01-076-6039) muscovite K0.8Na0.2Fe0.05Al2.95Si3.1O10(OH)2 (PDF04-012-1905) |
| Coating | Ea [eV] | Ea HT [eV] |
|---|---|---|
| Garnet Mong, SD 370 | 0.0200 | 0.0010 |
| Garnet Mong, SD 470 | 0.0054 | 0.0056 |
| Garnet GBM, SD 370 | 0.0600 | 0.0008 |
| Garnet GBM, SD 470 | n.a * | 0.0012 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ctibor, P.; Sedláček, J.; Straka, L. Dielectric Properties of Plasma-Sprayed Fully Natural Garnets. Coatings 2022, 12, 1017. https://doi.org/10.3390/coatings12071017
Ctibor P, Sedláček J, Straka L. Dielectric Properties of Plasma-Sprayed Fully Natural Garnets. Coatings. 2022; 12(7):1017. https://doi.org/10.3390/coatings12071017
Chicago/Turabian StyleCtibor, Pavel, Josef Sedláček, and Libor Straka. 2022. "Dielectric Properties of Plasma-Sprayed Fully Natural Garnets" Coatings 12, no. 7: 1017. https://doi.org/10.3390/coatings12071017