
The Correlation of Plasma Characteristics to the Deposition Rate of Plasma Polymerized Methyl Methacrylate Thin Films in an Inductively Coupled Plasma System

 , and
, and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Substrate, MMA Preparation
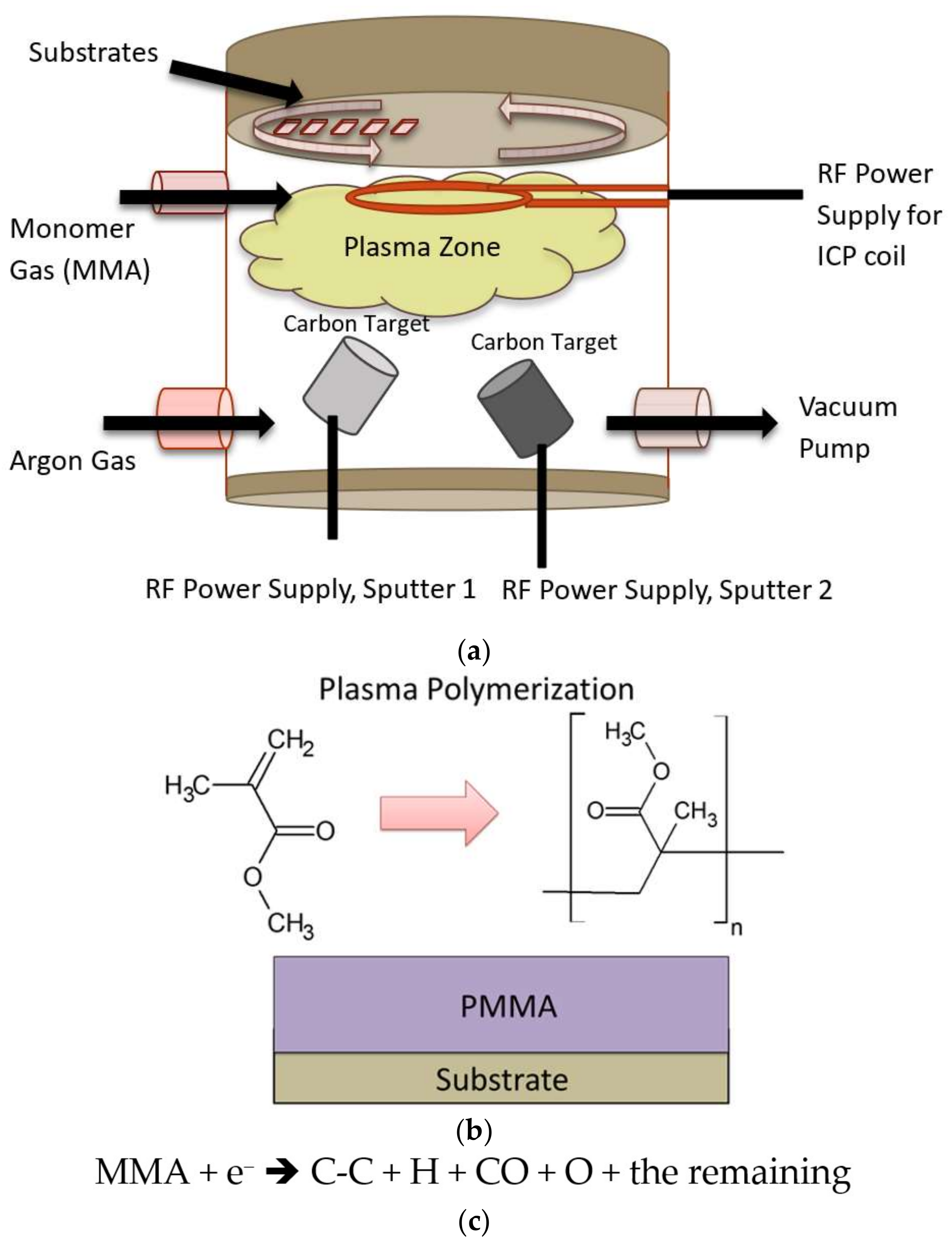
2.2. Plasma Reactor and Plasma Polymerization
2.3. Plasma Characterization
2.4. Thickness Measurement
2.5. Chemical Bonding Characterization
3. Results and Discussion
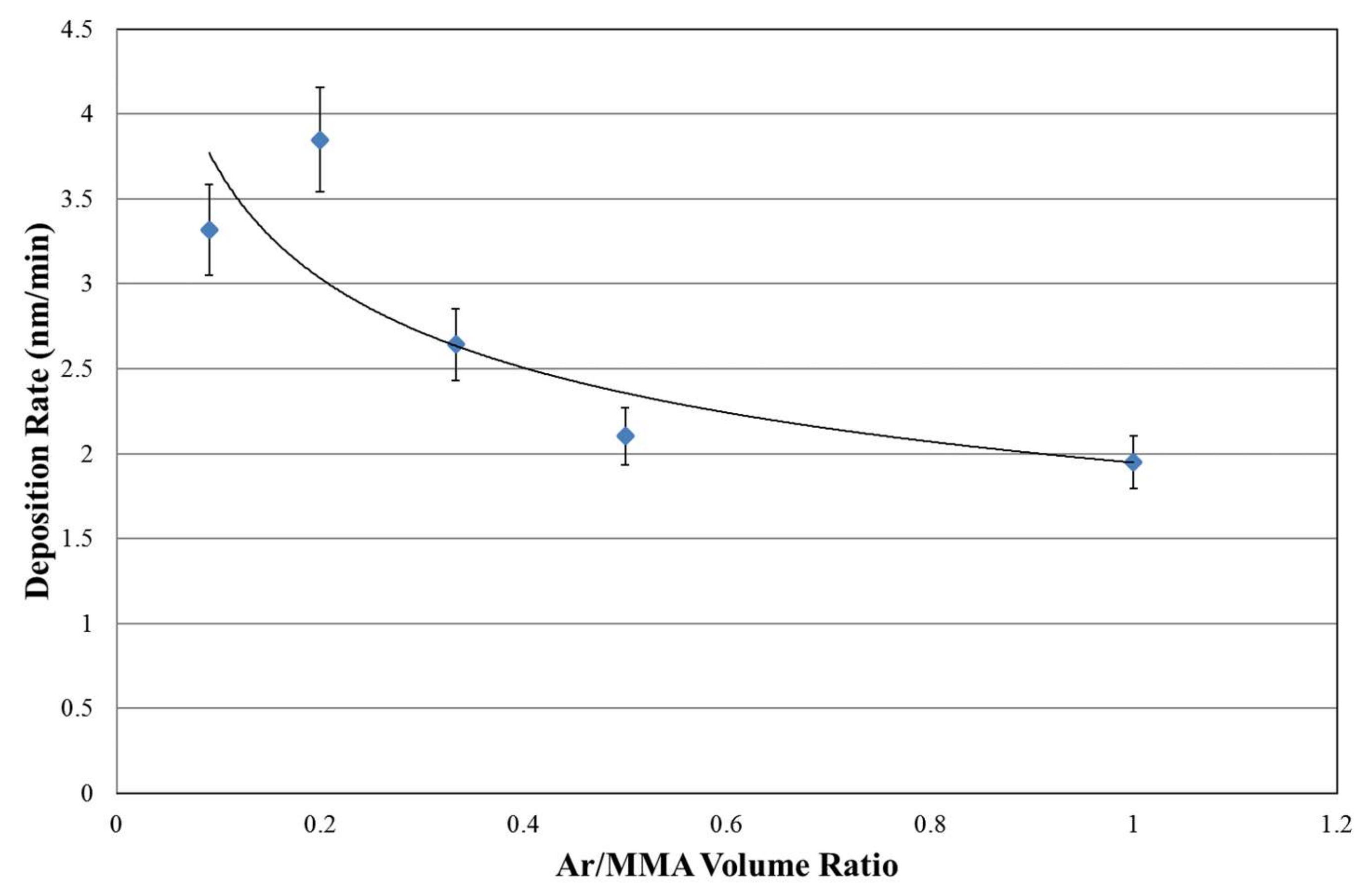
3.1. Effects of Ar/MMA Volume Ratio on Deposition Rate
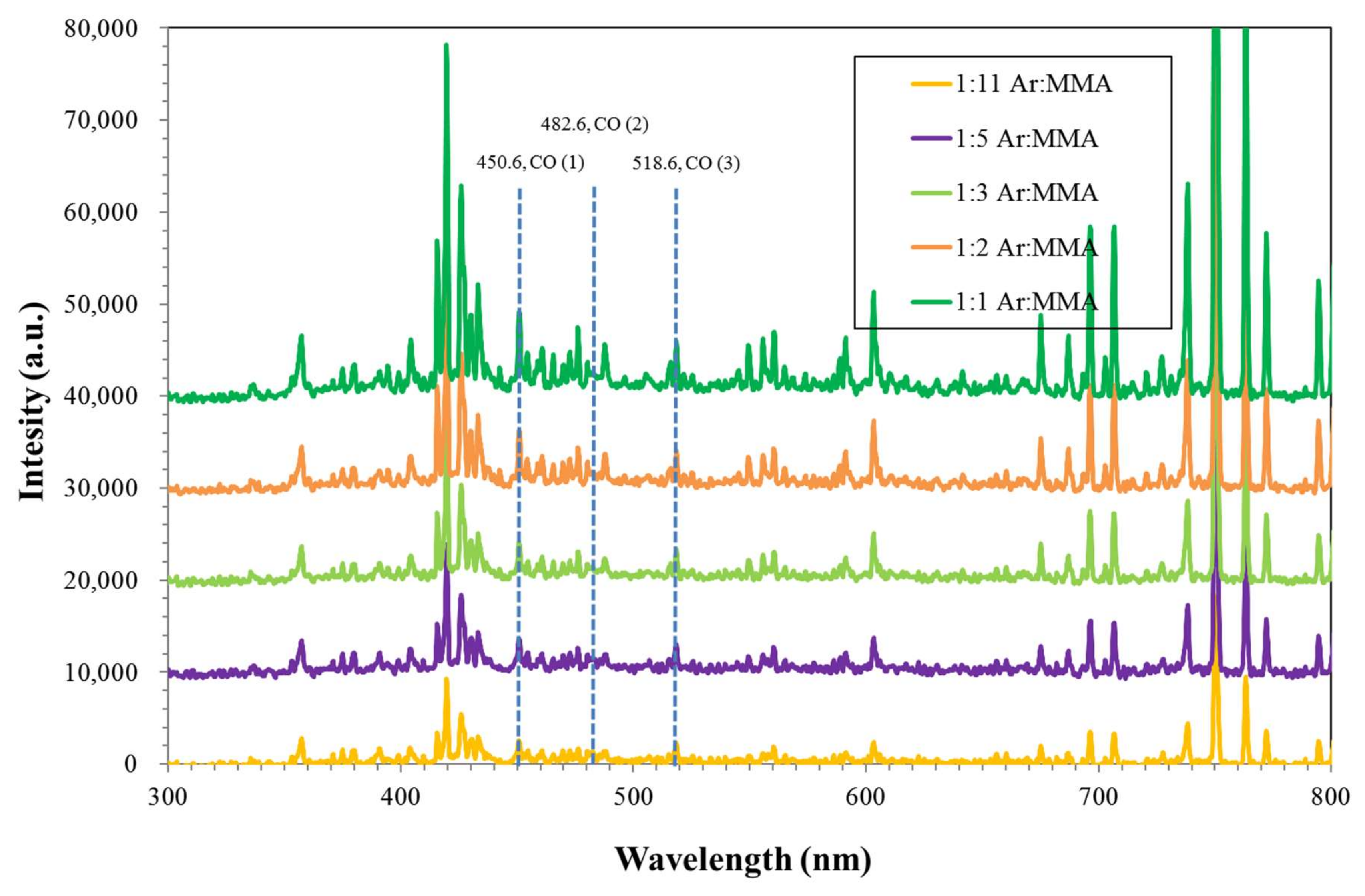
3.1.1. Plasma Characterization
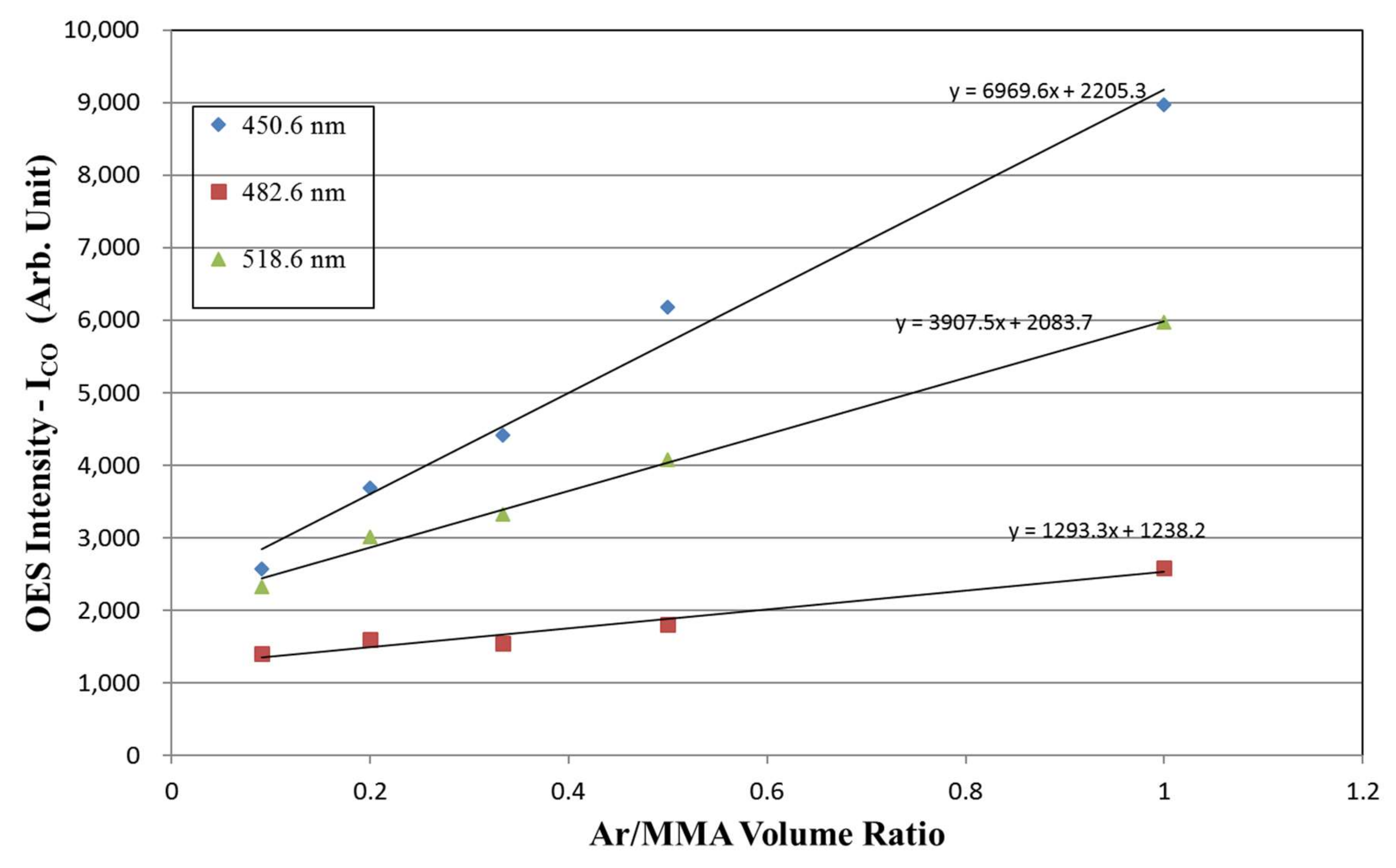
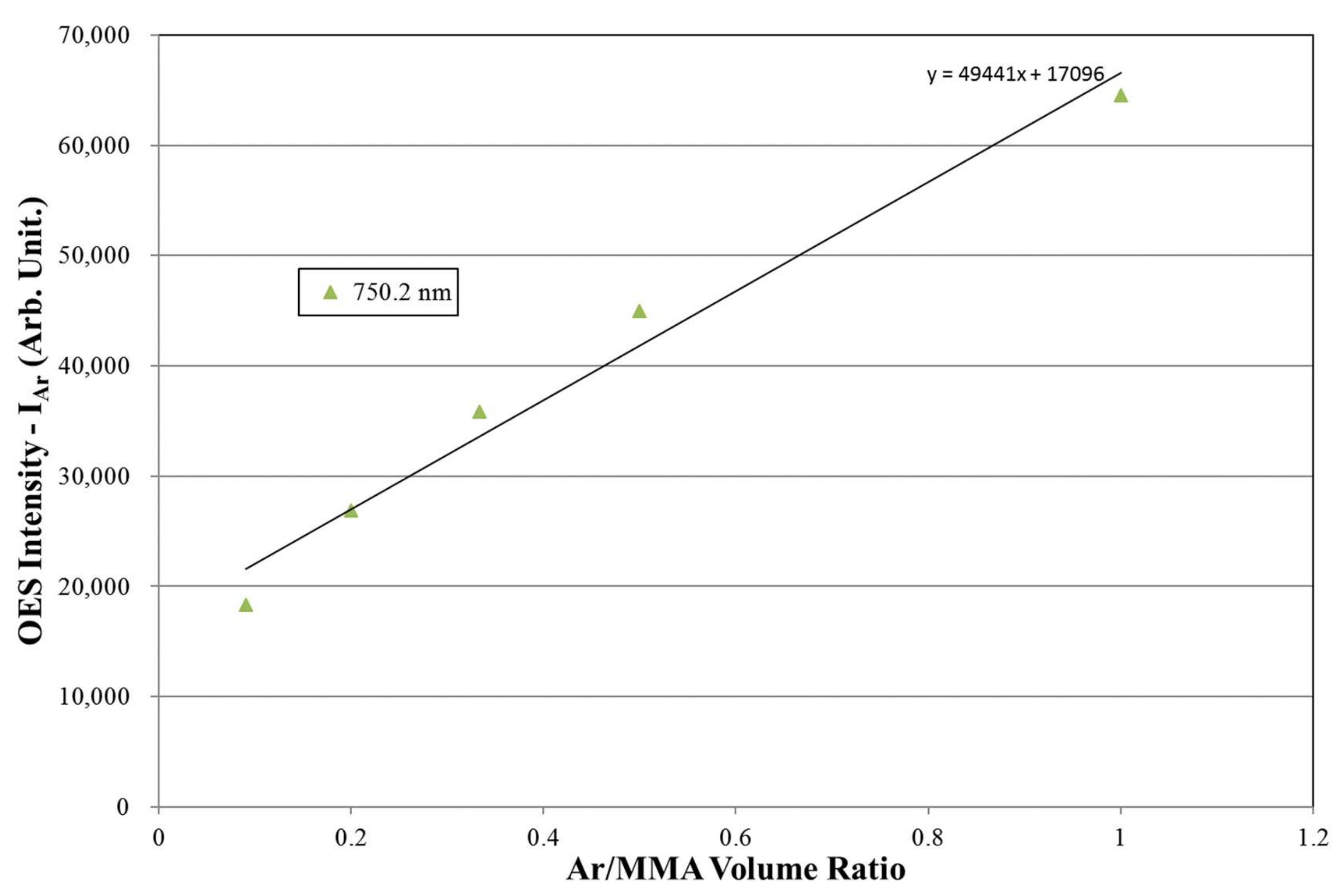
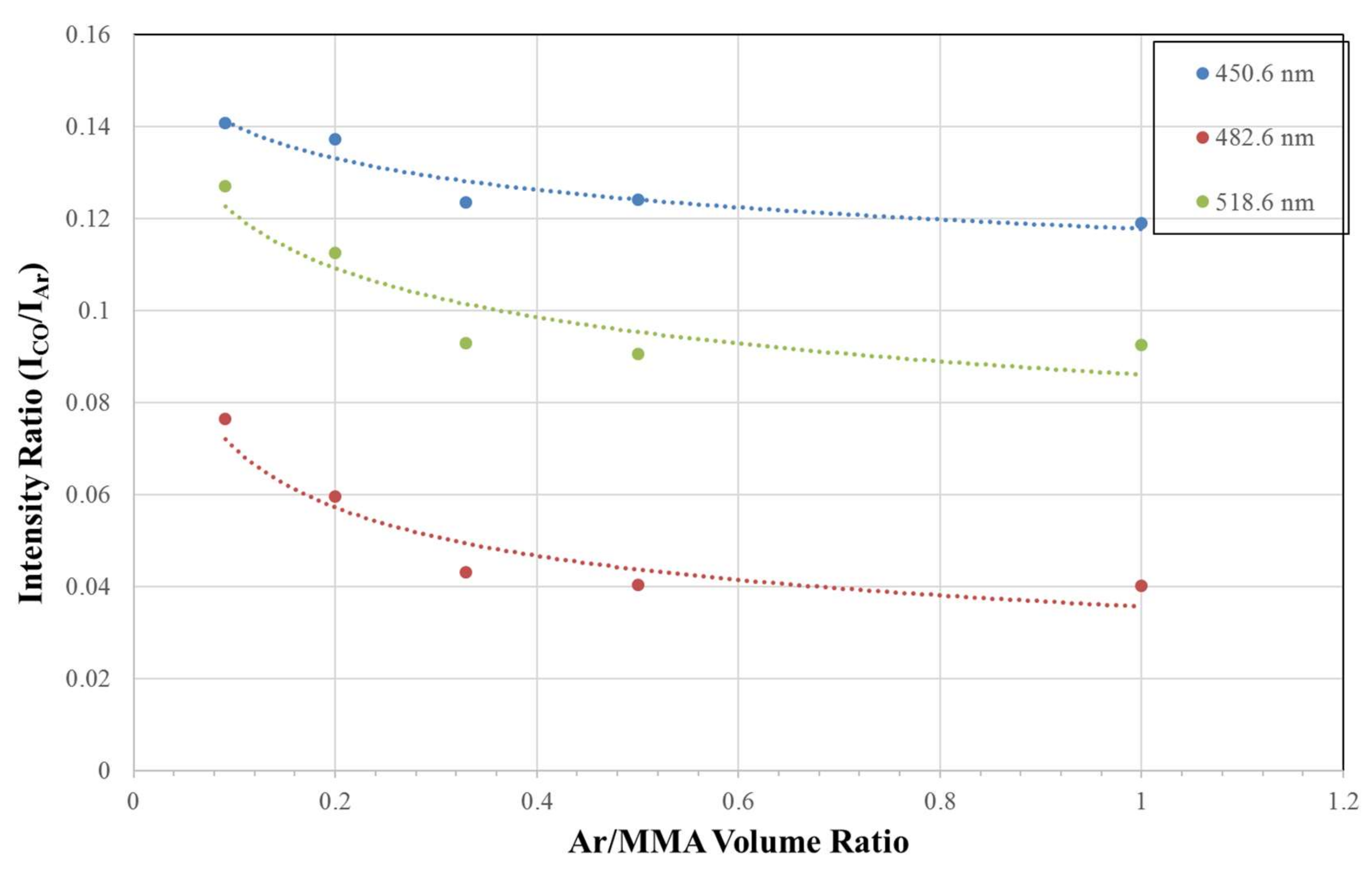
3.1.2. Correlation of Deposition Rate and OES Analysis
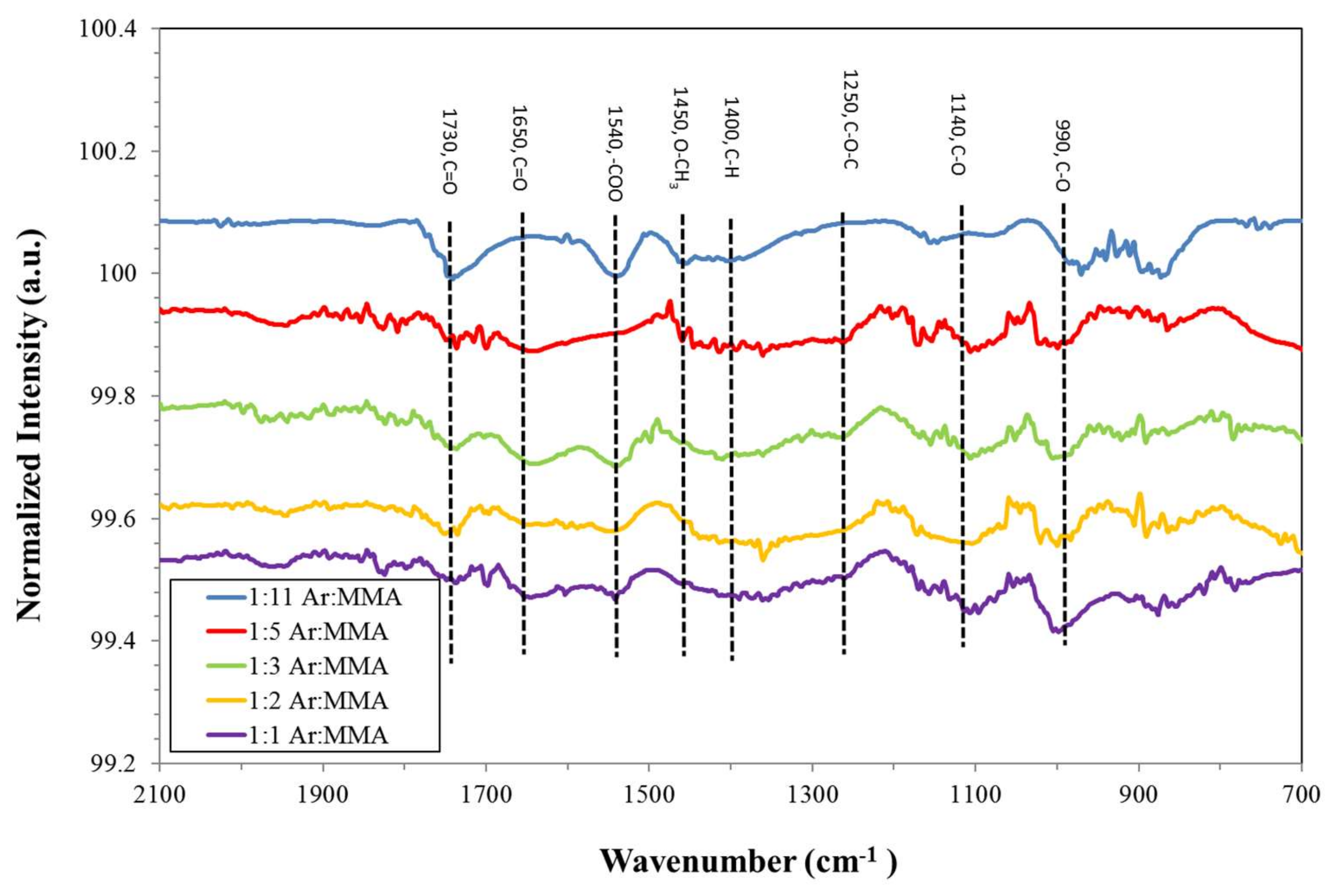
3.1.3. Chemical Bonding Characterization
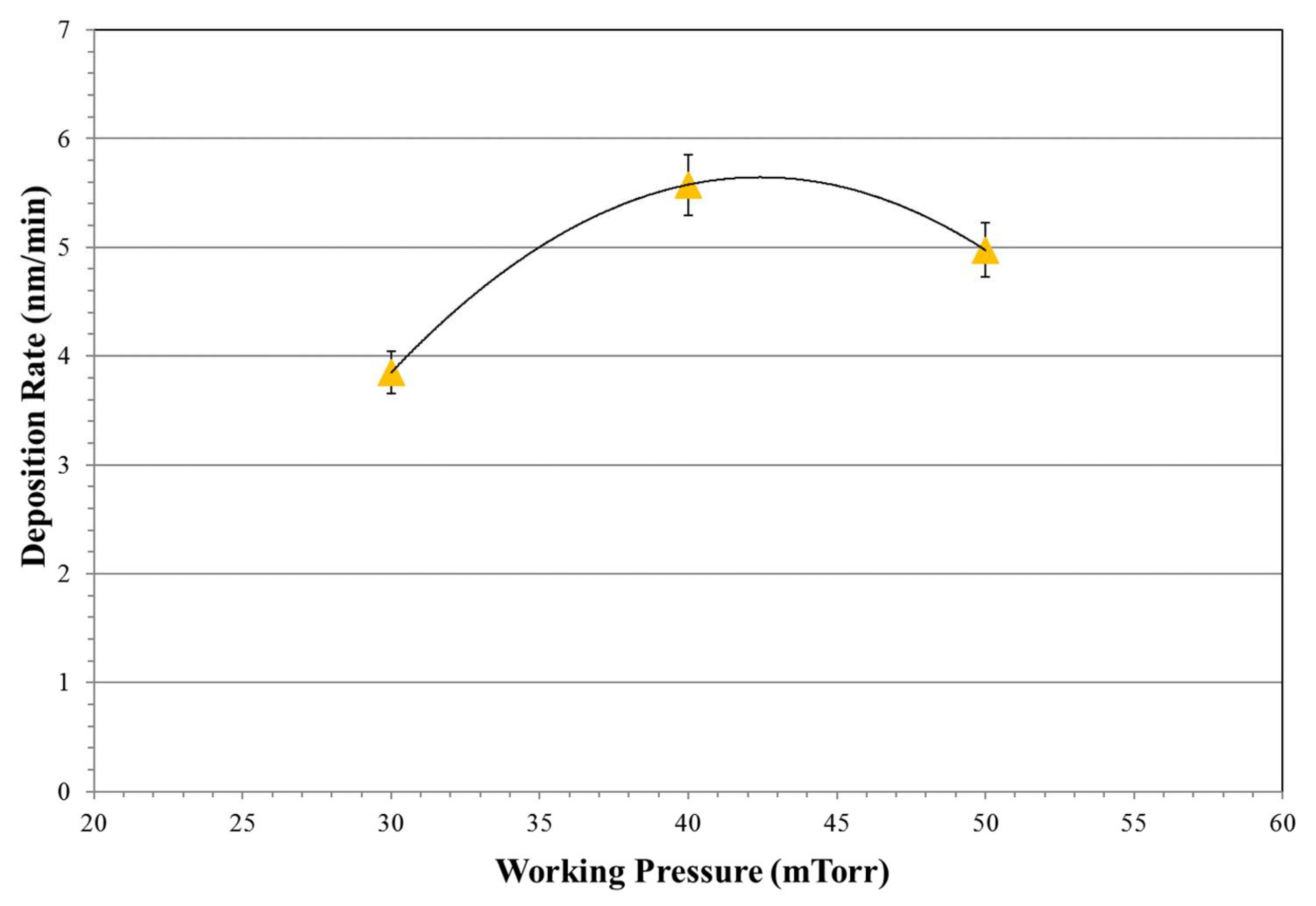
3.2. Effects of Working Pressure on Deposition Rate
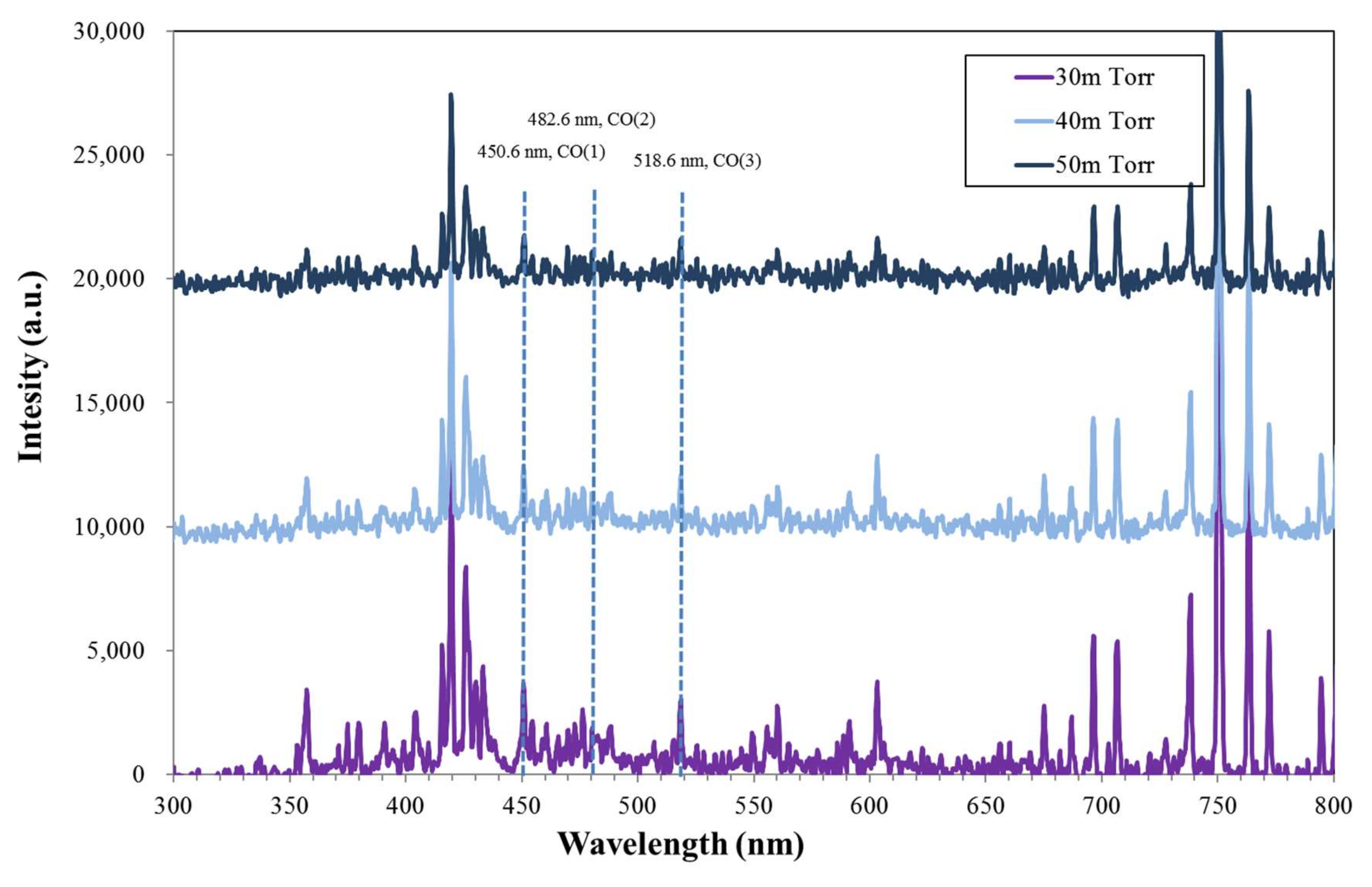
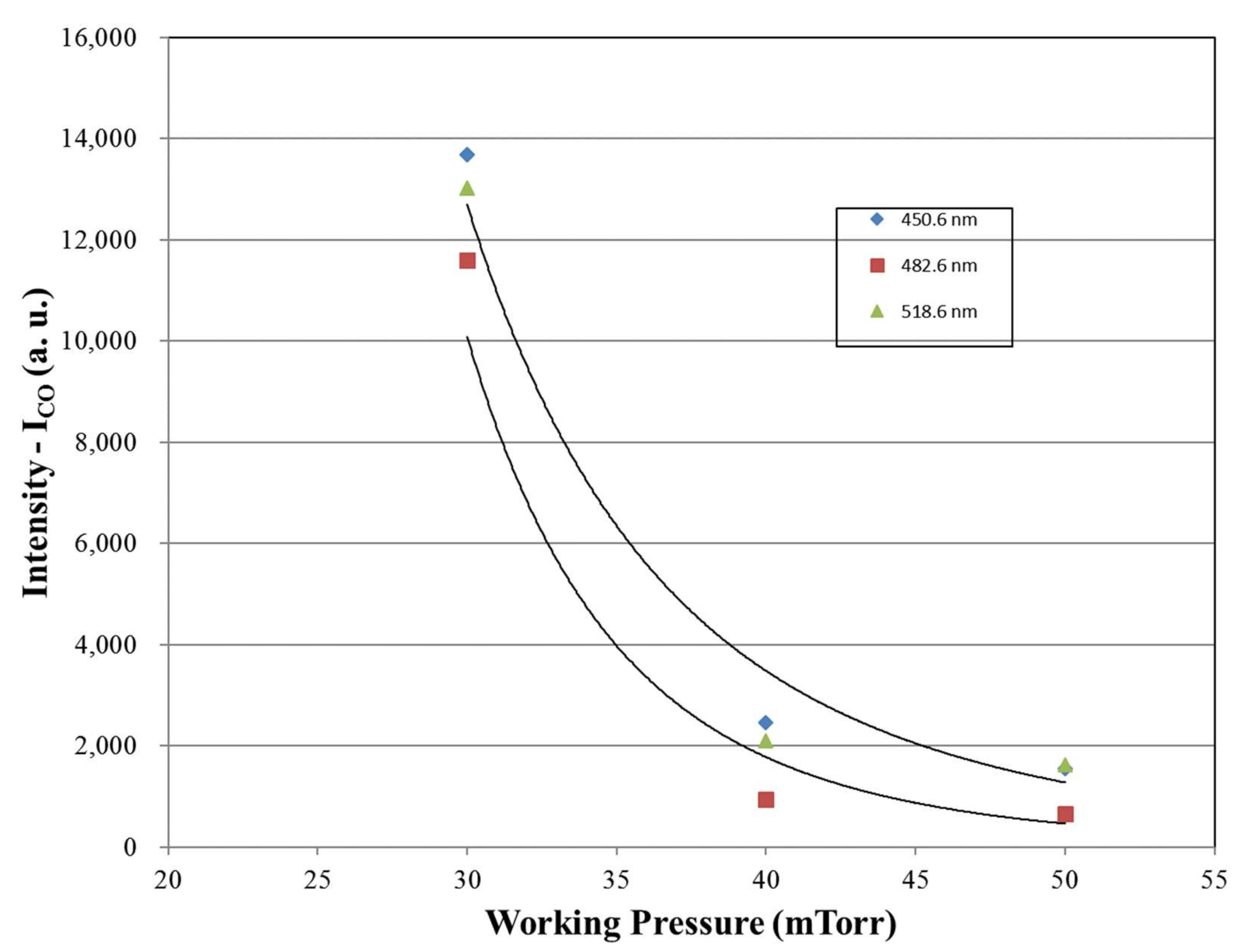
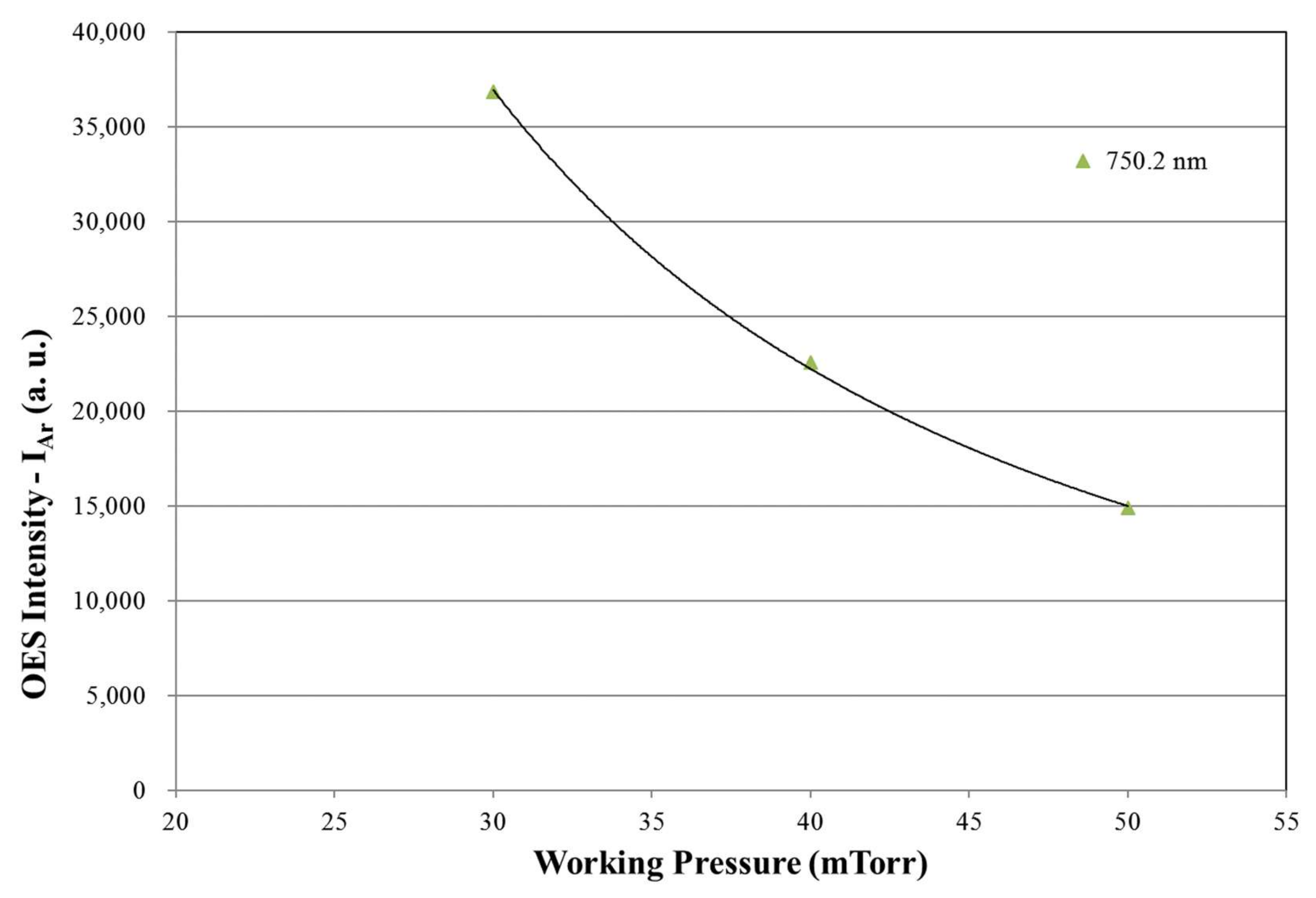
3.2.1. Plasma Characterization
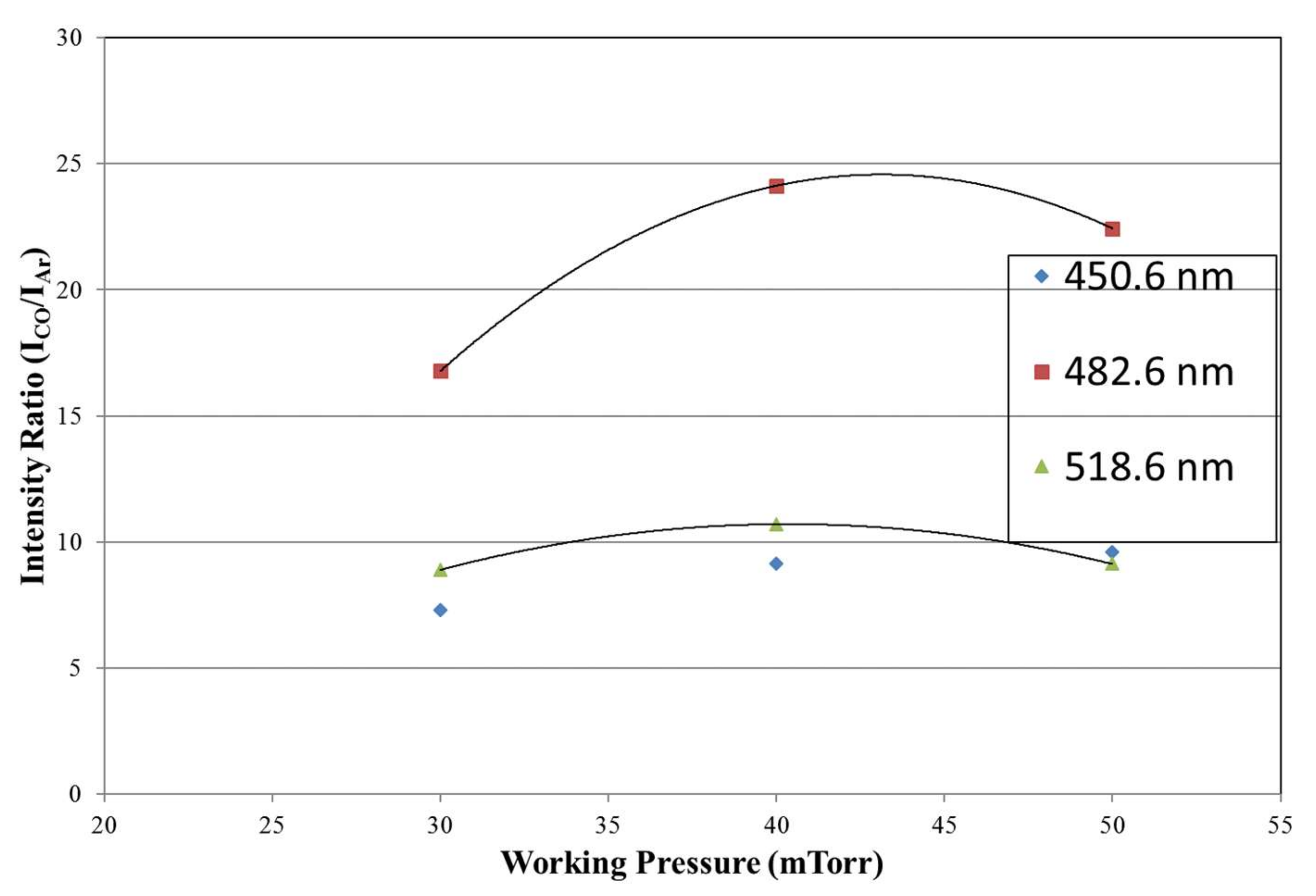
3.2.2. Correlation of Deposition Rate and OES Data
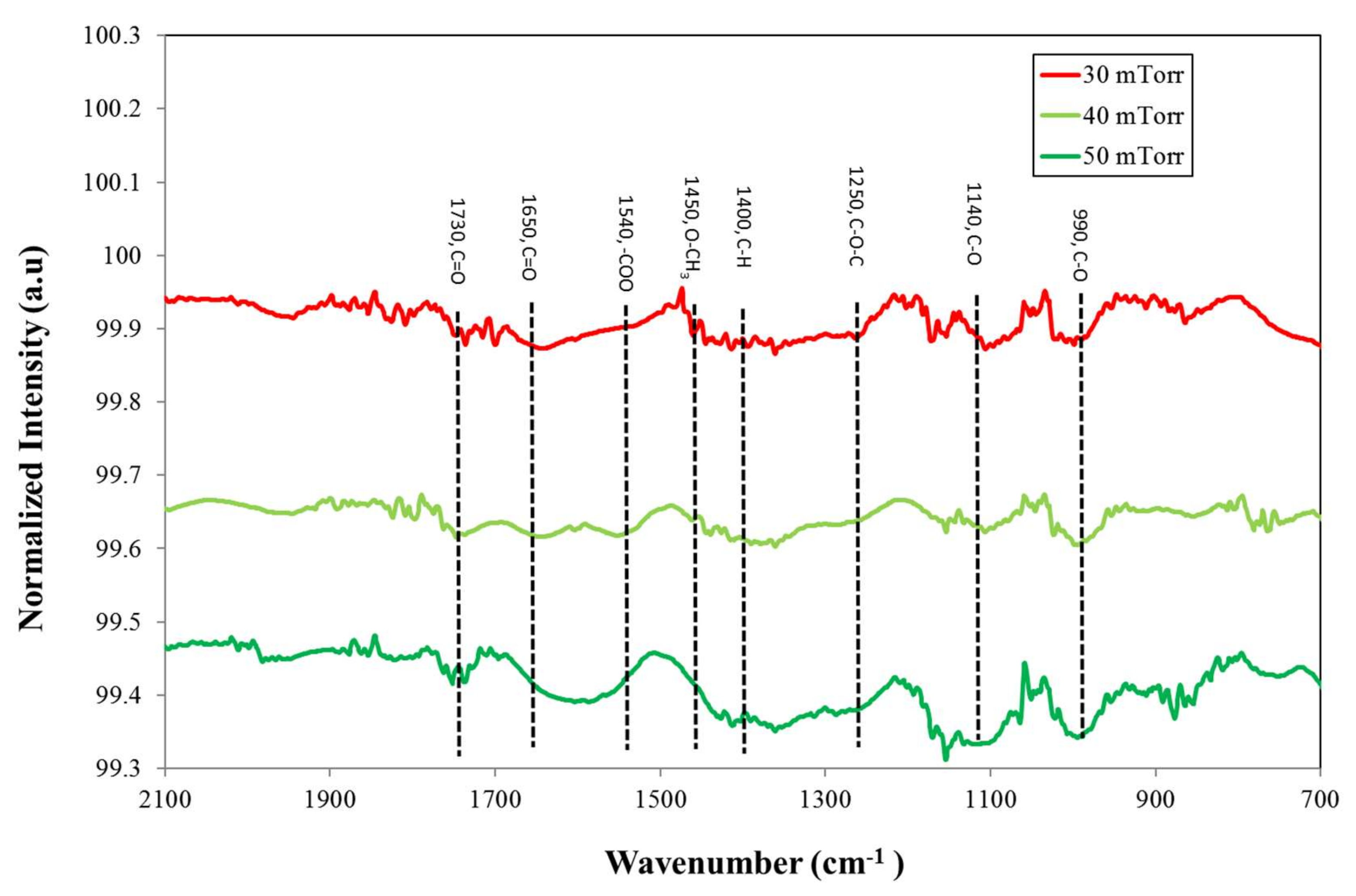
3.2.3. Chemical Bonding Characterization
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Park, C.S.; Jung, E.Y.; Jang, H.J.; Bae, G.T.; Shin, B.J.; Tae, H.S. Synthesis and properties of plasma-polymerized methyl methacrylate via the atmospheric pressure plasma polymerization technique. Polymers 2019, 11, 396. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Abdel–Fattah, E. Surface activation of poly(methyl methacrylate) with atmospheric pressure Ar + H2O plasma. Coatings 2019, 9, 228. [Google Scholar] [CrossRef] [Green Version]
- Faupel, F.; Zaporojtchenko, V.; Strunskus, T.; Elbahri, M. Metal-polymer nanocomposites for functional applications. Adv. Eng. Mater. 2010, 12, 1177–1190. [Google Scholar] [CrossRef]
- Friedrich, J. Mechanisms of plasma polymerization-reviewed from a chemical point of view. Plasma Process. Polym. 2011, 8, 783–802. [Google Scholar] [CrossRef]
- Rich, S.A.; Yedji, M.; Amadou, J.; Terwagne, G.; Felten, A.; Avril, L.; Pireaux, J.J. Polymer coatings to functionalize carbon nanotubes. Phys. E Low Dimens. Syst. Nanostruct. 2012, 44, 1012–1020. [Google Scholar] [CrossRef]
- Mishra, H.; Bolouki, N.; Hsieh, S.T.; Li, C.; Wu, W.; Hsieh, J.H. Application of spectroscopic analysis for plasma polymerization deposition onto the inner surfaces of silicone tubes. Coatings 2022, 12, 865. [Google Scholar] [CrossRef]
- Kim, T.H.; Yeom, G.Y. A review of inductively coupled plasma-assisted magnetron sputter system. Appl. Sci. Converg. Technol. 2019, 28, 131–138. [Google Scholar] [CrossRef]
- Lee, C.H.C. Review of inductively coupled plasmas: Nano-applications and bistable hysteresis physics. Appl. Phys. Rev. 2018, 5, 011108. [Google Scholar] [CrossRef]
- Setsuhara, Y.; Kamai, M.; Miyake, S.; Musil, J. Inductive-ly-coupled-plasma-assisted planar magnetron discharge for enhanced ionization of sputtered atoms. Jpn. J. Appl. Phys. 1997, 36, 4568. [Google Scholar] [CrossRef]
- Hsieh, S.T.; Hsieh, J.H.; Li, Y. PMMA and PMMA-Ag thin films deposited by a system combining inductively coupled plasma polymerization and RF sputtering. Int. J. Nanotechnol. 2017, 14, 977–991. [Google Scholar] [CrossRef]
- Li, C.; Hsieh, J.H.; Hu, W.W.; Lin, Y.H. Fabrication and characterization of polymethylmethacrylate (PMMA) thin film by plasma polymerization used for cell culture. Surf. Coat. Technol. 2014, 259, 20–26. [Google Scholar] [CrossRef]
- Fiebrandt, M.; Bibinov, N.; Awakowicz, P. Determination of atomic oxygen state densities in a double inductively coupled plasma using optical emission and absorption spectroscopy and probe measurements. Plasma Sources Sci. Technol. 2020, 29, 045018. [Google Scholar] [CrossRef]
- Boogaard, A.; Kovalgin, A.Y.; Aarnink, A.A.I.; Wolters, R.A.M.; Holleman, J.; Brunets, L.; Schmitz, J. Measurement of Electron Temperatures of Argon Plasmas in a High-Density Inductively-Coupled Remote Plasma System by Langmuir Probe and Optical-Emission Spectroscopy. In Proceedings of the 9th Annual Workshop on Semiconductor Advances for Future Electronics and Sensors, Veldhoven, The Netherlands, 23–24 November 2006; pp. 412–418. [Google Scholar]
- Grill, A. Cold Plasma in Materials Fabrication: From Fundamentals to Applications; Wiley-IEEE Press: Hoboken, NJ, USA, 1994; pp. 13–15. [Google Scholar]
- Singho, N.D.; Lah, N.A.C.; Johan, M.R.; Ahmad, R. FTIR studies on silver-poly(methylmethacrylate) nanocomposites via in-situ polymerization technique. Int. J. Electrochem. Sci. 2012, 7, 5596–5603. [Google Scholar]
- Duan, G.; Zhang, C.; Li, A.; Yan, X.; Lu, L.; Wang, X. Preparation and characterization of mesoporous zirconia made by using a poly (methyl methacrylate) template. Nanoscale Res. Lett. 2008, 3, 118–122. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Arulsankar, A.; Kulasekarapandian, K.; Jeya, S.; Jayanthi, S.; Sundaresan, B. Investigation of the structural, electrical and morphological properties of Mg2+ ion conducting nanocomposite solid polymer electrolytes based on PMMA. Int. J. Innov. Res. Sci. Eng. Technol. 2013, 2, 4883–4890. [Google Scholar]
- Aouachria, K.; Bensera, N.B. Miscibility of PVC/PMMA blends by vicat softening temperature, viscometry, DSC and FTIR analysis. Polym. Test. 2006, 25, 1101–1108. [Google Scholar] [CrossRef]
- Meshcheryakova, E.; Zibrov, M.; Kaziev, A.; Khodachenko, G.; Pisarev, A. Langmuir probe diagnostics of low-pressure inductively coupled argon plasmas in a magnetic field. Phys. Procedia 2015, 71, 121–126. [Google Scholar]
- Racka-Szmidt, K.; Stonio, B.; Zelazko, J.; Filipiak, M.; Sochacki, M. A review: Inductively coupled plasma reactive ion etching of silicon carbide. Materials 2022, 15, 123. [Google Scholar] [CrossRef] [PubMed]
- Chun, S.Y. Changes of crystal structure and microstructure of MoN coatings in accordance with inductively coupled plasma power. Coatings 2021, 11, 1351. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| |
| ICP coil power (RF,W) | 30 |
| Carbon target power (RF,W) | 15 |
| RF frequency (MHz) | 13.56 |
| Ar–MMA volume ratio | 1:11/1:5/1:3/1:2/1:1 |
| Total working pressure (mTorr) | 30 |
| Deposition time (min) | 30 |
| |
| ICP coil power (RF, W) | 30 |
| Carbon target power (RF, W) | 15 |
| RF frequency (MHz) | 13.56 |
| Ar–MMA volume ratio | 1:5 |
| Total working pressure (mTorr) | 30/40/50 |
| Deposition time (min) | 30 |
| Total Pressure (mTorr) | Argon Partial Pressure (mTorr) | MMA Partial Pressure (mTorr) | Ar/MMA Volume Ratio | Electron Temperature (eV) | Electron Density (cm−3) | Debye Length (mm) |
|---|---|---|---|---|---|---|
| 30 | 2.5 | 27.5 | 0.009 | 1.2 | 3.3 × 1011 | 0.0141 |
| 30 | 5 | 25 | 0.2 | 1.1 | 3.5 × 1011 | 0.0131 |
| 30 | 7.5 | 22.5 | 0.33 | 0.90 | 3.9 × 1011 | 0.0113 |
| 30 | 10 | 20 | 0.5 | 0.86 | 4.1 × 1011 | 0.0108 |
| 30 | 15 | 15 | 1.0 | 0.84 | 4.3 × 1011 | 0.0104 |
| Total Pressure (mTorr) | Argon Partial Pressure (mTorr) | MMA Partial Pressure (mTorr) | Ar/MMA Volume Ratio | Electron Temperature (eV) | Electron Density (cm−3) | Debye Length (mm) |
|---|---|---|---|---|---|---|
| 30 | 5.0 | 25 | 0.2 | 1.1 | 3.5 × 1011 | 0.0131 |
| 40 | 6.7 | 33.3 | 0.2 | 1.06 | 3.2 × 1011 | 0.0134 |
| 50 | 8.4 | 41.6 | 0.2 | 1.01 | 2.8 × 1011 | 0.014 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hsieh, S.T.; Mishra, H.; Bolouki, N.; Wu, W.; Li, C.; Hsieh, J.-H. The Correlation of Plasma Characteristics to the Deposition Rate of Plasma Polymerized Methyl Methacrylate Thin Films in an Inductively Coupled Plasma System. Coatings 2022, 12, 1014. https://doi.org/10.3390/coatings12071014
Hsieh ST, Mishra H, Bolouki N, Wu W, Li C, Hsieh J-H. The Correlation of Plasma Characteristics to the Deposition Rate of Plasma Polymerized Methyl Methacrylate Thin Films in an Inductively Coupled Plasma System. Coatings. 2022; 12(7):1014. https://doi.org/10.3390/coatings12071014
Chicago/Turabian StyleHsieh, Stephen T., Himanshu Mishra, Nima Bolouki, Weite Wu, Chuan Li, and Jang-Hsing Hsieh. 2022. "The Correlation of Plasma Characteristics to the Deposition Rate of Plasma Polymerized Methyl Methacrylate Thin Films in an Inductively Coupled Plasma System" Coatings 12, no. 7: 1014. https://doi.org/10.3390/coatings12071014