
Microstructure and Wear Behavior of TC4 Laser Cladding Modified via SiC and MoS2


Abstract
:1. Introduction
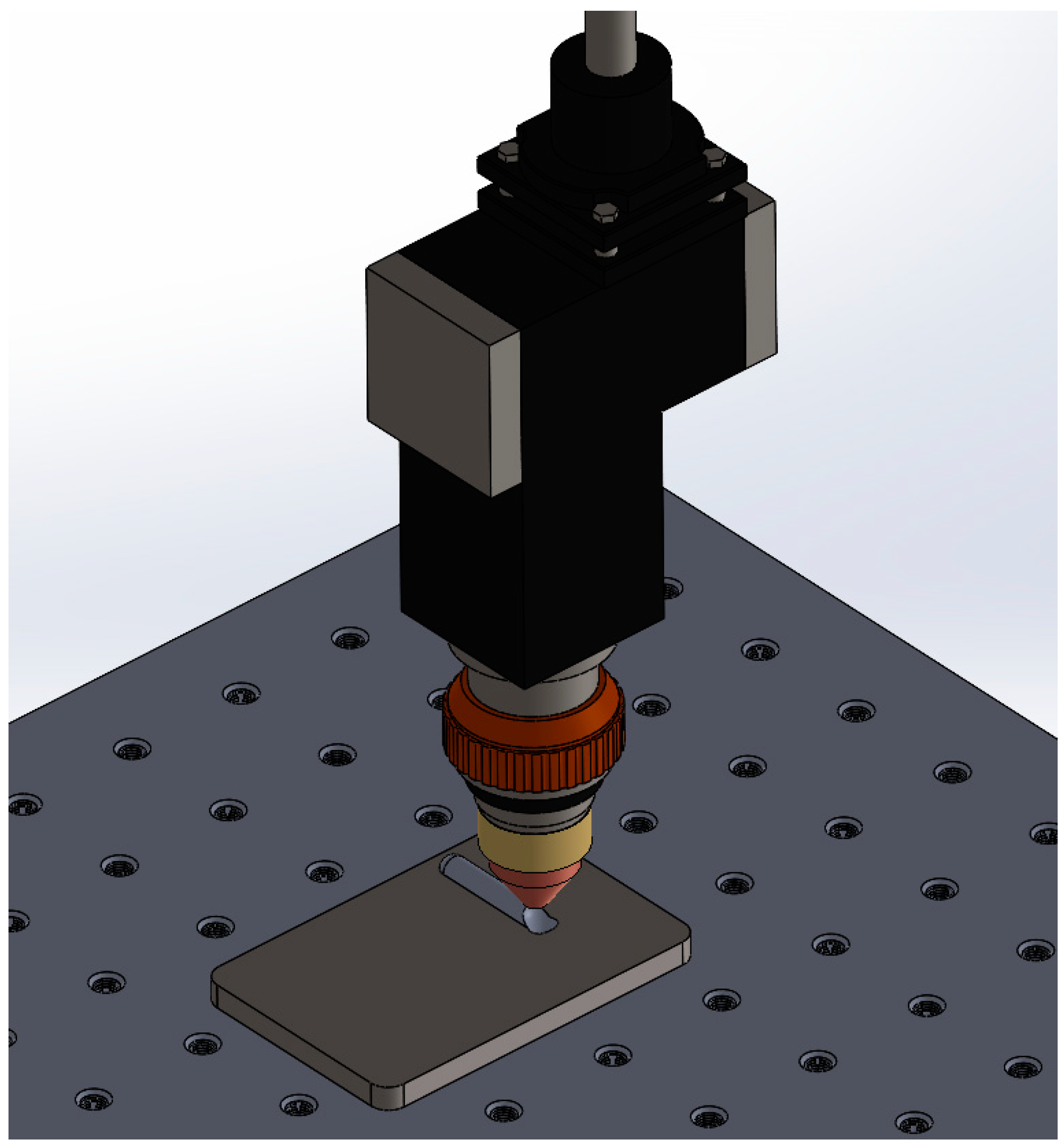
2. Materials and Methods
3. Results and Discussion
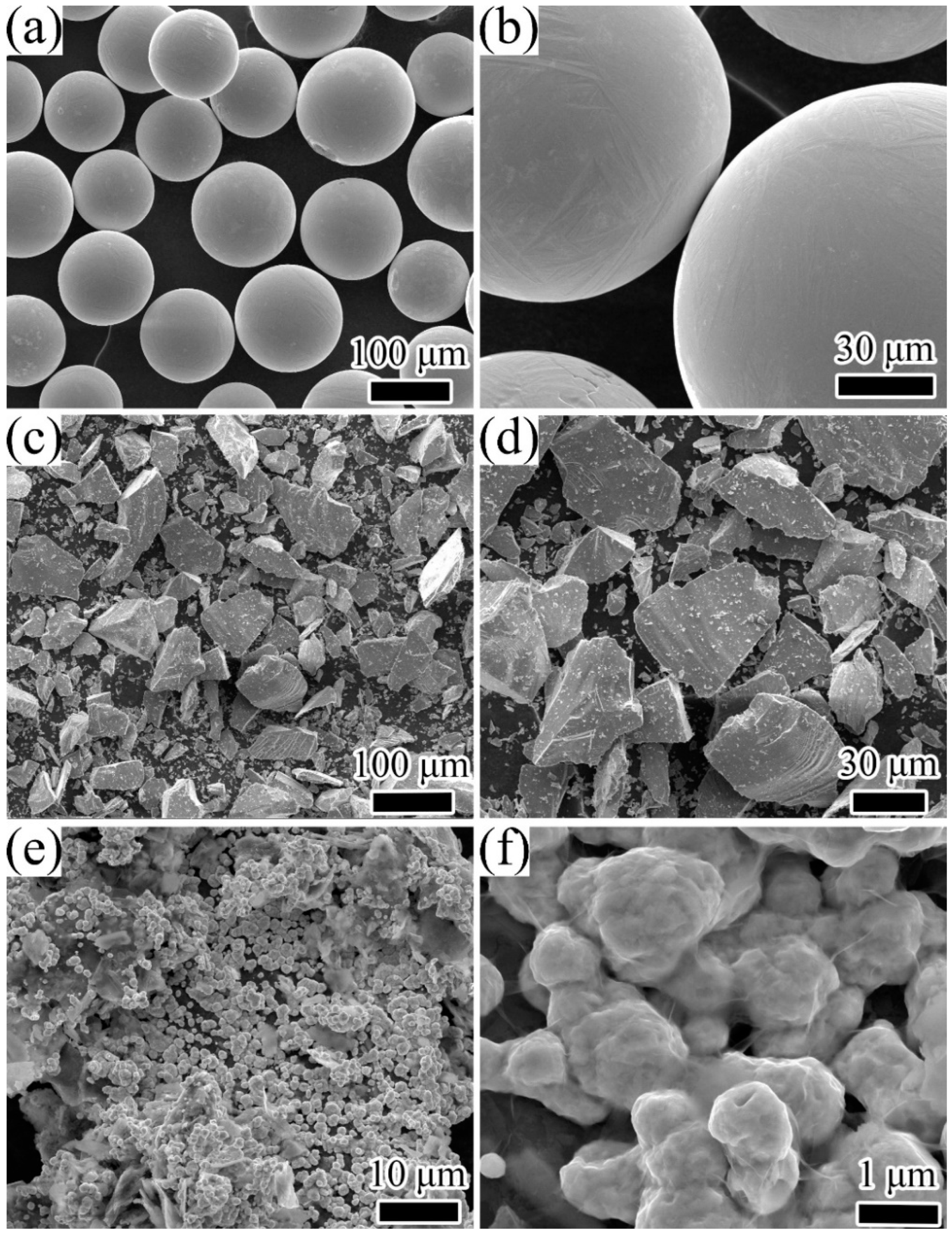
3.1. Microstructural Characteristics of Composite Coating
3.2. Microhardness and Shear Properties
3.3. Formatting of Mathematical Components
3.3.1. The Influence of Temperature on Friction Coefficient
3.3.2. The Influence of Temperature on Wear Volume and Wear Rate
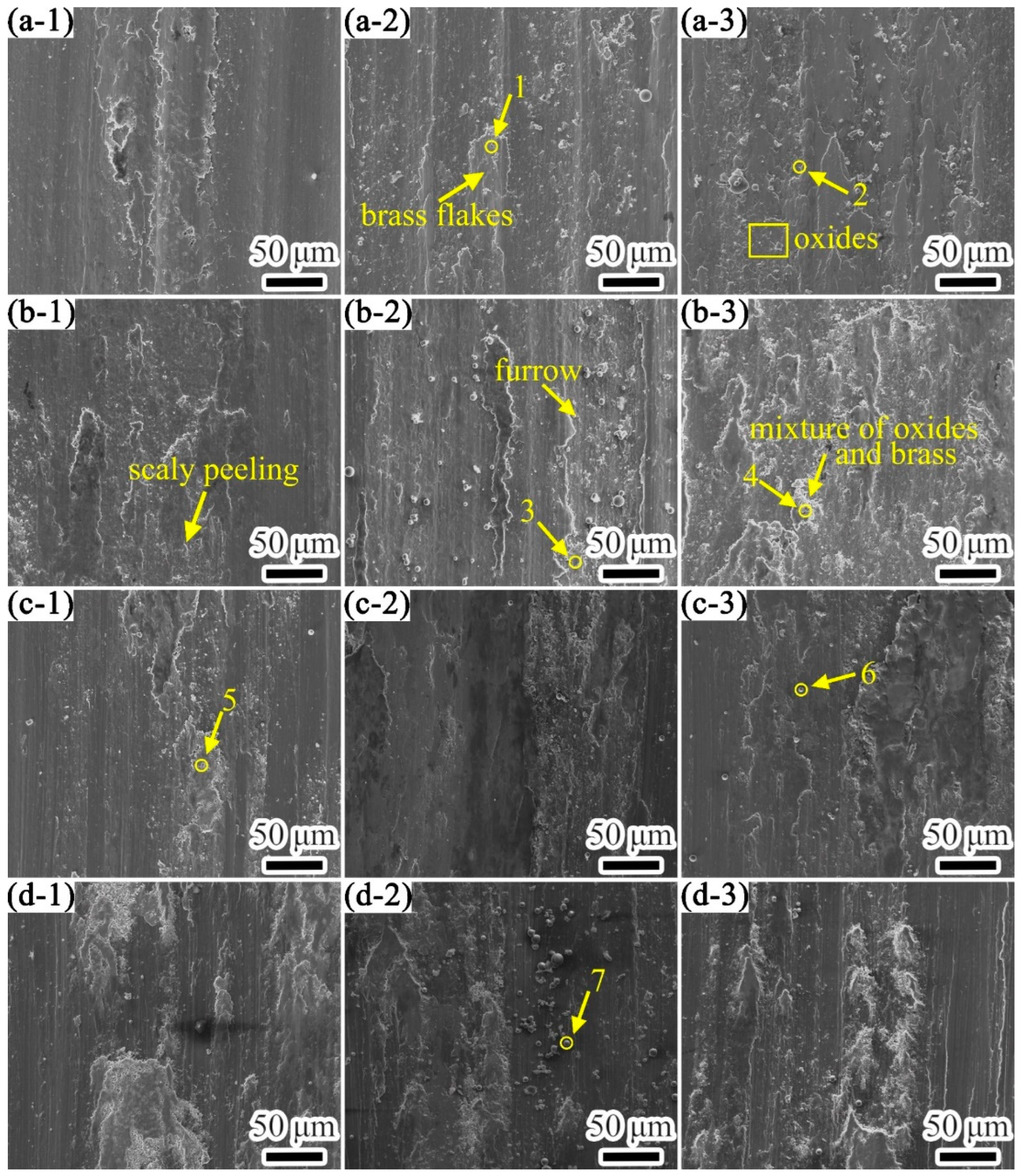
3.3.3. Wear Mechanism of Composite Coating
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Tchein, G.J.; Jacquin, D.; Aldanondo, E.; Coupard, D.; Gutierrez-Orrantia, E.; Mata, F.G.; Lacoste, E. Analytical modeling of hot behavior of Ti-6Al-4V alloy at large strain. Mater. Des. 2019, 161, 114–123. [Google Scholar] [CrossRef]
- Zhang, Z.X.; Qu, S.J.; Feng, A.H.; Shen, J. Achieving grain refinement and enhanced mechanical properties in Ti-6Al-4V alloy produced by multidirectional isothermal forging. Mater. Sci. Eng. A 2017, 692, 127–138. [Google Scholar] [CrossRef]
- Kanyane, L.R.; Adesina, O.S.; Popoola, A.P.I.; Farotade, G.A.; Malatji, N. Microstructural evolution and corrosion properties of laser clad Ti-Ni on titanium alloy (Ti6Al4V). Procedia Manuf. 2019, 35, 1267–1272. [Google Scholar] [CrossRef]
- Fei, W.; Chuanzhong, C.; Huijun, Y. Research status of laser cladding on titanium and its alloys: A review. Mater. Des. 2014, 58, 412–425. [Google Scholar]
- Adebiyi, D.I.; Popoola, A.P.I.; Pityana, S.L. Phase constituents and microhardness of laser alloyed Ti-6Al-4 V alloy. J. Laser Appl. 2015, 27, S29104. [Google Scholar] [CrossRef]
- Kim, T.S.; Park, Y.G.; Wey, M.Y. Characterization of Ti-6Al-4V alloy modified by plasma carburizing process. Mater. Sci. Eng. A 2003, 361, 275–280. [Google Scholar] [CrossRef]
- El-Hossary, F.M.; Negm, N.Z.; Khalil, S.M.; Raaif, M. Surface modification of titanium by radio frequency plasma nitriding. Thin Solid Films 2006, 497, 196–202. [Google Scholar] [CrossRef]
- Costa, M.Y.P.; Venditti, M.L.R.; Cioffi, M.O.H. Fatigue behavior of PVD coated Ti-6Al-4V alloy. Int. J. Fatigue 2011, 33, 759–765. [Google Scholar] [CrossRef] [Green Version]
- Veronica, M.C.; Aguiara, C.; Vazquez, A.M.; Robin, A.L.M.; Barboza, M.J.R. Corrosion Behavior Analysis of Plasma-assited PVD Coated Ti-6Al-4V alloy in 2 M NaOH Solution. Mater. Res. 2017, 20, 436–444. [Google Scholar]
- Watanabe, I.; Mcbride, M.; Newton, P.; Kurtz, K.S. Laser surface treatment to improve mechanical properties of cast titanium. Dent. Mater. 2009, 25, 629–633. [Google Scholar] [CrossRef]
- Jeyaprakash, N.; Chehua, Y.; Tseng, S.P. Characterization and tribological evaluation of NiCrMoNb and NiCrBSiC laser cladding on near-α titanium alloy. Int. J. Adv. Manuf. Technol. 2020, 106, 2347–2361. [Google Scholar] [CrossRef]
- Zhang, Y.L.; Li, J.; Zhang, Y.Y.; Kang, D.N. Evolution in microstructure and high-temperature oxidation behaviors of the laser-cladding coatings with the Si addition contents. J. Alloys Compd. 2020, 827, 154131. [Google Scholar] [CrossRef]
- Maswuma, Z.; Popoola, A.P. The effect of process parameters on the hardness and wear resistance performance of laser cladded Ti-Si coatings on Ti-6Al-4V alloy. Int. J. Microstr. Mater. Prop. 2019, 14, 1–13. [Google Scholar] [CrossRef]
- Ilawe Niranjan, V.; Zimmerman Jonathan, A.; Wong Bryan, M. Breaking Badly: DFT-D2 Gives Sizeable Errors for Tensile Strengths in Palladium-Hydride Solids. J. Chem. Theory Comput. 2015, 11, 5426–5435. [Google Scholar] [CrossRef] [PubMed]
- Umeno, Y.; Kubo, A.; Nagao, S. Density functional theory calculation of ideal strength of SiC and GaN: Effect of multi-axial stress. Comput. Mater. Sci. 2015, 109, 105–110. [Google Scholar] [CrossRef]
- Anand, M.M.; Shambhu, K.; Parida, S.K.; Das, A.K. Evaluation of hardness and wear behavior of laser cladding zirconia-alumina-titania ceramic top coating on pure Ti6Al4V. Mater. Today Proc. 2020, 26, 1103–1107. [Google Scholar]
- Yitian, Z.; Mingyuan, L.; Zhiqi, F.; McCormick, P.; Tan, Q.; Mo, N.; Huang, H. Microstructures and mechanical properties of wear-resistant titanium oxide coatings deposited on Ti-6Al-4V alloy using laser cladding. J. Eur. Ceram. Soc. 2020, 40, 798–810. [Google Scholar]
- Li, C.; Zeng, M.; Liu, C.; Wang, F.; Guo, F.; Wang, J.; Yang, Y.; Li, W.; Wang, Y. Microstructure and tribological behavior of laser cladding TiAlSi composite coatings reinforced by alumina-titania ceramics on Ti-6Al-4V alloys. Mater. Chem. Phys. 2020, 240, 122271. [Google Scholar] [CrossRef]
- Liu, X.-B.; Zheng, C.; Liu, Y.-F.; Fan, J.-W.; Yang, M.-S.; He, X.-M.; Wang, M.-D.; Yang, H.-B.; Qi, L.-H. A comparative study of laser cladding high temperature wear-resistant composite coating with the addition of self-lubricating WS2 and WS2/(Ni-P) encapsulation. J. Mater. Process. Technol. 2013, 213, 51–58. [Google Scholar] [CrossRef]
- Gao, Q.; Yan, H.; Qin, Y.; Zhang, P.; Chen, Z.; Guo, J.; Yu, Z. Self-lubricating Wear Resistant Composite Coating Ti-Ni+TiN+MoS2/TiS Prepared on Ti-6Al-4V Alloy by Laser Cladding. Chin. J. Mater. Res. 2018, 32, 921–928. [Google Scholar]
- Dai, J.; Li, S.; Zhang, H. Microstructure and wear properties of self-lubricating TiB2-TiCxNy ceramic coatings on Ti-6Al-4V alloy fabricated by laser surface alloying. Surf. Coat. Technol. 2019, 369, 269–279. [Google Scholar] [CrossRef]
- Gao, Q.; Yan, H.; Qin, Y.; Zhang, P.; Guo, J.; Chen, Z.; Yu, Z. Laser cladding Ti-Ni/TiN/TiW+TiS/WS2 self-lubricating wear resistant composite coating on Ti-6Al-4V alloy. Opt. Laser Technol. 2019, 113, 182–191. [Google Scholar] [CrossRef]
- Zhu, Y.; Liu, X.-B.; Liu, Y.-F.; Wang, G.; Wang, Y.; Meng, Y.; Liang, J. Development and characterization of Co-Cu/Ti3SiC2 self-lubricating wear resistant composite coatings on Ti6Al4V alloy by laser cladding. Surf. Coat. Technol. 2021, 424, 127664. [Google Scholar] [CrossRef]
- Wang, K.; Du, D.; Liu, G.; Pu, Z.; Chang, B.; Ju, J. A study on the additive manufacturing of a high chromium Nickel-based superalloy by extreme high-speed laser metal deposition. Opt. Laser Technol. 2021, 133, 182–191. [Google Scholar] [CrossRef]
- Zhu, Z. Research and Development of New-Brand Titanium Alloys of High Performance for Aeronautical Applicaions; Aviation Industry Press: Beijing, China, 2013. [Google Scholar]
- Xiyan, Z.; Yongqing, Z.; Chenguang, B. Titanium Alloys and Applications; Chemical Industry Press: Beijing, China, 2005. [Google Scholar]
- Zhang, T.G.; Sun, R.L. Microstructure and Properties of TC4 Layers by Laser Cladding on Ti811 Alloy Surface. Trans. Chin. Weld. Inst. 2019, 40, 41–45, 162. [Google Scholar]
- Shizhu, W.; Ping, H. Principles of Tribology; Tsinghua University Publishing House Co., Ltd.: Beijing, China, 2008. [Google Scholar]
- Ju, H.; Wang, R.; Yu, L.; Xu, J. Influence of Environmental Temperature on the Friction and Wear Properties of Ti-Mo-N Films. J. Jiangsu Univ. Sci. Technol. 2019, 33, 12–17. [Google Scholar]
- Ding, Z.X.; Chen, W.; Wang, Q.; Cao, Z.H. Friction and Wear Characteristics of Multimodal WC-12Co Coatings Deposited by HVOF. Tribology 2011, 31, 425–430. [Google Scholar]
- Shi, C.X.; Zhong, Q.P.; Li, C.G. China Materials Engineering Canon; Chemical Industry Press: Beijing, China, 2006; Volume 1. [Google Scholar]
- Xiaofei, Y.; Faqin, X.; Yong, H.; Guoxian, Z.; Xiangqing, W. Effects of Temperature on Wear Properties and Friction Coefficient of TC4 Alloy. Rare Metal Mater. Eng. 2012, 41, 1463–1466. [Google Scholar]
- Zehui, Y.; Nan, W.; Yongnan, C.; Long, Z.; Hong, C.; Jianmin, H.; Wenlong, S. Study on Self-lubricating MoS2/TiO2 Coating Synthesized on TC4 Surface by micro-arc oxidation. Rare Metal Mater. Eng. 2020, 49, 3195–3202. [Google Scholar]
- Wang, K.; Du, D.; Liu, G.; Pu, Z.; Chang, B.; Ju, J. High-temperature Oxidation Behaviour of High Chromium Superalloys Additively Manufactured by Conventional or Extreme High-speed Laser Metal Deposition. Corros. Sci. 2020, 176, 108922. [Google Scholar] [CrossRef]
- Wanzhen, G.; Zuomin, L.; Xinlei, G. Surface Wear Resistance and Tribological Material Design; Chemical Industry Press: Beijing, China, 2014. [Google Scholar]
- Zhang, H.X.; Yu, H.J.; Chen, C.Z. Microstructure and Wear Resistance of Composite Coating by Laser Cladding Al/TiN on Ti-6Al-4V Substrate. Surf. Rev. Lett. 2015, 22, 1550044. [Google Scholar] [CrossRef]
- Alam, M.O.; Haseeb, A.S.M.A. Response of Ti-6Al-4V and Ti-24Al-11Nb alloys to dry sliding wear against hardened steel. Tribol. Int. 2002, 35, 357–362. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Materials | Al | V | Fe | C | N | O | H | Ti |
|---|---|---|---|---|---|---|---|---|
| Substrate | 6.30 | 4.05 | 0.16 | 0.005 | 0.015 | 0.17 | 0.00388 | Bal. |
| Powder | 5.95 | 4.12 | 0.10 | 0.012 | 0.012 | 0.084 | 0.0032 | Bal. |
| Laser Power (W) | Scanning Speed (mm/min) | Powder Feeding rate (g/min) | Shield Airflow (L/min) | Carrier Powder Gas Flow (L/min) | Preheating Temperature (°C) | Focused Beam Diameter (mm) |
|---|---|---|---|---|---|---|
| 1500 | 300 | 9 | 35 | 8 | 250 | 0.2 |
| Device Designation | Company | City | Country |
|---|---|---|---|
| AIM Zeiss microscope | Carl Zeiss AG | Oberkochen | Germany |
| FEI Nova Nano SEM 400 field emission scanning electron microscope | Thermo Fisher Scientific | Hillsboro, OR | USA |
| X Pert Pro MPD X-ray diffractometer | PANalytical B.V. | Almelo | The Netherlands |
| DHV-1000ZTEST micro-Vickers hardness tester | Chengdu Coret Intelligent Technology Co., Ltd. | Chengdu | China |
| Micro-shear tester | The Welding Laboratory of Southwest Jiaotong University | Chengdu | China |
| HT-1000 high-temperature friction and wear tester | Lanzhou Zhongke Kaihua Technology Development Co., Ltd. | Lanzhou | China |
| Bruker Contour GT white light interference three-dimensional profiler | Bruker Corporation | Billerica, MA | USA |
| Element | Al | Ti | V | C | Si |
|---|---|---|---|---|---|
| Content | 7.94 | 83.79 | 3.03 | 3.53 | 1.71 |
| Point | Ti | Al | V | Mo | Si | O | Cu | Zn |
|---|---|---|---|---|---|---|---|---|
| 1 | 3.15 | — | 0.20 | — | — | 16.36 | 49.28 | 31.01 |
| 2 | 49.91 | 2.66 | 2.42 | 0.35 | 0.64 | 42.40 | 0.86 | 0.76 |
| 3 | 32.02 | 3.76 | 1.58 | — | 0.51 | 34.44 | 18.08 | 9.61 |
| 4 | 15.39 | 2.03 | 0.88 | — | — | 55.74 | 16.35 | 9.62 |
| 5 | 25.34 | 1.97 | 1.37 | — | 0.41 | 48.48 | 16.04 | 6.39 |
| 6 | 18.96 | 1.90 | 1.08 | 20.62 | 0.60 | 56.84 | — | — |
| 7 | 6.73 | 1.03 | 0.48 | 18.67 | — | 73.09 | — | — |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, Y.; Li, J.; Xu, Q.; Zhang, Y.; Yan, X.; Chen, Y.; He, H. Microstructure and Wear Behavior of TC4 Laser Cladding Modified via SiC and MoS2. Coatings 2022, 12, 792. https://doi.org/10.3390/coatings12060792
Liu Y, Li J, Xu Q, Zhang Y, Yan X, Chen Y, He H. Microstructure and Wear Behavior of TC4 Laser Cladding Modified via SiC and MoS2. Coatings. 2022; 12(6):792. https://doi.org/10.3390/coatings12060792
Chicago/Turabian StyleLiu, Yan, Junjie Li, Qian Xu, Yunhua Zhang, Xiulin Yan, Yong Chen, and Huabing He. 2022. "Microstructure and Wear Behavior of TC4 Laser Cladding Modified via SiC and MoS2" Coatings 12, no. 6: 792. https://doi.org/10.3390/coatings12060792