
Cold Spraying of Thick Biomimetic and Stoichiometric Apatite Coatings for Orthopaedic Implants


Abstract
:1. Introduction
2. Materials and Methods
2.1. Feedstock Materials
2.2. Cold Spray
2.3. Powder and Coatings Characterization
3. Results
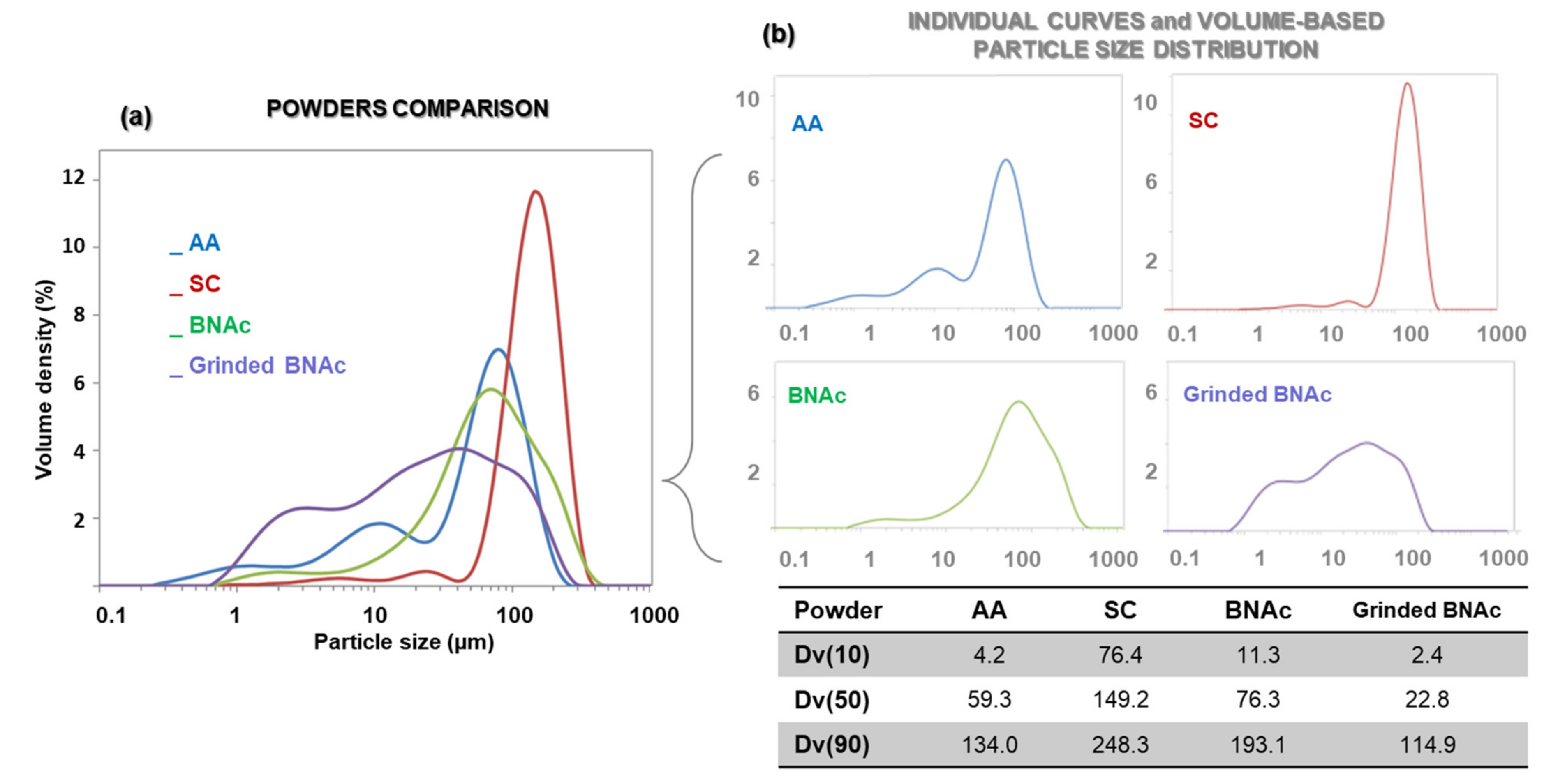
3.1. Powders Characterization
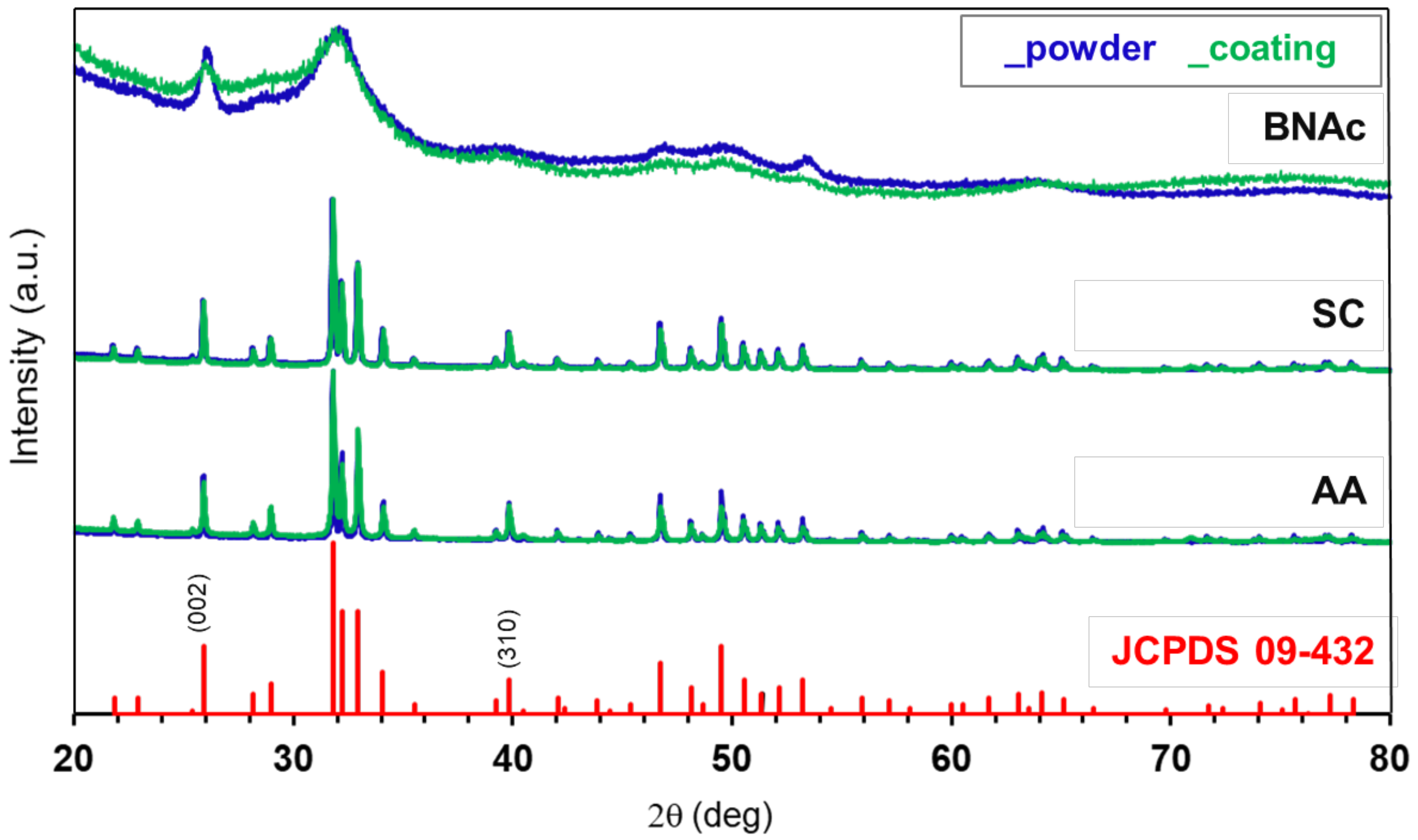
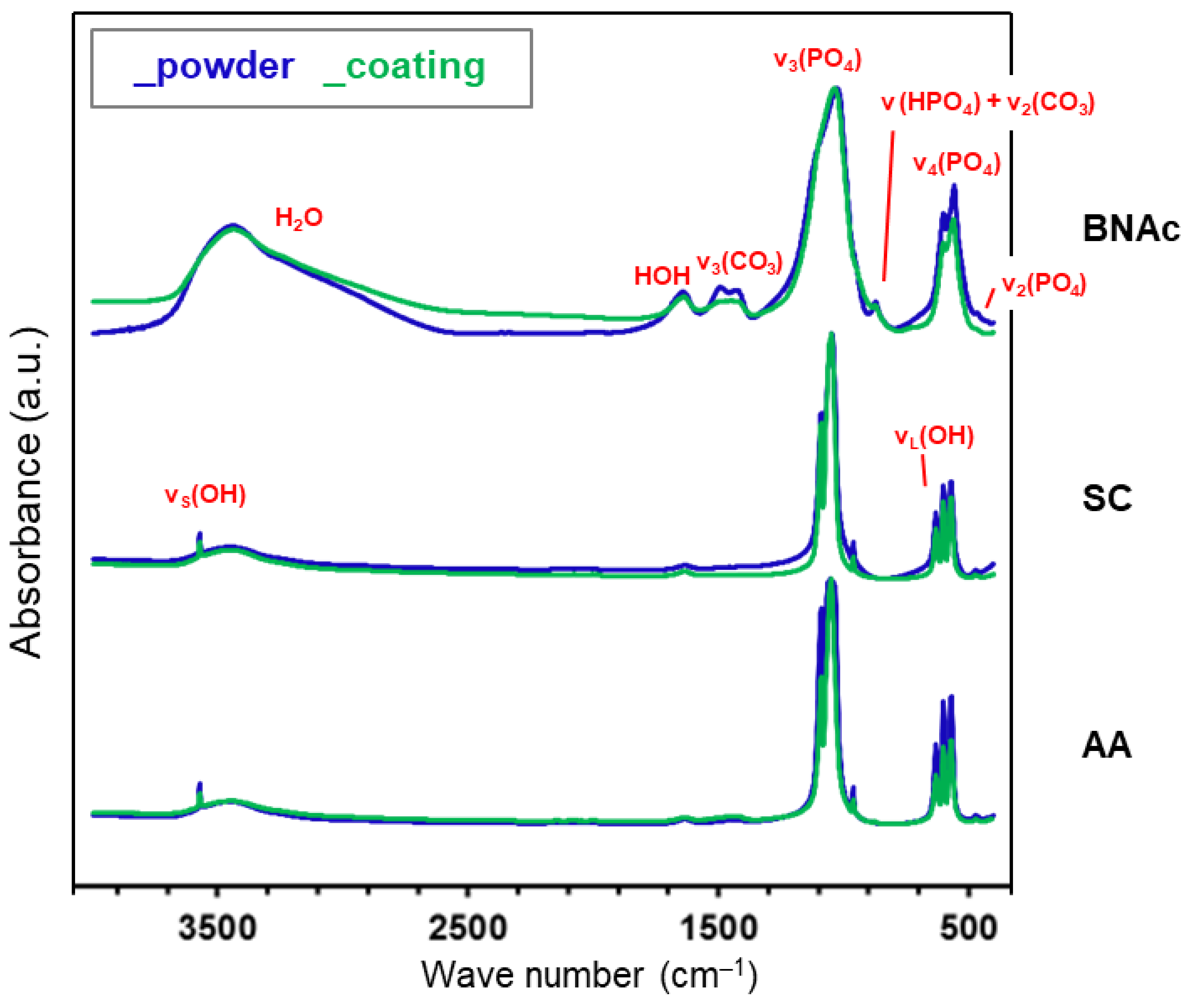
3.2. Powder-Coating Comparison
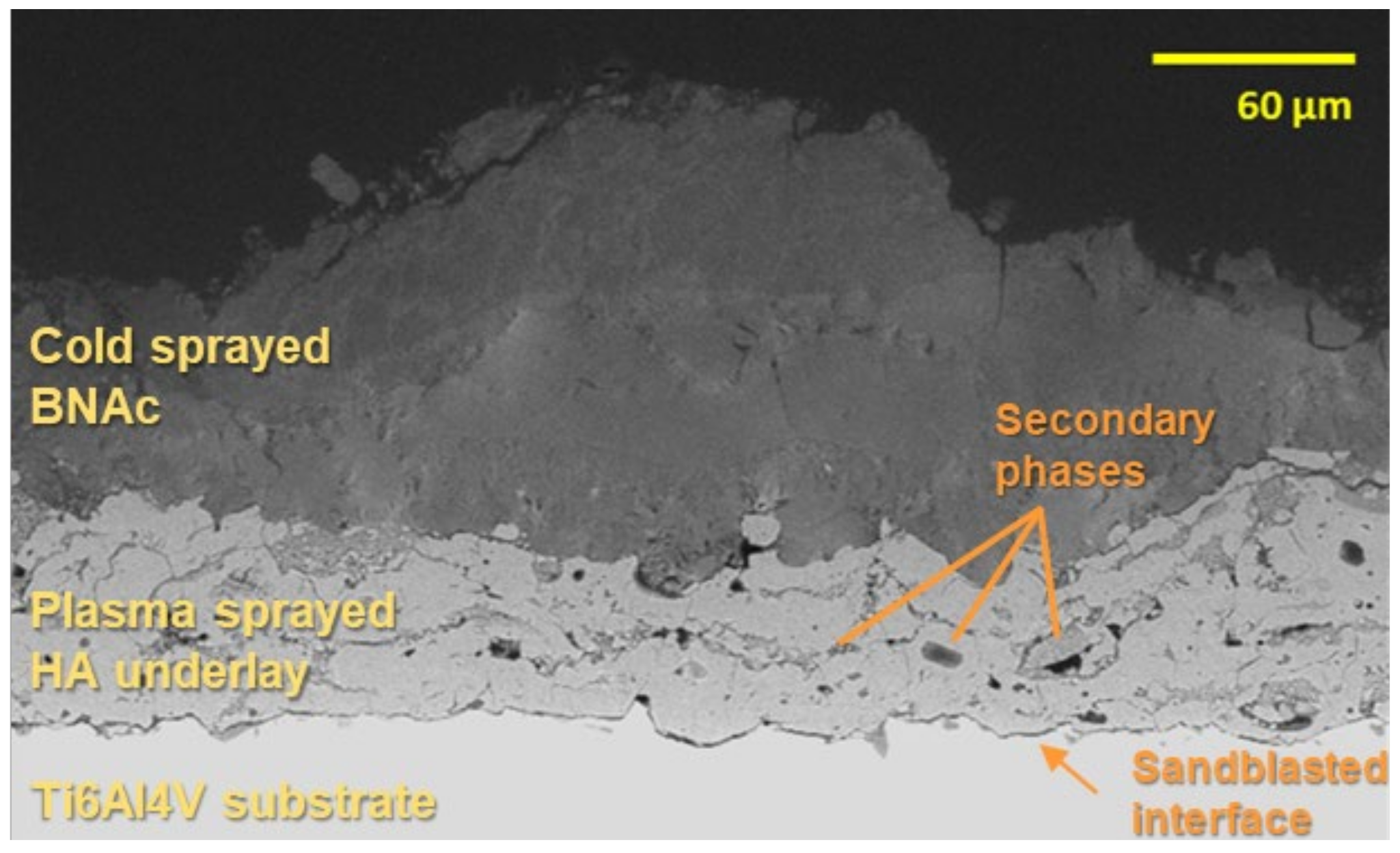
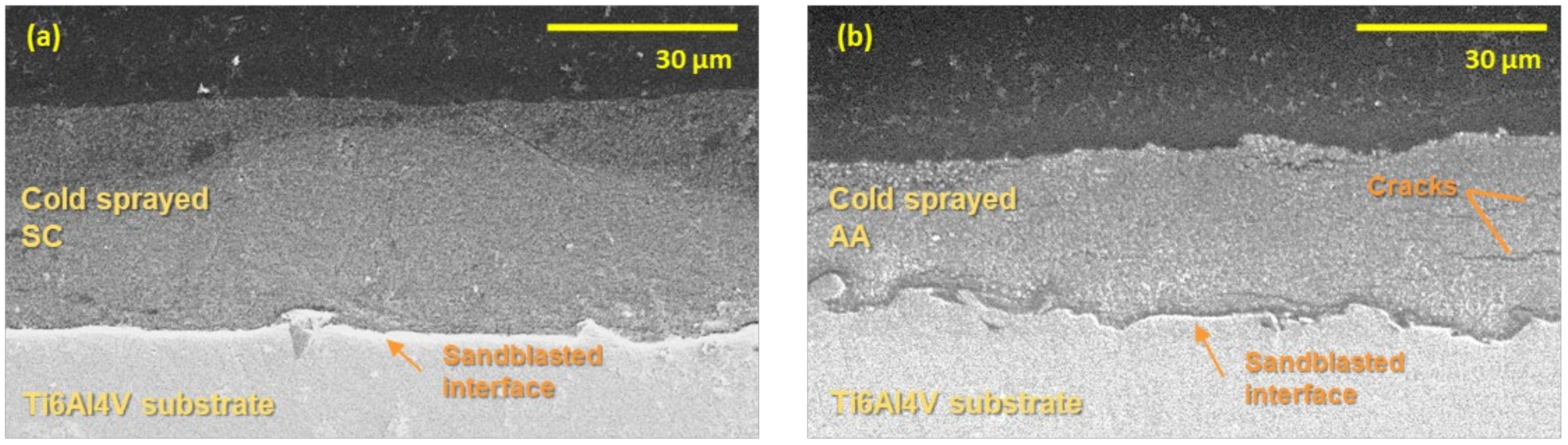
3.3. Coating Microstructure and Adhesion
4. Discussion
4.1. Powders Characterization
4.2. Powder-Coating Comparison
4.3. Coating Microstructure and Powders Influence
5. Conclusions
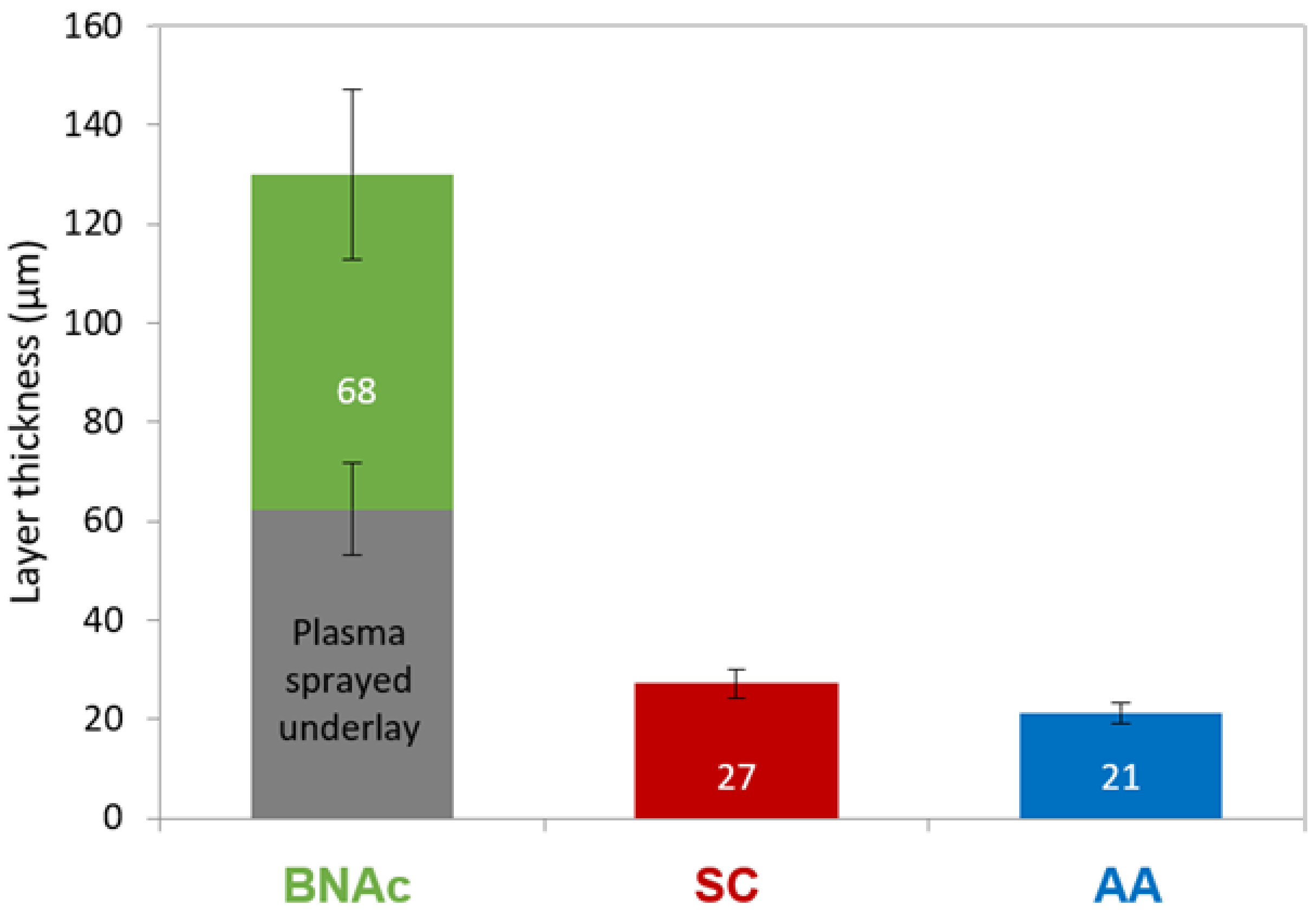
- The BNAc coating deposited on the plasma sprayed underlayer resulted in a total coating thickness of over 125 µm.
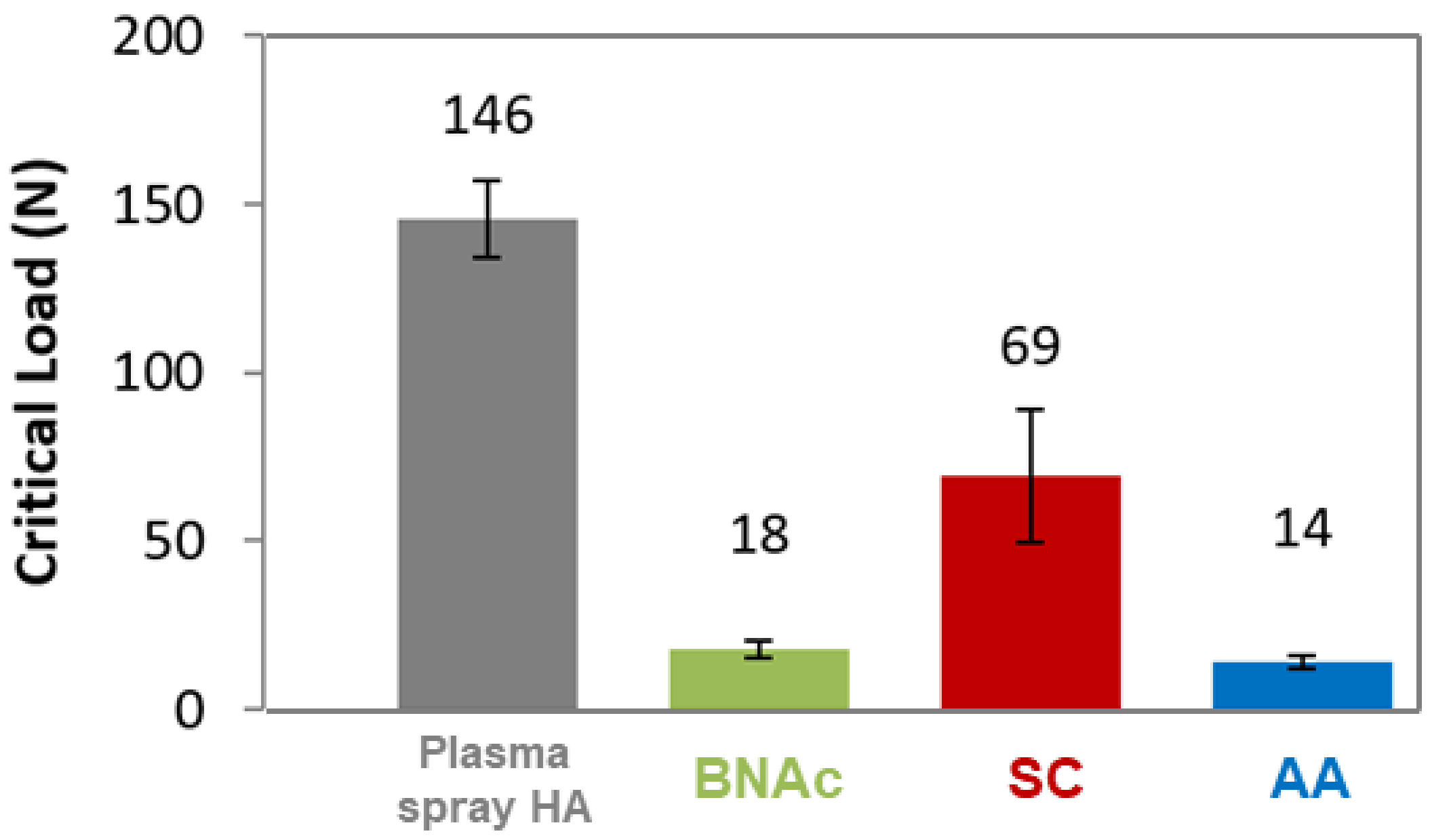
- A promising coating–substrate adhesion strength was obtained when using sintered–crushed hydroxyapatite powder, with a critical load of 69 N, reaching nearly 50% of standard plasma spray coating reference.
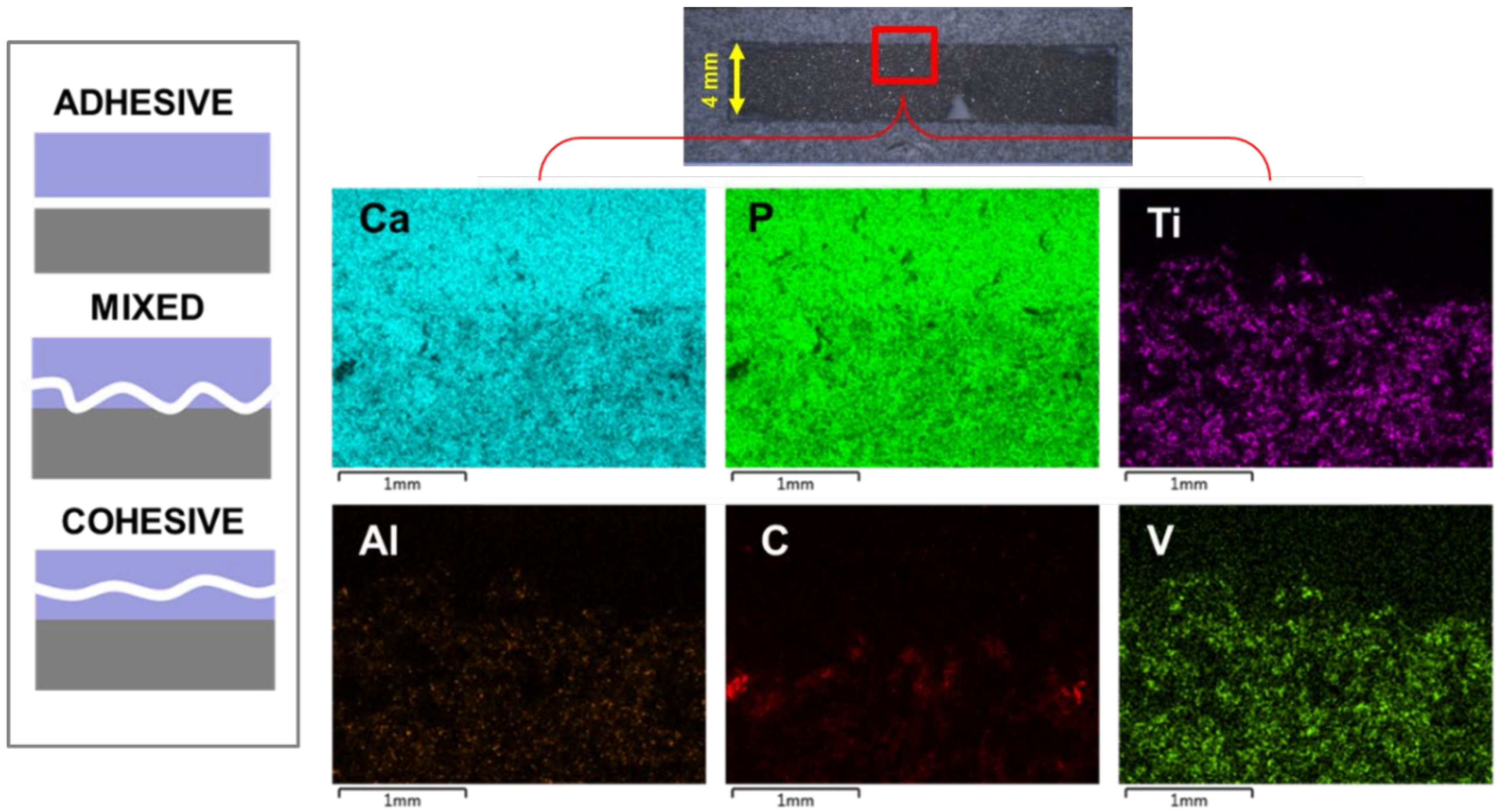
- A possible explanation for the high coating adhesion and the unique mixed (adhesive–cohesive) failure mode could be related to the high density of the powder particles.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Pisani, P.; Renna, M.D.; Conversano, F.; Casciaro, E.; Di Paola, M.; Quarta, E.; Muratore, M.; Casciaro, S.; Pisani, P.; Renna, M.D.; et al. Major Osteoporotic Fragility Fractures: Risk Factor Updates and Societal Impact. World J. Orthop. 2016, 7, 171–181. [Google Scholar] [CrossRef] [PubMed]
- Xing, D.; Xu, Y.; Liu, Q.; Ke, Y.; Wang, B.; Li, Z.; Lin, J. Osteoarthritis and All-Cause Mortality in Worldwide Populations: Grading the Evidence from a Meta- Analysis. Sci. Rep. 2016, 6, 24393. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Kurtz, S.M.; Ong, K.L.; Lau, E.; Widmer, M.; Maravic, M.; Gomez-Barrena, E.; de Fatima de Pina, M.; Manno, V.; Torre, M.; Walter, W.L.; et al. International Survey of Primary and Revision Total Knee Replacement. Int. Orthop. 2011, 35, 1783–1789. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Bakhsheshi-Rad, H.R.; Hamzah, E.; Ismail, A.F.; Sharer, Z.; Abdul-Kadir, M.R.; Daroonparvar, M.; Saud, S.N.; Medraj, M. Synthesis and Corrosion Behavior of a Hybrid Bioceramic-Biopolymer Coating on Biodegradable Mg Alloy for Orthopaedic Implants. J. Alloys Compd. 2015, 648, 1067–1071. [Google Scholar] [CrossRef]
- Chambard, M.; Marsan, O.; Charvillat, C.; Grossin, D.; Fort, P.; Rey, C.; Gitzhofer, F.; Bertrand, G. Effect of the Deposition Route on the Microstructure of Plasma-Sprayed Hydroxyapatite Coatings. Surf. Coat. Technol. 2019, 371, 68–77. [Google Scholar] [CrossRef]
- Khokhlova, M.; Dykas, M.; Krishnan-Kutty, V.; Patra, A.; Venkatesan, T.; Prellier, W. Oxide Thin Films as Bioactive Coatings. J. Phys. Condens. Matter 2019, 31, 033001. [Google Scholar] [CrossRef]
- Catauro, M.; Barrino, F.; Blanco, I.; Piccolella, S.; Pacifico, S. Use of the Sol-Gel Method for the Preparation of Coatings of Titanium Substrates with Hydroxyapatite for Biomedical Application. Coatings 2020, 10, 203. [Google Scholar] [CrossRef] [Green Version]
- Mhaede, M.; Ahmed, A.; Wollmann, M.; Wagner, L. Evaluating the Effects of Hydroxyapatite Coating on the Corrosion Behavior of Severely Deformed 316Ti SS for Surgical Implants. Mater. Sci. Eng. C 2015, 50, 24–30. [Google Scholar] [CrossRef]
- Goodman, S.B.; Yao, Z.; Keeney, M.; Yang, F. Biomaterials the Future of Biologic Coatings for Orthopaedic Implants. Biomaterials 2013, 34, 3174–3183. [Google Scholar] [CrossRef] [Green Version]
- Bosco, R.; Van Den Beucken, J.; Leeuwenburgh, S.; Jansen, J. Surface Engineering for Bone Implants: A Trend from Passive to Active Surfaces. Coatings 2012, 2, 95–119. [Google Scholar] [CrossRef] [Green Version]
- Zhang, B.G.X.; Myers, D.E.; Wallace, G.G.; Brandt, M. Bioactive Coatings for Orthopaedic Implants—Recent Trends in Development of Implant Coatings. Int. J. Mol. Sci. 2014, 15, 11878–11921. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Søballe, K. Hydroxyapatite Ceramic Coating for Bone Implant Fixation. Acta Orthop. Scand. 1993, 64, 1–58. [Google Scholar] [CrossRef] [PubMed]
- Abu-amer, Y.; Darwech, I.; Clohisy, J.C. Aseptic Loosening of Total Joint Replacements: Mechanisms Underlying Osteolysis and Potential Therapies. Arthritis Res. Ther. 2007, 9, S6. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Cüneyt Tas, A. Synthesis of Biomimetic Ca-Hydroxyapatite Powders at 37 °C in Synthetic Body Fluids. Biomaterials 2000, 21, 1429–1438. [Google Scholar] [CrossRef]
- Vandecandelaere, N.; Rey, C.; Drouet, C. Biomimetic Apatite-Based Biomaterials: On the Critical Impact of Synthesis and Post-Synthesis Parameters. J. Mater. Sci. Mater. Med. 2012, 23, 2593–2606. [Google Scholar] [CrossRef] [Green Version]
- Tampieri, A.; Celotti, A.G.; Landi, A.E. From Biomimetic Apatites to Biologically Inspired Composites. Anal. Bioanal. Chem. 2005, 381, 568–576. [Google Scholar] [CrossRef]
- Tampieri, A.; Celotti, G.; Landi, E.; Sandri, M.; Roveri, N.; Falini, G. Biologically Inspired Synthesis of Bone-like Composite: Self-Assembled Collagen Fibers/Hydroxyapatite Nanocrystals. J. Biomed. Mater. Res. Part A 2003, 67A, 618–625. [Google Scholar] [CrossRef]
- Cazalbou, S.; Combes, C.; Eichert, D.; Rey, C.; Glimcher, M.J. Poorly Crystalline Apatites: Evolution and Maturation In Vitro and In Vivo. J. Bone Miner. Metab. 2004, 22, 310–317. [Google Scholar] [CrossRef]
- Kaflak, A.; Kolodziejski, W. Complementary Information on Water and Hydroxyl Groups in Nanocrystalline Carbonated Hydroxyapatites from TGA, NMR and IR Measurements. J. Mol. Struct. 2011, 990, 263–270. [Google Scholar] [CrossRef]
- Oyane, A.; Kakehata, M.; Sakamaki, I.; Pyatenko, A.; Yashiro, H.; Ito, A.; Torizuka, K. Biomimetic Apatite Coating on Yttria-Stabilized Tetragonal Zirconia Utilizing Femtosecond Laser Surface Processing. Surf. Coat. Technol. 2016, 296, 88–95. [Google Scholar] [CrossRef]
- Li, P. Biomimetic Nano-Apatite Coating Capable of Promoting Bone Ingrowth. J. Biomed. Mater. Res. Part A 2003, 66A, 79–85. [Google Scholar] [CrossRef] [PubMed]
- Davis, J.R. Thermal Spray Technology; ASM International: Almere, The Netherlands, 2004; ISBN 0871707950. [Google Scholar]
- Moridi, A.; Guagliano, M.; Dao, M. Cold Spray Coating: Review of Material Systems and Future Perspectives. Surf. Eng. 2014, 36, 369–395. [Google Scholar] [CrossRef]
- Sova, A.; Kosarev, V.F.; Papyrin, A.; Smurov, I. Effect of Ceramic Particle Velocity on Cold Spray Deposition of Metal-Ceramic Coatings. J. Therm. Spray Technol. 2011, 20, 285–291. [Google Scholar] [CrossRef]
- Gardon, M.; Concustell, A.; Dosta, S.; Cinca, N.; Cano, I.G.; Guilemany, J.M. Improved Bonding Strength of Bioactive Cermet Cold Gas Spray Coatings. Mater. Sci. Eng. C 2014, 45, 117–121. [Google Scholar] [CrossRef]
- Zhou, X.; Mohanty, P. Electrochemical Behavior of Cold Sprayed Hydroxyapatite/Titanium Composite in Hanks’ Solution. Electrochim. Acta 2012, 65, 134–140. [Google Scholar] [CrossRef]
- Irissou, E.; Legoux, J.; Arsenault, B.; Moreau, C. Investigation of Al-Al2O3 Cold Spray Coating Formation and Properties. J. Therm. Spray Technol. 2007, 16, 661–668. [Google Scholar] [CrossRef]
- Siao, A.; Ang, M.; Berndt, C.C.; Cheang, P. Surface & Coatings Technology Deposition Effects of WC Particle Size on Cold Sprayed WC—Co Coatings. Surf. Coat. Technol. 2011, 205, 3260–3267. [Google Scholar] [CrossRef]
- Vilardell, A.M.; Cinca, N.; Concustell, A.; Dosta, S.; Cano, I.G.; Guilemany, J.M. Cold Spray as an Emerging Technology for Biocompatible and Antibacterial Coatings: State of Art. J. Mater. Sci. 2015, 50, 4441–4462. [Google Scholar] [CrossRef]
- Kergourlay, B.E.; Grossin, D.; Cinca, N.; Josse, C.; Dosta, S.; Bertrand, G.; Garcia, I.; Guilemany, J.M.; Rey, C.; Rey, P.C. First Cold Spraying of Carbonated Biomimetic Nanocrystalline Apatite on Ti6Al4V: Physical—Chemical, Microstructural, and Preliminary Mechanical Characterizations. Adv. Eng. Mater. 2016, 18, 496–500. [Google Scholar] [CrossRef] [Green Version]
- Moreau, D.; Borit, F.; Corté, L.; Guipont, V. Cold Spray Coating of Submicronic Ceramic Particles on Poly(Vinyl Alcohol) in Dry and Hydrogel States. J. Therm. Spray Technol. 2017, 26, 958–969. [Google Scholar] [CrossRef]
- Yao, H.L.; Yang, G.J. Cold Spray Processing for Micro-Nano Ceramic Coatings; Elsevier Inc.: Amsterdam, The Netherlands, 2019; ISBN 9780128138700. [Google Scholar]
- Wang, L.S.; Zhou, H.F.; Zhang, K.J.; Wang, Y.Y.; Li, C.X.; Luo, X.T.; Yang, G.J.; Li, C.J. Effect of the Powder Particle Structure and Substrate Hardness during Vacuum Cold Spraying of Al2O3. Ceram. Int. 2017, 43, 4390–4398. [Google Scholar] [CrossRef]
- Helfritch, D. A Model Study of Powder Particle Size Effects in Cold Spray Deposition; U.S. Army Research Laboratory, Aberdeen Proving Ground: Aberdeen, MD, USA, 2014. [Google Scholar]
- Nouri, A.; Sola, A. Powder Morphology in Thermal Spraying. J. Adv. Manuf. Process. 2019, 1, e10020. [Google Scholar] [CrossRef]
- Fauchais, P.; Montavon, G.; Bertrand, G. From Powders to Thermally Sprayed Coatings. J. Therm. Spray Technol. 2010, 19, 56–80. [Google Scholar] [CrossRef] [Green Version]
- Jeandin, M.; Rolland, G.; Descurninges, L.L.; Berger, M.H. Which Powders for Cold Spray? Surf. Eng. 2014, 30, 291–298. [Google Scholar] [CrossRef]
- Lee, D.W.; Kim, H.J.; Kim, Y.N.; Jeon, M.S.; Nam, S.M. Substrate Hardness Dependency on Properties of Al2O3 Thick Films Grown by Aerosol Deposition. Surf. Coat. Technol. 2012, 209, 160–168. [Google Scholar] [CrossRef]
- Demnati, I.; Grossin, D.; Combes, C.; Rey, C. Plasma-Sprayed Apatite Coatings: Review of Physical-Chemical Characteristics and Their Biological Consequences. J. Med. Biol. Eng. 2014, 34, 1–7. [Google Scholar] [CrossRef]
- Sun, L.; Berndt, C.C.; Gross, K.A.; Kucuk, A. Material Fundamentals and Clinical Performance of Plasma-Sprayed Hydroxyapatite Coatings: A Review. J. Biomed. Mater. Res. 2001, 58, 570–592. [Google Scholar] [CrossRef]
- Tsui, Y.C.; Doyle, C.; Clyne, T.W. Plasma Sprayed Hydroxyapatite Coatings on Titanium Substrates Part 1: Mechanical Properties and Residual Stress Levels. Biomaterials 2015, 19, 2015–2029. [Google Scholar] [CrossRef]
- Villa, M.; Dosta, S.; Fernández, J.; Guilemany, J.M. La Proyección Fría (CGs): Una Alternativa a Las Tecnologías Convencionales de Deposición. Rev. Metal. 2012, 48, 175–191. [Google Scholar] [CrossRef]
- Kergourlay, E. Apatites Nanocristallines Biomimétiques Carbonatées Pour Applications Médicales: De La Synthèse Des Poudres Aux Revêtements Par Projection Dynamique à Froid (Cold Spray). Ph.D. Thesis, Institut National Polytechnique de Toulouse, Toulouse, Paris, France, 2016. [Google Scholar]
- Emery, E.; Oliver, J.; Pugsley, T.; Sharma, J.; Zhou, J. Flowability of Moist Pharmaceutical Powders. Powder Technol. 2009, 189, 409–415. [Google Scholar] [CrossRef]
- Attia, U.M.; Fones, A.; Trepleton, R.; Hamilton, H.; Davies, S.; Wimpenny, D. HIPing of Pd-Doped Titanium Components: A Study of Mechanical and Corrosion Properties Properties. In Proceedings of the 11th International Conference of Hot Isostatic Pressing, Stockholm, Sweden, 9–13 June 2014. [Google Scholar]
- Reddy, R.S.; Ramachandra, C.T.; Hiregoudar, S.; Nidoni, U.; Ram, J.; Kammar, M. Influence of Processing Conditions on Functional and Reconstitution Properties of Milk Powder Made from Osmanabadi Goat Milk by Spray Drying. Small Rumin. Res. 2014, 119, 130–137. [Google Scholar] [CrossRef]
- Cullity, B.; Stock, S. Elements of X-Ray Diffraction, 3rd ed.; Prentice-Hall Inc.: Hoboken, NJ, USA, 2001. [Google Scholar]
- Ren, F.; Leng, Y. Carbonated Apatite, Type-A or Type-B? Key Eng. Mater. 2012, 493, 293–297. [Google Scholar] [CrossRef]
- Kudo, Y.; Yasuda, M.; Matsusaka, S. Effect of Particle Size Distribution on Flowability of Granulated Lactose. Adv. Powder Technol. 2020, 31, 121–127. [Google Scholar] [CrossRef]
- Silva, A.P.; Pinto, D.G.; Segadães, A.M.; Devezas, T.C. Designing Particle Sizing and Packing for Flowability and Sintered Mechanical Strength. J. Eur. Ceram. Soc. 2010, 30, 2955–2962. [Google Scholar] [CrossRef]
- Liu, L.X.; Marziano, I.; Bentham, A.C.; Litster, J.D.; White, E.T.; Howes, T. Effect of Particle Properties on the Flowability of Ibuprofen Powders. Int. J. Pharm. 2008, 362, 109–117. [Google Scholar] [CrossRef]
- Hanft, D.; Exner, J.; Schubert, M.; Stöcker, T.; Fuierer, P.; Moos, R. An Overview of the Aerosol Deposition Method: Process Fundamentals and New Trends in Materials Applications. J. Ceram. Sci. Technol. 2015, 6, 147–181. [Google Scholar] [CrossRef]
- Winnicki, M. Advanced Functional Metal-Ceramic and Ceramic Coatings Deposited by Low-Pressure Cold Spraying: A Review. Coatings 2021, 11, 1044. [Google Scholar] [CrossRef]
- Mohseni, E.; Zalnezhad, E.; Bushroa, A.R. Comparative Investigation on the Adhesion of Hydroxyapatite Coating on Ti-6Al-4V Implant: A Review Paper. Int. J. Adhes. Adhes. 2014, 48, 238–257. [Google Scholar] [CrossRef]
- Fernández-Pradas, J.M.; Clèries, L.; Martínez, E.; Sardin, G.; Esteve, J.; Morenza, J.L. Influence of Thickness on the Properties of Hydroxyapatite Coatings Deposited by KrF Laser Ablation. Biomaterials 2001, 22, 2171–2175. [Google Scholar] [CrossRef]
- Singh, H.; Sidhu, T.S.; Kalsi, S.B.S. Cold Spray Technology: Future of Coating Deposition Processes. Frat. Integrita Strutt. 2012, 22, 69–84. [Google Scholar] [CrossRef] [Green Version]
- Jodoin, B.; Raletz, F.; Vardelle, M. Cold Spray Modeling and Validation Using an Optical Diagnostic Method. Surf. Coat. Technol. 2006, 200, 4424–4432. [Google Scholar] [CrossRef]
- Goyal, T.; Walia, R.S.; Sidhu, T.S. Effect of Parameters on Coating Density for Cold Spray Process. Mater. Manuf. Process. 2012, 27, 193–200. [Google Scholar] [CrossRef]
- Schmidt, T.; Assadi, H.; Gärtner, F.; Richter, H.; Stoltenhoff, T.; Kreye, H.; Klassen, T. From Particle Acceleration to Impact and Bonding in Cold Spraying. J. Therm. Spray Technol. 2009, 18, 794–808. [Google Scholar] [CrossRef] [Green Version]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Solutions | R1—Calcium Source | R2—Phosphates and Carbonate Source |
|---|---|---|
| Solid components | 261 g Ca(NO3)2 4H2O | 360 g (NH4)2 HPO4 360 g NaHCO3 |
| Deionised H2O | 3750 g | 13,500 g |
| Acronym | Material | Preparation | Density |
|---|---|---|---|
| SC | Hydroxyapatite | Sintered and crushed | 0.87 g/cm3 |
| AA | Hydroxyapatite | Spray dried agglomerates | 0.54 g/cm3 |
| BNAc | Nanocrystalline apatite | Synthesized and crushed | 0.19 g/cm3 |
| Element | Aluminium | Vanadium | Iron | Oxygen | Hydrogen | Titanium |
|---|---|---|---|---|---|---|
| wt.% | 6 | 4 | < 0.25 | < 0.2 | < 0.015 | Balance |
| Element (wt.%) | Plasma Spray Ref. | BNAc | AA | SC |
|---|---|---|---|---|
| O | 29.66 | 41.08 | 40.07 | 39.27 |
| Na | 0.04 | 0.14 | 0.17 | 0.09 |
| Mg | 0.04 | 0.18 | 0.3 | 0.01 |
| Al | 10.56 | 0.14 | 0.47 | 2.62 |
| P | 3.4 | 16.49 | 17.3 | 13.91 |
| Ca | 7.44 | 41.08 | 39.59 | 29.82 |
| Ti | 46.57 | 0.55 | 1.95 | 13.61 |
| V | 2.29 | - | 0.15 | 0.67 |
| Si | - | 0.33 | - | - |
| Total | 100 | 100 | 100 | 100 |
| Est. coating loss | 80% | 7% | 1% | 32% |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Paterlini, A.; Alexis, J.; Balcaen, Y.; Bertrand, G. Cold Spraying of Thick Biomimetic and Stoichiometric Apatite Coatings for Orthopaedic Implants. Coatings 2022, 12, 722. https://doi.org/10.3390/coatings12060722
Paterlini A, Alexis J, Balcaen Y, Bertrand G. Cold Spraying of Thick Biomimetic and Stoichiometric Apatite Coatings for Orthopaedic Implants. Coatings. 2022; 12(6):722. https://doi.org/10.3390/coatings12060722
Chicago/Turabian StylePaterlini, Ambra, Joël Alexis, Yannick Balcaen, and Ghislaine Bertrand. 2022. "Cold Spraying of Thick Biomimetic and Stoichiometric Apatite Coatings for Orthopaedic Implants" Coatings 12, no. 6: 722. https://doi.org/10.3390/coatings12060722