
Numerical Simulation and Multi-Objective Parameter Optimization of Inconel718 Coating Laser Cladding

Abstract
:1. Introduction
2. Numerical Simulation
2.1. Theoretical Calculation
- (1)
- Assuming that the cladding material is isotropic, the temperature is higher than the melting point, it is still processed in a solid state.
- (2)
- The material’s specific heat, thermal conductivity, and other thermophysical parameters change with temperature, but the physical properties do not change with temperature [14].
- (3)
- The high-energy laser beam is assumed to be a moving heat source with a Gaussian distribution [15].
- (4)
- Assume that the initial temperature of the laser cladding environment is 20 degrees.
2.1.1. Materials and Properties
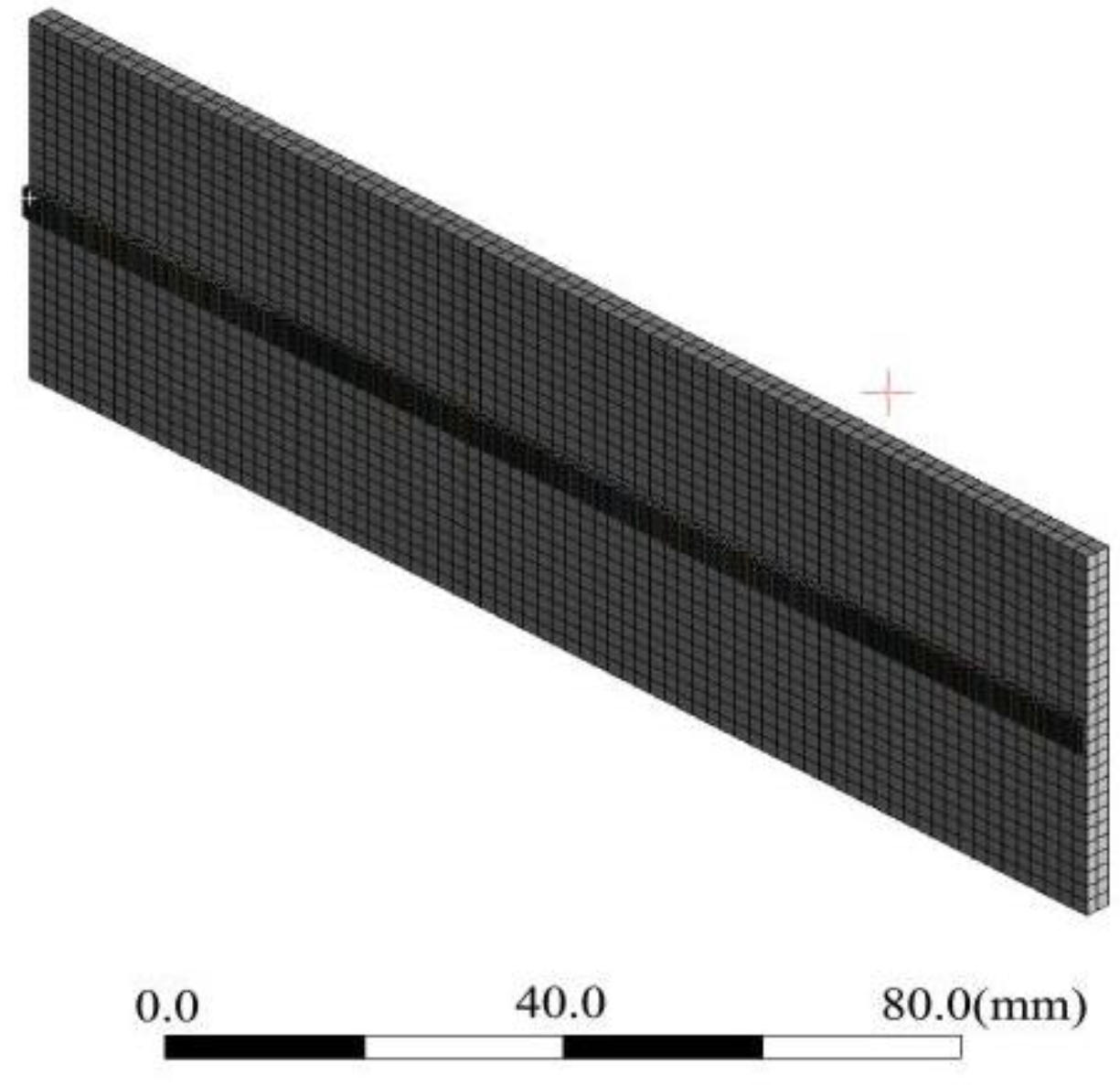
2.1.2. Heat Source Loading and Model Setting
2.2. Analysis of Laser Cladding Temperature Field
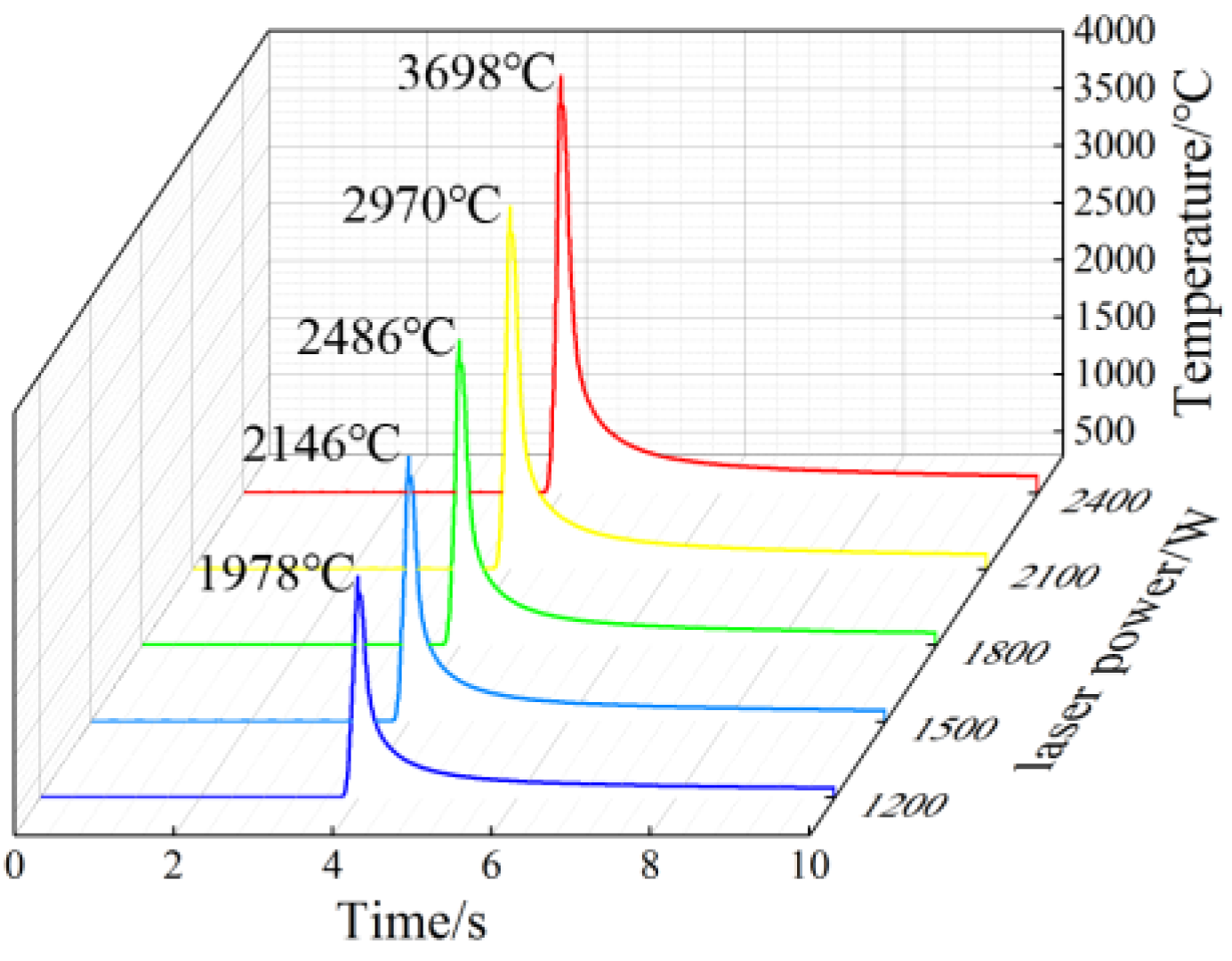
2.2.1. Temperature Field of Single-Pass Cladding under Different Laser Power
2.2.2. Temperature Field of Single-Pass Cladding at Different Scanning Speeds
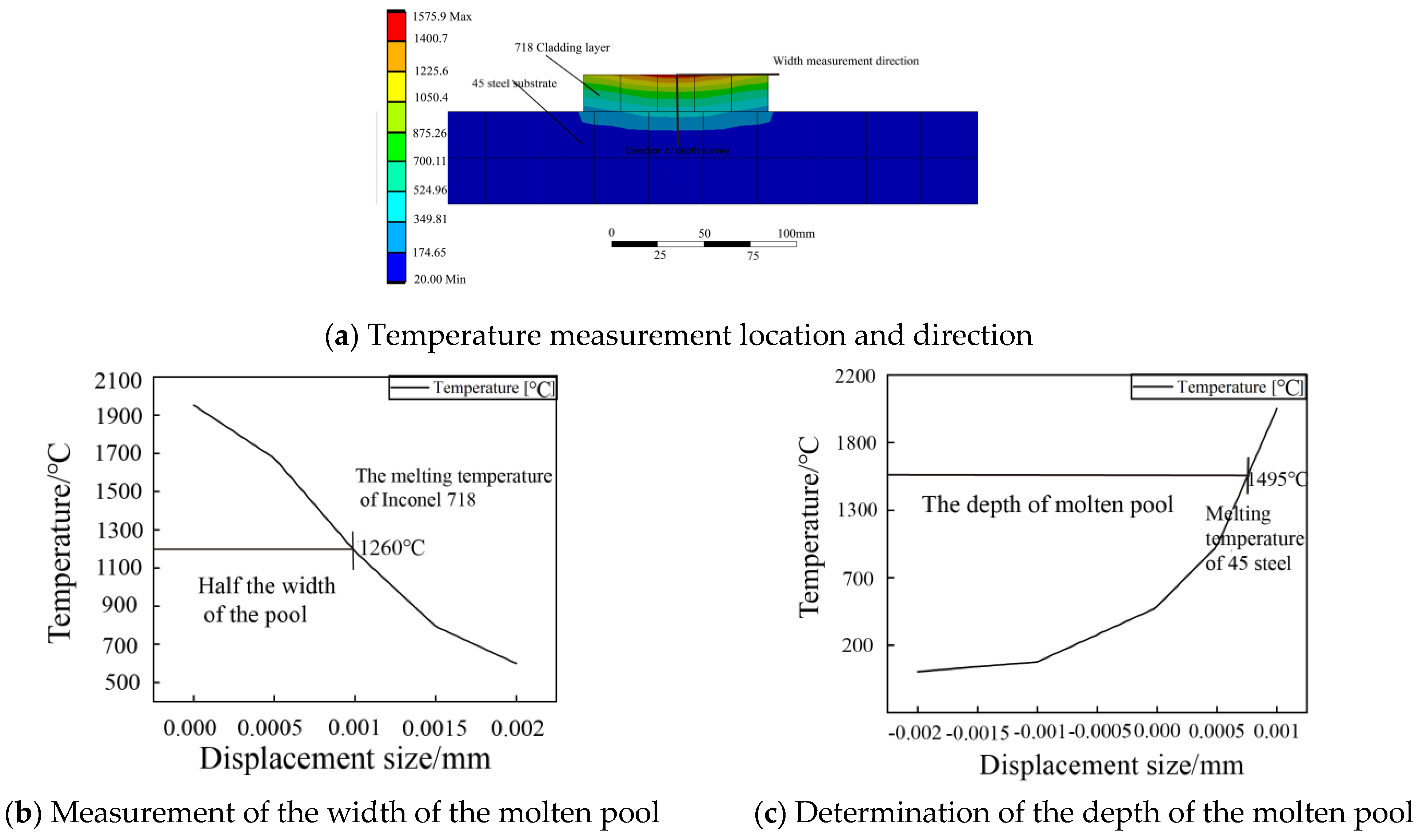
2.2.3. Numerical Simulation of Molten Pool Size and Experimental Verification
3. Laser Single-Pass Cladding Experiment
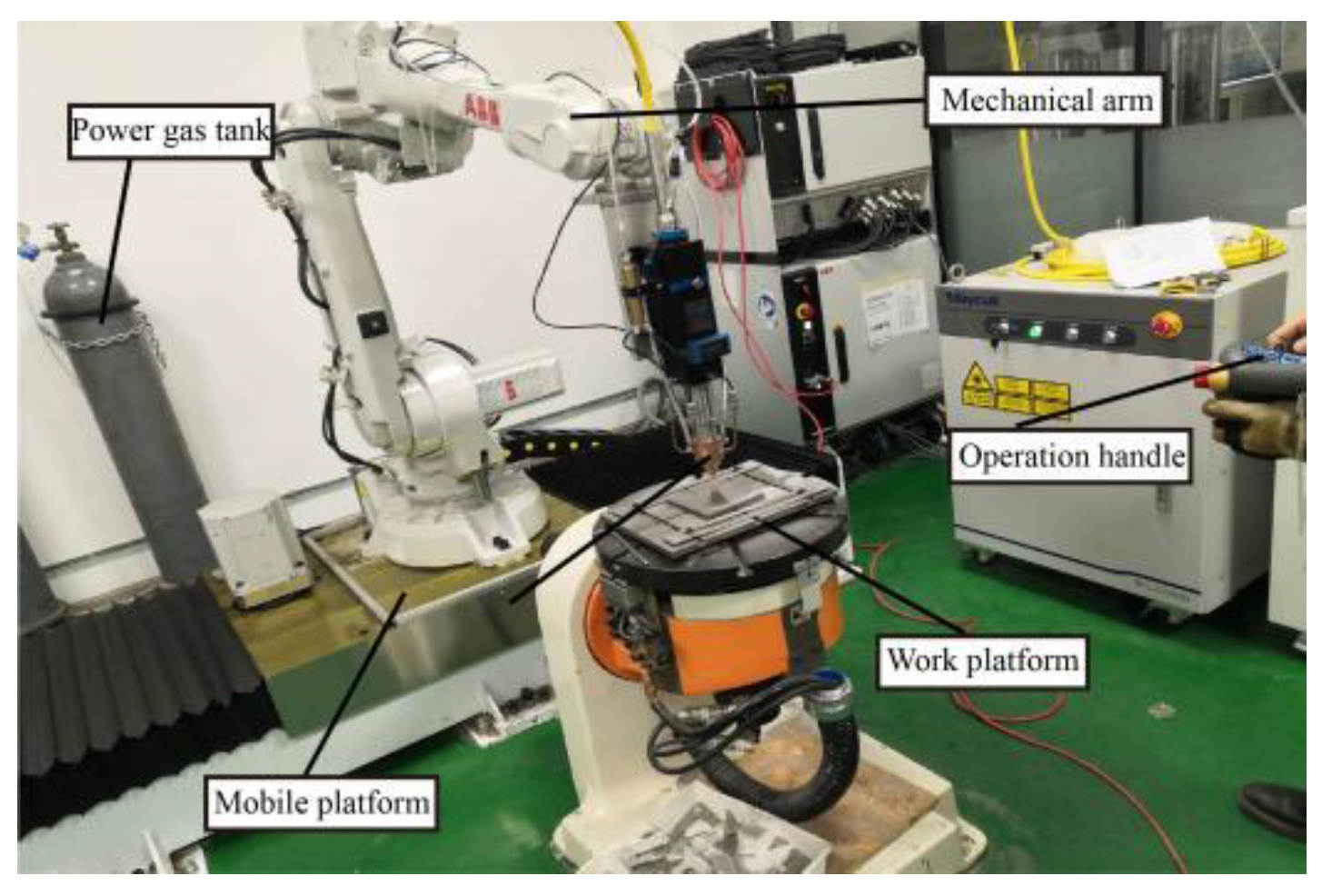
3.1. Experimental Equipment
3.2. Experimental Design and Results
4. Results and Discussion
5. Multi-Objective Genetic Algorithm Optimization and Verification
6. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Hongbo, L.; Qiangqiang, G.; Kangying, L.; Ban, L. Research on the properties of surface laser cladding H13/NiCr-Cr_3C_2 composite powder cladding layer. J. China Laser 2021, 48, 163–172. [Google Scholar]
- Xie, Y.-G.; Wang, C.-L.; Zhang, K.-X.; Liang, C.-J.; Zhou, C.-H.; Lin, D.-M.; Chen, Z.-G. Numerical simulation and rare earth control and modification combined to optimize the laser cladding of aluminum alloy surface. J. Surf. Technol. 2020, 49, 144–155. [Google Scholar]
- Zhao, L.; Wang, L.; Zhu, G.; Li, G.; Shi, S. Numerical simulation of the influence of multi-order mode semiconductor laser additive manufacturing process parameters on the residual stress of the cladding layer. J. Appl. Laser 2021, 41, 366–373. [Google Scholar]
- Boutalbi, N.; Bouaziz, M.N.; Allouche, M. Influence of temperature-dependent absorptivity on solid surface heated by CO2 and Nd:YAG lasers. J. Laser Appl. 2016, 28, 032004. [Google Scholar] [CrossRef]
- Cruz, A.T.; de Lange, D.F.; Castillo, H.I.M. Comparative study of numerical models of the laser forming process. J. Laser Appl. 2015, 27, S29105. [Google Scholar] [CrossRef] [Green Version]
- Xie, L.; Wu, T.; Gong, M.; Ma, X.; Shi, W.; Huang, J.; Xie, Y.; He, K. Simulation and experimental research on temperature field of single-channel laser cladding. J. Laser Technol. 2022, 46, 226–232. [Google Scholar]
- Ding, Q.; Pang, M. Thermo-mechanical coupling simulation research on laser cladding of high-entropy alloys for oil pump inner cylinder materials. J. Prog. Lasers Optoelectron. 2021, 58, 176–185. [Google Scholar]
- Liu, X. Finite Element Simulation of Laser Cladding Nickel-Based Composite Coating; East China Jiaotong University: Nanchang, China, 2018. [Google Scholar]
- Kong, F.; Kovacevic, R. Modeling of Heat Transfer and Fluid Flow in the Laser multilayered Cladding Process. J. Metall. Mater. Trans. B 2010, 41, 1310–1320. [Google Scholar] [CrossRef]
- Ma, J.; Wang, J.; Tang, L. Temperature field simulation and experimental study of laser cladding boron carbide/cobalt based composite coating on titanium alloy surface. J. Appl. Laser 2021, 41, 732–737. [Google Scholar]
- Shu, L.; Lin, R. Optimization of laser cladding process parameters for iron-based alloy powder based on uniform design. J. Mater. Heat Treat. 2021, 42, 167–174. [Google Scholar]
- Wu, J.; Zhu, D.; Yang, R.; Wu, S.; Huang, Y.; Zhang, Y. Research on process parameter optimization and friction and wear properties of Ni60AA coating by laser cladding on 45 steel shaft surfaces. Prog. J. Laser Optoelectron. 2021, 58, 304–314. [Google Scholar]
- Cao, Q.; Lian, G.; Xiao, S.; Zhan, Y. Optimization of laser cladding Ni60A process parameters based on grey correlation analysis. J. Precis. Form. Eng. 2022, 14, 173–181. [Google Scholar]
- Li, M.; Cai, C.; Han, B. Influence of preheating on the temperature field and stress field of laser cladding ceramic coatings. J. Mater. Heat Treat. 2015, 36, 197–203. [Google Scholar]
- Li, K. Research on Laser Cladding of 304 Stainless Steel and its Hot Extrusion Strengthening; Xi’an University of Science and Technology: Xi’an, China, 2019. [Google Scholar]
- Li, C.; Hui, S.; Sun, G.; Hu, C.; Wang, T.; Dong, G. Simulation of TiNiTa memory alloy coating process parameter selection based on temperature field. J. Laser Infrared 2021, 51, 999–1005. [Google Scholar]
- Liu, H.; Li, M.; Qin, X.; Huang, S.; Hong, F. Numerical simulation and experimental analysis of wide-beam laser cladding. Int. J. Adv. Manuf. Technol. 2019, 100, 237–249. [Google Scholar] [CrossRef]
- Xu, M.; Zhou, C.; Zhang, Z.; Zeng, S. Research on temperature field distribution of powder-gas-light coupling in laser cladding process. J. China Mech. Eng. 2022, 33, 70–77. [Google Scholar]
- Shu, L.; Wang, J.; Bai, H.; He, Y.; Bai, B. Numerical simulation and experiment of laser cladding process on worn shaft surfaces. Chin. J. Mech. Eng. 2019, 55, 217–223. [Google Scholar] [CrossRef] [Green Version]
- Yao, D. Numerical Simulation of Laser Cladding Inconel 718 Alloy; Lanzhou University of Technology: Lanzhou, China, 2019. [Google Scholar]
- Zhao, S.; Qi, W.; Huang, Y.; Lei, J. Numerical simulation of temperature field and thermal cycle characteristics of Ni60-based coatings by laser cladding on TC4 surfaces. J. Surf. Technol. 2020, 49, 301–308. [Google Scholar]
- Lin, R.; Shu, L.; Dong, Y.; Zhang, C. Influence of laser power and scanning speed on the microstructure and properties of cladding. J. Laser Optoelectron. 2021, 58, 243–249. [Google Scholar]
- Li, Y.; Ya, D.; Fan, F. Numerical simulation research on optimization of process parameters of laser cladding 718 alloy. J. Appl. Laser 2018, 38, 920–926. [Google Scholar]
- Liu, Y.; Bai, R.; Li, C.; Li, C. Research on the technology and properties of laser cladding copper-based alloys for aluminum-based engine valve seats. J/OL. Surf. Technol. 2022, 1–22. Available online: https://dysw.cnki.net/kcms/detail/detail.aspx?filename=BMJS20211116003&dbcode=CJFQ&dbname=CAPJ2021&v= (accessed on 19 April 2022).
- Moraveji, M.K.; Naderi, M. Drilling Rate of Penetration Prediction and Optimization Using Response Surface Methodology and Bat Algorithm. J. Nat. Gas Sci. Eng. 2016, 31, 829–841. [Google Scholar] [CrossRef]
- Xu, X.; Wen, H.; Wang, J.; Miao, M. Optimization of laser cladding process parameters for equipment parts remanufacturing based on response surface. J. Vac. Sci. Technol. 2018, 38, 615–620. [Google Scholar]
- An, X.; Wang, Y.; Jiang, F.; Zhang, J.; Zhang, J. Influence of lap ratio on temperature field and residual stress distribution of 42CrMo laser cladding layer. J. China Laser 2021, 48, 95–106. [Google Scholar]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Density (kg·m−3) | Melting Point (°C) | Phase Transition Temperature Zone (°C) |
|---|---|---|---|
| 45 steel | 7850 | 1495 | 1490~1530 |
| Inconel718 | 8240 | 1260 | 1260~1320 |
| Program | Simulation Results (mm) | Experimental Result (mm) | Error | ||||
|---|---|---|---|---|---|---|---|
| Laser Power (W) | Scan Speed (mm/s) | Width | Depth | Width | Depth | Width (%) | Depth (%) |
| 1200 | 15 | 1.728 | 0.438 | 1.635 | 0.416 | 5.6 | 5.3 |
| 1800 | 19 | 1.867 | 0.502 | 1.847 | 0.488 | 1.1 | 2.8 |
| 1800 | 15 | 1.992 | 0.670 | 1.986 | 0.652 | 0.3 | 2.7 |
| 2400 | 15 | 2.223 | 0.881 | 2.175 | 0.879 | 2.2 | 0.2 |
| 1800 | 23 | 1.826 | 0.398 | 1.831 | 0.383 | 0.3 | 3.9 |
| C | Si | Mn | Ni | Cr | Fe | |
|---|---|---|---|---|---|---|
| 45 steel | 0.45 | 0.24 | 0.65 | 0.22 | 0.2 | margin |
| Inconel718 | 0.08 | 0.35 | 0.35 | 55 | 21 | margin |
| Parameter Factor Level | −1 | 0 | 1 |
|---|---|---|---|
| Laser power (W) | 1200 | 1800 | 2400 |
| Scanning speed (mm/s) | 15 | 19 | 23 |
| Powder feeding rate (g/min) | 16 | 18 | 20 |
| Laser Power (W) | Scanning Speed (mm/s) | Powder Feeding Rate (g/min) | H (mm) | H (mm) | W (mm) | |||
|---|---|---|---|---|---|---|---|---|
| 1 | 1200 | 19 | 20 | 0.235 | 0.278 | 1.412 | 0.458 | 6.01 |
| 2 | 2400 | 15 | 18 | 0.763 | 0.458 | 2.087 | 0.625 | 2.73 |
| 3 | 1800 | 19 | 18 | 0.488 | 0.418 | 1.786 | 0.539 | 3.66 |
| 4 | 2400 | 23 | 18 | 0.623 | 0.475 | 1.925 | 0.567 | 3.09 |
| 5 | 1800 | 19 | 18 | 0.478 | 0.435 | 1.874 | 0.522 | 3.92 |
| 6 | 1800 | 23 | 20 | 0.335 | 0.325 | 1.554 | 0.507 | 4.64 |
| 7 | 2400 | 19 | 16 | 0.792 | 0.514 | 2.574 | 0.606 | 3.26 |
| 8 | 2400 | 19 | 20 | 0.554 | 0.448 | 1.882 | 0.553 | 3.40 |
| 9 | 1800 | 23 | 16 | 0.512 | 0.372 | 1.732 | 0.579 | 3.38 |
| 10 | 1200 | 23 | 18 | 0.356 | 0.330 | 1.381 | 0.519 | 3.88 |
| 11 | 1200 | 15 | 18 | 0.416 | 0.466 | 1.635 | 0.472 | 3.93 |
| 12 | 1800 | 15 | 20 | 0.445 | 0.354 | 1.758 | 0.557 | 3.95 |
| 13 | 1800 | 19 | 18 | 0.495 | 0.445 | 1.747 | 0.526 | 3.53 |
| 14 | 1800 | 19 | 18 | 0.503 | 0.441 | 1.755 | 0.531 | 3.49 |
| 15 | 1800 | 19 | 18 | 0.482 | 0.407 | 1.865 | 0.542 | 3.87 |
| 16 | 1800 | 15 | 16 | 0.665 | 0.432 | 2.134 | 0.606 | 3.21 |
| 17 | 1200 | 19 | 16 | 0.375 | 0.334 | 1.594 | 0.529 | 4.25 |
| Source | Sum of Square | Degree of Freedom | Mean Square | F | p | - |
|---|---|---|---|---|---|---|
| Model | 0.031 | 9 | 0.00346 | 25.85 | 0.0001 | significant |
| A | 0.017 | 1 | 0.017 | 130.12 | <0.0001 | - |
| B | 0.000968 | 1 | 0.000968 | 7.24 | 0.031 | - |
| C | 0.0075 | 1 | 0.0075 | 56.14 | 0.0001 | - |
| AB | 0.00276 | 1 | 0.00276 | 20.62 | 0.0027 | - |
| AC | 0.000081 | 1 | 0.000081 | 0.61 | 0.4618 | - |
| BC | 0.000132 | 1 | 0.000132 | 0.99 | 0.353 | - |
| A2 | 0.000157 | 1 | 0.000157 | 1.17 | 0.3148 | - |
| B2 | 0.00163 | 1 | 0.00163 | 12.16 | 0.0102 | - |
| C2 | 0.000455 | 1 | 0.000455 | 3.41 | 0.1074 | - |
| Residual | 0.000936 | 7 | 0.000134 | - | - | - |
| Lack of Fit | 0.000651 | 3 | 0.000217 | 3.05 | 0.155 | not significant |
| Pure Error | 0.000285 | 4 | 0.0000712 | - | - | - |
| Cor Total | 0.032 | 16 | - | - | - | - |
| Source | Sum of Square | Degree of Freedom | Mean Square | F | p | - |
|---|---|---|---|---|---|---|
| Model | 8.15 | 9 | 0.91 | 12.23 | 0.0016 | significant |
| A | 3.92 | 1 | 3.92 | 52.91 | 0.0002 | - |
| B | 0.17 | 1 | 0.17 | 2.31 | 0.1724 | - |
| C | 1.91 | 1 | 1.91 | 25.79 | 0.0014 | - |
| AB | 0.042 | 1 | 0.042 | 0.57 | 0.4759 | - |
| AC | 0.65 | 1 | 0.65 | 8.75 | 0.0212 | - |
| BC | 0.068 | 1 | 0.068 | 0.91 | 0.3713 | - |
| A2 | 0.022 | 1 | 0.022 | 0.3 | 0.5992 | - |
| B2 | 0.54 | 1 | 0.54 | 7.35 | 0.0302 | - |
| C2 | 0.89 | 1 | 0.89 | 12.05 | 0.0104 | - |
| Residual | 0.52 | 7 | 0.074 | - | - | - |
| Lack of Fit | 0.37 | 3 | 0.12 | 3.22 | 0.1439 | not significant |
| Pure Error | 0.15 | 4 | 0.038 | - | - | - |
| Cor Total | 8.67 | 16 | - | - | - | - |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yang, S.; Bai, H.; Li, C.; Shu, L.; Zhang, X.; Jia, Z. Numerical Simulation and Multi-Objective Parameter Optimization of Inconel718 Coating Laser Cladding. Coatings 2022, 12, 708. https://doi.org/10.3390/coatings12050708
Yang S, Bai H, Li C, Shu L, Zhang X, Jia Z. Numerical Simulation and Multi-Objective Parameter Optimization of Inconel718 Coating Laser Cladding. Coatings. 2022; 12(5):708. https://doi.org/10.3390/coatings12050708
Chicago/Turabian StyleYang, Sirui, Haiqing Bai, Chaofan Li, Linsen Shu, Xinhe Zhang, and Zongqiang Jia. 2022. "Numerical Simulation and Multi-Objective Parameter Optimization of Inconel718 Coating Laser Cladding" Coatings 12, no. 5: 708. https://doi.org/10.3390/coatings12050708