
Effect of Electromagnetic Pulses on the Microstructure and Abrasive Gas Wear Resistance of Al0.25CoCrFeNiV High Entropy Alloy


 , and
, and
Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
3.1. Microstructure
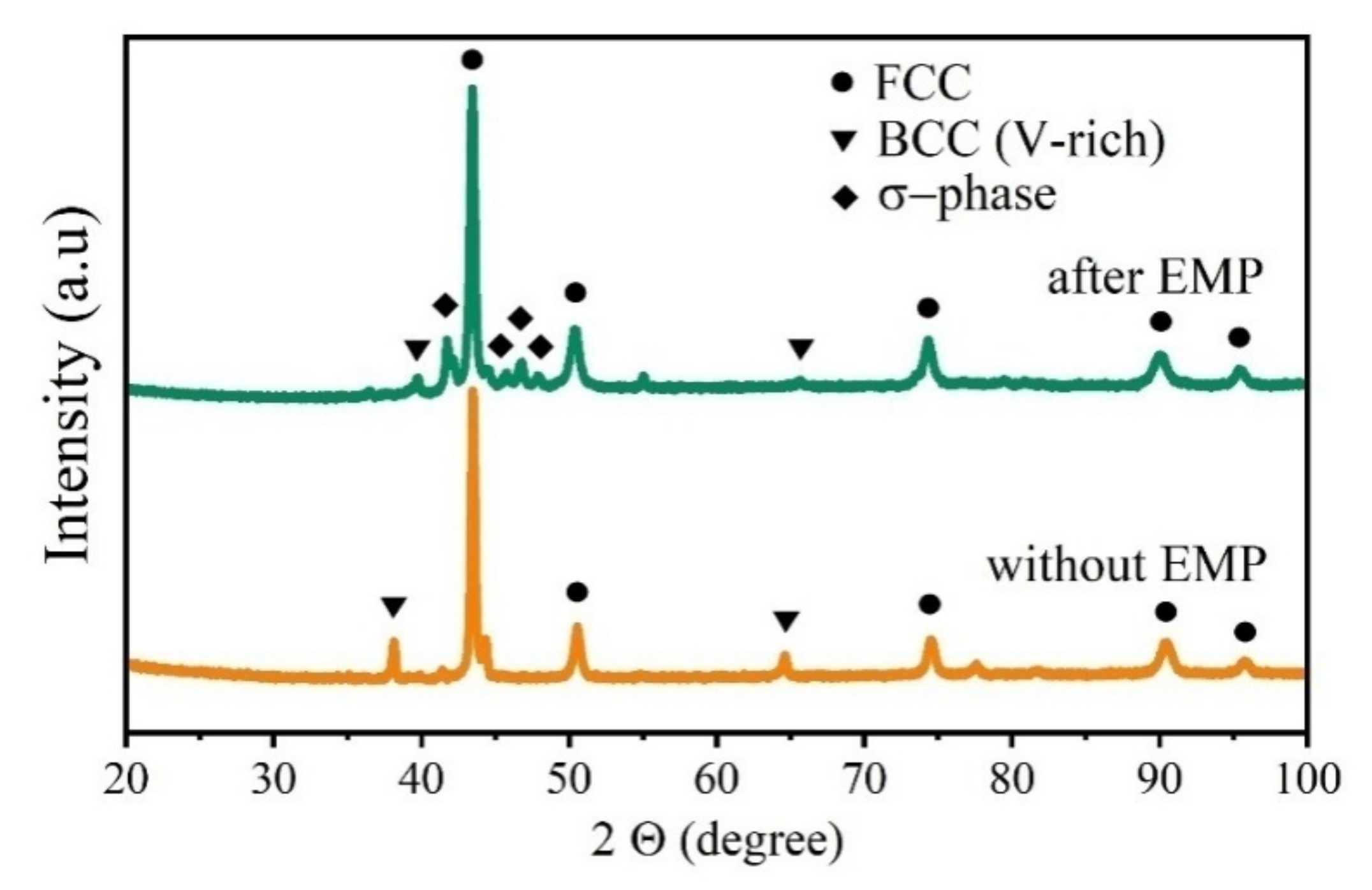
3.2. X-ray Diffraction
3.3. Microhardness and Gas-Abrasive Wear Resistance
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Cantor, B.; Chang, I.T.H.; Knight, P.; Vincent, A.J.B. Microstructural Development in Equiatomic Multicomponent Alloys. Mater. Sci. Eng. A 2004, 375, 213–218. [Google Scholar] [CrossRef]
- Yeh, J.W.; Chen, S.K.; Lin, S.J.; Gan, J.Y.; Chin, T.S.; Shun, T.T.; Tsau, C.H.; Chang, S.Y. Nanostructured High-Entropy Alloys with Multiple Principal Elements: Novel Alloy Design Concepts and Outcomes. Adv. Eng. Mater. 2004, 6, 299–303. [Google Scholar] [CrossRef]
- Li, Z.; Pradeep, K.G.; Deng, Y.; Raabe, D.; Tasan, C.C. Metastable High-Entropy Dual-Phase Alloys Overcome the Strength-Ductility Trade-off. Nature 2016, 534, 227–230. [Google Scholar] [CrossRef]
- George, E.P.; Curtin, W.A.; Tasan, C.C. High Entropy Alloys: A Focused Review of Mechanical Properties and Deformation Mechanisms. Acta Mater. 2020, 188, 435–474. [Google Scholar] [CrossRef]
- Seifi, M.; Li, D.; Yong, Z.; Liaw, P.K.; Lewandowski, J.J. Fracture Toughness and Fatigue Crack Growth Behavior of As-Cast High-Entropy Alloys. JOM 2015, 67, 2288–2295. [Google Scholar] [CrossRef]
- Hemphill, M.A.; Yuan, T.; Wang, G.Y.; Yeh, J.W.; Tsai, C.W.; Chuang, A.; Liaw, P.K. Fatigue Behavior of Al0.5CoCrCuFeNi High Entropy Alloys. Acta Mater. 2012, 60, 5723–5734. [Google Scholar] [CrossRef]
- Guo, X.; Jin, X.; Shi, X.; Yang, H.; Zhang, M.; Qiao, J. Tribological Behavior of Boronized Fe40Mn20Cr20Ni20 High-Entropy Alloys. Metals 2021, 11, 1561. [Google Scholar] [CrossRef]
- Jin, G.; Cai, Z.; Guan, Y.; Cui, X.; Liu, Z.; Li, Y.; Dong, M.; Zhang, D. High Temperature Wear Performance of Laser-Cladded FeNiCoAlCu High-Entropy Alloy Coating. Appl. Surf. Sci. 2018, 445, 113–122. [Google Scholar] [CrossRef]
- Kasar, A.K.; Scalaro, K.; Menezes, P.L. Tribological Properties of High-Entropy Alloys under Dry Conditions for a Wide Temperature Range—A Review. Materials 2021, 14, 5814. [Google Scholar] [CrossRef]
- Guo, Z.; Zhang, A.; Han, J.; Meng, J. Microstructure, Mechanical and Tribological Properties of CoCrFeNiMn High Entropy Alloy Matrix Composites with Addition of Cr3C2. Tribol. Int. 2020, 151, 106436. [Google Scholar] [CrossRef]
- Zhu, T.; Wu, H.; Zhou, R.; Zhang, N.; Yin, Y.; Liang, L.; Liu, Y.; Li, J.; Shan, Q.; Li, Q.; et al. Microstructures and Tribological Properties of TiC Reinforced FeCoNiCuAl High-Entropy Alloy at Normal and Elevated Temperature. Metals 2020, 10, 387. [Google Scholar] [CrossRef] [Green Version]
- Ostovari Moghaddam, A.; Samodurova, M.N.; Pashkeev, K.; Doubenskaia, M.; Sova, A.; Trofimov, E.A. A Novel Intermediate Temperature Self-Lubricating CoCrCu1−xFeNix High Entropy Alloy Fabricated by Direct Laser Cladding. Tribol. Int. 2021, 156, 106857. [Google Scholar] [CrossRef]
- Shaburova, N.; Krymsky, V.; Ostovari Moghaddam, A. Theory and Practice of Using Pulsed Electromagnetic Processing of Metal Melts. Materials 2022, 15, 1235. [Google Scholar] [CrossRef]
- Wang, J.-Z.; Qi, J.-G.; Zhao, Z.-F.; Guo, H.-S.; Zhao, T. Effects of Electric Pulse Modification on Liquid Structure of Al–5%Cu Alloy. Trans. Nonferrous Met. Soc. China 2013, 23, 2792–2796. [Google Scholar] [CrossRef]
- Räbiger, D.; Zhang, Y.; Galindo, V.; Franke, S.; Willers, B.; Eckert, S. The Relevance of Melt Convection to Grain Refinement in Al–Si Alloys Solidified under the Impact of Electric Currents. Acta Mater. 2014, 79, 327–338. [Google Scholar] [CrossRef]
- Jie, J.C.; Yue, S.P.; Liu, J.; StJohn, D.H.; Zhang, Y.B.; Guo, E.Y.; Wang, T.M.; Li, T.J. Revealing the Mechanisms for the Nucleation and Formation of Equiaxed Grains in Commercial Purity Aluminum by Fluid-Solid Coupling Induced by a Pulsed Magnetic Field. Acta Mater. 2021, 208, 116747. [Google Scholar] [CrossRef]
- Deev, V.; Ri, E.; Prusov, E.; Ermakov, M.; Slavinskaya, N. Structure Formation of Cast Al-Mg-Si Alloys during the Melts Irradiation with Nanosecond Electromagnetic Pulses. IOP Conf. Ser. Mater. Sci. Eng. 2020, 1001, 012054. [Google Scholar] [CrossRef]
- Ma, T.; Geng, G.; Sun, X.; Hao, X.; Hao, W. Effect of High Density Electric Current Pulse on Solidification of Cu-37.4 wt.%Pb Monotectic Alloy Melt. Mater. Sci. 2020, 26, 34–40. [Google Scholar] [CrossRef] [Green Version]
- Qin, R.S.; Samuel, E.I.; Bhowmik, A. Electropulse-Induced Cementite Nanoparticle Formation in Deformed Pearlitic Steels. J. Mater. Sci. 2011, 46, 2838–2842. [Google Scholar] [CrossRef] [Green Version]
- Shaburova, N.A. Changes in Metal Properties after Thermal and Electric Impulse Processing. IOP Conf. Ser. Mater. Sci. Eng. 2015, 81, 012016. [Google Scholar] [CrossRef] [Green Version]
- Ri, E.K.; Hosen, R.; Ermakov, M.A.; Knyazev, G.A.; Dzhou, B.L.; Ri, V.E. Solidification of Low-Silicon Iron under the Action of Nanosecond Electromagnetic Pulses. Steel Transl. 2013, 43, 471–473. [Google Scholar] [CrossRef]
- Krymsky, V.; Shaburova, N. Applying of Pulsed Electromagnetic Processing of Melts in Laboratory and Industrial Conditions. Materials 2018, 11, 954. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Shaburova, N.A.; Krymsky, V.V. Electropulse Machining of Metals. Mater. Sci. Forum 2016, 870, 360–363. [Google Scholar] [CrossRef]
- Guo, Y.; Liu, L.; Zhang, W.; Yao, K.; Zhao, Z.; Shang, J.; Qi, J.; Chen, M.; Zhao, R.; Wu, F. Effects of Electromagnetic Pulse Treatment on Spinodal Decomposed Microstructure, Mechanical and Corrosion Properties of AlCoCrFeNi High Entropy Alloy. J. Alloys Compd. 2021, 889, 161676. [Google Scholar] [CrossRef]
- Zhao, C.; Li, J.; He, Y.; Wang, J.; Wang, W.Y.; Kou, H.; Wang, J. Effect of Strong Magnetic Field on the Microstructure and Mechanical-Magnetic Properties of AlCoCrFeNi High-Entropy Alloy. J. Alloys Compd. 2020, 820, 153407. [Google Scholar] [CrossRef]
- Deng, N.; Wang, J.; Wang, J.; He, Y.; Lan, Z.; Zhao, R.; Beaugon, E.; Li, J. Microstructure and Properties of AlCoCrCuFeNi High-Entropy Alloy Solidified under High Magnetic Field. Mater. Lett. 2021, 285, 129182. [Google Scholar] [CrossRef]
- Guo, Y.; Liu, L.; Zhang, W.; Yao, K.D.; Chen, W.; Ren, J.; Qi, J.G.; Wang, B.; Zhao, Z.F.; Shang, J.; et al. A New Method for Preparing High Entropy Alloys: Electromagnetic Pulse Treatment and Its Effects on Mechanical and Corrosion Properties. Mater. Sci. Eng. A 2020, 774, 138916. [Google Scholar] [CrossRef]
- Salishchev, G.; Tikhonovsky, M.A.; Shaysultanov, D.; Stepanov, N.D.; Kuznetsov, A.V.; Kolodiy, I.; Tortika, A.S.; Senkov, O.N. Effect of Mn and V on Structure and Mechanical Properties of High-Entropy Alloys Based on CoCrFeNi System. J. Alloys Compd. 2014, 591, 11–21. [Google Scholar] [CrossRef]
- Dong, Y.; Zhou, K.; Lu, Y.; Gao, X.; Wang, T.; Li, T. Effect of Vanadium Addition on the Microstructure and Properties of AlCoCrFeNi High Entropy Alloy. Mater. Des. 2014, 57, 67–72. [Google Scholar] [CrossRef]
- Shaburova, N.A.; Ostovari Moghaddam, A.; Veselkov, S.N.; Sudarikov, M.V.; Samoilova, O.V.; Trofimov, E.A. High-Temperature Oxidation Behavior of AlxCoCrFeNiM (M = Cu, Ti, V) High-Entropy Alloys. Phys. Mesomech. 2021, 24, 653–662. [Google Scholar] [CrossRef]
- Krymsky, V.; Shaburova, N.; Litvinova, E. Analysis of the Results of Pulsed Processing of Melts. Metals 2020, 10, 205. [Google Scholar] [CrossRef] [Green Version]
- Krymsky, V.V.; Shaburova, N.A.; Litvinova, E.V. Microstructure and Properties of Cast Metal Treated with Electromagnetic Pulses while in Molten State. Mater. Sci. Forum 2016, 843, 106–110. [Google Scholar] [CrossRef]
- Chen, M.-R.; Lin, S.-J.; Yeh, J.-W.; Chuang, M.-H.; Chen, S.-K.; Huang, Y.-S. Effect of Vanadium Addition on the Microstructure, Hardness, and Wear Resistance of Al0.5CoCrCuFeNi High-Entropy Alloy. Met. Mater. Trans. A 2006, 37, 1363–1369. [Google Scholar] [CrossRef]
- Arkin, M.Y.; Goncharova, I.F.; Mirotvorsky, V.S. On the Issue of Non-contact Excitation of Ultrasonic Vibrations in Molten Metals. Acoust. J. 1968, 14, 344–350. [Google Scholar]
- Kikoen, I.K. Tables of Physical Quantities; Atomizdat: Moscow, Russia, 1976; p. 1008. [Google Scholar]
- Yu, S.R.; Feng, H.K.; Li, Y.L.; Gong, L.Y. Study on the Properties of Al–23%Si Alloy Treated by Ultrasonic Wave. J. Alloys Compd. 2009, 484, 360–364. [Google Scholar] [CrossRef]
- Okamoto, H. Fe-V (Iron-Vanadium). J. Phase Equilibria Diffus. 2006, 27, 542. [Google Scholar] [CrossRef]
- Okamoto, H. Co-V (Cobalt-Vanadium). J. Phase Equilibria Diffus. 2007, 28, 314. [Google Scholar] [CrossRef]
- Smith, J.F.; Carlson, O.N.; Nash, P.G. The Ni-V (Nickel-Vanadium) System. Bull. Alloy Phase Diagr. 1982, 3, 342–348. [Google Scholar] [CrossRef]
- Raghavan, V. Al-Ni-V (Aluminum-Nickel-Vanadium). J. Phase Equilibria Diffus. 2005, 26, 273–275. [Google Scholar] [CrossRef]
- Raynor, G.V.; Rivlin, V.G. 10: Critical Evaluation of Constitution of Cobalt-Iran-Vanadium System. Int. Met. Rev. 1983, 28, 211–227. [Google Scholar] [CrossRef]
- Enomoto, M. The Cr-Ti-V System (Chromium-Titanium-Vanadium). J. Phase Equilibria 1992, 13, 195–200. [Google Scholar] [CrossRef]
- Ghosh, G. Thermodynamic and Kinetic Modeling of the Cr-Ti-V System. J. Phase Equilibria 2002, 23, 310–328. [Google Scholar] [CrossRef]
- Ostovari Moghaddam, A.; Shaburova, N.A.; Samodurova, M.N.; Latfulina, Y.S.; Mikhailov, D.V.; Trofimov, E.A. In Situ Medium Entropy Intermetallic Reinforced Composite Coating Fabricated by Additive Manufacturing. Metals 2021, 11, 1069. [Google Scholar] [CrossRef]
- Swalin, R.A. Thermodynamics of Solid, 2nd ed.; John Wiley & Sons: New York, NY, USA, 1991. [Google Scholar]
- Ostovari Moghaddam, A.; Fereidonnejad, R.; Mikhailov, D.; Trofimov, E. Segregation Peculiarities in High Entropy Intermetallic Compounds. Mater. Lett. 2022, 318, 132161. [Google Scholar] [CrossRef]
- Joseph, J.; Haghdadi, N.; Shamlaye, K.; Hodgson, P.; Barnett, M.; Fabijanic, D. The Sliding Wear Behaviour of CoCrFeMnNi and AlxCoCrFeNi High Entropy Alloys at Elevated Temperatures. Wear 2019, 428–429, 32–44. [Google Scholar] [CrossRef]
- Du, L.M.; Lan, L.W.; Zhu, S.; Yang, H.J.; Shi, X.H.; Liaw, P.K.; Qiao, J.W. Effects of Temperature on the Tribological Behavior of Al0.25CoCrFeNi High-Entropy Alloy. J. Mater. Sci. Technol. 2018, 35, 917–925. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy | Al | Cr | Fe | Co | Ni | V | W | |
|---|---|---|---|---|---|---|---|---|
| Al0.25CoCrFeNiV without EMP | Av | 4.69 | 19.21 | 18.88 | 19.01 | 18.94 | 19.16 | 0.11 |
| SS | 4.45 | 18.96 | 21.15 | 21.90 | 21.93 | 11.10 | 0.51 | |
| V-rich | 0.87 | 8.91 | 0.95 | 1.09 | 0.88 | 87.30 | – | |
| Al0.25CoCrFeNiV after EMP | Av | 4.47 | 19.60 | 19.02 | 19.36 | 18.42 | 19.00 | 0.13 |
| SS | 4.87 | 17.54 | 20.11 | 22.14 | 21.52 | 13.21 | 0.61 | |
| V-rich | 0.31 | 16.19 | 2.21 | 2.37 | 1.91 | 77.01 | – | |
| P | 5.88 | 23.36 | 18.36 | 19.71 | 15.89 | 16.80 | – | |
| Phase | Without EMP | After EMP | |||
|---|---|---|---|---|---|
| SS (FCC) | V-Rich (BCC) | SS (FCC) | V-Rich (BCC) | P (σ-Phase) | |
| 14.29 | 4.24 | 14.45 | 6.34 | 14.38 | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Samoilova, O.; Shaburova, N.; Krymsky, V.; Myasoedov, V.; Ostovari Moghaddam, A.; Trofimov, E. Effect of Electromagnetic Pulses on the Microstructure and Abrasive Gas Wear Resistance of Al0.25CoCrFeNiV High Entropy Alloy. Coatings 2022, 12, 688. https://doi.org/10.3390/coatings12050688
Samoilova O, Shaburova N, Krymsky V, Myasoedov V, Ostovari Moghaddam A, Trofimov E. Effect of Electromagnetic Pulses on the Microstructure and Abrasive Gas Wear Resistance of Al0.25CoCrFeNiV High Entropy Alloy. Coatings. 2022; 12(5):688. https://doi.org/10.3390/coatings12050688
Chicago/Turabian StyleSamoilova, Olga, Nataliya Shaburova, Valeriy Krymsky, Vyacheslav Myasoedov, Ahmad Ostovari Moghaddam, and Evgeny Trofimov. 2022. "Effect of Electromagnetic Pulses on the Microstructure and Abrasive Gas Wear Resistance of Al0.25CoCrFeNiV High Entropy Alloy" Coatings 12, no. 5: 688. https://doi.org/10.3390/coatings12050688