
Molecular Dynamics Simulation of Chip Morphology in Nanogrinding of Monocrystalline Nickel

Abstract
:1. Introduction
2. Modeling and Simulation Details
3. Simulation Results and Discussion
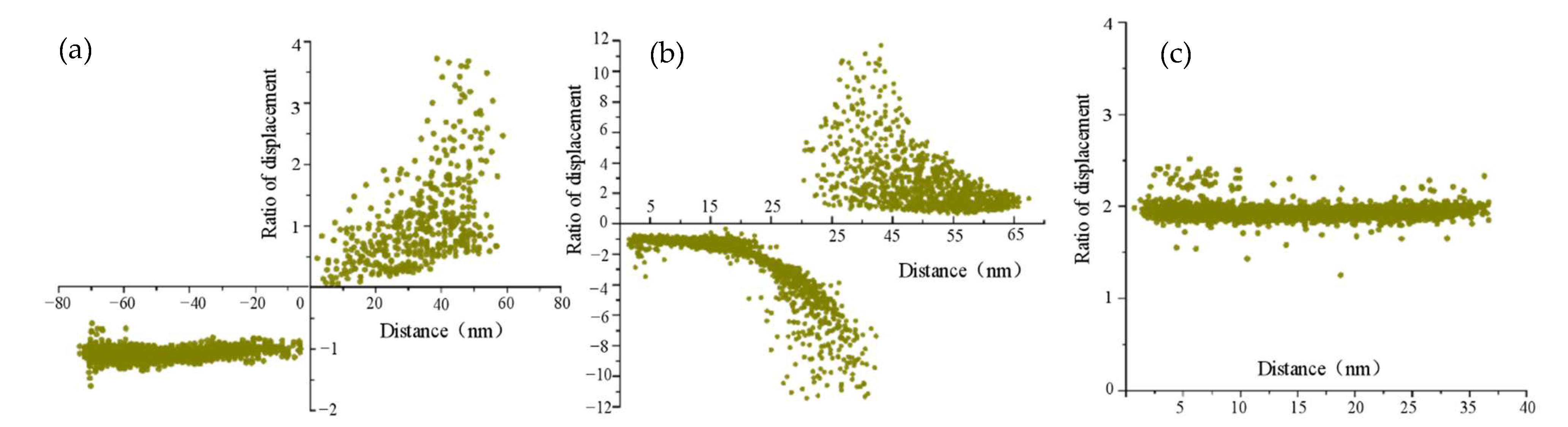
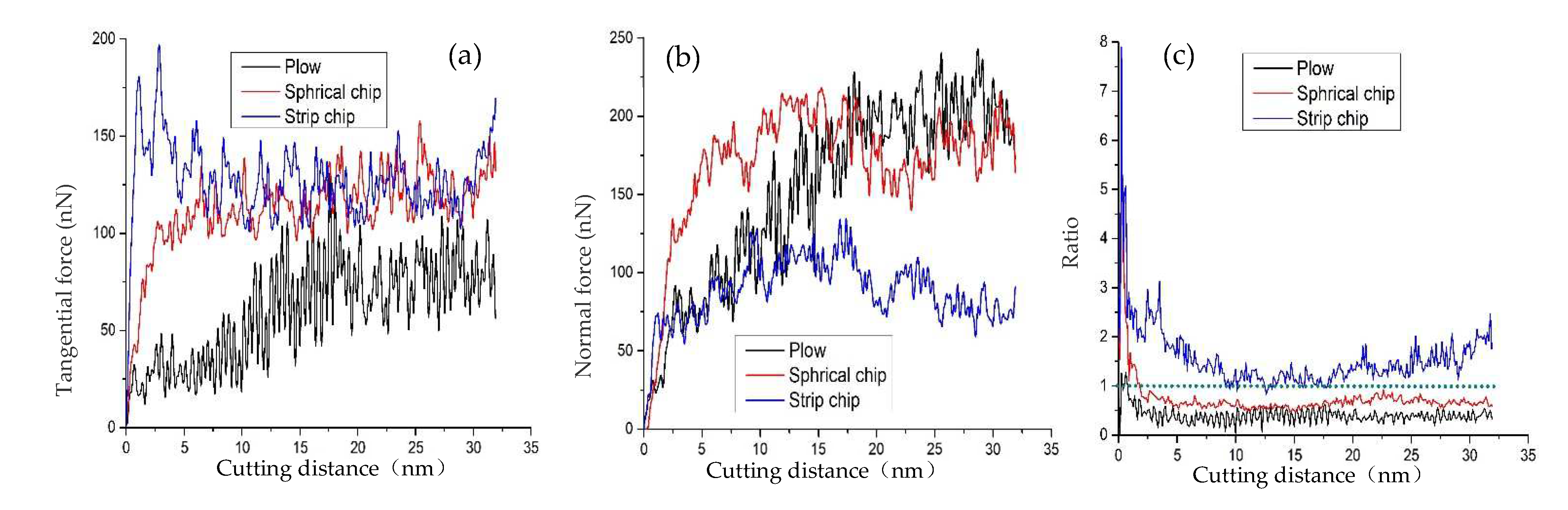
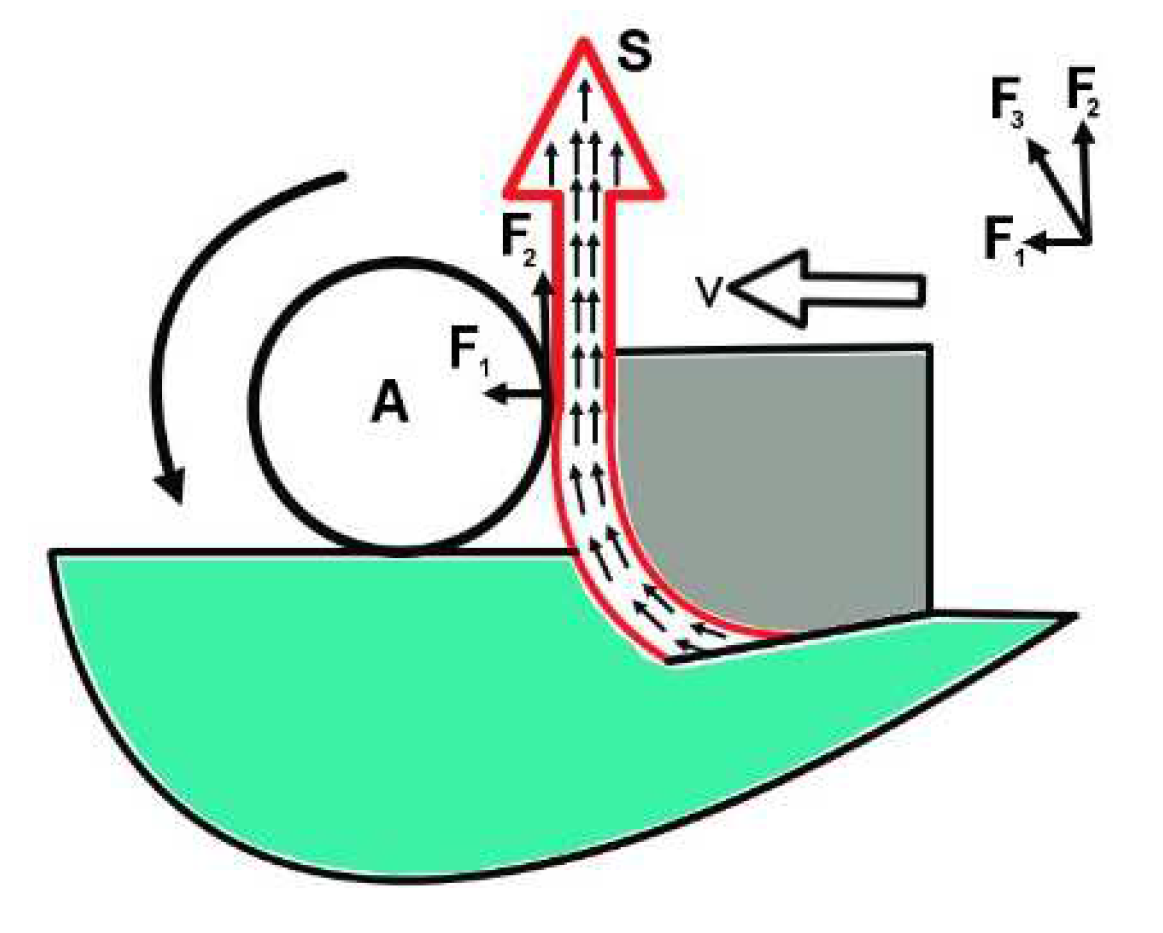
3.1. Atomic Displacement and Machining Force at Different Machining States
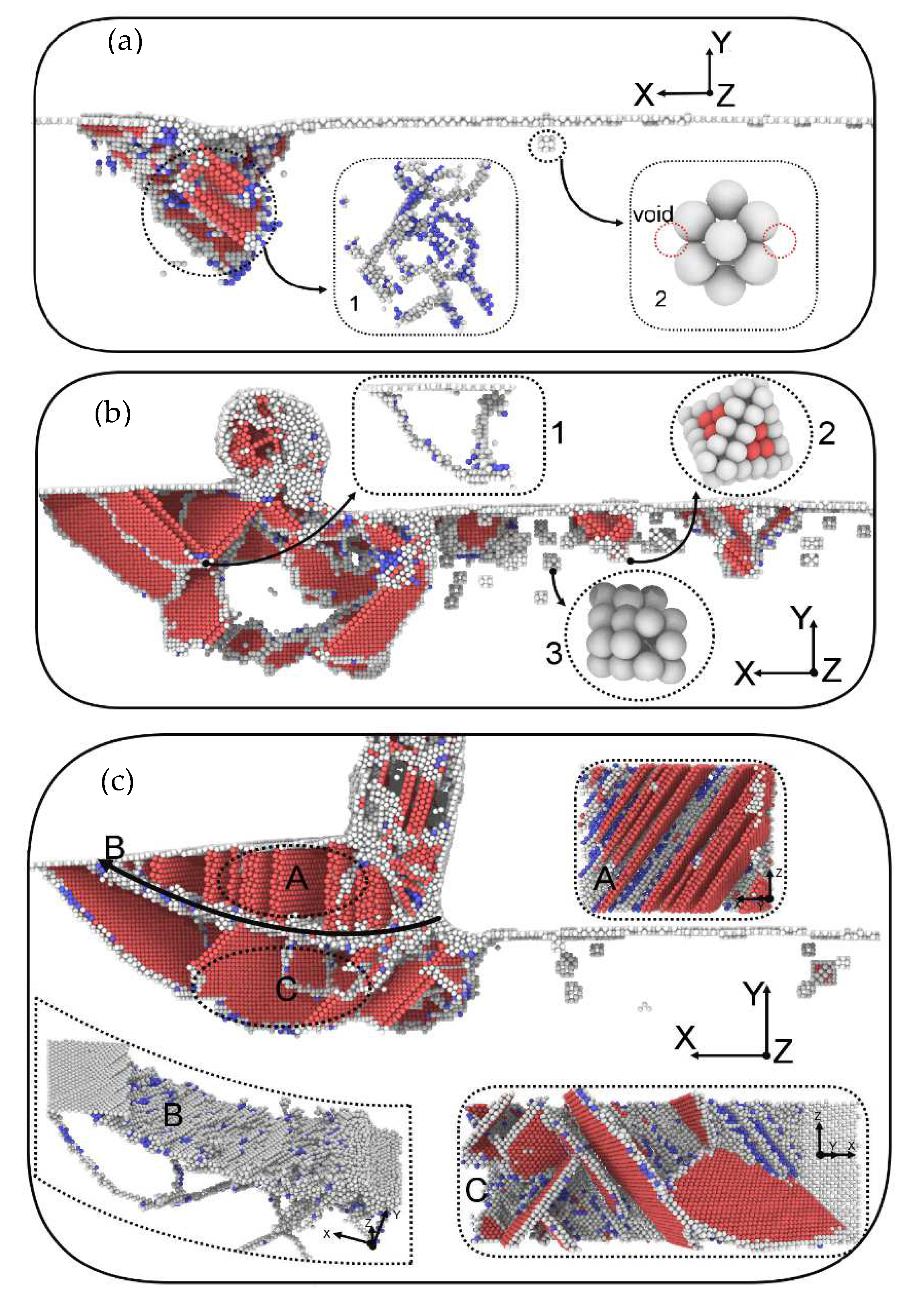
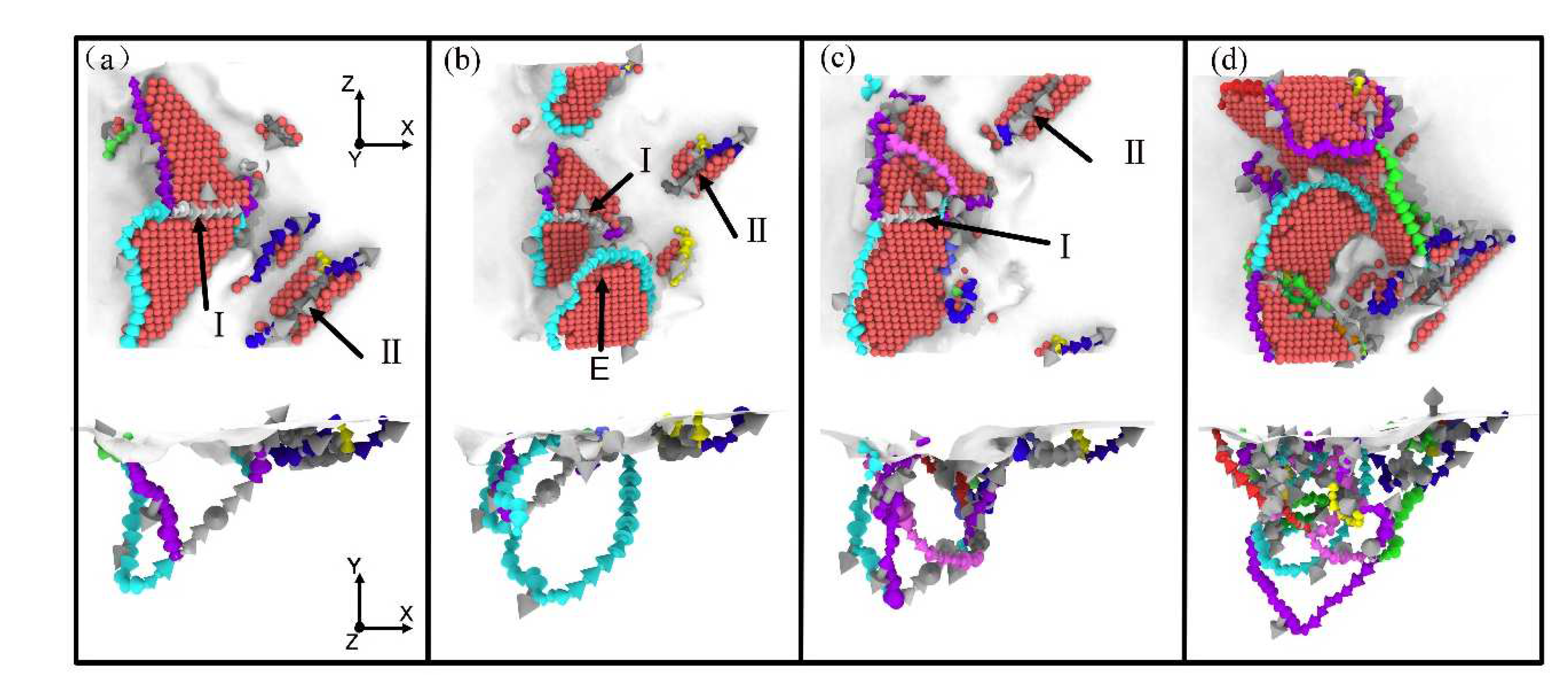
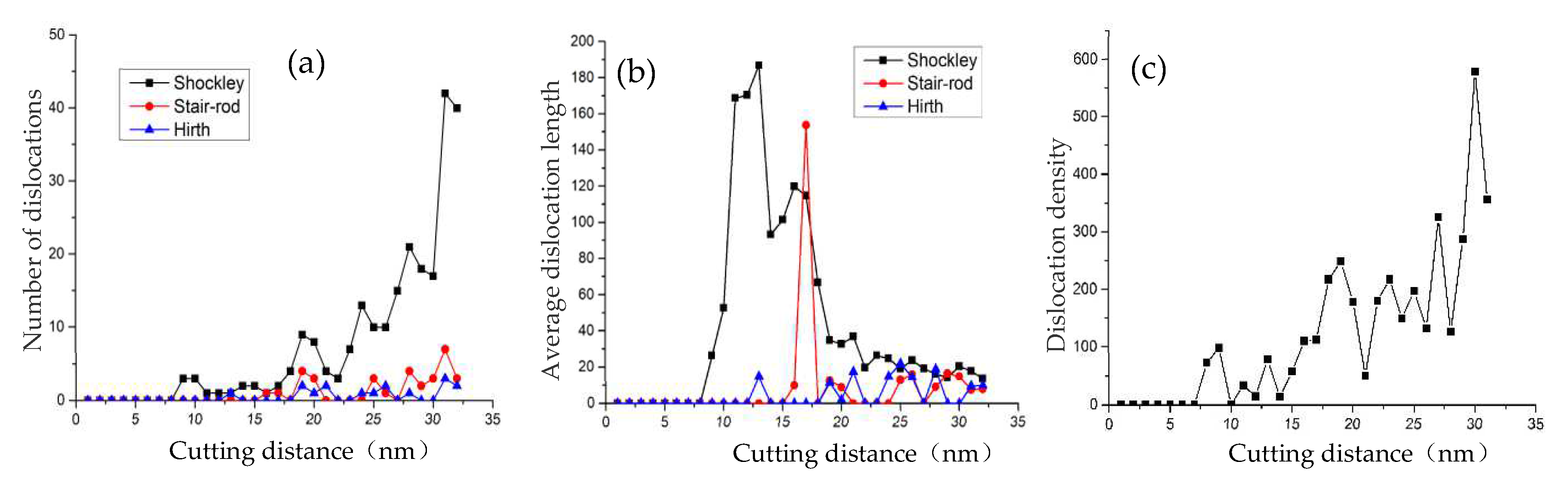
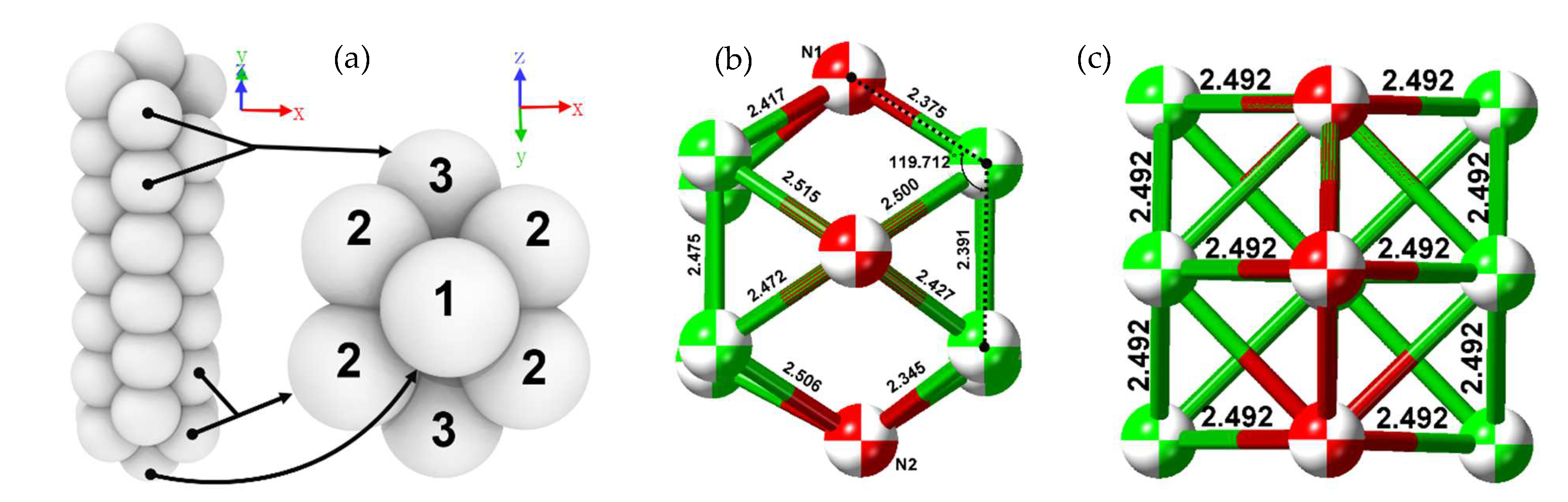
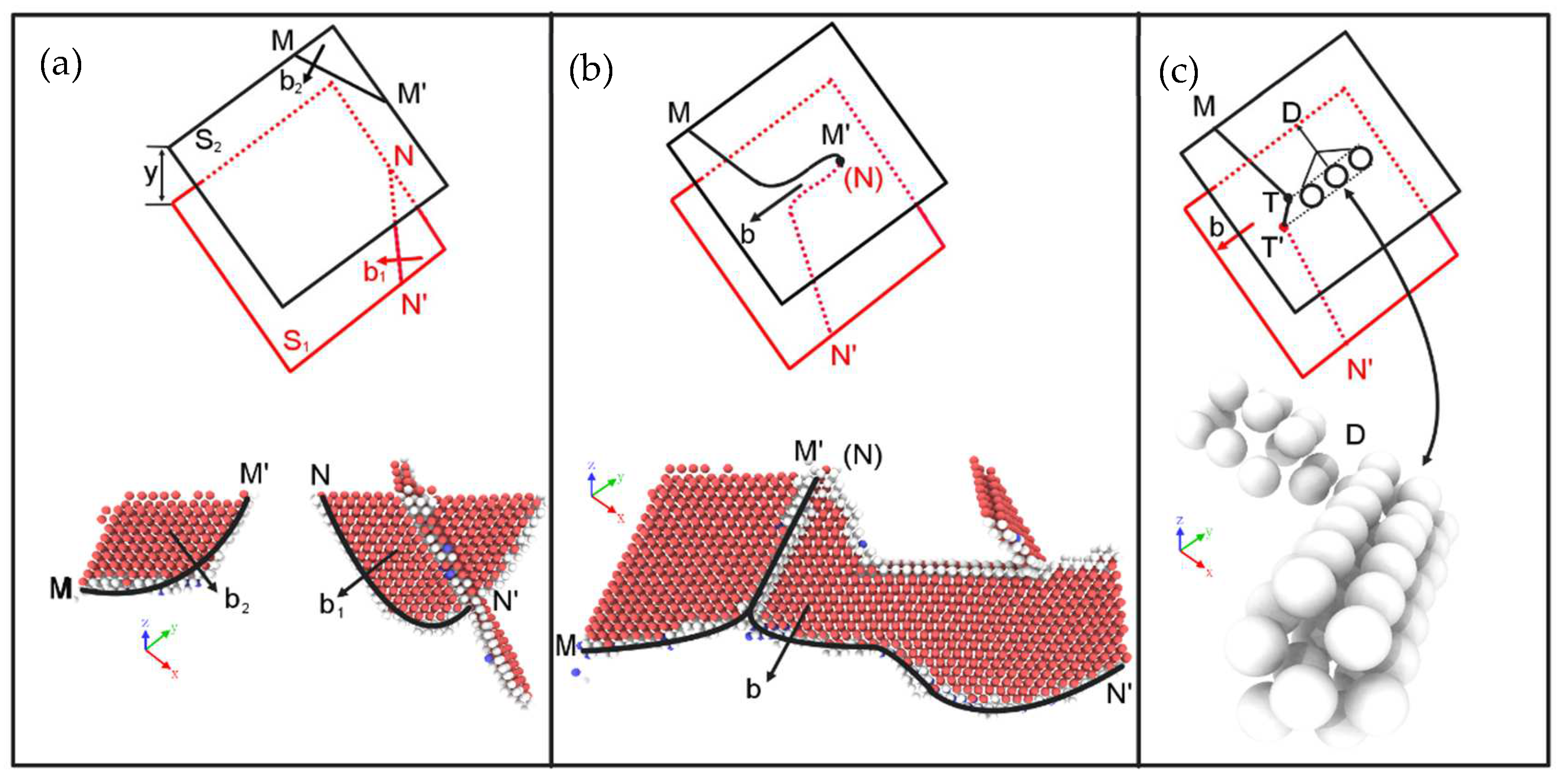
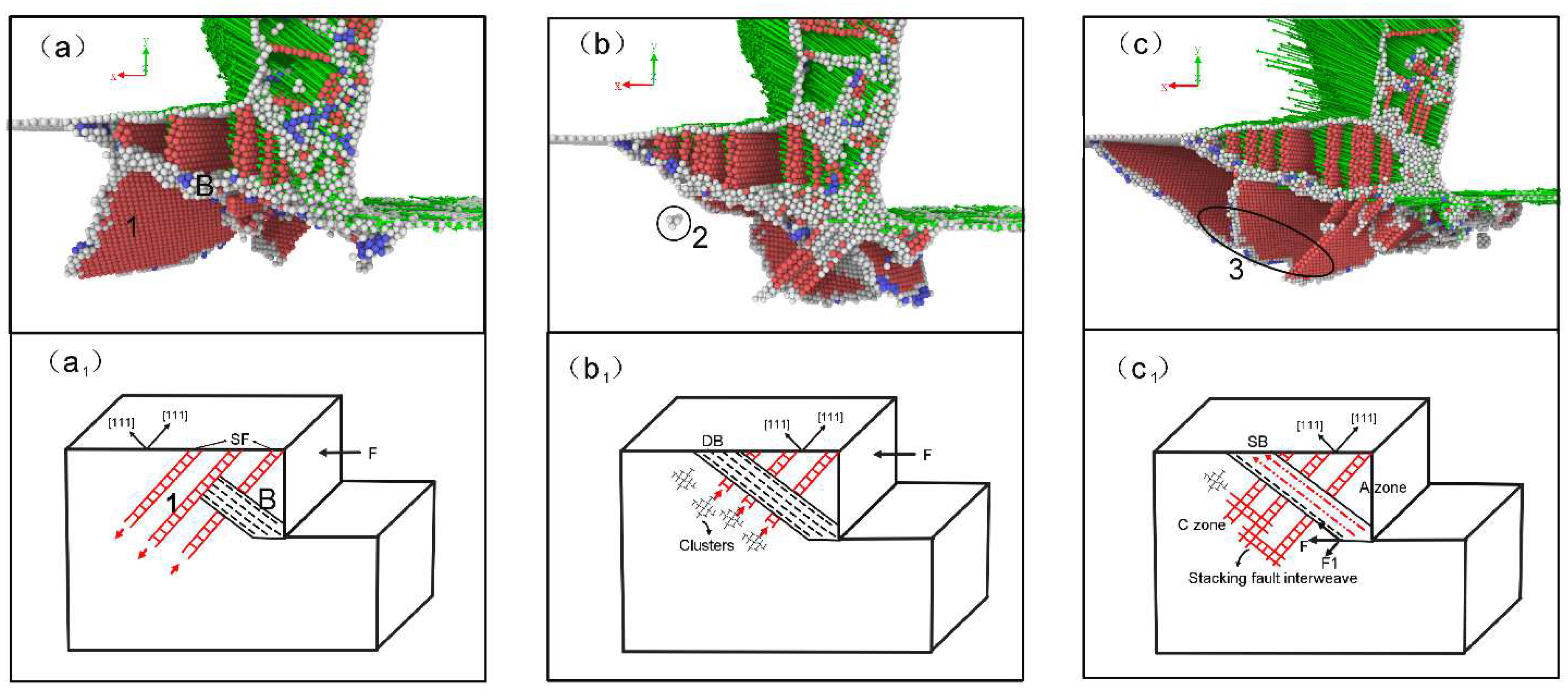
3.2. Internal Defects in Different Machining States
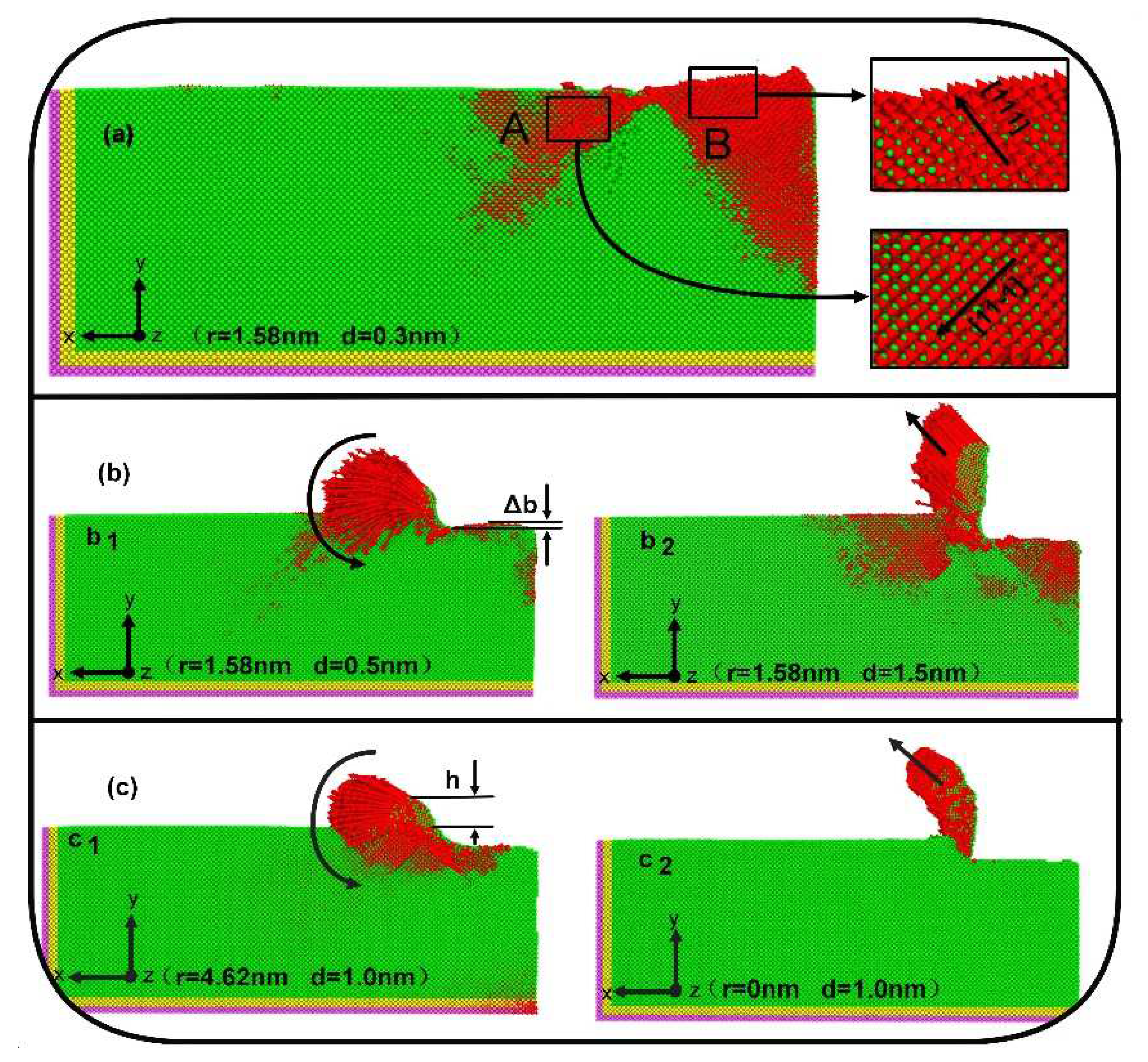
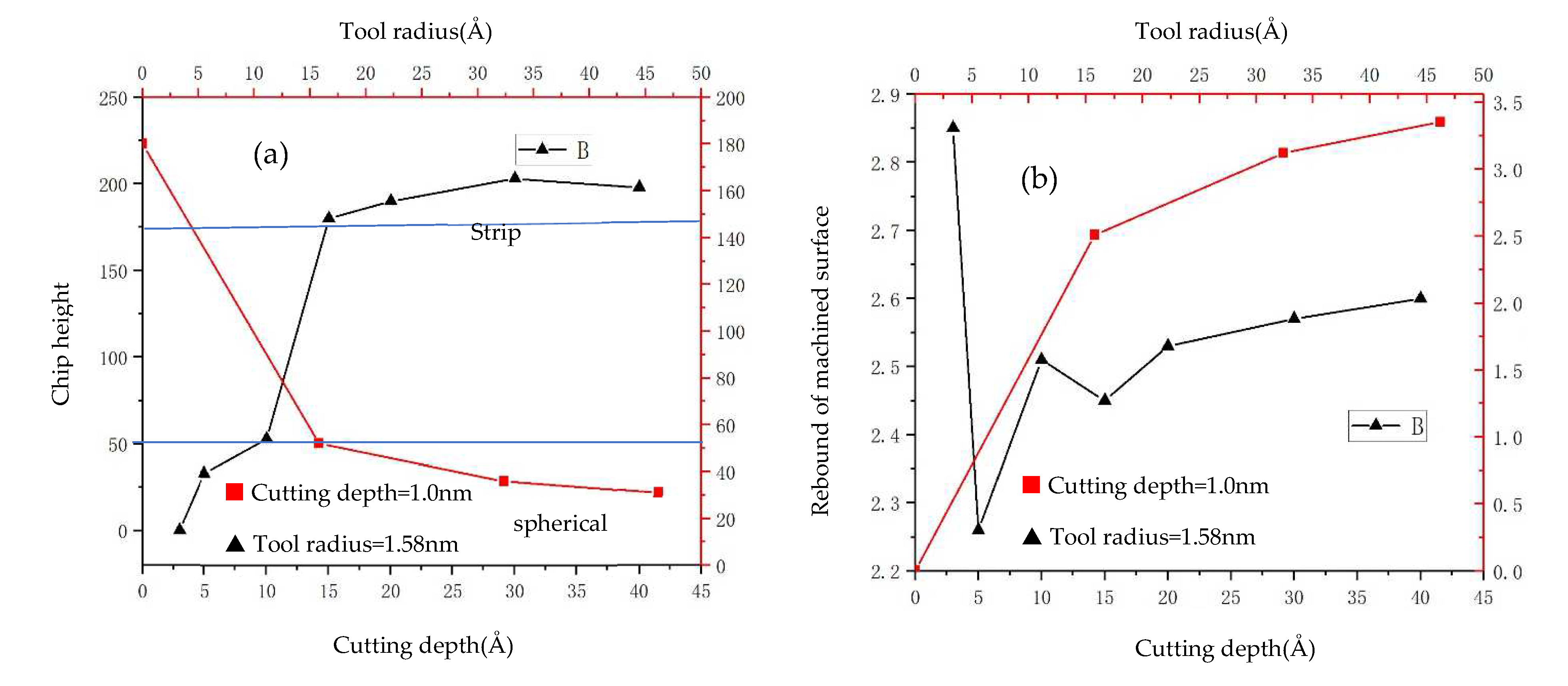
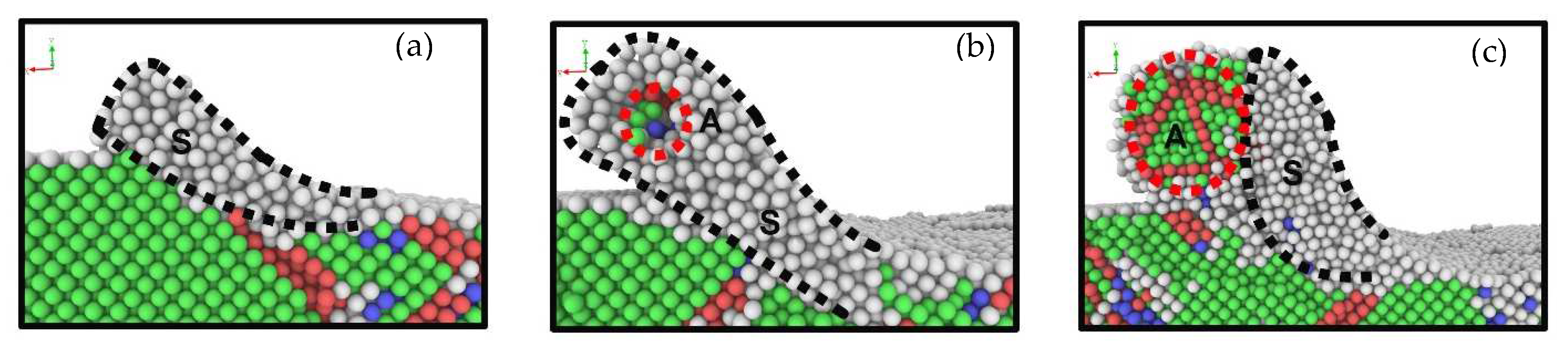
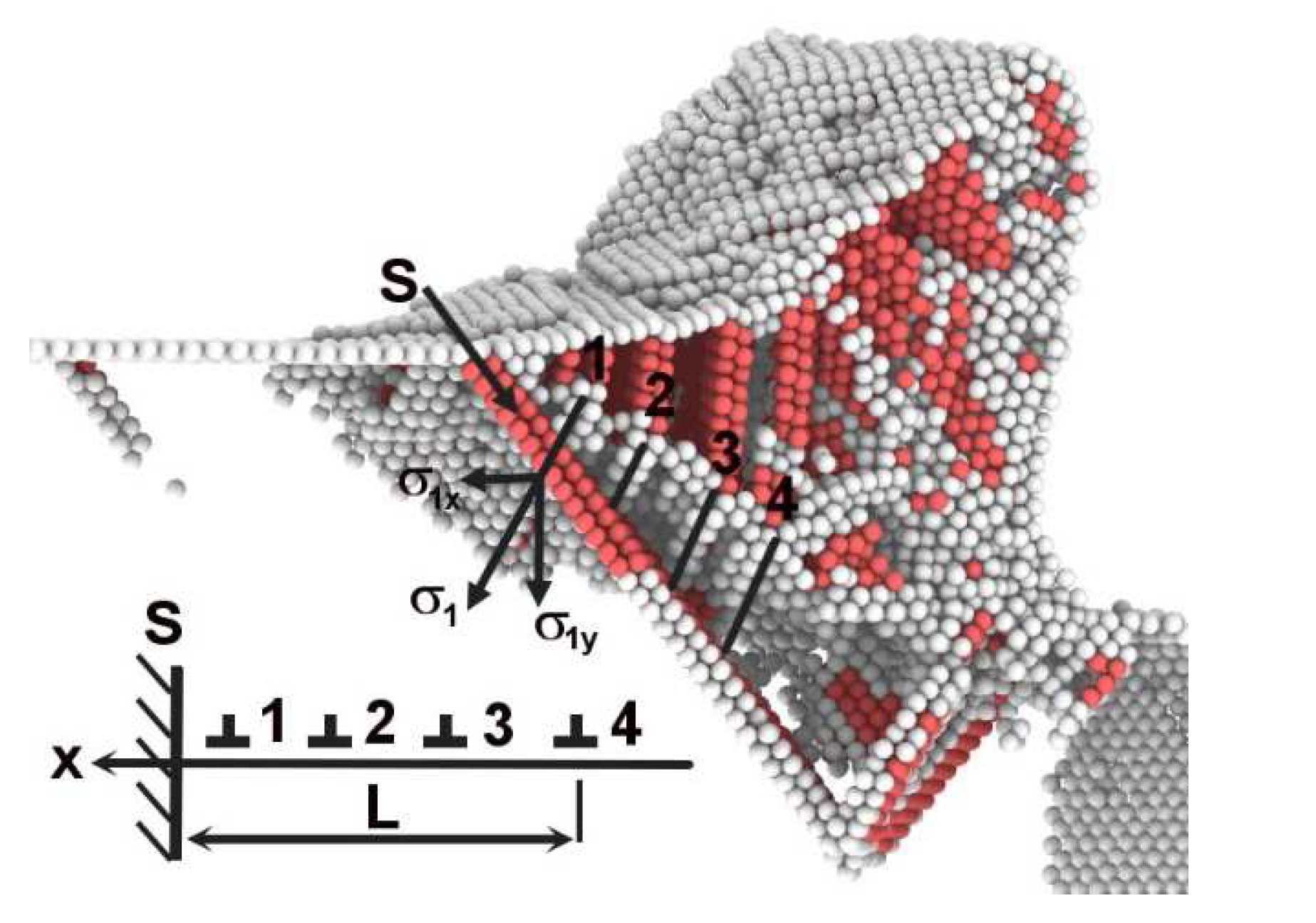
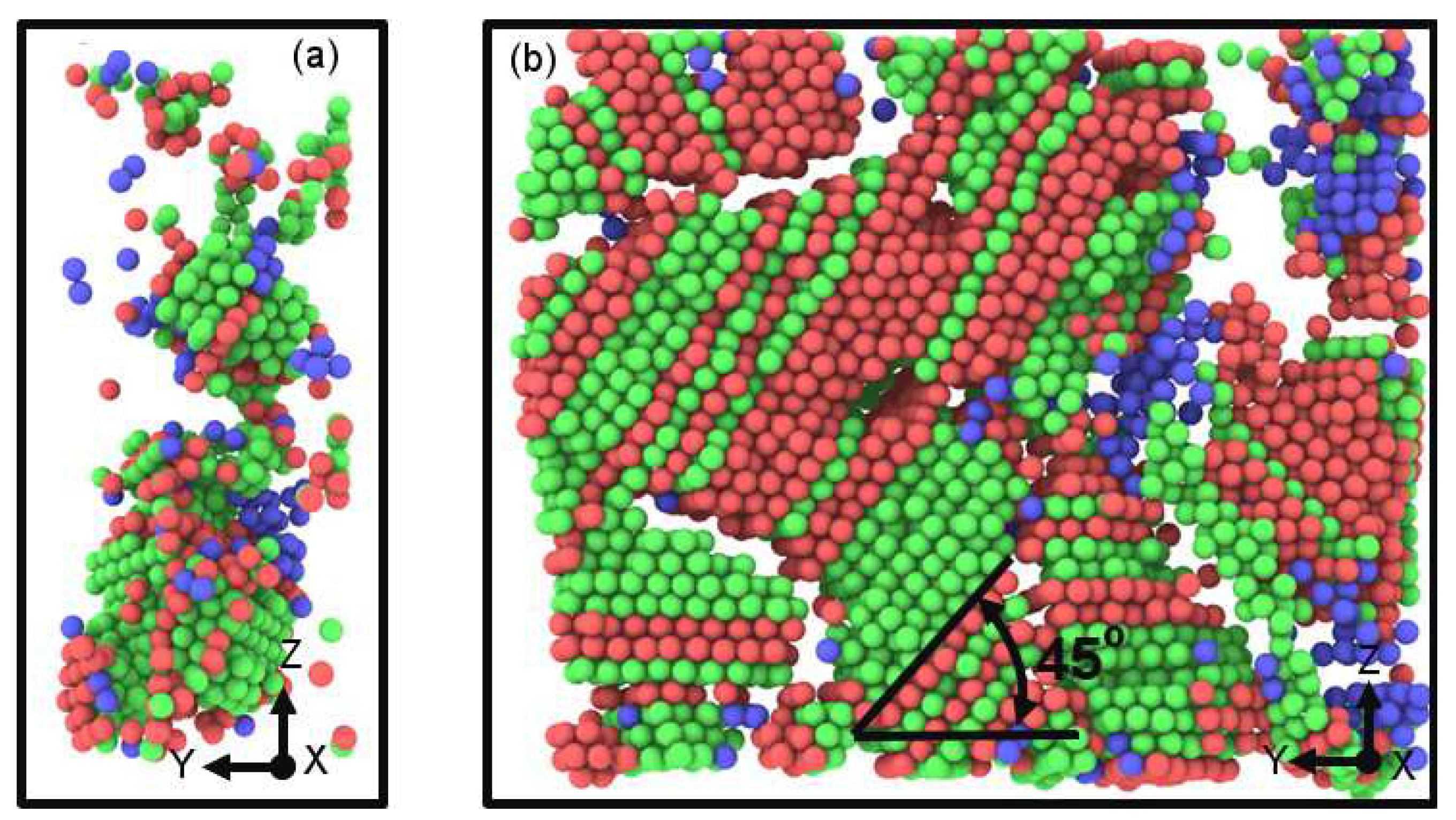
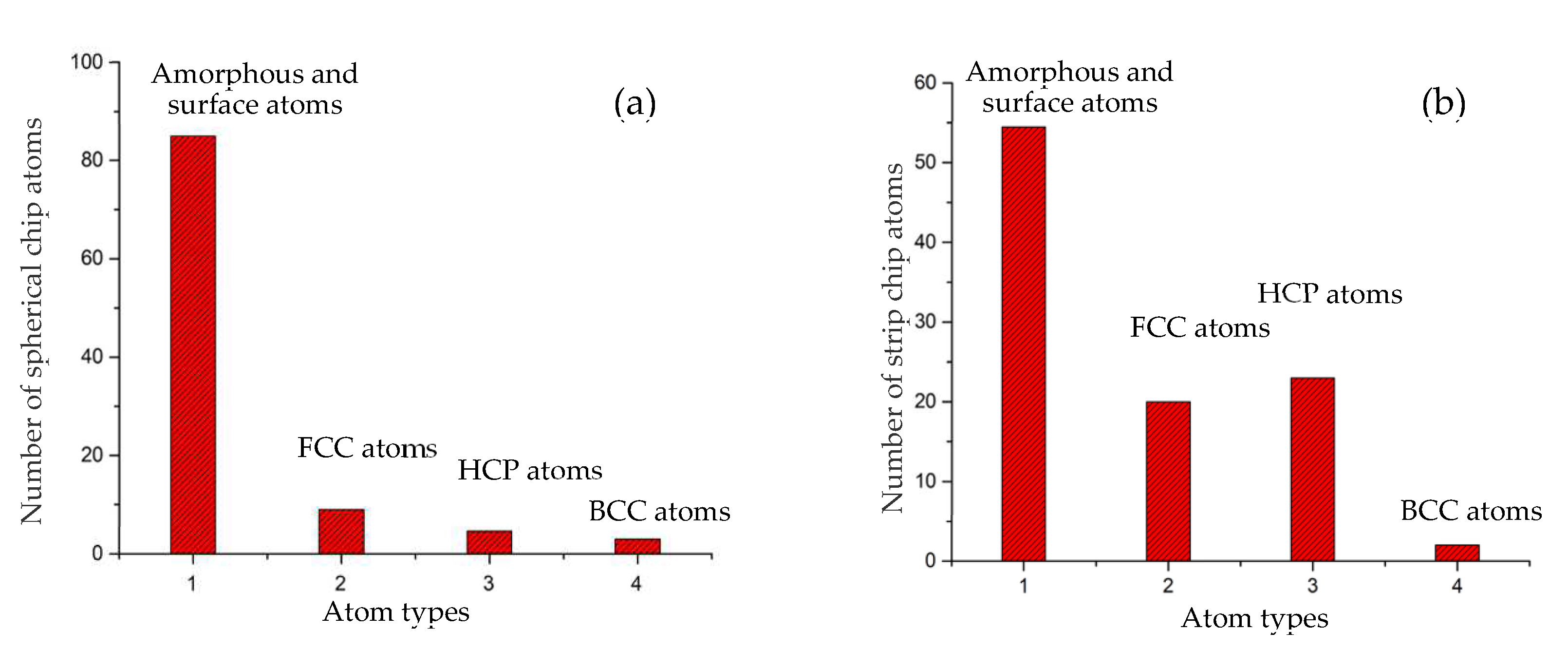
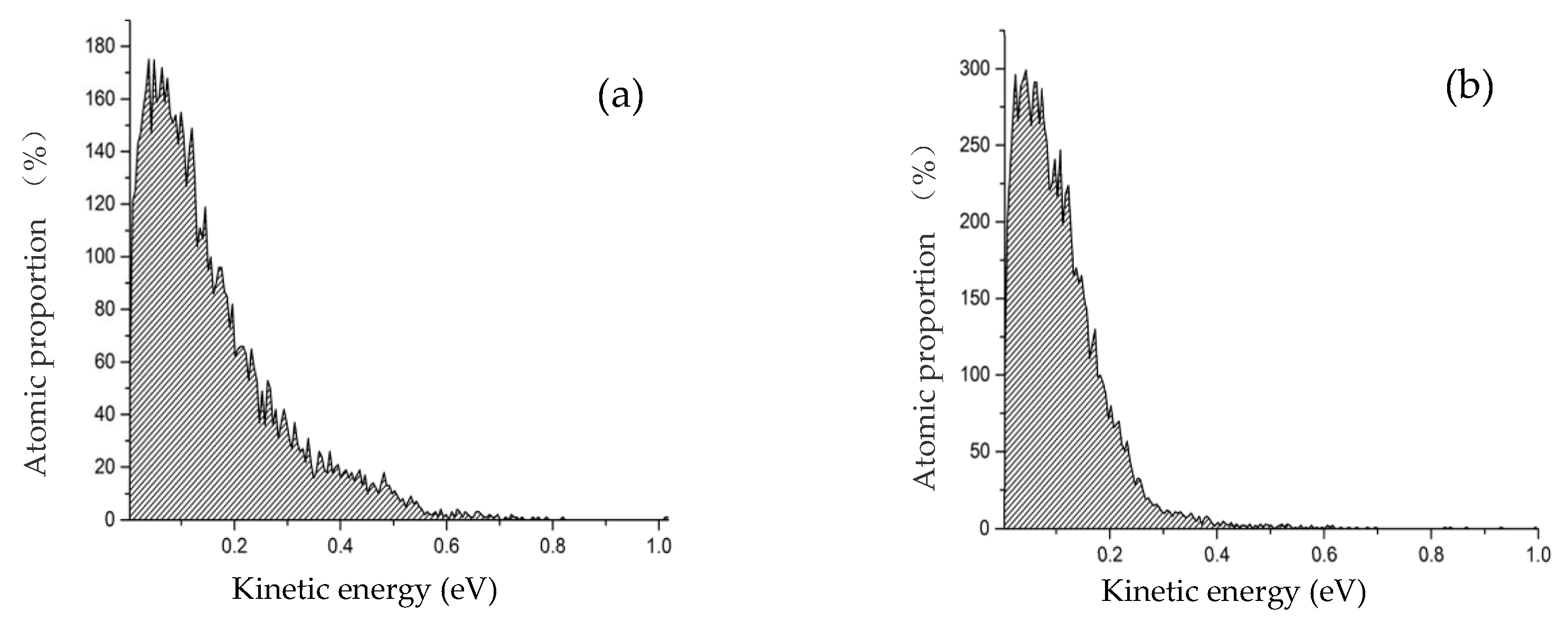
3.3. Chips at Different Machining States
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Xiao, G.B.; He, Y.; Geng, Y.Q.; Yan, Y.D.; Ren, M.J. Molecular dynamics and experimental study on comparison between static and dynamic ploughing lithography of single crystal copper. Appl. Surf. Sci. 2019, 463, 96–104. [Google Scholar] [CrossRef]
- Xu, F.F.; Fang, F.Z.; Zhang, X.D. Effects of recovery and side flow on surface generation in nano-cutting of single crystal silicon. Comput. Mater. Sci. 2018, 143, 133–142. [Google Scholar] [CrossRef]
- Khoei, A.; Eshlaghi, G.T.; Shahoveisi, S. Atomistic simulation of creep deformation mechanisms in nickel-based single crystal superalloys. Mater. Sci. Eng. A 2021, 809, 140977. [Google Scholar] [CrossRef]
- Hao, Z.; Lou, Z.; Fan, Y. Study on staged work hardening mechanism of nickel-based single crystal alloy during atomic and close-to-atomic scale cutting. Precis. Eng. 2021, 68, 35–56. [Google Scholar] [CrossRef]
- Ren, J.; Hao, M.; Lv, M.; Wang, S.; Zhu, B. Molecular dynamics research on ultra-high-speed grinding mechanism of monocrystalline nickel. Appl. Surf. Sci. 2018, 455, 629–634. [Google Scholar] [CrossRef]
- Tu, H.; Zhang, G.F. Pile-up of dislocation while existing inhomogeneity. Acta Phys. Sin. 1988. [Google Scholar]
- Yan, Y.D.; He, Y.; Xiao, G.B.; Geng, Y.Q.; Ren, M.J. Effects of diamond tip orientation on the dynamic ploughing lithography of single crystal copper. Precis. Eng. 2019, 57, 127–136. [Google Scholar] [CrossRef]
- Zhu, Z.; Jiao, S.; Wang, H.; Wang, L.; Zheng, M.; Zhu, S.; Cheng, J.; Yang, J. Study on nanoscale friction and wear mechanism of nickel-based single crystal superalloy by molecular dynamics simulations. Tribol. Int. 2022, 165, 107322. [Google Scholar] [CrossRef]
- Abdulkadir, L.N.; Abou-El-Hossein, K.; Jumare, A.I.; Liman, M.M.; Olaniyan, T.A.; Odedeyi, P.B. Review of molecular dynamics/experimental study of diamond-silicon behavior in nanoscale machining. Int. J. Adv. Manuf. Technol. 2018, 98, 317–371. [Google Scholar] [CrossRef]
- Zheng, M.; Qu, D.; Wei, X.; Zhang, Z.; Zhu, Z.; Wang, L.; Chen, W. Molecular dynamics study on the nanoscale repeated friction and wear mechanisms of TiC/Ni composites. Appl. Phys. A 2022, 128, 1–18. [Google Scholar] [CrossRef]
- Dai, H.F.; Chen, G.Y.; Li, S.B.; Fang, Q.H.; Hu, B. Influence of laser nanostructured diamond tools on the cutting behavior of silicon by molecular dynamics simulation. RSC. Adv. 2017, 7, 15596–15612. [Google Scholar] [CrossRef] [Green Version]
- Zhang, L.; Zhao, H.W.; Dai, L.; Yang, Y.H.; Du, X.C.; Tang, P.Y.; Zhang, L. Molecular dynamics simulation of deformation accumulation in repeated nanometric cutting on single-crystal copper. RSC. Adv. 2015, 5, 12678–12685. [Google Scholar] [CrossRef]
- Lin, Y.C.; Shiu, Y.C. Effect of crystallographic orientation on single crystal copper nanogrooving behaviors by MD method. Int. J. Adv. Manuf. Technol. 2017, 89, 3207–3215. [Google Scholar] [CrossRef]
- Ren, J.; Hao, M.R.; Liang, G.X.; Wang, S.Y.; Lv, M. Study of subsurface damage of monocrystalline nickel in nanometric grinding with spherical abrasive grain. Phys. B Condens. Matter. 2019, 560, 60–66. [Google Scholar] [CrossRef]
- Cao, H.; Rui, Z.Y.; Chen, W.K.; Feng, R.C.; Yan, C.F. Deformation mechanisms in nanotwinned γ-TiAl by molecular dynamics simulation. Mol. Simul. 2018, 44, 1489–1500. [Google Scholar] [CrossRef]
- Li, J.; Fang, Q.H.; Liu, Y.W.; Zhang, L.C. Scratching of copper with rough surfaces conducted by diamond tip simulated using molecular dynamics. Int. J. Adv. Manuf. Technol. 2015, 77, 1057–1070. [Google Scholar] [CrossRef]
- Karkalos, N.E.; Markopoulos, A.P. Determination of the Efficiency of Hot Nano-Grinding of Mono-Crystalline Fcc Metals Using Molecular Dynamics Method. Micromachines 2022, 13, 415. [Google Scholar] [CrossRef]
- Huang, Y.H.; Zong, W.J. Molecular dynamic simulation for nanometric cutting of single-crystal face-centered cubic metals. Nanoscale Res. Lett. 2014, 9, 1–9. [Google Scholar] [CrossRef] [Green Version]
- Fang, Q.H.; Wang, Q.; Li, J.; Zeng, X.; Liu, Y.W. Mechanisms of subsurface damage and material removal during high speed grinding processes in Ni/Cu multilayers using a molecular dynamics study. RSC. Adv. 2017, 7, 42047–42055. [Google Scholar] [CrossRef] [Green Version]
- Eder, S.J.; Grützmacher, P.G.; Rodríguez Ripoll, M.; Dini, D.; Gachot, C. Effect of temperature on the deformation behavior of copper nickel alloys under sliding. Materials 2020, 14, 60. [Google Scholar] [CrossRef]
- Hao, Z.P.; Cui, R.R.; Fan, Y.H.; Lin, J.Q. Diffusion mechanism of tools and simulation in nanoscale cutting the Ni–Fe–Cr series of Nickel-based superalloy. Int. J. Mech. Sci. 2019, 150, 625–636. [Google Scholar] [CrossRef]
- Wang, Q.L.; Bai, Q.S.; Chen, J.X.; Sun, Y.Z.; Guo, Y.B.; Liang, Y.C. Subsurface defects structural evolution in nano-cutting of single crystal copper. Appl. Surf. Sci. 2015, 344, 38–46. [Google Scholar] [CrossRef]
- Wang, Y.; Tang, S.; Guo, J. Molecular dynamics study on deformation behaviour of monocrystalline GaN during nano abrasive machining. Appl. Surf. Sci. 2020, 510, 145492. [Google Scholar] [CrossRef]
- Xu, Y.X.; Wang, M.C.; Zhu, F.L.; Liu, X.J.; Chen, Q.; Hu, J.X.; Lu, Z.L.; Zeng, P.J.; Liu, Y.H. A molecular dynamic study of nano-grinding of a monocrystalline copper-silicon substrate. Appl. Surf. Sci. 2019, 493, 933–947. [Google Scholar] [CrossRef]
- Plimpton, S. Fast parallel algorithms for short-range molecular dynamics. J. Comput. Phys. 1995, 117, 1–19. [Google Scholar] [CrossRef] [Green Version]
- Thompson, A.P.; Aktulga, H.M.; Berger, R.; Bolintineanu, D.S.; Brown, W.M.; Crozier, P.S.; in’t Veld, P.J.; Kohlmeyer, A.; Moore, S.G.; Nguyen, T.D.; et al. LAMMPS—A flexible simulation tool for particle-based materials modeling at the atomic, meso, and continuum scales. Comput. Phys. Commun. 2022, 271, 108171. [Google Scholar] [CrossRef]
- Zhu, Z.; Peng, B.; Feng, R.; Wang, L.; Jiao, S.; Dong, Y. Molecular dynamics simulation of chip formation mechanism in single-crystal nickel nanomachining. Sci. China Technol. Sci. 2019, 62, 1916–1929. [Google Scholar] [CrossRef]
- Nosé, S. A unified formulation of the constant temperature molecular dynamics methods. J. Chem. Phys. 1984, 81, 511–519. [Google Scholar] [CrossRef] [Green Version]
- Rapaport, D.C.; Rapaport, D.C.R. The Art of Molecular Dynamics Simulation; Cambridge University Press: Cambridge, UK, 2004. [Google Scholar]
- Eder, S.J.; Cihak-Bayr, U.; Bianchi, D.; Feldbauer, G.; Betz, G. Thermostat influence on the structural development and material removal during abrasion of nanocrystalline ferrite. ACS Appl. Mater. Interfaces 2017, 9, 13713–13725. [Google Scholar] [CrossRef] [Green Version]
- Hao, Z.; Han, X.; Fan, Y.; Lou, Z. Microscopic Study on the Mechanism of Tool Bond Wear in Cutting Ni–Fe-Cr-Co–Cu Series Nickel-Base Superalloy. Int. J. Precis. Eng. Manuf. 2021, 22, 621–634. [Google Scholar] [CrossRef]
- Goel, S.; Luo, X.; Reuben, R.L. Wear mechanism of diamond tools against single crystal silicon in single point diamond turning process. Tribol. Int. 2013, 57, 272–281. [Google Scholar] [CrossRef]
- Guo, Y.; Liang, Y.; Chen, M.; Bai, Q.; Lu, L. Molecular dynamics simulations of thermal effects in nanometric cutting process. Sci. China Technol. Sci. 2010, 53, 870–874. [Google Scholar] [CrossRef]
- Hao Zhao, P.; Lou Zai, Z.; Fan Yi, H. Study on the evolution mechanism of subsurface defects in nickel-based single crystal alloy during atomic and close-to-atomic scale cutting. J. Manuf. Process 2021, 68, 14–33. [Google Scholar] [CrossRef]
- Daw, M.S.; Baskes, M.I. Embedded-atom method: Derivation and application to impurities, surfaces, and other defects in metals. Phys. Rev. B 1984, 29, 6443–6453. [Google Scholar] [CrossRef] [Green Version]
- Stowers, I.F.; Komanduri, R.; Baird, E.D. Review of precision surface generating processes and their potential application to the fabrication of large optical components. In Proceedings of the Advances in Fabrication and Metrology for Optics and Large Optics, San Diego, CA, USA, 29 January 1989; pp. 62–73. [Google Scholar]
- Nelson, J.; Daw, M.; Sowa, E.C. Embedded atom calculations of the Cu (001),(111), and (110) surface phonon spectra. Superlattices Microstruct. 1990, 7, 259–267. [Google Scholar] [CrossRef]
- Liu, H.; Wang, X.M.; Liang, H.; Zhao, Z.N.; Li, L.; Yue, Z.F.; Deng, C.H. The effect of void defect on the evolution mechanisms of dislocations and mechanical properties in nickel-based superalloys by molecular dynamics simulation of real γ/γ′ structures. Int. J. Solids Struct. 2020, 191, 464–472. [Google Scholar] [CrossRef]
- Tersoff, J. Modeling solid-state chemistry: Interatomic potentials for multicomponent systems. Phys. Rev. B 1989, 39, 5566. [Google Scholar] [CrossRef]
- Maekawa, K.; Itoh, A. Friction and tool wear in nano-scale machining—A molecular dynamics approach. Wear 1995, 188, 115–122. [Google Scholar] [CrossRef]
- Lin, Z.C.; Huang, J.C.; Jeng, Y.R. 3D nano-scale cutting model for nickel material. J. Mater. Process. Technol. 2007, 192, 27–36. [Google Scholar] [CrossRef]
- Ikawa, N.; Donaldson, R.R.; Komanduri, R.; König, W.; McKeown, P.A.; Moriwaki, T.; Stowers, I.F. Ultraprecision metal cutting—the past, the present and the future. CIRP Ann. 1991, 40, 587–594. [Google Scholar] [CrossRef]
- Stukowski, A. Visualization and analysis of atomistic simulation data with OVITO–the Open Visualization Tool. Model. Simul. Mater. Sci. Eng. 2009, 18, 015012. Available online: http://iopscience.iop.org/0965-0393/18/1/015012 (accessed on 15 March 2022). [CrossRef]
- Honeycutt, J.D.; Andersen, H.C. Molecular dynamics study of melting and freezing of small Lennard-Jones clusters. J. Phys. Chem. 1987, 91, 4950–4963. [Google Scholar] [CrossRef]
- Zhu, Z.X.; Gong, Y.D.; Zhou, Y.G.; Gao, Q. Molecular dynamics simulation of single crystal Nickel nanometric machining. Sci. China Technol. Sci. 2016, 59, 867–875. [Google Scholar] [CrossRef]
- Shu, X.Y.; Lu, Y.; Xin, T.J.; Li, Z.P.; Chen, Y.H.; Zhou, H.; Mao, S.C.; Liao, X.Z. In-situ investigation of dislocation tangle–untangle processes in small-sized body-centered cubic Nb single crystals. Mater. Lett. 2017, 198, 16–18. [Google Scholar] [CrossRef]
- Stukowski, A.; Bulatov, V.V.; Arsenlis, A. Automated identification and indexing of dislocations in crystal interfaces. Model. Simul. Mater. Sci. Eng. 2012, 20, 085007. Available online: http://stacks.iop.org/0965-0393/20/i=8/a=085007 (accessed on 15 March 2022). [CrossRef]
- Zhu, J.Q.; Liu, X.; Yang, Q.S. Dislocation-blocking mechanism for the strengthening and toughening of laminated graphene/Al composites. Comput. Mater. Sci. 2019, 160, 72–81. [Google Scholar] [CrossRef]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Workpiece Material | Single-Crystal Nickel |
|---|---|
| Tool material | Diamond |
| Rake | 15° |
| Radius (nm) | 0, 1.58, 3.24, 4.62 |
| Clearance angle | 9° |
| Machining depth (nm) | 0.3, 0.5, 1, 1.5, 2, 3, 4 |
| Machining speed | 200 m/s |
| Machining direction | [100] on (100) surface |
| Steps | 1 fs |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wei, X.; Wang, X.; Qu, D.; Zhu, Z.; Chen, W.; Chen, W.; Shi, T.; Peng, B. Molecular Dynamics Simulation of Chip Morphology in Nanogrinding of Monocrystalline Nickel. Coatings 2022, 12, 647. https://doi.org/10.3390/coatings12050647
Wei X, Wang X, Qu D, Zhu Z, Chen W, Chen W, Shi T, Peng B. Molecular Dynamics Simulation of Chip Morphology in Nanogrinding of Monocrystalline Nickel. Coatings. 2022; 12(5):647. https://doi.org/10.3390/coatings12050647
Chicago/Turabian StyleWei, Xingchun, Xiaowen Wang, Dingfeng Qu, Zongxiao Zhu, Weihua Chen, Wenbang Chen, Tianzuo Shi, and Bin Peng. 2022. "Molecular Dynamics Simulation of Chip Morphology in Nanogrinding of Monocrystalline Nickel" Coatings 12, no. 5: 647. https://doi.org/10.3390/coatings12050647