
Effects of Hydrolysis Parameters on AlN Content in Aluminum Dross and Multivariate Nonlinear Regression Analysis


Abstract
:1. Introduction
2. Materials and Methods
2.1. Raw Material and Pretreatment
2.2. Reagents and Instruments
2.3. Analytical Test Methods
3. Effects of Hydrolysis Parameters on the Nitrogen Removal Efficiency from Aluminum Dross
3.1. Prediction of AlN Content and Its Modification Formula
3.2. Effects of Time and Rotational Speed on the AlN Content
3.3. Effects of Temperature on the AlN Content
3.4. Effects of Hydrolysis Conditions on the pH
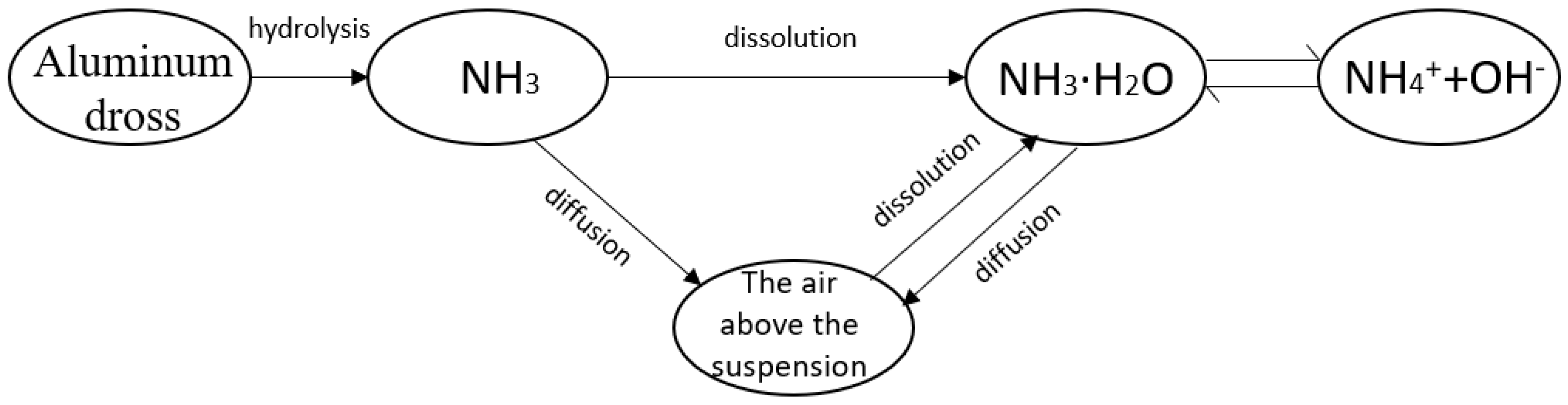
3.4.1. N Migration Model of Aluminum Dross during Hydrolysis
3.4.2. Effects of Time and Rotational Speed on the Suspension pH
3.4.3. Effects of Temperature on the Suspension pH
4. Regression Analysis of Hydrolysis Parameters
5. Conclusions
- (1)
- By investigating the components of aluminum dross and changes in their respective contents during the hydrolysis process, a formula for modifying the AlN content in aluminum dross is proposed for the first time. Capable of reflecting the absolute content of AlN in aluminum dross, the formula provides a new way to scientifically characterize the hydrolysis rate of aluminum dross.
- (2)
- The experimental study of aluminum dross hydrolysis under different times, temperatures, and rotational speeds found that after 24 h of hydrolysis, the modified AlN content decreased from the original 12.88% to 2.25% at a 100 °C hydrolysis temperature, dropped to 4.23% at 80 °C, and only dropped to 6.28% at 60 °C. The hydrolytic process essentially stopped 20 h later. The aluminum dross hydrolysis can be effectively promoted by the prolongation of time and the increase in temperature. Meanwhile, rotational speed produces an insignificant effect on the dross hydrolysis process.
- (3)
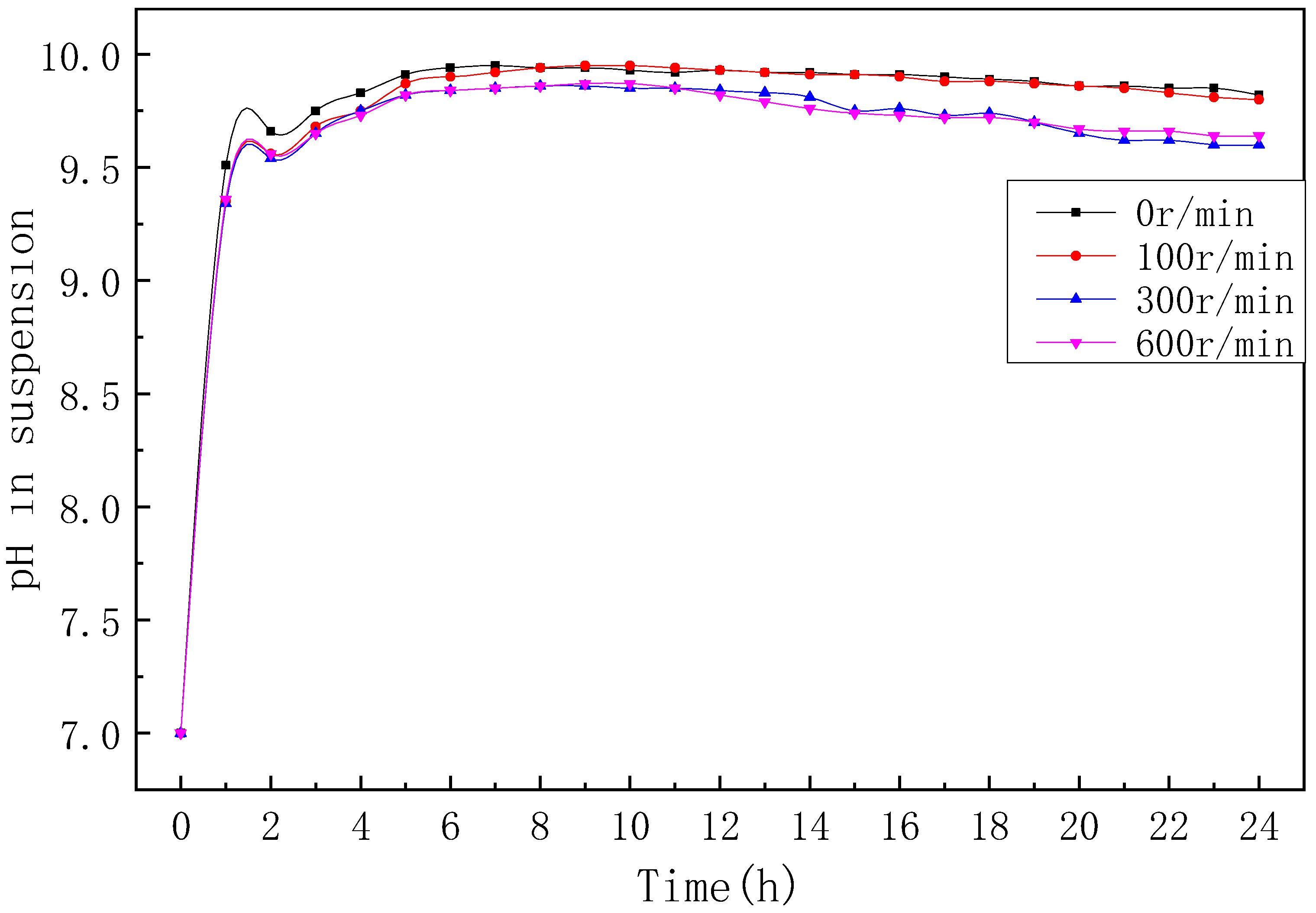
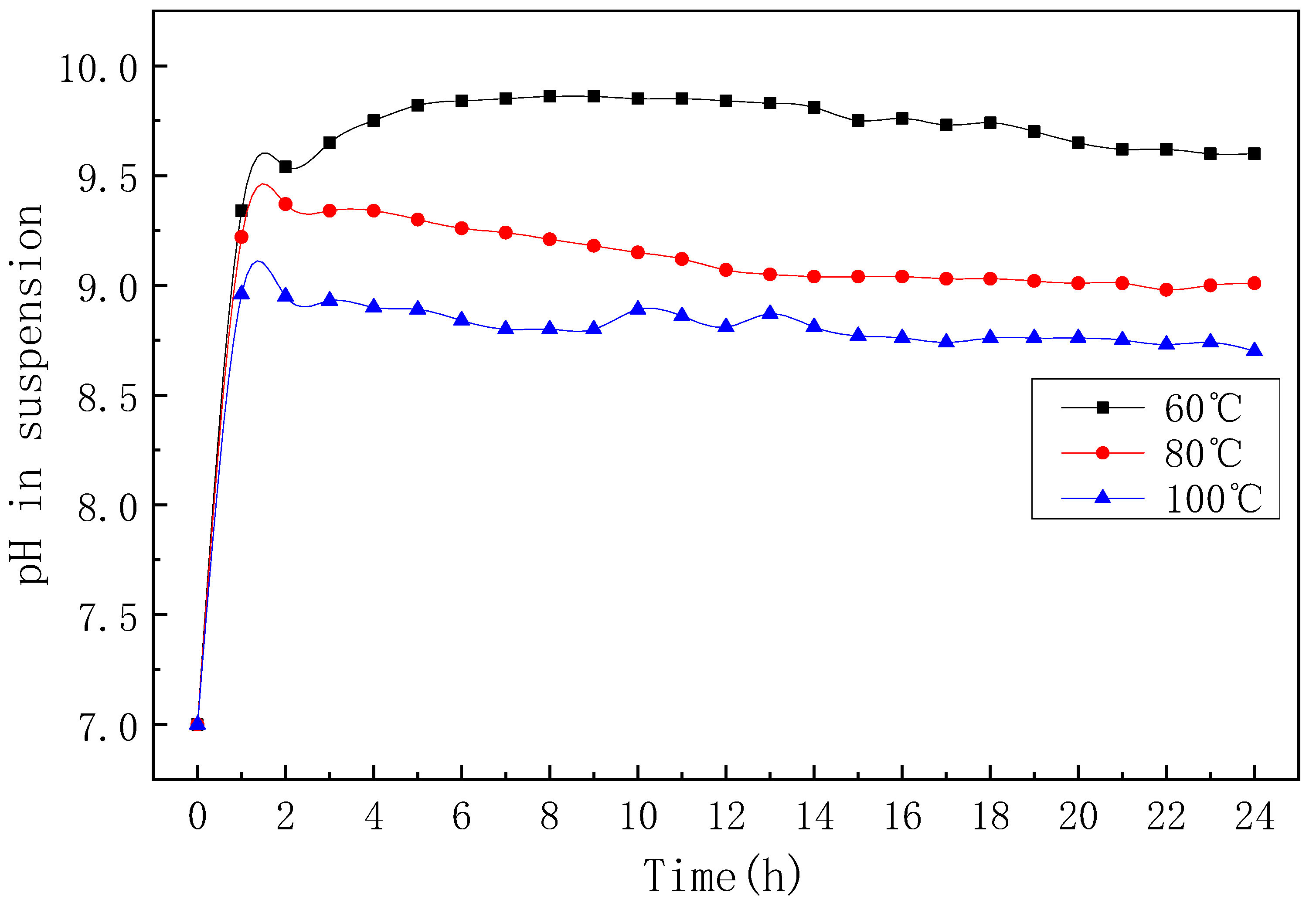
- Through the hydrolysis experiments under different conditions, we found that the suspension pH increased sharply during the 0–2 h period. With the prolongation of reaction time, the suspension pH decreased slowly, exhibiting greater values at low rotational speeds (0 and 100 r min−1) than at high rotational speeds (300 and 600 r min−1). Meanwhile, the rise in temperature can significantly lower the maximum pH of the suspension in the system.
- (4)
- Comparison of two methods for characterizing aluminum dross hydrolysis rate—namely, the AlN content detection, and the suspension pH measurement—reveals that the suspension pH is greatly affected by temperature and NH3 release. Moreover, the results obtained at identical temperatures are obviously inconsistent with the direct characterization results. Overall, the direct detection of AlN content in aluminum dross is versatile and highly accurate.
- (5)
- Multivariate nonlinear regression was performed between the modified AlN content and hydrolysis parameters such as time, temperature, and rotational speed. After removing the outliers in the model, the hydrolysis parameters and AlN content were subjected to multivariate nonlinear regression and quadratic simplification to derive a simplified model. With the simplified model, the relative errors between the theoretical and experimental values of modified AlN content were within ±9.34%, which can somewhat guide the prediction and control of AlN content in aluminum dross during hydrolysis.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Foo, C.T.; Salleh, M.A.M.; Ying, K.K.; Matori, K.A. Mineralogy and thermal expansion study of mullite-based ceramics synthesized from coal fly ash and aluminum dross industrial wastes. Ceram. Int. 2019, 45, 7488–7494. [Google Scholar] [CrossRef]
- Choo, T.F.; Mohd Salleh, M.A.; Kok, K.Y.; Matori, K.A.; Abdul Rashid, S. Characterization of high-temperature hierarchical Porous Mullite washcoat synthesized using Aluminum Dross and Coal fly ash. Crystals 2020, 10, 178. [Google Scholar] [CrossRef] [Green Version]
- Elseknidy, M.H.; Salmiaton, A.; Nor Shafizah, I.; Saad, A.H. A Study on Mechanical Properties of Concrete Incorporating Aluminum Dross, Fly Ash, and Quarry Dust. Sustainability 2020, 12, 9230. [Google Scholar] [CrossRef]
- Kikuchi, R. Recycling of municipal solid waste for cement production: Pilot-scale test for transforming incineration ash of solid waste into cement clinker. Resour. Conserv. Recycl. 2001, 31, 137–147. [Google Scholar] [CrossRef]
- Mohammadzadeh, K.; Mahinroosta, M.; Allahverdi, A.; Dong, P.; Bassim, N. Non-supercritical drying synthesis and characterization of monolithic alumina aerogel from secondary aluminum dross. Ceram. Int. 2022, 48, 13154–13162. [Google Scholar] [CrossRef]
- Ni, H.; Zhang, J.; Lv, S.; Gu, T.; Wang, X. Performance Optimization of Original Aluminum Ash Coating. Coatings 2020, 10, 831. [Google Scholar] [CrossRef]
- Mailar, G.; Sreedhara, B.M.; Manu, D.S.; Hiremath, P.; Jayakesh, K. Investigation of concrete produced using recycled aluminium dross for hot weather concreting conditions. Resour.-Effic. Technol. 2016, 2, 68–80. [Google Scholar] [CrossRef] [Green Version]
- Lee, J.R.; Lee, I.; Shin, H.Y.; Ahn, J.G.; Kim, D.J.; Chung, H.S. Nitride-related compounds preparation from waste aluminum dross by self-propagating high-temperature process. In Materials Science Forum; Trans Tech Publications Ltd.: Schwyz, Switzerland, 2005; Volume 486, pp. 297–300. [Google Scholar] [CrossRef]
- Lukita, M.; Abidin, Z.; Riani, E.; Ismail, A. Utilization of hazardous waste of black dross aluminum: Processing and application-a review. J. Degrad. Min. Lands Manag. 2022, 9, 3265–3271. [Google Scholar] [CrossRef]
- Zhang, F.; Zhang, J.; Zhu, Y.; Wang, X.; Jin, Y. Microstructure and Properties of Polytetrafluoroethylene Composites Modified by Carbon Materials and Aramid Fibers. Coatings 2020, 10, 1103. [Google Scholar] [CrossRef]
- Sooksaen, P.; Puathawee, P. Properties of Unglazed Ceramics Containing Aluminum Dross as a Major Component. In Solid State Phenomena; Trans Tech Publications Ltd.: Schwyz, Switzerland, 2017; Volume 266, pp. 182–186. [Google Scholar] [CrossRef]
- Benkhelif, A.; Kolli, M. Synthesis of Pure Magnesium Aluminate Spinel (MgAl2O4) from Waste Aluminum Dross. Waste Biomass Valorization 2022, 13, 2637–2649. [Google Scholar] [CrossRef]
- Kale, M.; Yılmaz, I.H.; Kaya, A.; Çetin, A.E.; Söylemez, M.S. Pilot-scale hydrogen generation from the hydrolysis of black aluminum dross without any catalyst. J. Energy Inst. 2022, 100, 99–108. [Google Scholar] [CrossRef]
- Tang, J.; Liu, G.; Qi, T.; Zhou, Q.; Peng, Z.; Li, X.; Yan, H.; Hao, H. Two-stage process for the safe utilization of secondary aluminum dross in combination with the Bayer process. Hydrometallurgy 2022, 209, 105836. [Google Scholar] [CrossRef]
- Guo, J.; Zhou, Z.; Ming, Q.; Huang, Z.; Zhu, J.; Zhang, S.; Xu, J.; Xi, J.; Zhao, Q.; Zhao, X. Recovering precipitates from dechlorination process of saline wastewater as poly aluminum chloride. Chem. Eng. J. 2022, 427, 131612. [Google Scholar] [CrossRef]
- Bellucci, S.; Popov, A.I.; Balasubramanian, C.; Cinque, G.; Marcelli, A.; Karbovnyk, I.; Savchyn, V.; Krutyak, N. Luminescence, vibrational and XANES studies of AlN nanomaterials. Radiat. Meas. 2007, 42, 708–711. [Google Scholar] [CrossRef]
- Balasubramanian, C.; Bellucci, S.; Castrucci, P.; De Crescenzi, M.; Bhoraskar, S. Scanning tunneling microscopy observation of coiled aluminum nitride nanotubes. Chem. Phys. Lett. 2004, 383, 188–191. [Google Scholar] [CrossRef]
- Zhukovskii, Y.F.; Pugno, N.; Popov, A.I.; Balasubramanian, C.; Bellucci, S. Influence of F centres on structural and electronic properties of AlN single-walled nanotubes. J. Phys. Condens. Matter 2007, 19, 395021. [Google Scholar] [CrossRef] [Green Version]
- Shuaishuai, L.; Jiaqiao, Z.; Hongjun, N.; Xingxing, W.; Yu, Z.; Tao, G. Study on Preparation of Aluminum Ash Coating Based on Plasma Spray. Appl. Sci. 2019, 9, 4980. [Google Scholar]
- Ni, H.; Zhang, J.; Lv, S.; Wang, X.; Zhu, Y.; Gu, T. Preparation and Performance Optimization of Original Aluminum Ash Coating Based on Plasma Spraying. Coatings 2019, 9, 770. [Google Scholar] [CrossRef] [Green Version]
- Zhang, F.; Zhang, J.; Ni, H.; Zhu, Y.; Wang, X.; Wan, X.; Chen, K. Optimization of AlSi10MgMn Alloy Heat Treatment Process Based on Orthogonal Test and Grey Relational Analysis. Crystals 2021, 11, 385. [Google Scholar] [CrossRef]
- Zhang, Y.; Ni, H.; Lv, S.; Wang, X.; Li, S.; Zhang, J. Preparation of Sintered Brick with Aluminum Dross and Optimization of Process Parameters. Coatings 2021, 11, 1039. [Google Scholar] [CrossRef]
- Calignano, F.; Manfredi, D.; Ambrosio, E.P.; Iuliano, L.; Fino, P. Influence of process parameters on surface roughness of aluminum parts produced by DMLS. Int. J. Adv. Manuf. Technol. 2013, 67, 2743–2751. [Google Scholar] [CrossRef] [Green Version]
- Felix, G.S.; Sellin, N.; Marangoni, C. Reduction of dross in galvanized sheets through automatic control of snout positioning in continuous operation. Int. J. Adv. Manuf. Technol. 2017, 89, 2345–2353. [Google Scholar] [CrossRef]
- Zhou, C.; Wang, Q.; Zhang, W.; Zhao, W. Recovery of ammonia nitrogen from aluminum slag ash. Conserv. Util. Miner. Resour. 2012, 3, 38–41. [Google Scholar] [CrossRef]
- Yoldi, M.; Fuentes-Ordoñez, E.G.; Korili, S.A.; Gil, A. Efficient recovery of aluminum from saline slag wastes. Miner. Eng. 2019, 140, 105884. [Google Scholar] [CrossRef]
- Yang, Q.; Li, Q.; Zhang, G.; Shi, Q.; Feng, H. Investigation of leaching kinetics of aluminum extraction from secondary aluminum dross with use of hydrochloric acid. Hydrometallurgy 2019, 187, 158–167. [Google Scholar] [CrossRef]
- Shabashov, V.A.; Kozlov, K.A.; Lyashkov, K.A.; Litvinov, A.V.; Dorofeev, G.A.; Titova, S.G.; Fedorenko, V.V. Effect of aluminum on mechanical solid-state alloying of iron with nitrogen in ball mill. Phys. Met. Metallogr. 2012, 113, 992–1000. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Component | Al | Al2O3 | AlN | AlO(OH) | SiO2 |
|---|---|---|---|---|---|
| Content (%) | 5 ± 2 | 20 ± 2 | 13 ± 2 | 3 ± 1 | 1 |
| No. | Phase Name | Molecular Formula | Semi-Quantitative (%) |
|---|---|---|---|
| 1 | Aluminum nitride | AlN | 9 ± 2 |
| 2 | Alumina | Al2O3 | 19 ± 2 |
| 3 | Elemental aluminum | Al | 3 ± 2 |
| 4 | Diaspore | AlO(OH) | 1 |
| 5 | Some low-content minerals | 8 ± 2 | |
| Regression Coefficients | The Values of the Regression Coefficients | Standard Deviation of Regression Coefficient | ||
|---|---|---|---|---|
| Preliminary Model | Simplified Model | Preliminary Model | Simplified Model | |
| a | 0.00122 | 9.57857 × 10−4 | 8.38698 × 10−4 | 7.73811 × 10−4 |
| b | −1.36763 × 10−6 | — | 1.24974× 10−6 | — |
| c | 0.01812 | 0.01812 | 0.00193 | 0.00185 |
| d | 0.27207 | — | — | — |
| e | 0.2718 | — | — | — |
| f | −163.24244 | −0.00267 | — | 8.8037 × 10−4 |
| g | −16.32398 | — | — | — |
| h | −163.32872 | −0.20235 | — | 0.12209 |
| i | −16.30633 | — | — | — |
| j | 9793.85899 | −0.52673 | — | 0.07604 |
| k | 9807.86654 | 21.45126 | — | 4.61293 |
| Preliminary model: R2 = 0.93035, F = 508.32976, p = 0; preliminary model: R2 = 0.93616, F = 1016.49681, p = 0 | ||||
| Number | Experimental Value | Theoretical Value | Relative Error (%) | ||
|---|---|---|---|---|---|
| Preliminary Model | Simplified Model | Preliminary Model | Simplified Model | ||
| 1 | 7.07 | 6.53 | 6.41 | −7.64 | −9.34 |
| 2 | 6.86 | 6.83 | 6.71 | −0.44 | −2.19 |
| 3 | 12.88 | 12.97 | 12.76 | 0.70 | −0.93 |
| 4 | 4.59 | 4.16 | 4.19 | −9.37 | −8.71 |
| 5 | 4.15 | 3.83 | 3.83 | −7.71 | −7.71 |
| 6 | 4.23 | 4.06 | 4.06 | −4.02 | −4.02 |
| 7 | 7.53 | 7.07 | 7.12 | −6.11 | −5.44 |
| 8 | 3.82 | 3.88 | 3.88 | 1.57 | 1.57 |
| 9 | 2.25 | 2.18 | 2.18 | −3.11 | −3.11 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lv, S.; Ni, H.; Wang, X.; Ni, W.; Wu, W. Effects of Hydrolysis Parameters on AlN Content in Aluminum Dross and Multivariate Nonlinear Regression Analysis. Coatings 2022, 12, 552. https://doi.org/10.3390/coatings12050552
Lv S, Ni H, Wang X, Ni W, Wu W. Effects of Hydrolysis Parameters on AlN Content in Aluminum Dross and Multivariate Nonlinear Regression Analysis. Coatings. 2022; 12(5):552. https://doi.org/10.3390/coatings12050552
Chicago/Turabian StyleLv, Shuaishuai, Hongjun Ni, Xingxing Wang, Wei Ni, and Weiyang Wu. 2022. "Effects of Hydrolysis Parameters on AlN Content in Aluminum Dross and Multivariate Nonlinear Regression Analysis" Coatings 12, no. 5: 552. https://doi.org/10.3390/coatings12050552