3.1. Microstructure Revolution
The microstructure mainly contains ferrite (F) and pealite (P) for DH36 marine steel, in which which the pearlite stands in bands surrounding the ferrite, as shown in
Figure 2d. The macrostructure is shown in
Figure 3, where three aspects for LSM process treatment samples can be easily recognized; these are remelted zone (RZ), heat-affected zone (HAZ) and base material. Nevertheless, different from the macrostructure, there obviously is an extra CPF zone at the top of the RZ for sample 3, as illustrated in
Figure 2c. It manifests that the depth of the coating increases when the laser power is enlarged, which is 1.04 mm and 1.41 mm for sample 1 and sample 2, respectively, both measured by Image J software. In addition, as noted in previous research, it obtains a higher temperature gradient and lower cooling rate when increasing both the laser power and scanning speed for sample 2 [
14].
As shown in
Figure 4, the microstructure of RZ is somewhat different along the
z axis for LSM process treatment samples. It is considered that both the temperature gradient and cooling rate decrease from the bottom of molten pool to the top of the coating along the
z axis. AF structures appear near the solidus–liquidus boundary owing to the rapid cooling rate at the bottom of molten pool. When DH36 marine steel travels the solidification of LSM process, the low elements, such as Ti, Al and Si, are prone to merge as spherical precipitations to provide nucleation sites for AF structures which are surrounded as scattering state. In the middle of the RZ of sample 1, the PF transformed to GBF which coarse with enough incubation time to as the low energy state as a result of the declined cooling rate. Kinetic driven by high temperature gradient for LSM process, there are small size of precipitations shown in GBF. In the top of the RZ, the size of precipitations obviously enlarges with more sufficient incubation time according to Ostwald ripen theory. As for sample 2, the microstructure consists of GBF and P with numerous precipitations because of a higher temperature gradient compared with sample 1. Owing to a lower cooling rate, the mean grain size significantly enhanced. From the bottom to the top of RZ, the content of pearlite also increases resulting from a lower cooling rate along the
z axis. In general, the LSM process could transform the construction and distribution of the microstructure and decrease the mean grain size of DH36 marine steel which further improves the mechanical properties of the coatings.
After CPF deformation, which induces dislocation density propagation and interaction, a large number of dislocations accumulate and intertwine suggesting the appearance of recrystallization which results in refined ferrite separated into tiny PF of high energy state. Shown in
Figure 5b, the PF coarse under a higher reduction ratio (ε). Similar to the low power treatment samples, there also are PF interconnected each other shown in CPF zone indicating superior mechanical properties. It is considered that the recrystallization process is almost complete with the reduction distance of 0.3 mm which uniformly contains polygonal ferrite and pearlite in the CPF zone of sample 6.
3.3. Precipitation Behavior
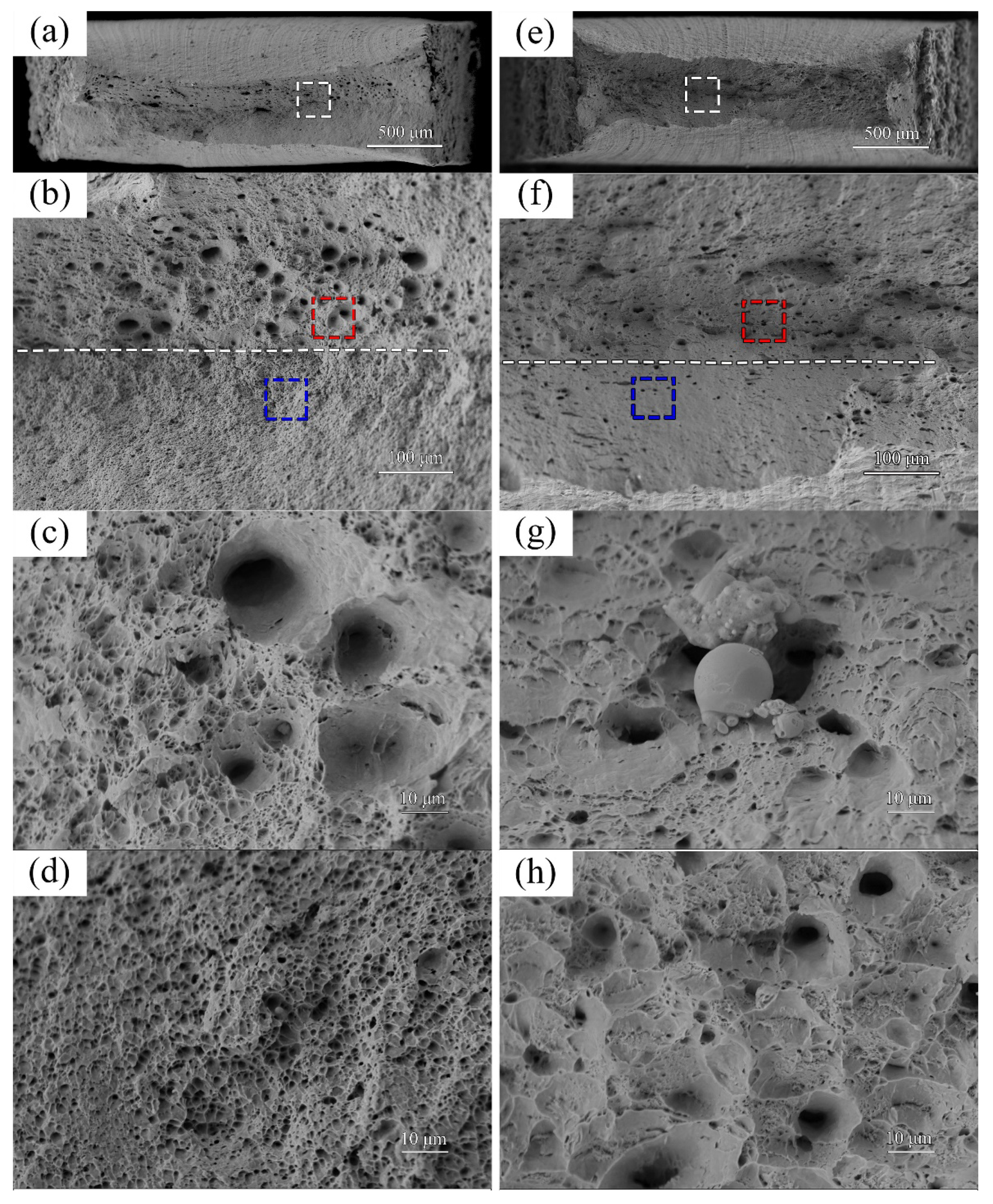
The morphologies of precipitations for LSM-treated samples are shown in
Figure 12 and
Figure 13, respectively. There are irregular spherical precipitations with the average size of 150 nm shown in the RZ of sample 1, which could be recognized as elliptical cementite according to the distribution of elements detected by EDS. However, as shown in
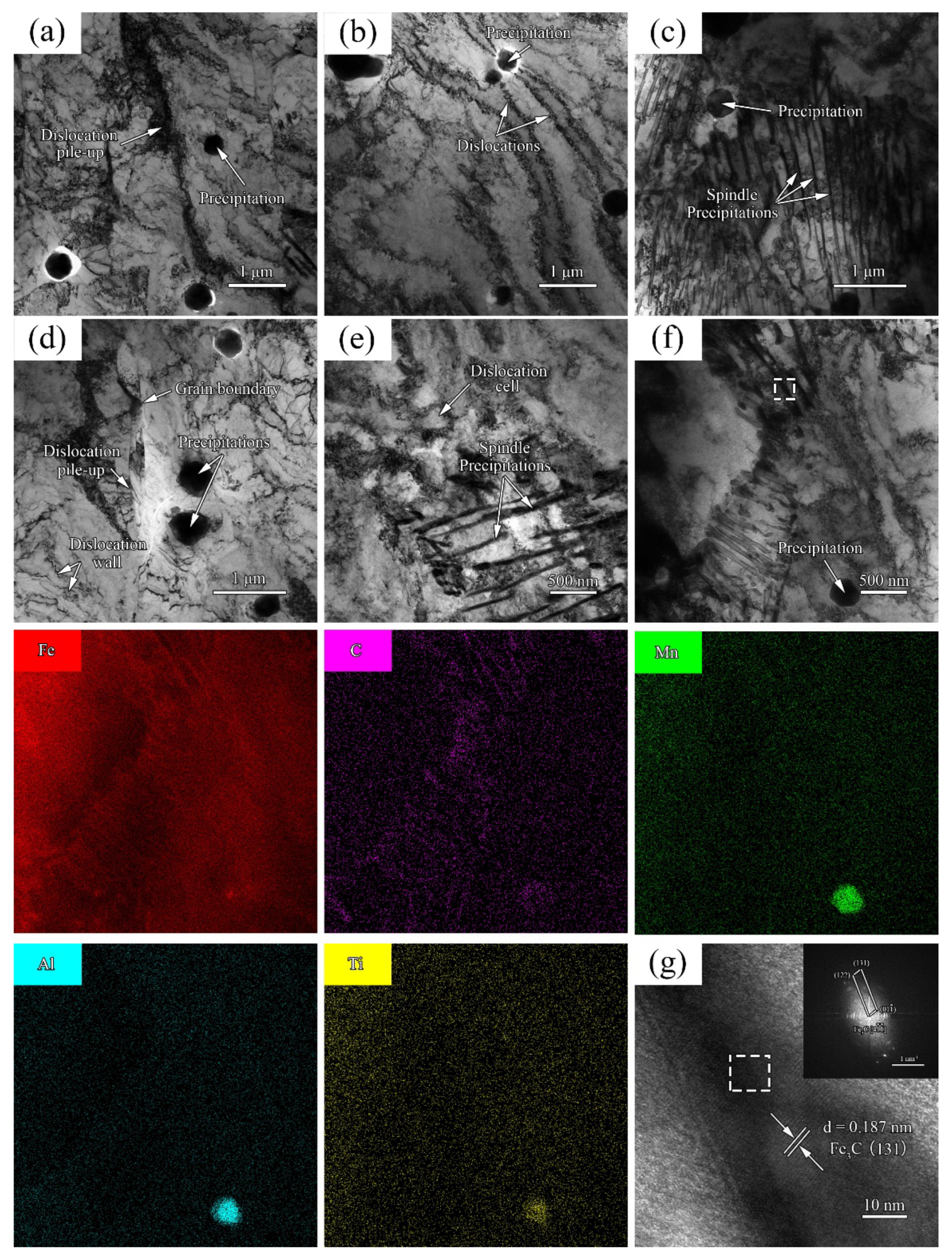
Figure 13, large spherical precipitations, nearly 500 nm, and spindle-like precipitations can be observed in sample 2. As the further mapping image of the spherical precipitations, it is implied to be due to the Mn-Al-Ti oxide precipitations. Furthermore, the spindle-like precipitations are determined as the Fe
3C [10
] precipitations by the high-resolution transmission electron microscopy (HRTEM) images and the corresponding fast Fourier transform (FFT) patterns, where the lattice distance of the precipitation is measured as 0.211 nm via Image J software (ICDD PDF #65-2412). In the process of LSM, the Fe element and micro-alloy elements of DH36, such as Mn, Al and Ti, inevitably undergo oxidation reactions to form multiple oxides. The diffusion kinetics of the iron atom are much higher than that of micro-alloy elements. Hence, the intragranular precipitations mainly consist of the micro-alloy elements rather than Fe element. The carbon atoms are hindered to diffuse at extremely high value of G, revealed in
Section 3.1, but it provided sufficient diffusion kinetics for micro-alloy elements. Thus, the Fe element and micro-alloy elements of DH36, such as Mn, Al, and Ti, inevitably undergo oxidation reactions to form multiple oxides in the LSM process. Furthermore, micro-alloy atoms merge r as spherical compounds according to Ostwald ripening theory to reduce the entropy of the whole system. Owing to the bare carbon content of DH36 marine steel, a proeutectoid reaction occurred to produce ferrite when the temperature of Ar3 was lower in the solidification process. Moreover, carbon atoms have difficulty in getting rid of ferrite and enrich as irregular spherical precipitations without enough coarse time. With a lower cooling rate, the cementite grow as a spindle-like state in adequate incubation time for sample 2.
In order to elucidate the strength mechanisms of the LSM-CPF process, TEM images are also were observed which numerous dislocations pile up at the grain boundary in sample 3, as
Figure 14a. What is more, there are intragranular spherical precipitations shown in the CPF zone, and dislocations hardly cut through and bypass these precipitations to bend and leave extra stress as Orowan dislocation rings in the plastic deforming process. In the process of CPF, dislocations propagate and tangle together as a dislocation cell which subsequently migrates and portions of this cell are absorbed by the grain boundary in
Figure 14c. For the high reduction ratio of sample 4, the dislocation density increases significantly. As can be seen in the figure, there is a large number of precipitations surrounded by a high density of dislocations with an average size of about 400 nm and spindle-shaped tiny precipitations dispersed in the grain boundary resulting in dispersion strengthening. From ICDD PDF #65-7964 and PDF #06-0696, the appearance of NbC precipitation with the coherent boundary of (110)
NbC‖(110)
Ferrite, [1
0]
NbC‖[001]
Ferrite between NbC and ferrite is considered. As a nucleation position, the NbC precipitation promotes the formation of AF. AF needs high energy for the microcrack step or excursion with its interlocking structure, and thus has superior mechanical properties.
With the increase of strain (ε), the refined grains exhibit a lamellar structure with the pile-up of dislocations at the grain boundary. According to the Frank–Read source dislocation multiplication mechanism, the dislocations slide to the precipitations to constantly release dislocation loops because of the shear stress under the CPF process, which ultimately wraps the precipitation in the form of the dislocation cell, as shown in
Figure 14f. As the forging ram was applied on the coatings of DH36 marine steel, the RZ zone underwent triaxial compressive stress in the CPF process where the precipitations exhibit parallel arrangement with a decrease in the distance between the precipitations. In the tensile process, dislocations are multiplied and piled up at the grain boundary with part of the grain torsion favorable to the orientation for deformation, which partly reduces the mechanical properties when compared with sample 1. Moreover, numerous dislocations tangle around spherical precipitations and pinned by spindle-like cementite restrain crack promotion in the tensile process. Generally, this could be considered as second phase strengthening and dislocations strengthening induced by the CPF process for 2000 W treatment samples.
At the initial stage of plastic deformation, dislocations slide to encounter the gross precipitations, which is the source of the torsion and tangle. As the plastic deformation proceeds, the torsion of blocked dislocations intensifies until both ends of the dislocations meet and counteract which subsequently move to the grain boundary, as shown as
Figure 15b. According to the HRTEM and corresponding FFT images in
Figure 15f, the spindle-like precipitations could be determined as cementite which reveals that, a diffusion-controlled phase transition, pearlite transformation occurred in the 4000 W-treated LSM process. The super-cooled austenite simultaneously precipitates the pearlite structure composed of eutectoid ferrite and cementite at A
r1 (the beginning temperature of austenite to pearlite transformation) during the high-power laser LSM-CPF process to enhance the strength and toughness for sample 5. The lamellar pearlite could be further recognized as sorbites considering their minor average interlamellar spacing (ILS). In the phase transformation of the cooling process, Fe and carbon atoms produce long distance diffusion, which consumes the energy in a high temperature gradient provided by a high-power laser. Moreover, pearlite tends to nucleate at grain boundaries and micro-defects as dislocations. In contrast, the refined austenite grains with an increase in the area of grain boundary for LSM treatment samples have multiple nucleation locations and also promote pearlite transformation. In previous research, it was pointed out that a low cooling rate for 4000 W treatment samples could lead to the formation of obviously lamellar structures. The low-alloy elements, such as Ti in DH36 marine steel, improve the carbon element activity to promote carbon diffusion away from the enrich region of these low-alloy elements, which nucleate intragranular ferrite at a low cooling rate. When a large number of ferrite nucleate and connect as a plane at the high transformation temperature region of A
r3, the excess carbon elements will be exclusive to the low transformation temperature region, which requires long migration distance for ferrite growth interface and austenite contact interface (α-γ interface), which eventually forms as lamellar pearlite according to the GKLP theory proposed by Grossterlinden [
15]. However, the enriched carbon elements in front of the border scatter as nanoscale cementite in grains rather than migrate with an instant period of time at high cooling rate. The block-shaped ferrite tend to connect and grow forward as a two-dimensional plane which facilitates carbon diffusion and intergranular nucleation to form pearlite. Additionally, as seen in the microstructure observed in
Figure 4a, there are numerous AF structures without proper diffusion direction, in which the carbon atoms diffuse perpendicular to the acicular ferrite growth direction. This is another reason for the non-existence of lamellar pearlite in low power treatment samples. In
Figure 15d, when increasing the strain, dislocation cells continuously propagate until it reaches the grain boundary with high reduction ratio according to the Frank-read dislocation mechanism, which induces hardening effect to enhance hardness. Meanwhile, the ILS between ferrite and cementite exhibits decreasing at higher reduction ratio. What is more, it also can be seen that no extra spherical precipitations appear to chop up spindle cementite which is another reason leading to prior tensile property for sample 6. Overall, it could be recognized as boundary strengthening, second-phase strengthening induced by dislocation ring, and dislocation strengthening during the high-power laser LSM-CPF process.


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}