
Microstructure and Wear Properties of IN718/WC Composite Coating Fabricated by Ultrasonic Vibration-Assisted Laser Cladding

Abstract
:1. Introduction
2. Materials and Methods
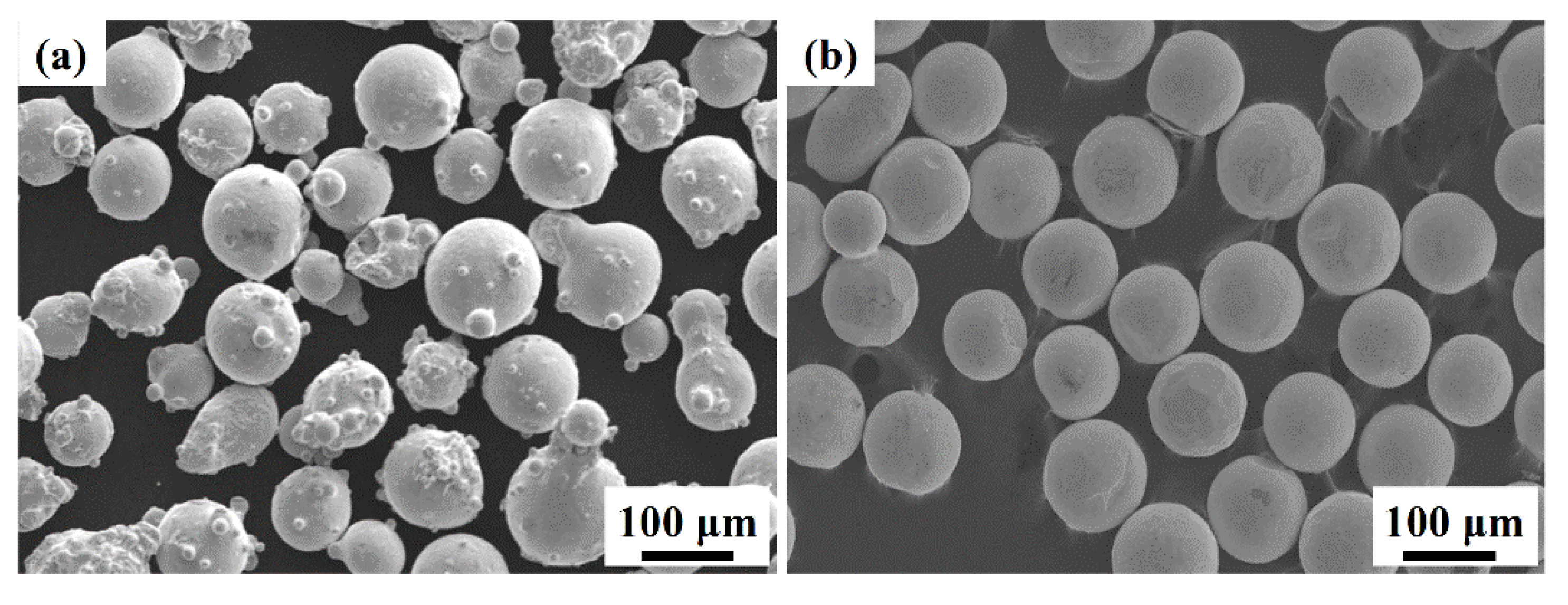
2.1. Experimental Materials
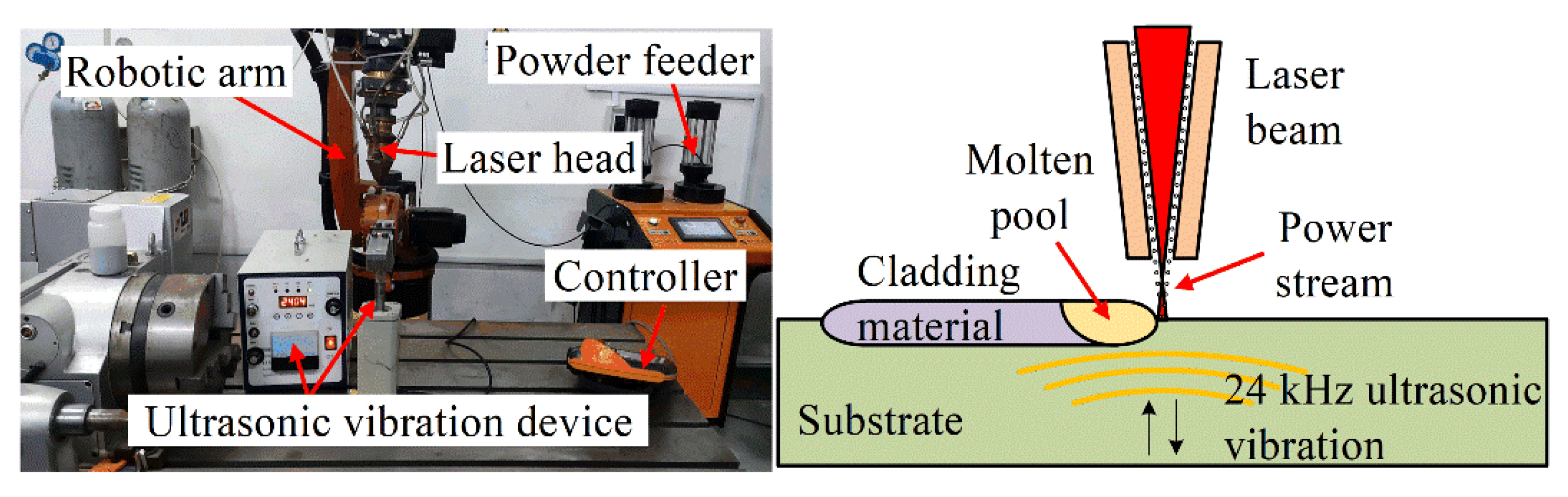
2.2. Experimental Methods
3. Results and Discussion
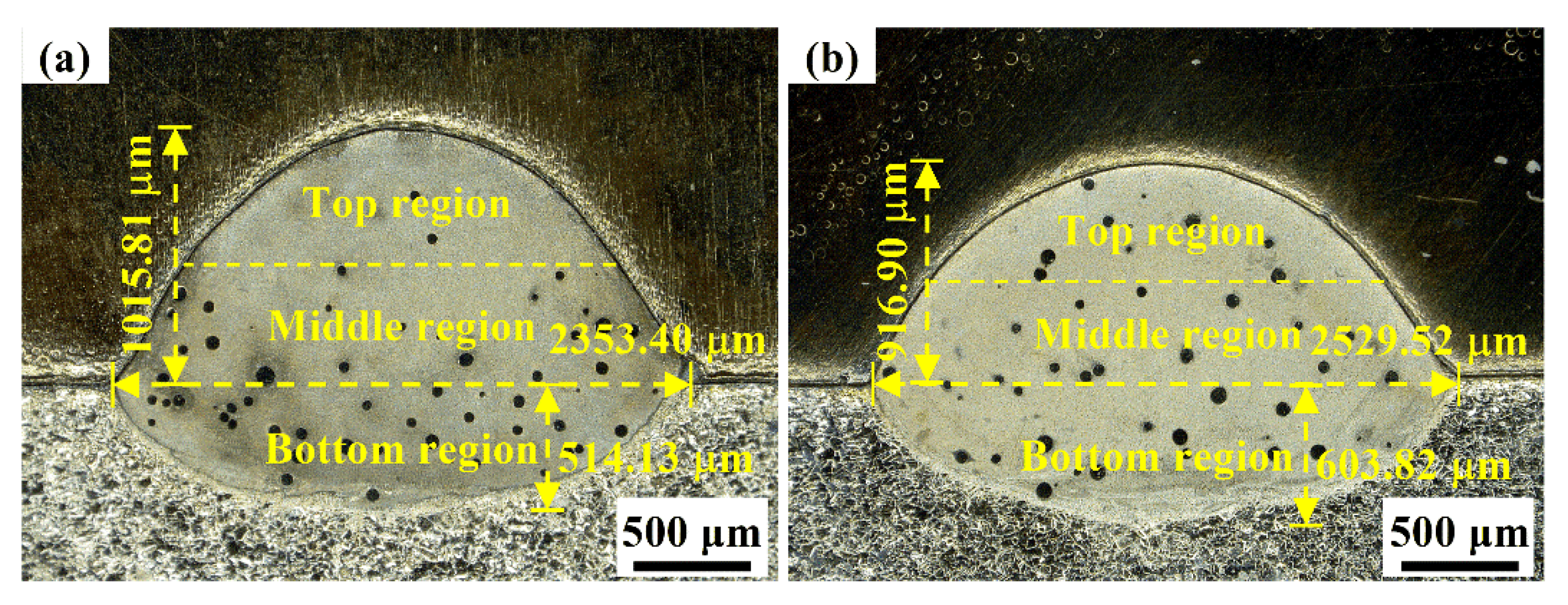
3.1. Macroappearance
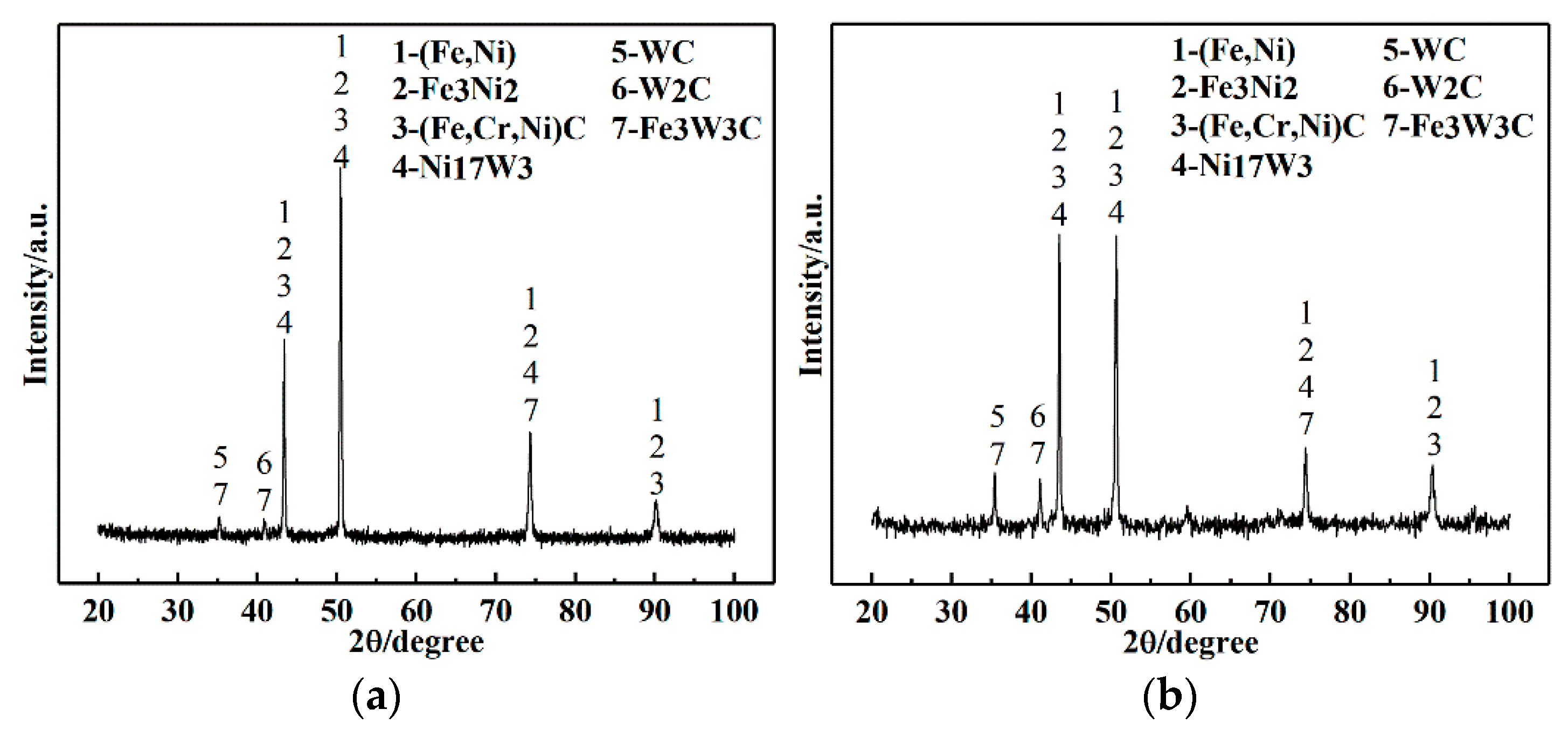
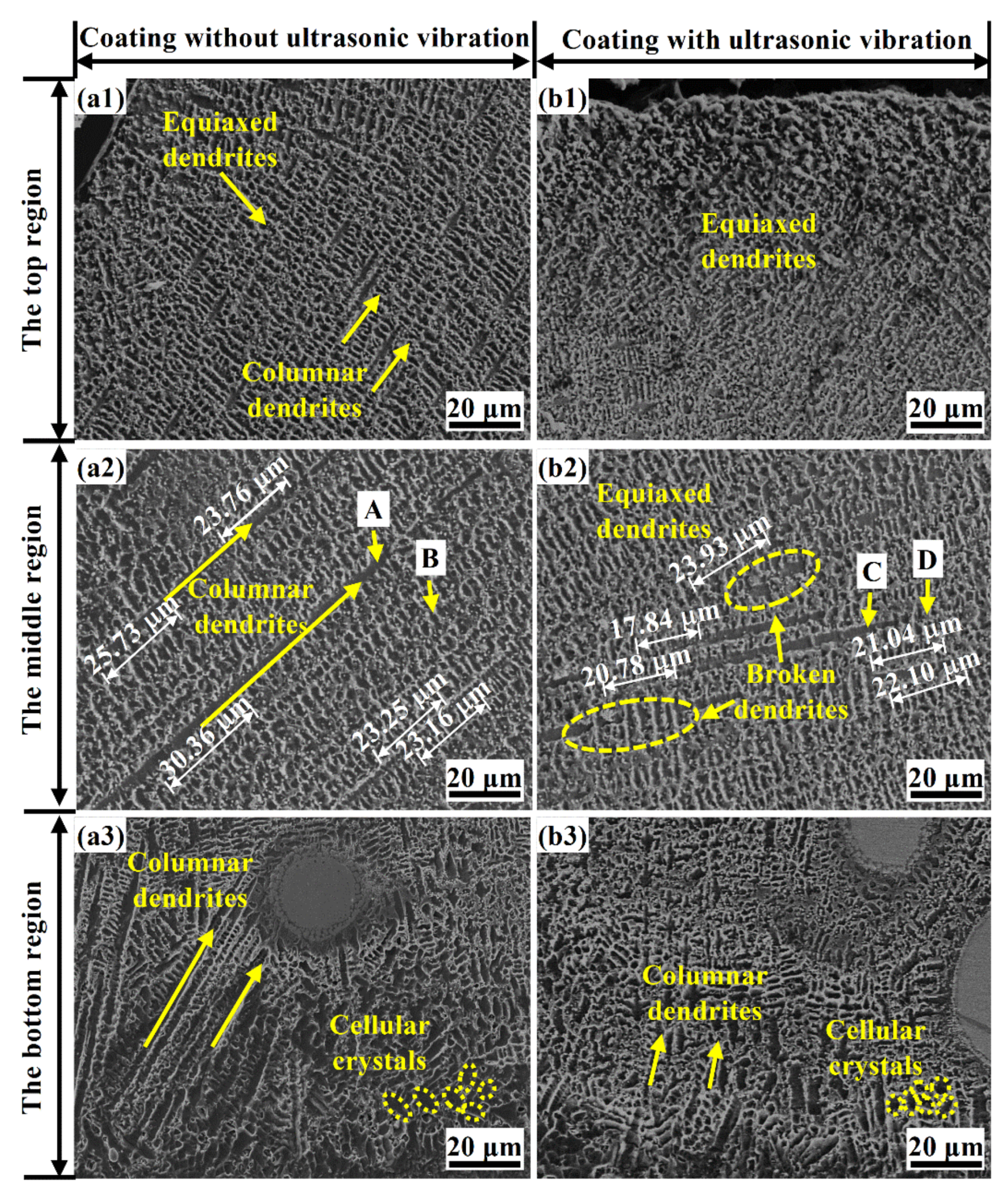
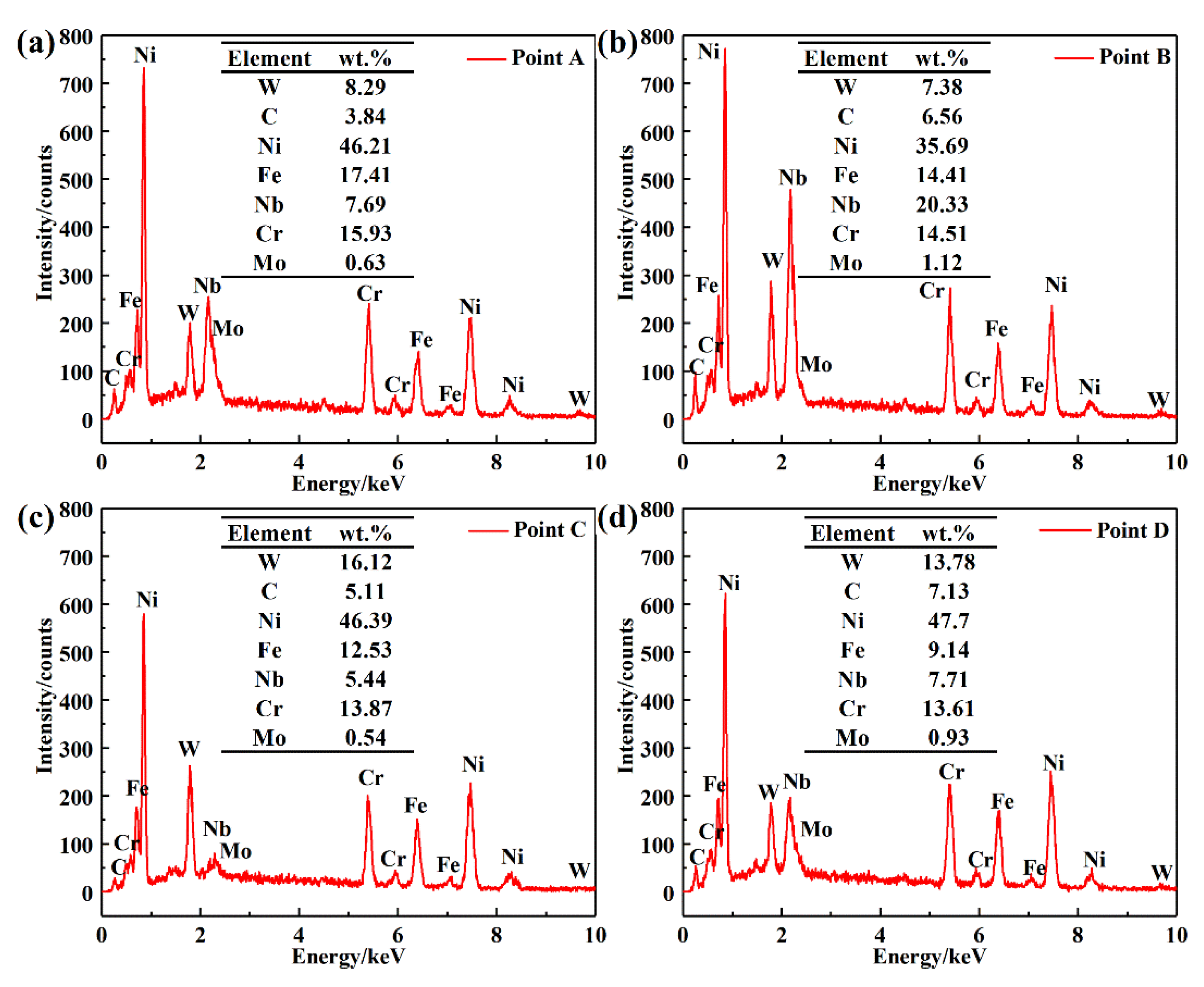
3.2. Composition and Microstructure
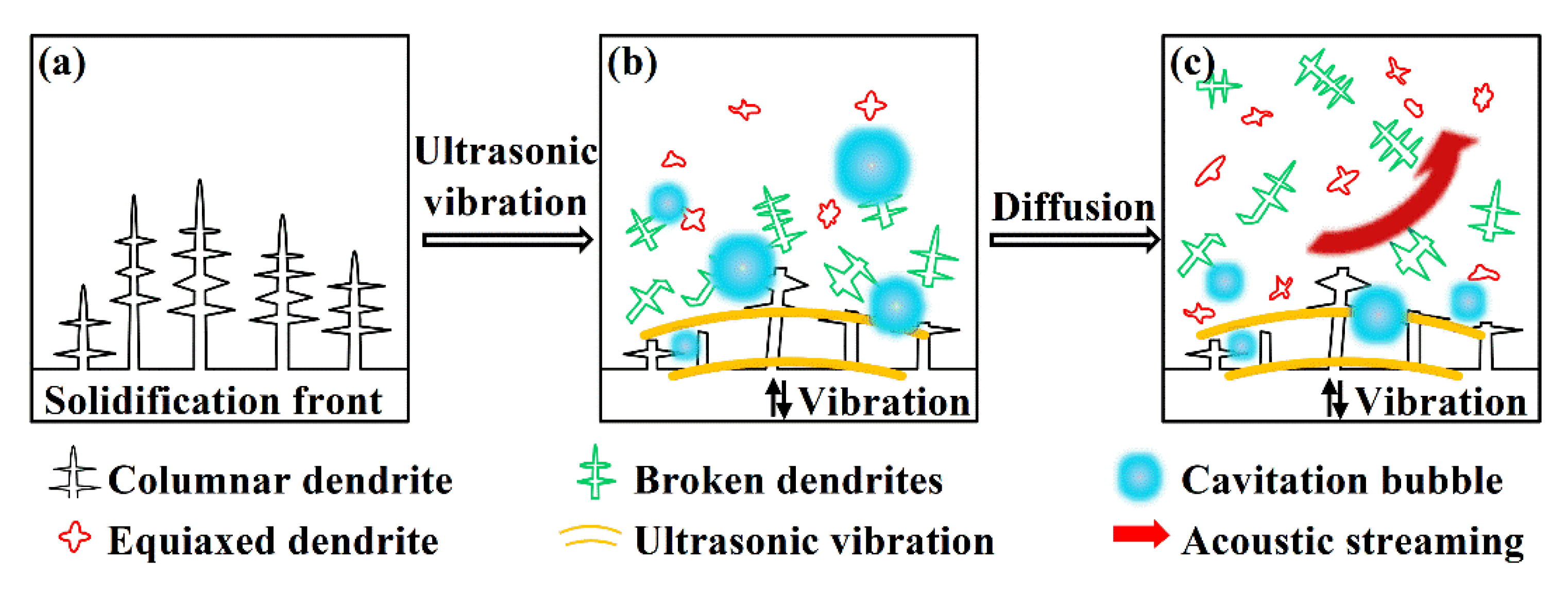
3.3. Influence Mechanism of Ultrasonic Vibration
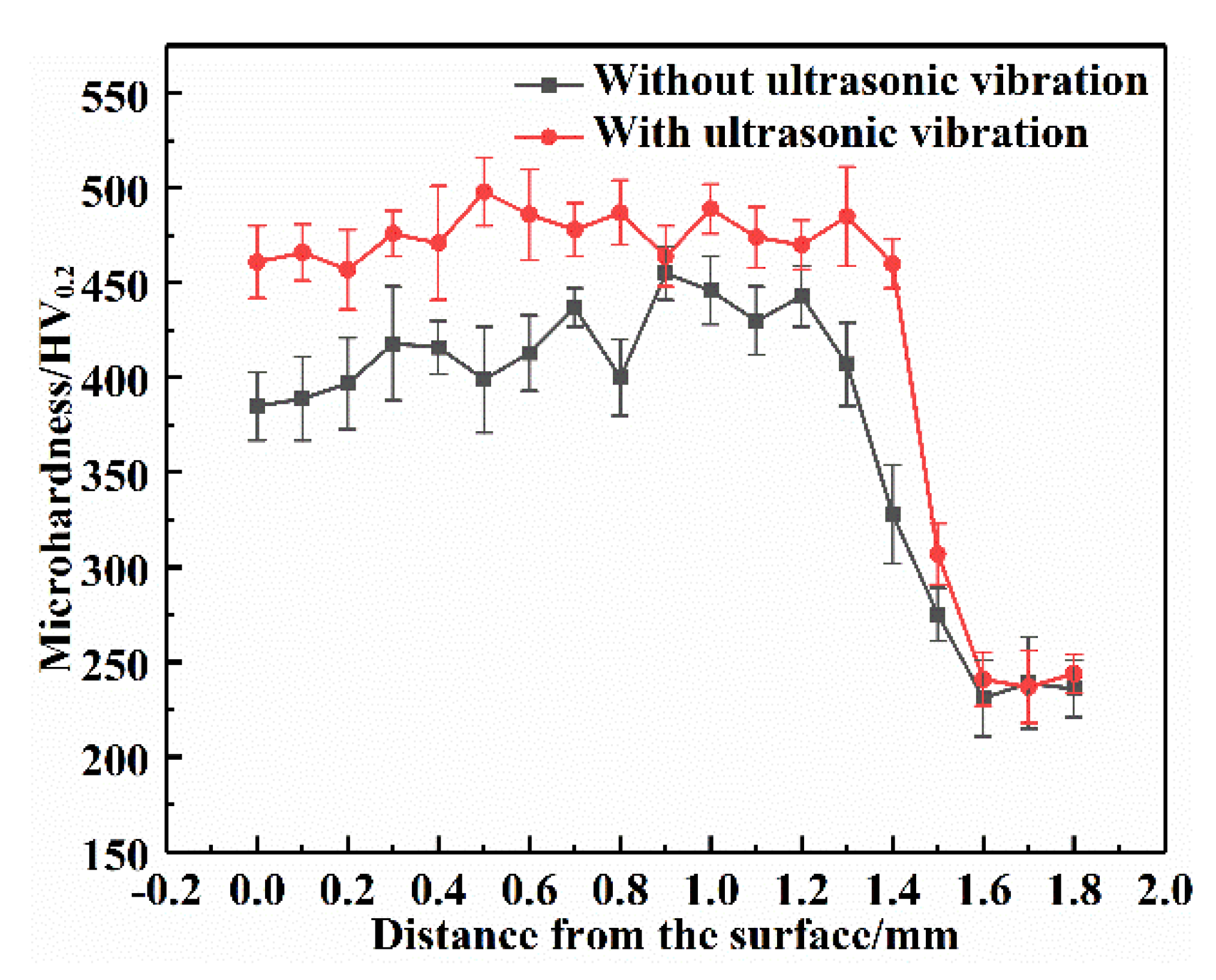
3.4. Microhardness Distribution
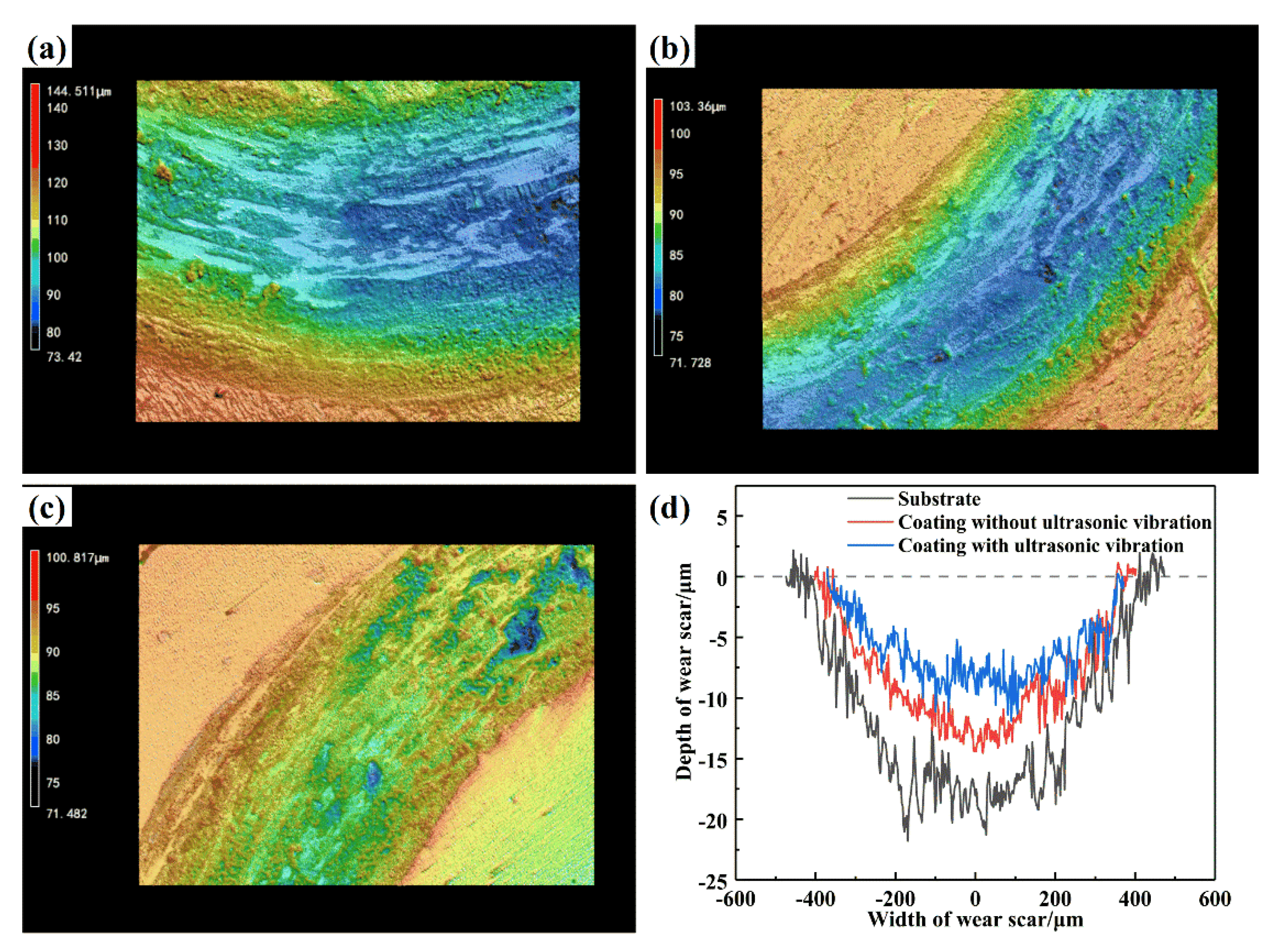
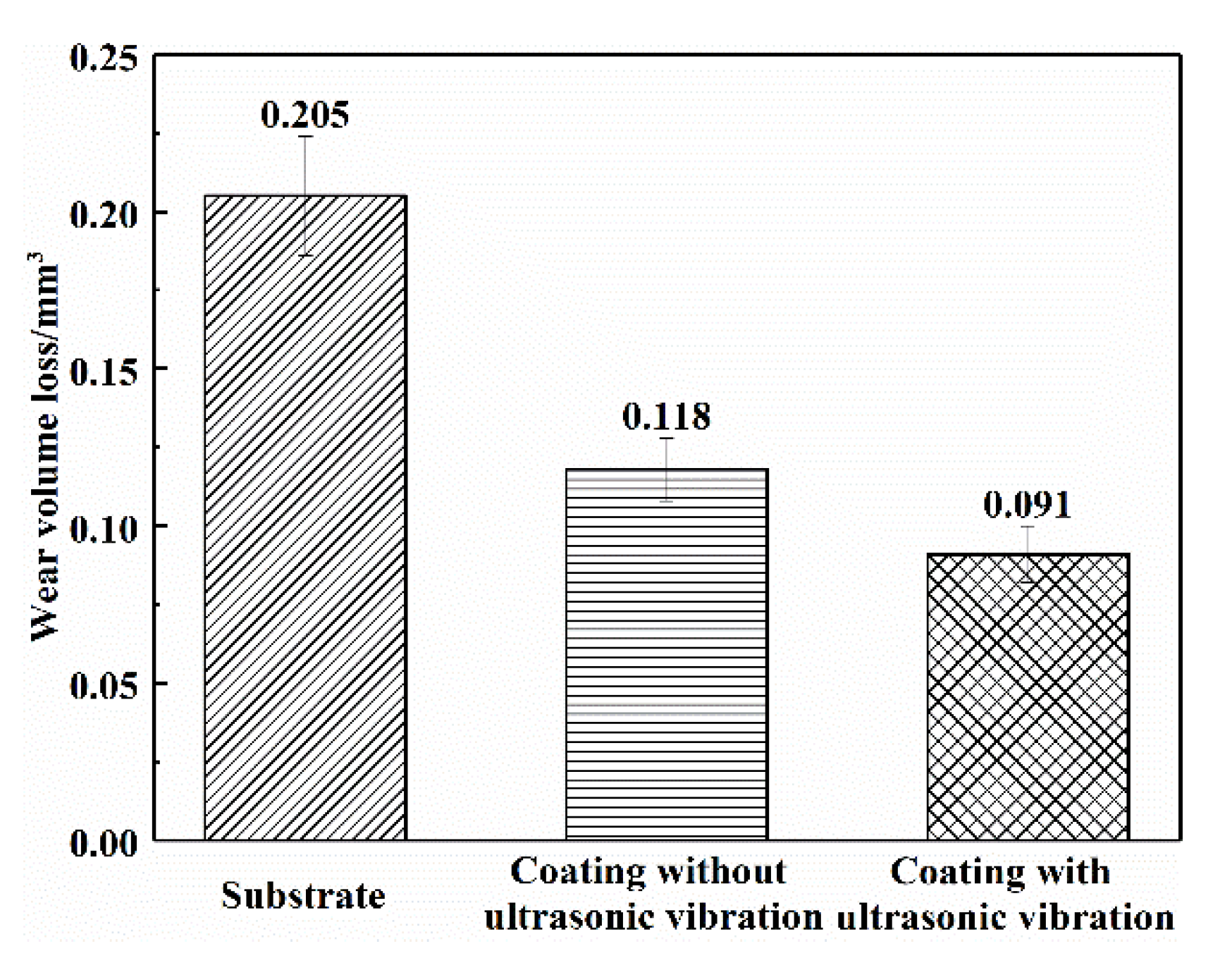
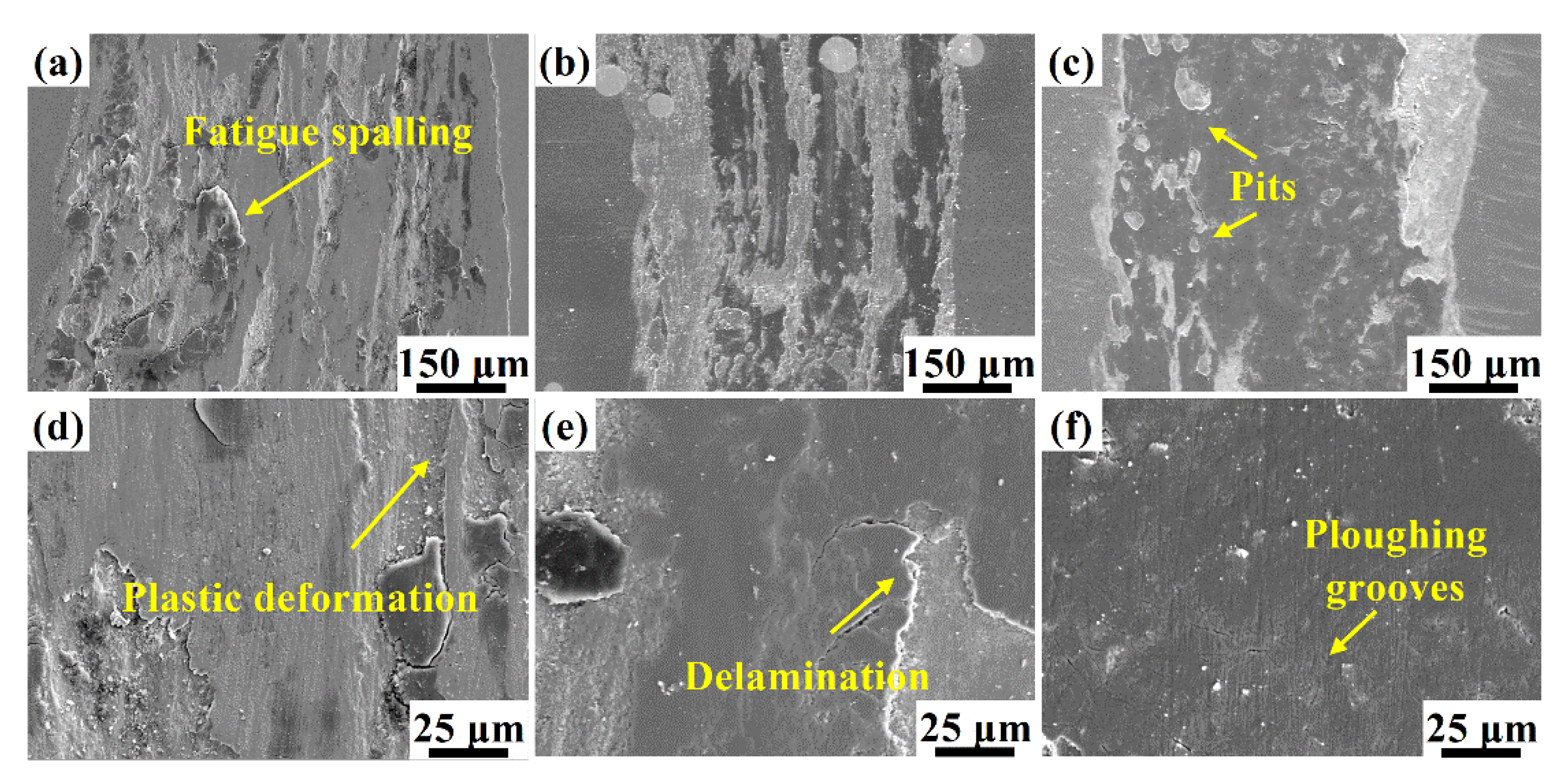
3.5. Wear Behavior
4. Conclusions
- (1)
- Ultrasonic vibration treatment does not change the phase composition but enhances the pool convection and optimizes the uniform distribution of WC particles. It promotes the decomposition of WC particles and element diffusion and thus improves the dispersion-strengthening effect of the reinforcing phase.
- (2)
- Ultrasonic vibration produces agitation to the liquid melt, which fractures the columnar dendrites and promotes transformation of the coating microstructure from coarse dendrites to fine dendrites and equiaxed dendrites.
- (3)
- Under the combined effects of fine grain enhancement, dispersion enhancement, and elemental segregation inhibition caused by ultrasonic vibration, the microhardness is increased by 15.6% to 475 HV0.2 and presents more uniform distribution.
- (4)
- The friction coefficient of the composite coating decreases from 0.548 to 0.452 with the assistance of ultrasonic vibration, and the wear mechanism changes to slightly abrasive wear and adhesive wear.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Fernández, M.R.; García, A.; Cuetos, J.M.; González, R.; Noriega, A.; Cadenas, M. Effect of actual WC content on the reciprocating wear of a laser cladding NiCrBSi alloy reinforced with WC. Wear 2015, 324–325, 80–89. [Google Scholar] [CrossRef]
- Chen, S.L.; Zhou, J.Z.; Huang, S.; Zhang, H.C. Mechanism of hot corrosion resistance of IN718 superalloy strengthened by laser peening. J. Drain. Irrig. Mach. Eng. 2021, 39, 1068–1074. [Google Scholar] [CrossRef]
- Mohseni, H.; Nandwana, P.; Tsoi, A.; Banerjee, R.; Scharf, T.W. In situ nitrided titanium alloys: Microstructural evolution during solidification and wear. Acta Mater. 2015, 83, 61–74. [Google Scholar] [CrossRef]
- Guo, L.L.; Qin, L.; Kong, F.Y.; Yi, H.; Tang, B. Improving tribological properties of Ti-5Zr-3Sn-5Mo-15Nb alloy by double glow plasma surface alloying. Appl. Surf. Sci. 2016, 388, 203–211. [Google Scholar] [CrossRef]
- Zhang, Z.; Yu, T.; Kovacevic, R. Erosion and corrosion resistance of laser cladded AISI 420 stainless steel reinforced with VC. Appl. Surf. Sci. 2017, 410, 225–240. [Google Scholar] [CrossRef]
- Yang, C.Y.; Cheng, X.; Tang, H.B.; Tian, X.J.; Liu, D. Influence of microstructures and wear behaviors of the microalloyed coatings on TC11 alloy surface using laser cladding technique. Surf. Coat. Technol. 2018, 337, 97–103. [Google Scholar] [CrossRef]
- Paul, C.P.; Mishra, S.K.; Tiwari, P.; Kukreja, L.M. Solid-Particle Erosion Behaviour of WC/Ni Composite Clad layers with Different Contents of WC Particles. Opt. Laser Technol. 2013, 50, 155–162. [Google Scholar] [CrossRef]
- Wang, H.R.; Sun, Y.F.; Qiao, Y.Z.; Du, X.S. Effect of Ni-coated WC reinforced particles on microstructure and mechanical properties of laser cladding Fe-Co duplex coating. Opt. Laser Technol. 2021, 142, 107209. [Google Scholar] [CrossRef]
- Huo, K.; Zhou, J.Z.; Dai, F.Z.; Xu, J.L. Particle distribution and microstructure of IN718/WC composite coating fabricated by electromagnetic compound field-assisted laser cladding. Appl. Surf. Sci. 2021, 545, 149078. [Google Scholar] [CrossRef]
- Huebner, J.; Kata, D.; Rutkowski, P.; Petrzak, P.; Kusiński, J. Grain-Boundary Interaction between Inconel 625 and WC during Laser Metal Deposition. Materials 2018, 11, 1797. [Google Scholar] [CrossRef] [Green Version]
- Wang, K.M.; Du, D.; Liu, G.; Chang, B.H.; Hong, Y.X. Microstructure and properties of WC reinforced Ni-based composite coatings with Y2O3 addition on titanium alloy by laser cladding. Sci. Technol. Weld. Join. 2019, 24, 517–524. [Google Scholar] [CrossRef]
- Xie, S.Y.; Li, R.D.; Yuan, T.C.; Chen, C.; Zhou, K.C.; Song, B.; Shi, Y.S. Laser cladding assisted by friction stir processing for preparation of deformed crack-free Ni-Cr-Fe coating with nanostructure. Opt. Laser Technol. 2018, 99, 374–381. [Google Scholar] [CrossRef]
- Weng, Z.K.; Wang, A.H.; Wu, X.H.; Wang, Y.Y.; Yang, Z.X. Wear resistance of diode laser-clad Ni/WC composite coatings at different temperatures. Surf. Coat. Technol. 2016, 304, 283–292. [Google Scholar] [CrossRef]
- Liu, Y.; Huang, Y.C.; Xiao, Z.B. Effect of ultrasonic casting on microstructure and its genetic effects on corrosion performance of 7085 aluminum alloy. Phys. Met. Metallogr. 2017, 118, 1105–1112. [Google Scholar] [CrossRef]
- Liu, J.; Zhu, H.Y.; Li, Z.; Cui, W.F.; Shi, Y. Effect of ultrasonic power on porosity, microstructure, mechanical properties of the aluminum alloy joint by ultrasonic assisted laser-MIG hybrid welding. Opt. Laser Technol. 2019, 119, 105619. [Google Scholar] [CrossRef]
- Todaro, C.J.; Easton, M.A.; Qiu, D.; Zhang, D.; Bermingham, M.J.; Lui, E.W.; Brandt, M.; StJohn, D.H.; Qian, M. Grain structure control during metal 3D printing by high-intensity ultrasound. Nat. Commun. 2020, 11, 365–369. [Google Scholar] [CrossRef] [PubMed]
- Xu, J.L.; Zhou, J.Z.; Tan, W.S.; Huang, S.; Wang, S.T.; He, W.Y. Ultrasonic vibration on wear property of laser cladding Fe-based coating. Surf. Eng. 2018, 36, 1261–1269. [Google Scholar] [CrossRef]
- Biswas, S.; Alavi, S.H.; Sedai, B.; Blum, F.D.; Harimkar, S.P. Effect of ultrasonic vibration-assisted laser surface melting and texturing of Ti-6Al-4V ELI alloy on surface properties. J. Mater. Sci. Technol. 2019, 35, 295–302. [Google Scholar] [CrossRef]
- Zhang, T.; Li, P.F.; Zhou, J.Z.; Wang, C.Y.; Meng, X.K.; Huang, S. Microstructure evolution of laser cladding Inconel 718 assisted hybrid ultrasonic-electromagnetic field. Mater. Lett. 2021, 289, 129401. [Google Scholar] [CrossRef]
- Ortiz, A.; García, A.; Cadenas, M.; Fernández, M.R.; Cuetos, J.M. WC particles distribution model in the cross-section of laser cladded NiCrBSi + WC coatings, for different wt% WC. Surf. Coat. Technol. 2017, 324, 298–306. [Google Scholar] [CrossRef]
- Liu, Y.F.; Zhuang, S.G.; Liu, X.B.; OuYang, C.S.; Zhu, Y.; Meng, Y. Microstructure evolution and high-temperature tribological behavior of Ti3SiC2 reinforced Ni60 composite coatings on 304 stainless steel by laser cladding. Surf. Coat. Technol. 2021, 420, 127335. [Google Scholar] [CrossRef]
- Tiller, W.A.; Jackson, K.A.; Rutter, J.W.; Chalmers, B. The redistribution of solute atoms during the solidification of metals. Acta Metall. 1953, 1, 428–437. [Google Scholar] [CrossRef]
- Gan, Z.T.; Yu, G.; He, X.L.; Li, S.X. Numerical simulation of thermal behavior and multicomponent mass transfer in direct laser deposition of Co-base alloy on steel. Int. J. Heat Mass Transf. 2017, 104, 28–38. [Google Scholar] [CrossRef] [Green Version]
- Mullis, A.M.; Farrell, L.; Cochrane, R.F.; Adkins, N.J. Estimation of Cooling Rates During Close-Coupled Gas Atomization Using Secondary Dendrite Arm Spacing Measurement. Metall. Mater. Trans. B 2013, 44, 992–999. [Google Scholar] [CrossRef] [Green Version]
- Li, C.G.; Zhang, Q.S.; Wang, F.F.; Deng, P.R.; Lu, Q.H.; Zhang, Y.F.; Li, S.; Ma, P.; Li, W.G.; Wang, Y. Microstructure and wear behaviors of WC-Ni coatings fabricated by laser cladding under high frequency micro-vibration. Appl. Surf. Sci. 2019, 485, 513–519. [Google Scholar] [CrossRef]
- Leighton, T.G. Bubble population phenomena in acoustic cavitation. Ultrason. Sonochem. 1995, 2, S123–S136. [Google Scholar] [CrossRef]
- Crum, L.A. Comments on the evolving field of sonochemistry by a cavitation physicist. Ultrason. Sonochem. 1995, 2, S147–S152. [Google Scholar] [CrossRef]
- Mathiesen, R.H.; Arnberg, L. Stray crystal formation in Al-20 wt.% Cu studied by synchrotron X-ray video microscopy. Mater. Sci. Eng. A 2005, 413–414, 283–287. [Google Scholar] [CrossRef]
- Li, M.Y.; Han, B.; Wang, Y.; Song, L.X.; Guo, L.Y. Investigation on laser cladding high-hardness nano-ceramic coating assisted by ultrasonic vibration processing. Optik 2016, 127, 4596–4600. [Google Scholar] [CrossRef]
- Aboulkhair, N.T.; Simonelli, M.; Salama, E.; Rance, G.A.; Neate, N.C.; Tuck, C.J.; Esawi, A.M.K.; Hague, R.J.M. Evolution of carbon nanotubes and their metallurgical reactions in Al-based composites in response to laser irradiation during selective laser melting. Mater. Sci. Eng. A 2019, 765, 138307. [Google Scholar] [CrossRef]
- Li, M.Y.; Han, B.; Song, L.X.; He, Q.K. Enhanced surface layers by laser cladding and ion sulfurization processing towards improved wear-resistance and self-lubrication performances. Appl. Surf. Sci. 2020, 503, 144226. [Google Scholar] [CrossRef]
- Leech, P.W.; Li, X.S.; Alam, N. Comparison of abrasive wear of a complex high alloy hardfacing deposit and WC–Ni based metal matrix composite. Wear 2012, 294–295, 380–386. [Google Scholar] [CrossRef]
- Guo, C.; Chen, J.M.; Zhou, J.S.; Zhao, J.R.; Wang, L.Q.; Yu, Y.J.; Zhou, H.D. Effects of WC–Ni content on microstructure and wear resistance of laser cladding Ni-based alloys coating. Surf. Coat. Technol. 2012, 206, 2064–2071. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Ni | Cr | Nb | Mo | Ti | Mn | Si | Al | Fe |
|---|---|---|---|---|---|---|---|---|
| 53.00 | 18.50 | 5.00 | 3.00 | 0.66 | 3.00 | 0.35 | 0.35 | Bal |
| Without Ultrasonic Vibration | With Ultrasonic Vibration | ||
|---|---|---|---|
| Bragg Diffraction Angle 2θ (°) | FWHM (°) | Bragg Diffraction Angle 2θ (°) | FWHM (°) |
| 35.224 | 0.261 | 35.383 | 0.319 |
| 40.918 | 0.227 | 41.064 | 0.297 |
| 43.362 | 0.236 | 43.496 | 0.248 |
| 50.481 | 0.219 | 50.619 | 0.276 |
| 74.291 | 0.267 | 74.470 | 0.361 |
| 90.169 | 0.369 | 90.323 | 0.445 |
| Specimens | Secondary Dendrite Arm Spacing λ2 (μm) | |||||
|---|---|---|---|---|---|---|
| D1 | D2 | D3 | D4 | D5 | Average | |
| Without ultrasonic vibration | 2.376 | 2.573 | 3.036 | 2.325 | 2.316 | 2.525 |
| With ultrasonic vibration | 2.393 | 1.784 | 2.078 | 2.104 | 2.210 | 2.114 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lv, J.; Zhou, J.; Zhang, T.; Meng, X.; Li, P.; Huang, S. Microstructure and Wear Properties of IN718/WC Composite Coating Fabricated by Ultrasonic Vibration-Assisted Laser Cladding. Coatings 2022, 12, 412. https://doi.org/10.3390/coatings12030412
Lv J, Zhou J, Zhang T, Meng X, Li P, Huang S. Microstructure and Wear Properties of IN718/WC Composite Coating Fabricated by Ultrasonic Vibration-Assisted Laser Cladding. Coatings. 2022; 12(3):412. https://doi.org/10.3390/coatings12030412
Chicago/Turabian StyleLv, Jie, Jianzhong Zhou, Teng Zhang, Xiankai Meng, Pengfei Li, and Shu Huang. 2022. "Microstructure and Wear Properties of IN718/WC Composite Coating Fabricated by Ultrasonic Vibration-Assisted Laser Cladding" Coatings 12, no. 3: 412. https://doi.org/10.3390/coatings12030412