
On Variable Scale Evolution of Stress and Strain of TA2 Titanium Plate in Combined Hammering

Abstract
:1. Introduction
2. Combined Hammer Peening Experiments
3. Finite Element Simulation of Combined Hammer Shot Peening
4. Results and Discussion
4.1. The Hammer Peening Surface
4.2. Surface Microstructure
4.3. Stress-Strain Field Evolution
5. Conclusions
- The experiments and finite element simulation were used to analyze the process of combined hammer peening. The variable-scale evolution characteristics of functional fields, such as stress and strain fields of the combined shot peening, surface morphology, and microstructure, were proposed. The surface is characterized by a nest morphology consisting of varied size dimples, the stress-strain field by successive evolution of different depth areas, and the microstructure by significant gradient change.
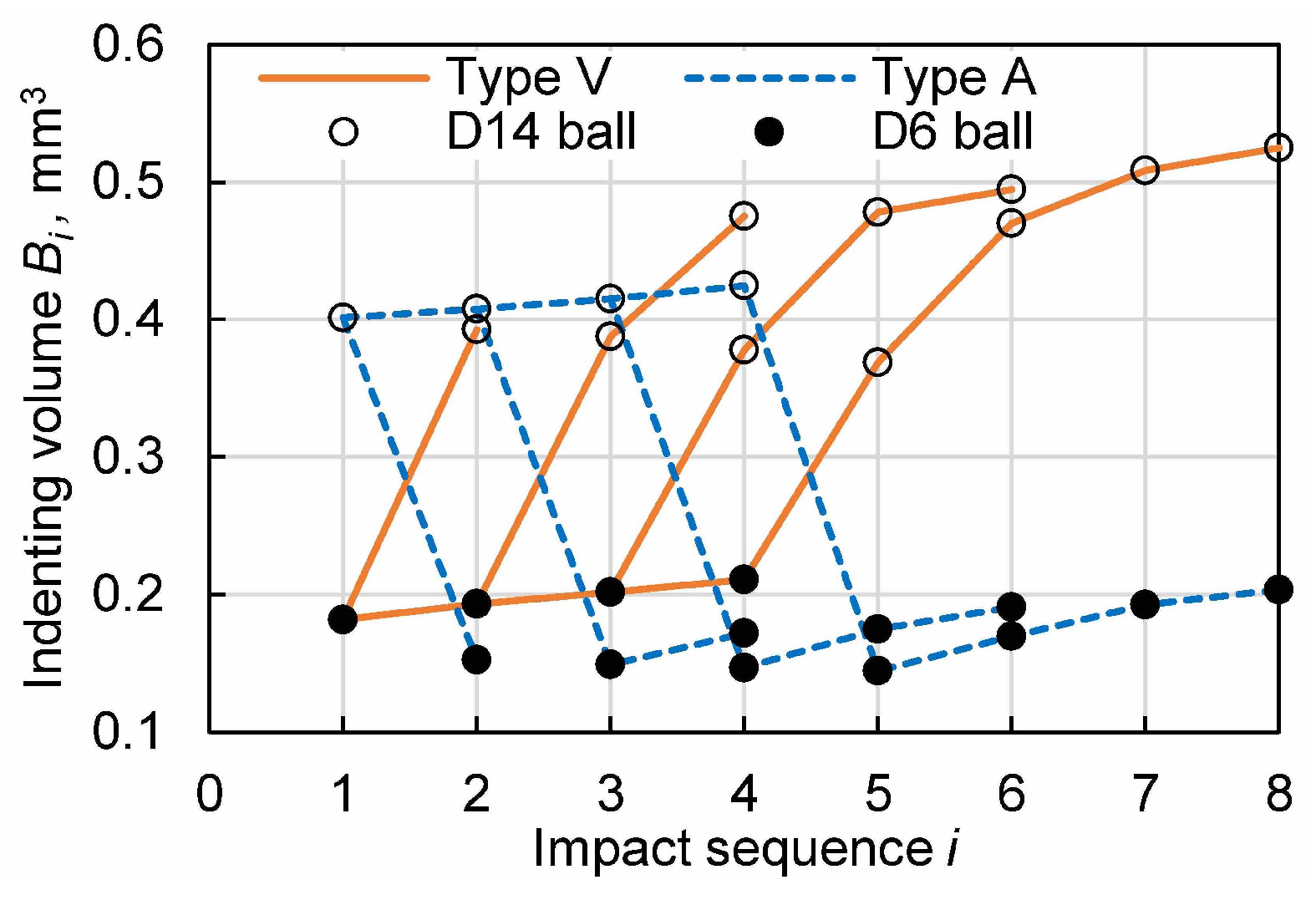
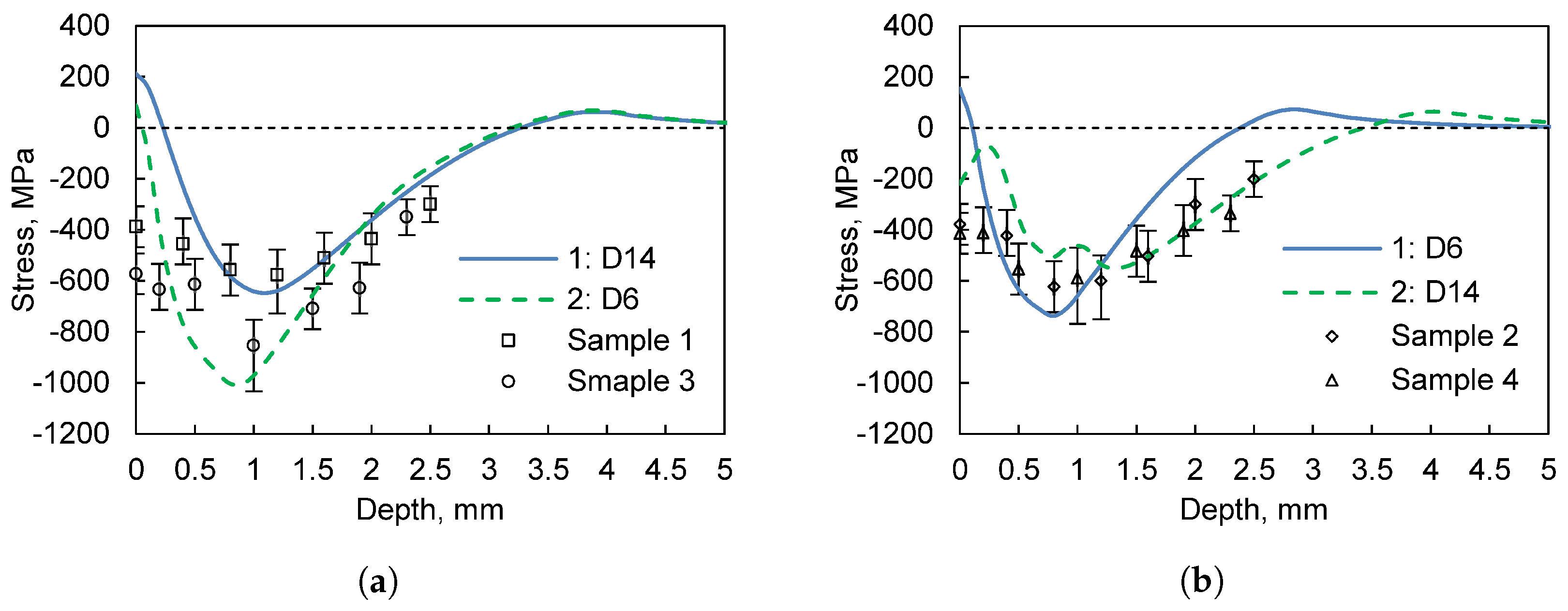
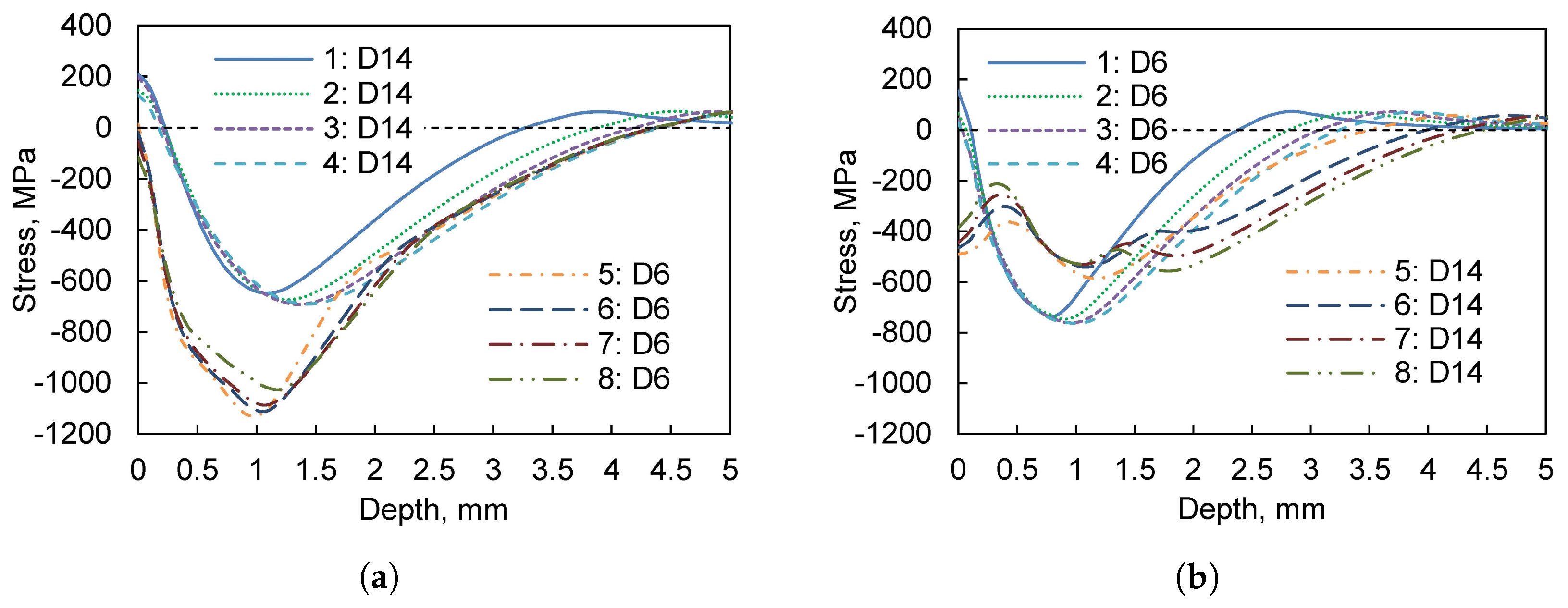
- The dislocation gradient and slip density of combined hammering specimen are smoother as compared to the specimen treated by single hammering. Big+Small tool head impact sequences have a significant effect on the plastic deformation depth and its strain amplitude, the influence of repeated hammering at the same position diminishes as the number of times increases. Big+Small hammering method can produce the largest residual stress (1000 MPa), it is much bigger than Small+Big method (750 MPa), but the latter is able to form the greater surface compressive stress with deeper field depth and improved uniformity.
- The variable scale evolution of the shot peening functional field makes predicting the results, controlling the peening process and its macro-micro characterization more difficult, but it also provides new possibilities for further increasing peen formation capability and strengthening effects. It is believed that by controlling the shot media specification, the depth of the plastic deformation zone, and the density of peening, the target part configuration, low surface roughness, smooth gradient organization, and uniform residual stress field can all be obtained simultaneously.
- The hammer processing device was built based on the electric pick. The radius of the hammer tool head can be much larger than the size of the converntional shot, and the impact kinetic energy of the hammer tool can be regulated over a wide range to control the depth of elastic and plastic deformation of the target, compensates for the size limitations of the large shot used in the conventional shot peening equipment and the consequent lack of driving force.
- The combined hammering can be used in combination with other strengthening processes such as laser shock peening or water jet peening. The related functional field can be researched in the future.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Festas, A.; Ramos, A.; Davim, J.P. Machining of titanium alloys for medical application-a review. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2022, 236, 309–318. [Google Scholar] [CrossRef]
- Yang, R.; Ma, Y.; Lei, J.; Hu, Q.; Huang, S. Toughening High Strength Titanium Alloys Through Fine Tuning Phase Composition and Refining Microstructure. Acta Metall Sin 2021, 57, 1455–1470. [Google Scholar]
- Radhika, N.; Sasikumar, J.; Arulmozhivarman, J. Tribo-mechanical behaviour of Ti-based particulate reinforced as-cast and heat treated A359 composites. Silicon 2020, 12, 2769–2782. [Google Scholar] [CrossRef]
- Moganapriya, C.; Rajasekar, R.; Ponappa, K.; Karthick, R.; Perundurai, R.V.; Kumar, P.S.; Pal, S.K. Tribomechanical behavior of TiCN/TiAlN/WC-C multilayer film on cutting tool inserts for machining. Mater. Test. 2017, 59, 703–707. [Google Scholar] [CrossRef]
- Kheradmandfard, M.; Kashani-Bozorg, S.F.; Lee, J.S.; Kim, C.L.; Hanzaki, A.Z.; Pyun, Y.S.; Cho, S.W.; Amanov, A.; Kim, D.E. Significant improvement in cell adhesion and wear resistance of biomedical β-type titanium alloy through ultrasonic nanocrystal surface modification. J. Alloys Compd. 2018, 762, 941–949. [Google Scholar] [CrossRef]
- Huang, J.; Zhang, K.M.; Jia, Y.F.; Zhang, C.C.; Zhang, X.C.; Ma, X.F.; Tu, S.T. Effect of thermal annealing on the microstructure, mechanical properties and residual stress relaxation of pure titanium after deep rolling treatment. J. Mater. Sci. Technol. 2019, 35, 409–417. [Google Scholar] [CrossRef]
- Gao, Y. Influence of different surface modification treatments on surface integrity and fatigue performance of TC4 titanium alloy. Acta Metall Sin 2016, 52, 915–923. [Google Scholar]
- Chen, J.S.; Desai, D.A.; Heyns, S.P.; Pietra, F. Literature review of numerical simulation and optimisation of the shot peening process. Adv. Mech. Eng. 2019, 11, 1687814018818277. [Google Scholar] [CrossRef]
- Yocom, C.J.; Zhang, X.; Liao, Y. Research and development status of laser peen forming: A review. Opt. Laser Technol. 2018, 108, 32–45. [Google Scholar] [CrossRef]
- Ohta, T.; Sato, Y. Numerical analysis of peen forming for high-strength aluminum alloy plates. Mater. Trans. 2021, 62, 846–855. [Google Scholar] [CrossRef]
- Bagherifard, S.; Hickey, D.J.; Fintová, S.; Pastorek, F.; Fernandez-Pariente, I.; Bandini, M.; Webster, T.J.; Guagliano, M. Effects of nanofeatures induced by severe shot peening (SSP) on mechanical, corrosion and cytocompatibility properties of magnesium alloy AZ31. Acta Biomater. 2018, 66, 93–108. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Huang, Z.; Lu, S.; Xie, C.; Lu, N. Development on surface modification technology of advanced shot peening. Mater. Sci. Technol. 2015, 3, 57–61. [Google Scholar]
- Cao, Z.; Zhang, J.; Che, Z.; Zou, S. Residual Stresses of Compound Strengthening Case on TC17 Titanium Alloy by Laser Peening and Shot Peening. Surf. Technol. 2018, 47, 80–84. [Google Scholar]
- Wu, J.; Zou, S.; Zhang, Y.; Gong, S.; Sun, G.; Ni, Z.; Cao, Z.; Che, Z.; Feng, A. Microstructures and mechanical properties of β forging Ti17 alloy under combined laser shock processing and shot peening. Surf. Coatings Technol. 2017, 328, 283–291. [Google Scholar] [CrossRef]
- Wang, L.; Zhou, L.; Liu, L.; He, W.; Pan, X.; Nie, X.; Luo, S. Fatigue strength improvement in Ti-6Al-4V subjected to foreign object damage by combined treatment of laser shock peening and shot peening. Int. J. Fatigue 2022, 155, 106581. [Google Scholar] [CrossRef]
- Li, K.; Zhu, W.; Song, Y.; Li, C.; Liu, S.; Liao, Y.; Jiang, C. Effects of Composite Shot Peening on Surface Microstructure and Properties of OCr16Ni5Mol Martensitic Stainless Steel. Ptca (Part A Phys. Test.) 2022, 57, 32–37. [Google Scholar]
- Ongtrakulkij, G.; Khantachawana, A.; Kajornchaiyakul, J.; Kondoh, K. Effects of the secondary shot in the double shot peening process on the residual compressive stress distribution of Ti–6Al–4V. Heliyon 2022, 8, e08758. [Google Scholar] [CrossRef]
- Peng, J.; Zhou, C.; Dai, Q.; He, X.; Tang, Z. Strain Rate Sensitivity of Commercially Pure Titanium TA2 at Room Temperature and Revising of Hollomon Empirical Formula [J]. Rare Met. Mater. Eng. 2013, 42, 483–487. [Google Scholar]
- He, Q.; Wu, G.; Liu, C.; Liu, J.; Yang, X.K.; Zhou, K.; Zhang, L.W.; Xiang, Y.L. Research Progress on Gradient Nanostructured Metals Prepared by Surface Nanocrystallization Technique. Surf. Technol. 2021, 50, 267–276. [Google Scholar]
- Wen, A.; Wang, S.; Yang, Y.; Ren, R. Improvement of Fatigue Performance for Commercial Pure Titanium by Combined High-Energy Shot Peening. Mater. Mech. Eng. 2010, 34, 55–57. [Google Scholar]
- Xiao, X.; Sun, Y.; Yang, Z.; Yang, M.; Li, Y.; Gao, G. Dynamic response of target with different peening media. Surf. Eng. 2020, 36, 386–396. [Google Scholar] [CrossRef]
- Xiao, X.; Tong, X.; Sun, Y.; Li, Y.; Wei, S.; Gao, G. An analytical model for predicting peening stresses with general peening coverage. J. Manuf. Process. 2019, 45, 242–254. [Google Scholar] [CrossRef]
- Zhang, C.; Zheng, M.; Wang, Y.; Gao, P.; Gan, B. Effect of high energy shot peening on the wear resistance of TiN films on a TA2 surface. Surf. Coat. Technol. 2019, 378, 124821. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Fe | C | O | H | N | Ti |
|---|---|---|---|---|---|
| 0.065 | 0.02 | 0.11 | 0.0002 | 0.014 | Bal. |
| Sample | First Peening | Second Peening | ||||
|---|---|---|---|---|---|---|
| /mm | /Hz | /mm | /mm | /Hz | /mm | |
| 1 | 14 | 28 | 4.0 | 14 | 28 | 4.0 |
| 2 | 6 | 20 | 3.7 | 6 | 20 | 3.7 |
| 3 | 14 | 28 | 4.0 | 6 | 20 | 3.9 |
| 4 | 6 | 20 | 4.0 | 14 | 28 | 4.2 |
| Sample | First Peening | Second Peening | ||||||
|---|---|---|---|---|---|---|---|---|
| /mm | /g | /mm/s | Number | /mm | /g | /mm/s | Repetitions | |
| Type V | 6 | 420.78/4 | 1191 | 1/2/3/4 | 14 | 405.66/4 | 1768 | 1/2/3/4 |
| Type A | 14 | 405.66/4 | 1768 | 1/2/3/4 | 6 | 420.78/4 | 1191 | 1/2/3/4 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xiao, X.; Zhang, B.; Qiao, D.; Li, Y.; Zhao, R.; Zhao, P. On Variable Scale Evolution of Stress and Strain of TA2 Titanium Plate in Combined Hammering. Coatings 2022, 12, 1974. https://doi.org/10.3390/coatings12121974
Xiao X, Zhang B, Qiao D, Li Y, Zhao R, Zhao P. On Variable Scale Evolution of Stress and Strain of TA2 Titanium Plate in Combined Hammering. Coatings. 2022; 12(12):1974. https://doi.org/10.3390/coatings12121974
Chicago/Turabian StyleXiao, Xudong, Bolun Zhang, Dan Qiao, Yong Li, Renfeng Zhao, and Pengkang Zhao. 2022. "On Variable Scale Evolution of Stress and Strain of TA2 Titanium Plate in Combined Hammering" Coatings 12, no. 12: 1974. https://doi.org/10.3390/coatings12121974