
Structural, Mechanical, and Thermal Properties of the TiAlTaN/TiAlBN Multilayer

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
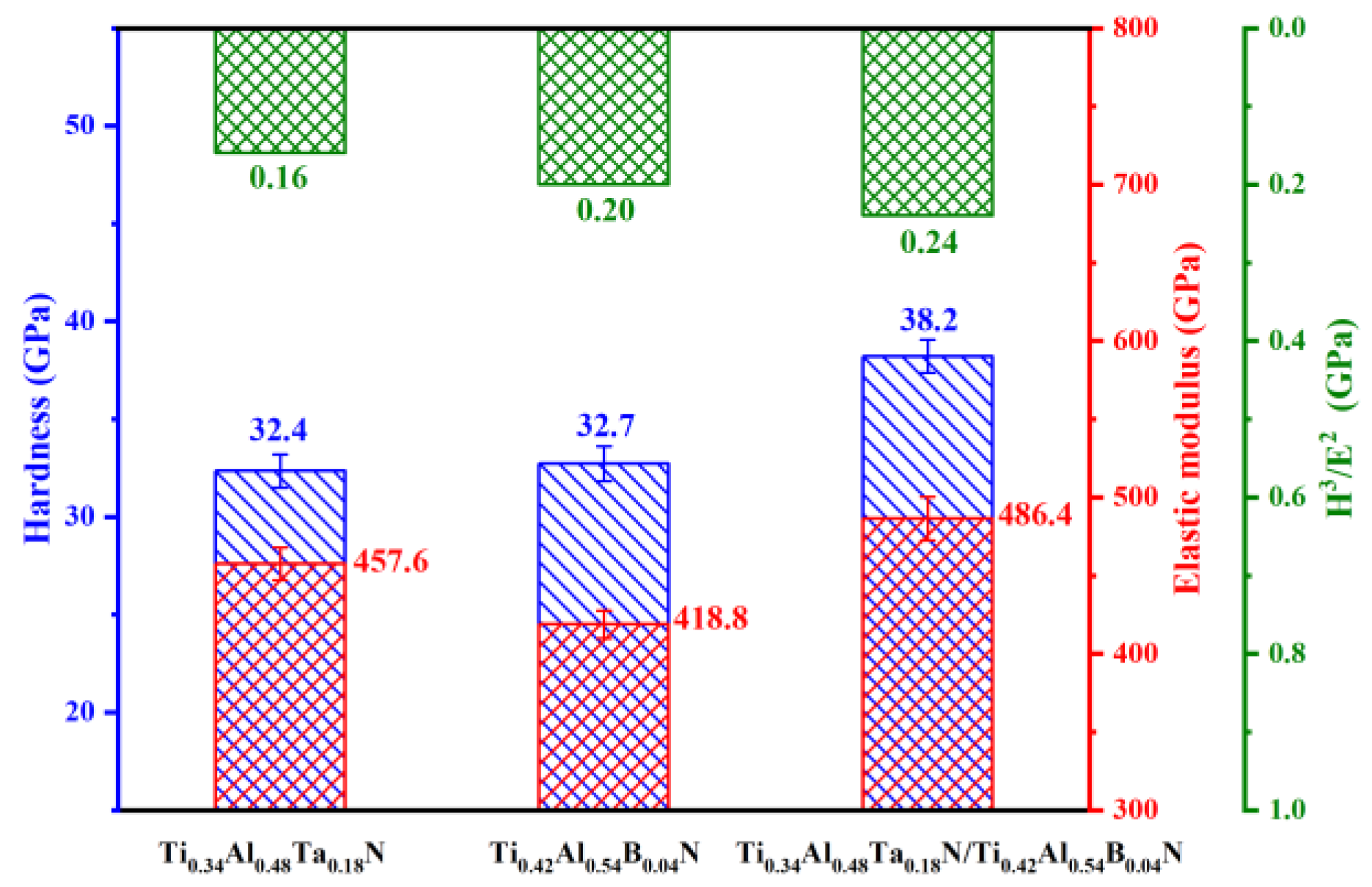
3.1. Microstructure and Mechanical Properties
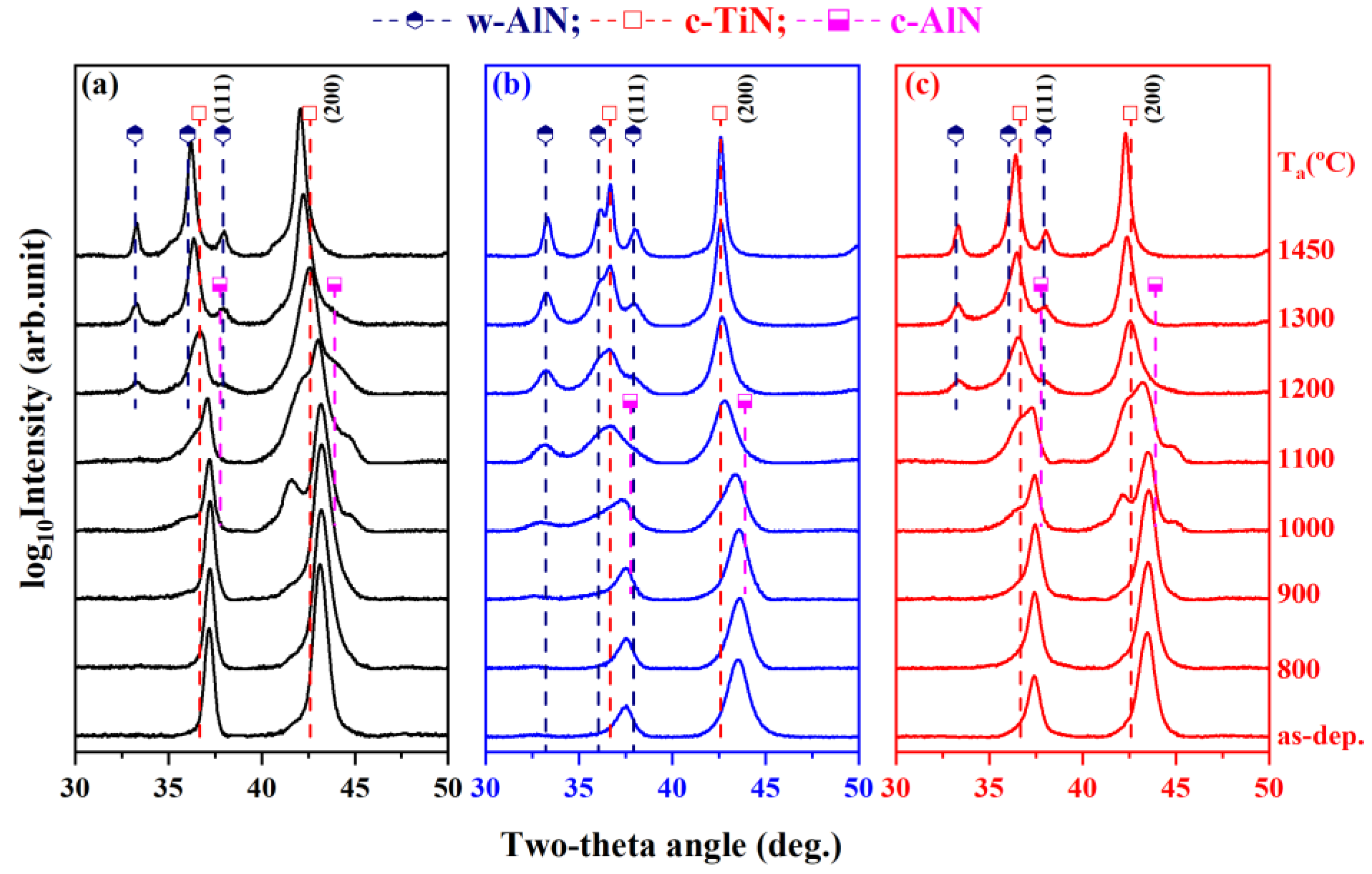
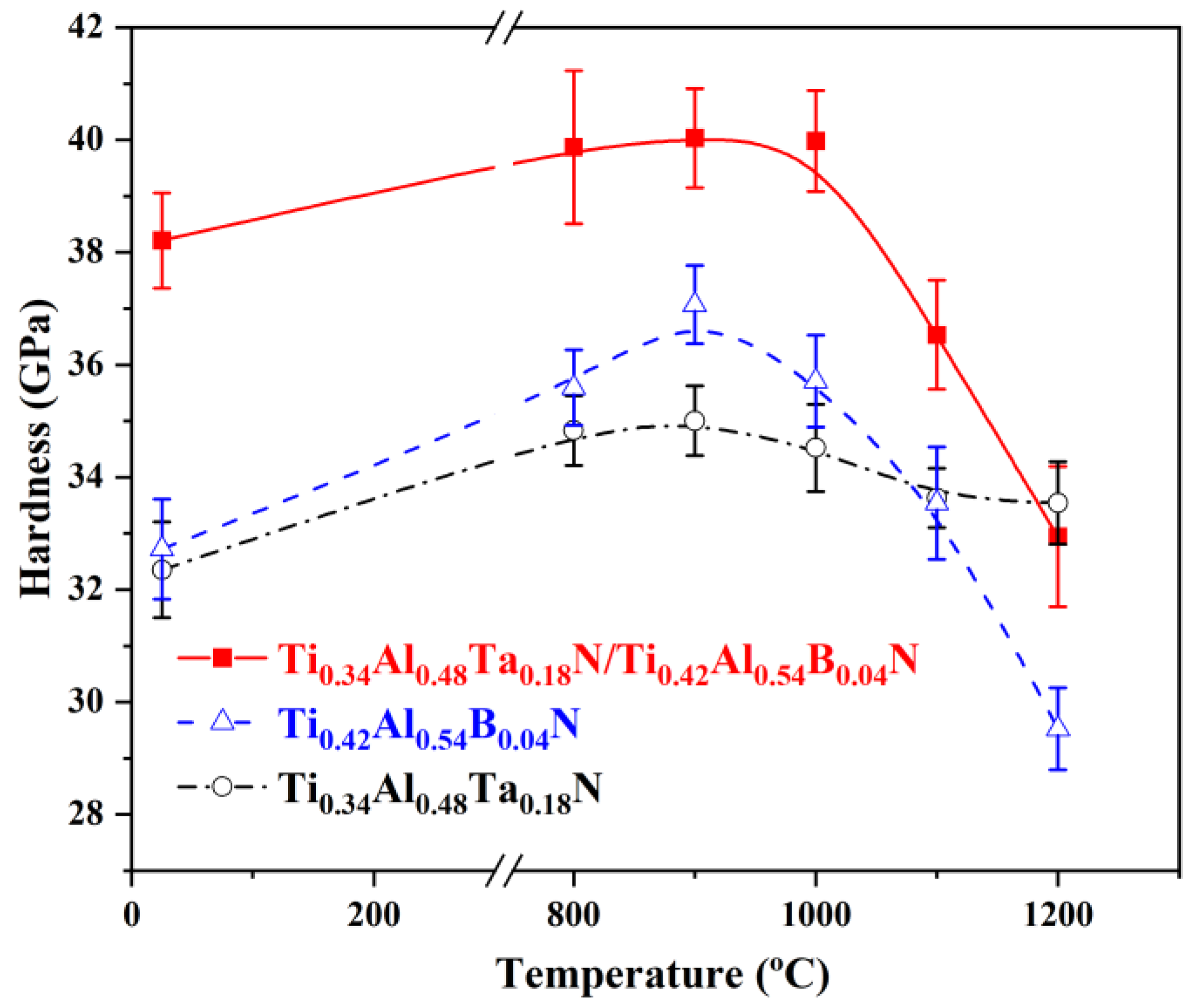
3.2. Thermal Stability
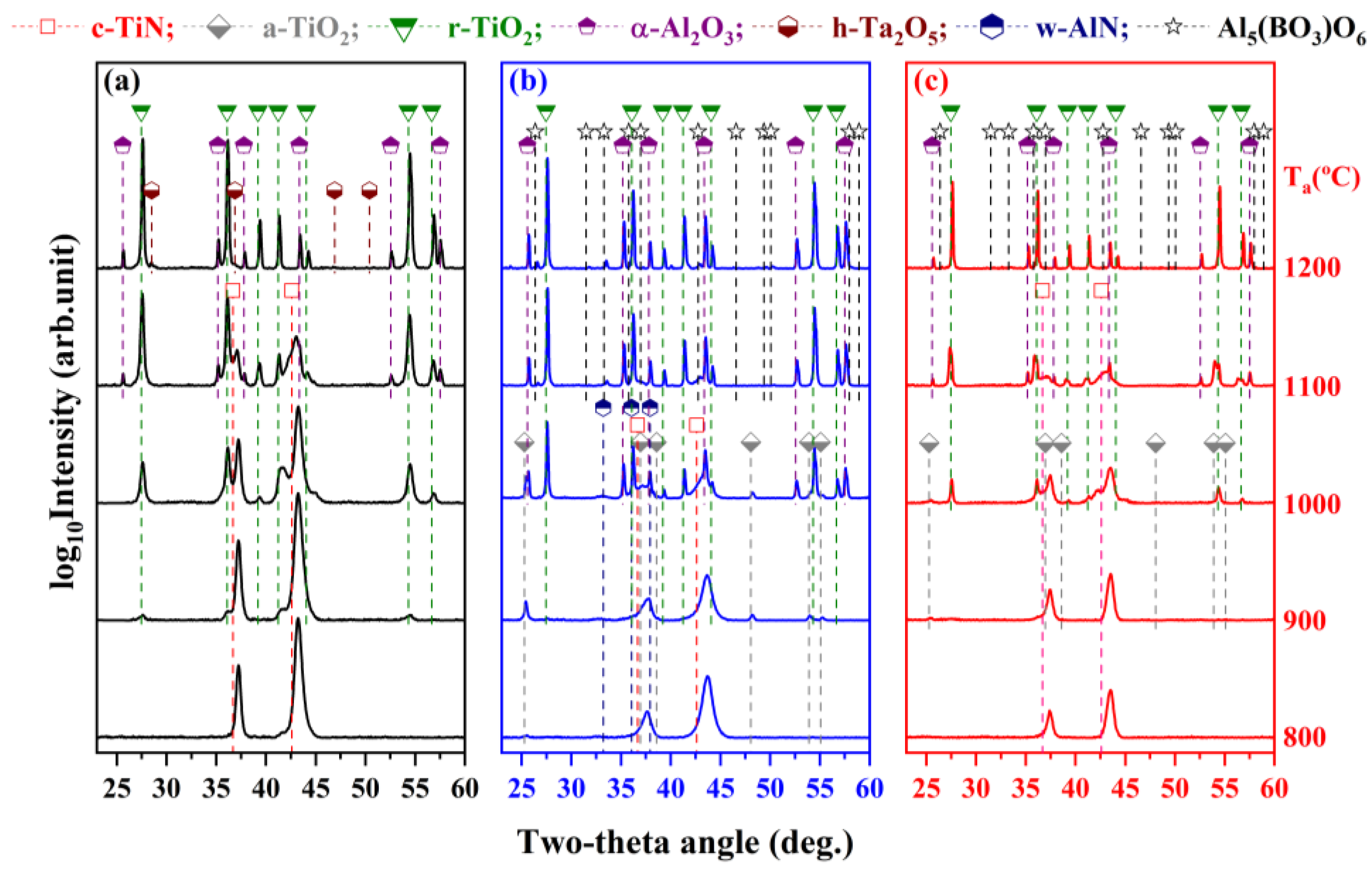
3.3. Oxidation Resistance
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Coll, B.F.; Sathrum, P.; Fontana, R.; Peyre, J.P.; Duchateau, D.; Benmalek, M. Optimization of arc evaporated (Ti,Al)N film composition for cutting tool applications. Surf. Coat. Technol. 1992, 52, 57–64. [Google Scholar] [CrossRef]
- Hörling, A.; Hultman, L.; Odén, M.; Sjölén, J.; Karlsson, L. Mechanical properties and machining performance of Ti1−xAlxN-coated cutting tools. Surf. Coat. Technol. 2005, 191, 384–392. [Google Scholar] [CrossRef]
- Prengel, H.G.; Santhanam, A.T.; Penich, R.M.; Jindal, P.C.; Wendt, K.H. Advanced PVD-TiAlN coatings on carbide and cermet cutting tools. Surf. Coat. Technol. 1997, 94–95, 597–602. [Google Scholar] [CrossRef]
- Chen, L.; Du, Y.; Mayrhofer, P.H.; Wang, S.Q.; Li, J. The influence of age-hardening on turning and milling performance of Ti–Al–N coated inserts. Surf. Coat. Technol. 2008, 202, 5158–5161. [Google Scholar] [CrossRef]
- Mayrhofer, P.H.; Hörling, A.; Karlsson, L.; Sjölén, J.; Larsson, T.; Mitterer, C.; Hultman, L. Self-organized nanostructures in the Ti–Al–N system. Appl. Phys. Lett. 2003, 83, 2049–2051. [Google Scholar] [CrossRef]
- Endrino, J.L.; Århammar, C.; Gutiérrez, A.; Gago, R.; Horwat, D.; Soriano, L.; Fox-Rabinovich, G.; Martín y Marero, D.; Guo, J.; Rubensson, J.E.; et al. Spectral evidence of spinodal decomposition, phase transformation and molecular nitrogen for-mation in supersaturated TiAlN films upon annealing. Acta Mater. 2011, 59, 6287–6296. [Google Scholar] [CrossRef]
- Bartosik, M.; Rumeau, C.; Hahn, R.; Zhang, Z.L.; Mayrhofer, P.H. Fracture toughness and structural evolution in the TiAlN system upon annealing. Sci. Rep. 2017, 7, 16476. [Google Scholar] [CrossRef] [Green Version]
- Vaz, F.; Rebouta, L.; Andritschky, M.; Da Silva, M.; Soares, J. Thermal oxidation of Ti1−xAlxN coatings in air. J. Eur. Ceram. Soc. 1997, 17, 1971–1977. [Google Scholar] [CrossRef]
- Chen, L.; Paulitsch, J.; Du, Y.; Mayrhofer, P.H. Thermal stability and oxidation resistance of Ti-Al-N coatings. Surf. Coat. Technol. 2012, 206, 2954–2960. [Google Scholar] [CrossRef] [Green Version]
- Derflinger, V.H.; Schütze, A.; Ante, M. Mechanical and structural properties of various alloyed TiAlN-based hard coatings. Surf. Coat. Technol. 2006, 200, 4693–4700. [Google Scholar] [CrossRef]
- Yang, Y.; Xu, Y.X.; Chen, L.; Mayrhofer, P.H. Improved Ti-Al-N coatings through Ta alloying and multilayer architecture. Surf. Coat. Technol. 2017, 328, 428–435. [Google Scholar] [CrossRef]
- Hemmati, A.; Abdoos, M.; Veldhuis, S.C. Developing Ti-Al-Ta-N based coatings: Thermal stability, oxidation resistance, ma-chining performance and adaptive behavior under extreme tribological conditions. Mater. Today Commun. 2022, 31, 103373. [Google Scholar] [CrossRef]
- Hollerweger, R.; Riedl, H.; Paulitsch, J.; Arndt, M.; Rachbauer, R.; Polcik, P.; Primig, S.; Mayrhofer, P.H. Origin of high tem-perature oxidation resistance of Ti–Al–Ta–N coatings. Surf. Coat. Technol. 2014, 257, 78–86. [Google Scholar] [CrossRef] [Green Version]
- Koller, C.M.; Hollerweger, R.; Sabitzer, C.; Rachbauer, R.; Kolozsvári, S.; Paulitsch, J.; Mayrhofer, P.H. Thermal stability and oxidation resistance of arc evaporated TiAlN, TaAlN, TiAlTaN, and TiAlN/TaAlN coatings. Surf. Coat. Technol. 2014, 259, 599–607. [Google Scholar] [CrossRef]
- Pfeiler, M.; Zechner, J.; Penoy, M.; Michotte, C.; Mitterer, C.; Kathrein, M. Improved oxidation resistance of TiAlN coatings by doping with Si or B. Surf. Coat. Technol. 2009, 203, 3104–3110. [Google Scholar] [CrossRef]
- Zhou, J.; Hu, C.; Zhang, J.; Chen, L.; Kong, Y. Effect of B-doping on the mechanical properties, thermal stability and oxida-tion resistance of TiAlN coatings. Int. J. Refract. Hard Met. 2021, 98, 105531. [Google Scholar] [CrossRef]
- Park, J.-K.; Cho, J.-Y.; Jeon, H.-T.; Baik, Y.-J. Structure, hardness and thermal stability of TiAlBN coatings grown by alternat-ing deposition of TiAlN and BN. Vacuum 2009, 84, 483–487. [Google Scholar] [CrossRef]
- Moraes, V.; Bolvardi, H.; Kolozsvári, S.; Riedl, H.; Mayrhofer, P.H. Thermal stability and mechanical properties of Ti-Al-B-N thin films. Int. J. Refract. Hard Met. 2018, 71, 320–324. [Google Scholar] [CrossRef]
- Xu, Y.X.; Chen, L.; Pei, F.; Yue, J.L.; Du, Y. Thermal stability and oxidation resistance of V-alloyed TiAlN coatings. Ceram. Int. 2018, 44, 1705–1710. [Google Scholar] [CrossRef]
- Yang, B.; Chen, L.; Xu, Y.X.; Peng, Y.B.; Fen, J.C.; Du, Y.; Wu, M.J. Effect of Zr on structure and properties of Ti-Al-N coat-ings with varied bias. Int. J. Refract. Met. Hard Mater. 2013, 38, 81–86. [Google Scholar] [CrossRef]
- Pei, F.; Liu, H.J.; Chen, L.; Xu, Y.X.; Du, Y. Improved properties of TiAlN coating by combined Si-addition and multilayer architecture. J. Alloys Compd. 2019, 790, 909–916. [Google Scholar] [CrossRef]
- Seidl, W.M.; Bartosik, M.; Kolozsvári, S.; Bolvardi, H.; Mayrhofer, P.H. Influence of Ta on the fracture toughness of arc evaporated Ti-Al-N. Vacuum 2018, 150, 24–28. [Google Scholar] [CrossRef]
- Waldl, H.; Tkadletz, M.; Czettl, C.; Pohler, M.; Schalk, N. Influence of multilayer architecture on microstructure and fracture properties of arc evaporated TiAlTaN coatings. Surf. Coat. Technol. 2022, 433, 128098. [Google Scholar] [CrossRef]
- Grossmann, B.; Jamnig, A.; Schalk, N.; Czettl, C.; Pohler, M.; Mitterer, C. Tailoring age hardening of Ti1−xAlxN by Ta alloying. J. Vac. Sci. Technol. 2017, 35, 060604. [Google Scholar] [CrossRef]
- Rebholz, C.; Monclus, M.A.; Baker, M.A.; Mayrhofer, P.H.; Gibson, P.N.; Leyland, A.; Matthews, A. Hard and superhard TiAlBN coatings deposited by twin electron-beam evaporation. Surf. Coat. Technol. 2007, 201, 6078–6083. [Google Scholar] [CrossRef]
- Shuai, J.; Zuo, X.; Wang, Z.; Guo, P.; Xu, B.; Zhou, J.; Wang, A.; Ke, P. Comparative study on crack resistance of TiAlN mon-olithic and Ti/TiAlN multilayer coatings. Ceram. Int. 2020, 46, 6672–6681. [Google Scholar] [CrossRef]
- Xu, Y.X.; Chen, L.; Pei, F.; Chang, K.K.; Du, Y. Effect of the modulation ratio on the interface structure of TiAlN/TiN and TiAlN/ZrN multilayers: First-principles and experimental investigations. Acta Mater. 2017, 130, 281–288. [Google Scholar] [CrossRef]
- Sun, X.; Chen, L.; Zhou, J. Structure, mechanical and thermal properties of TiAlBN/TiAlN multilayers. Surf. Coat. Technol. 2022, 441, 128512. [Google Scholar] [CrossRef]
- Povstugar, I.; Choi, P.-P.; Tytko, D.; Ahn, J.-P.; Raabe, D. Interface-directed spinodal decomposition in TiAlN/CrN multilayer hard coatings studied by atom probe tomography. Acta Mater. 2013, 61, 7534–7542. [Google Scholar] [CrossRef]
- Chen, L.; Xu, Y.X.; Du, Y.; Liu, Y. Effect of bilayer period on structure, mechanical and thermal properties of TiAlN/AlTiN multilayer coatings. Thin Solid Films 2015, 592, 207–214. [Google Scholar] [CrossRef]
- Wang, H.T.; Xu, Y.X.; Chen, L. Optimization of Cr-Al-N coating by multilayer architecture with TiSiN insertion layer. J. Alloys Compd. 2017, 728, 952–958. [Google Scholar] [CrossRef]
- Oliver, W.C.; Pharr, G.M. An improved technique for determining hardness and elastic modulus using load and displace-ment sensing indentation experiments. J. Mater. Res. 1992, 7, 1564–1583. [Google Scholar] [CrossRef]
- Freller, H.; Haessler, H. TixAl1−xN films deposited by ion plating with an arc evaporator. Thin Solid Films 1987, 153, 67–74. [Google Scholar] [CrossRef]
- Rachbauer, R.; Holec, D.; Mayrhofer, P.H. Increased thermal stability of Ti-Al-N thin films by Ta alloying. Surf. Coat. Technol. 2012, 211, 98–103. [Google Scholar] [CrossRef]
- Rachbauer, R.; Holec, D.; Mayrhofer, P.H. Phase stability and decomposition products of Ti-Al-Ta-N thin films. Appl. Phys. Lett. 2010, 97, 151901. [Google Scholar] [CrossRef]
- Kong, M.; Zhao, W.; Wei, L.; Li, G. Investigations on the microstructure and hardening mechanism of TiN/Si3N4 nanocompo-site coatings. J. Phys. D 2007, 40, 2858. [Google Scholar] [CrossRef]
- Schlögl, M.; Kirchlechner, C.; Paulitsch, J.; Keckes, J.; Mayrhofer, P.H. Effects of structure and interfaces on fracture tough-ness of CrN/AlN multilayer coatings. Scr. Mater. 2013, 68, 917–920. [Google Scholar] [CrossRef]
- Chen, X.; Du, Y.; Chung, Y.-W. Commentary on using H/E and H3/E2 as proxies for fracture toughness of hard coatings. Thin Solid Film. 2019, 688, 137265. [Google Scholar] [CrossRef]
- Koehler, J.S. Attempt to Design a Strong Solid. Phys. Rev. B 1970, 2, 547–551. [Google Scholar] [CrossRef]









Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, Z.; Chen, L.; Zhang, J.; Sun, X. Structural, Mechanical, and Thermal Properties of the TiAlTaN/TiAlBN Multilayer. Coatings 2022, 12, 1951. https://doi.org/10.3390/coatings12121951
Li Z, Chen L, Zhang J, Sun X. Structural, Mechanical, and Thermal Properties of the TiAlTaN/TiAlBN Multilayer. Coatings. 2022; 12(12):1951. https://doi.org/10.3390/coatings12121951
Chicago/Turabian StyleLi, Zheng, Li Chen, Jie Zhang, and Xu Sun. 2022. "Structural, Mechanical, and Thermal Properties of the TiAlTaN/TiAlBN Multilayer" Coatings 12, no. 12: 1951. https://doi.org/10.3390/coatings12121951