

Effect of Temperature and Al2O3 NanoFiller on the Stress Field of CFRP/Al Adhesively Bonded Single-Lap Joints
 , , , and
, , , and
Abstract
:1. Introduction
2. Methodology
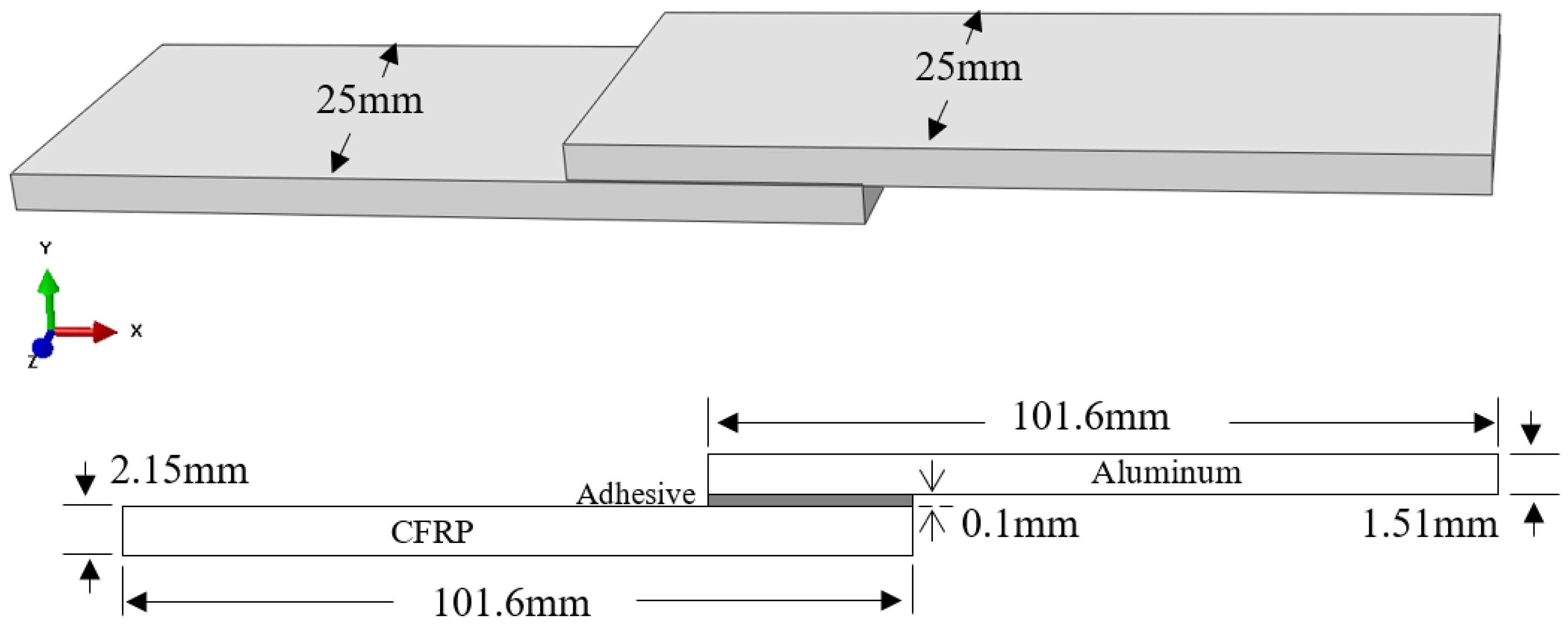
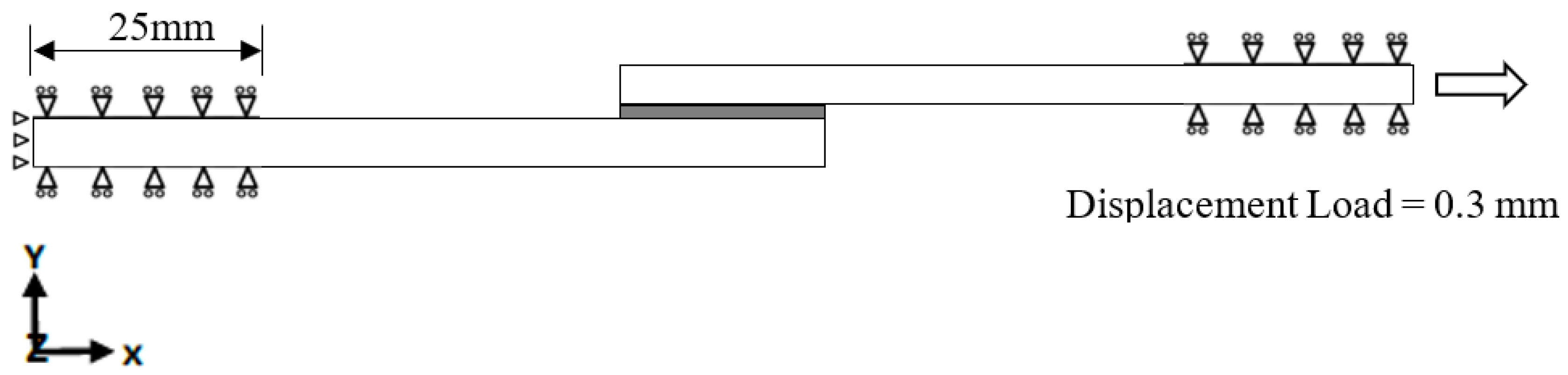
2.1. Models Geometries, Materials Properties, and Boundary Conditions
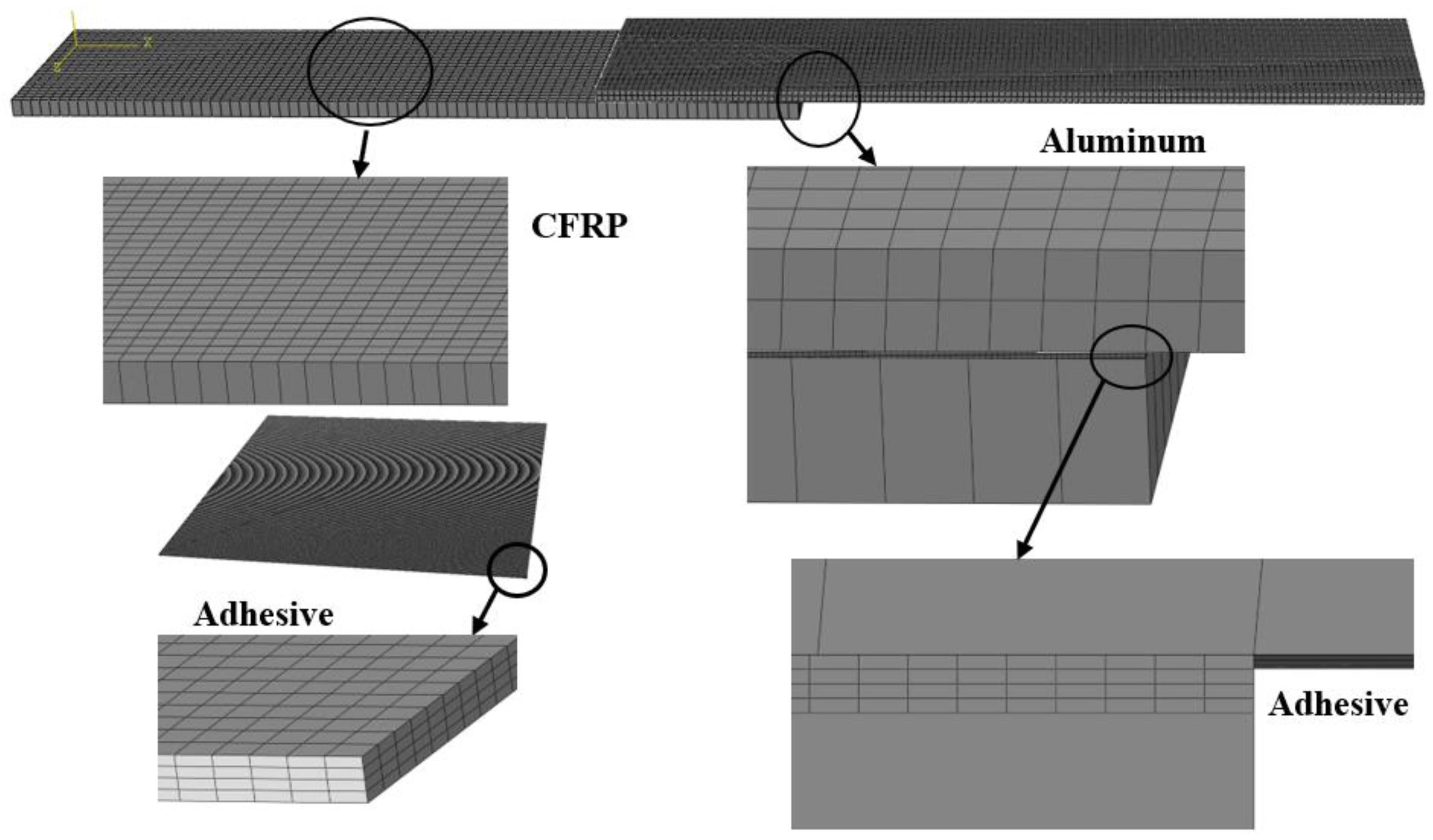
2.2. Mesh Details
3. Results and Discussion
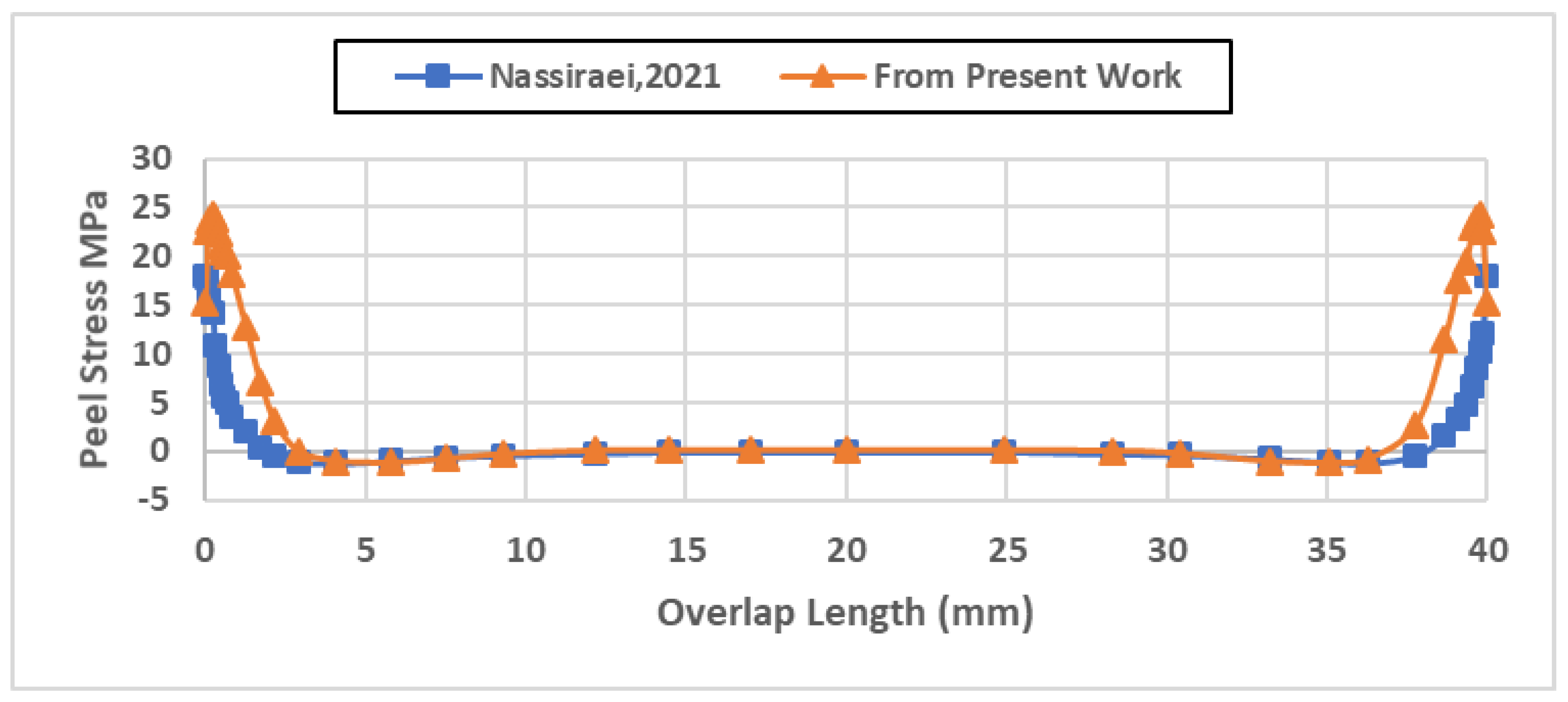
3.1. Model Validation
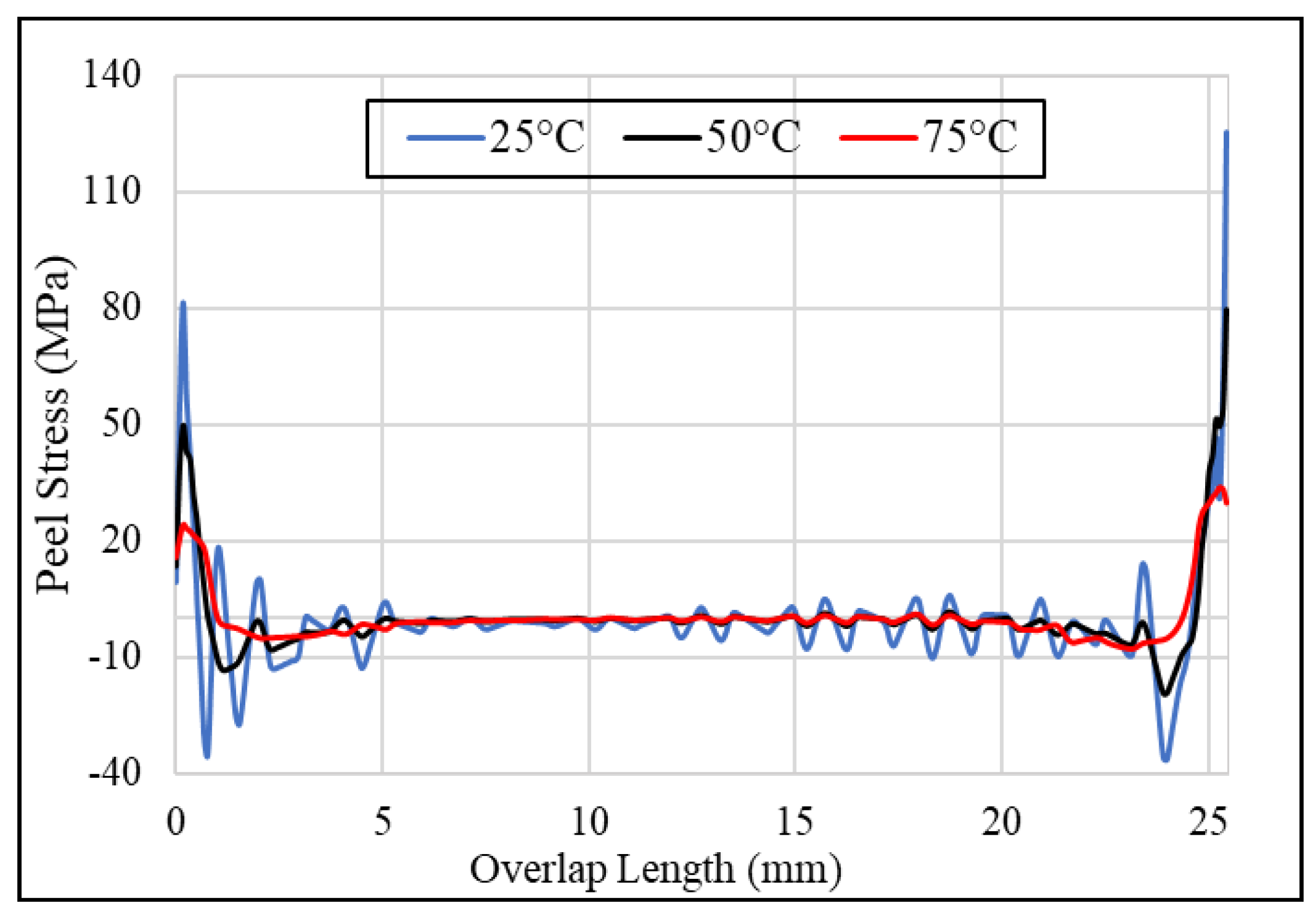
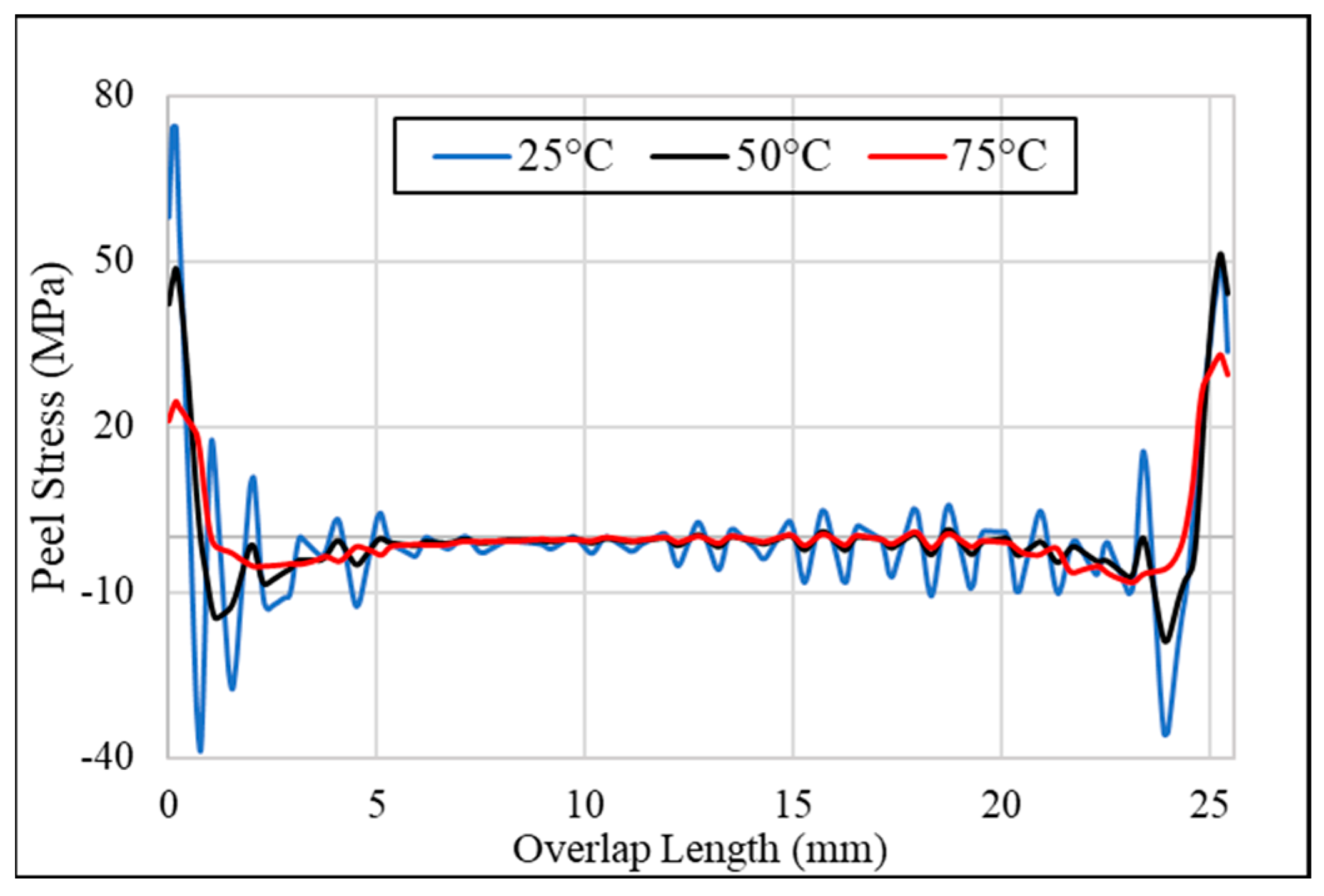
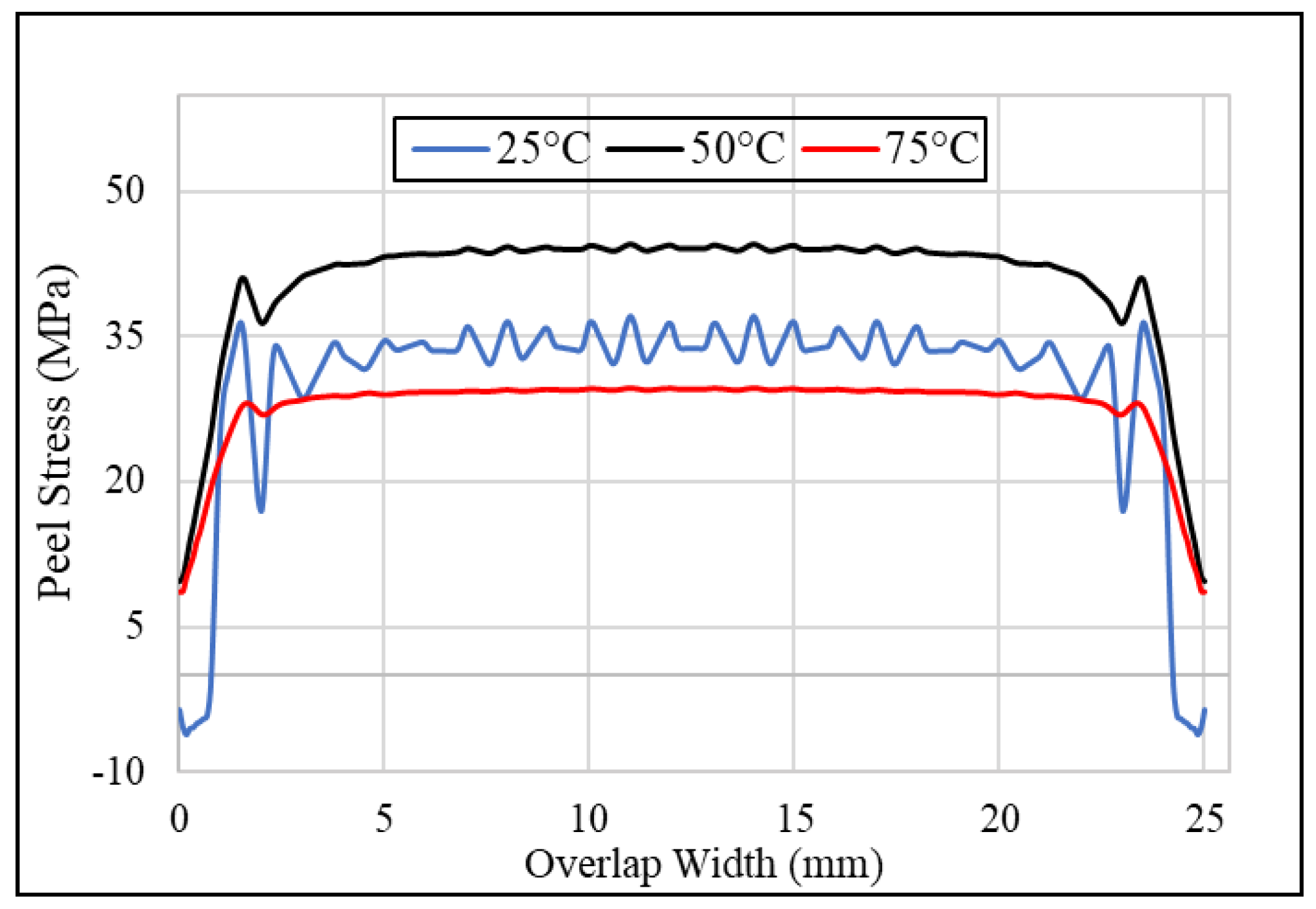
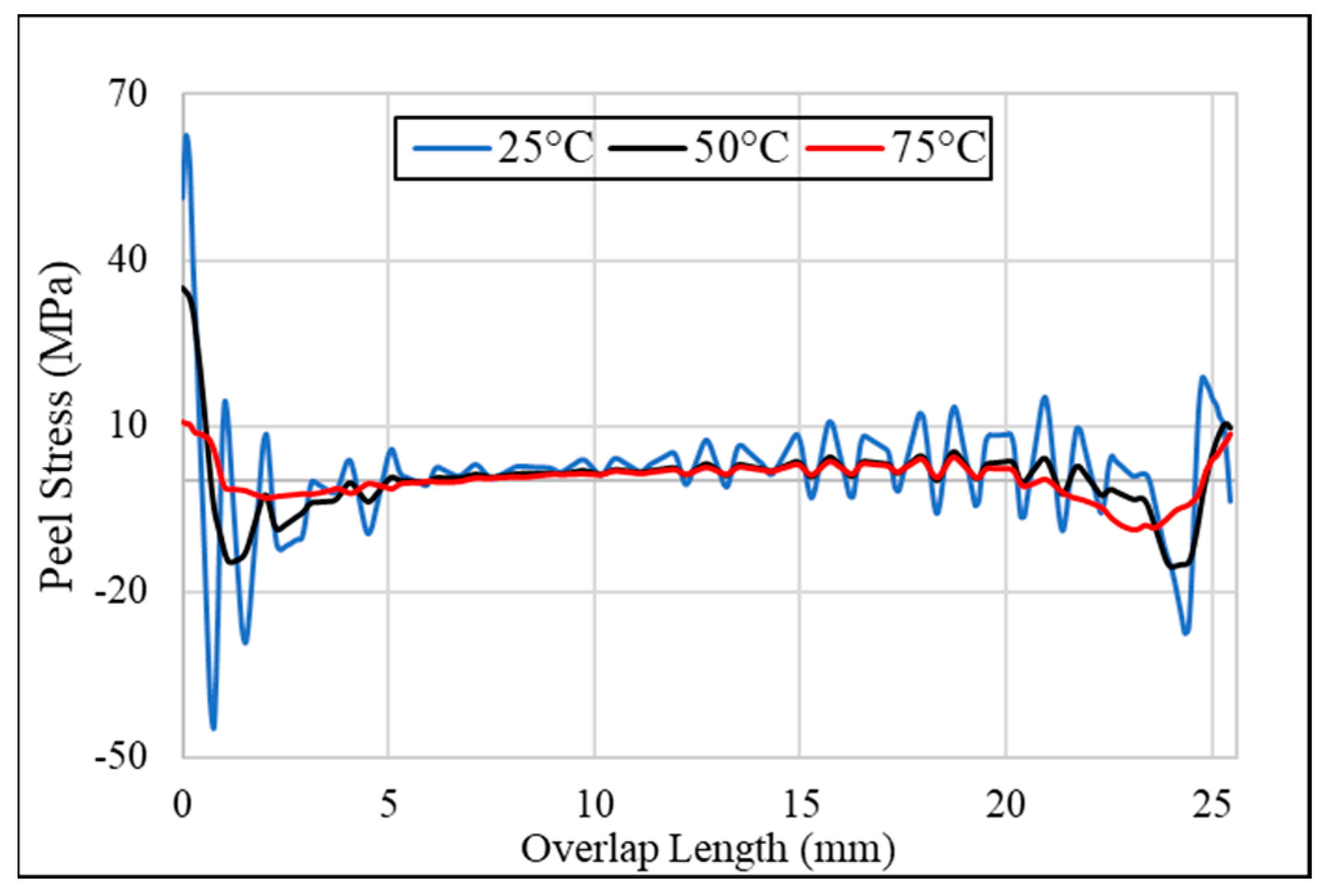
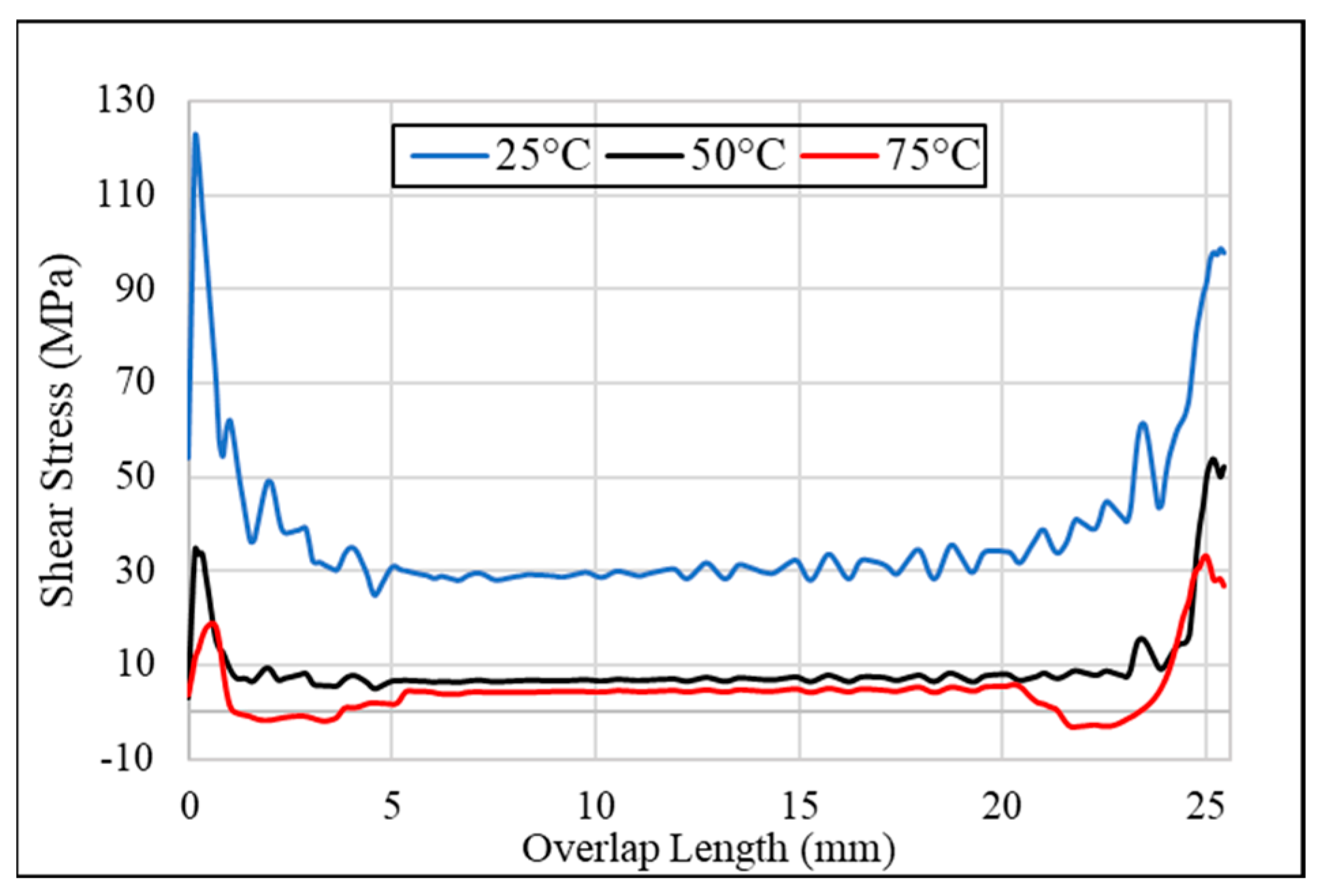
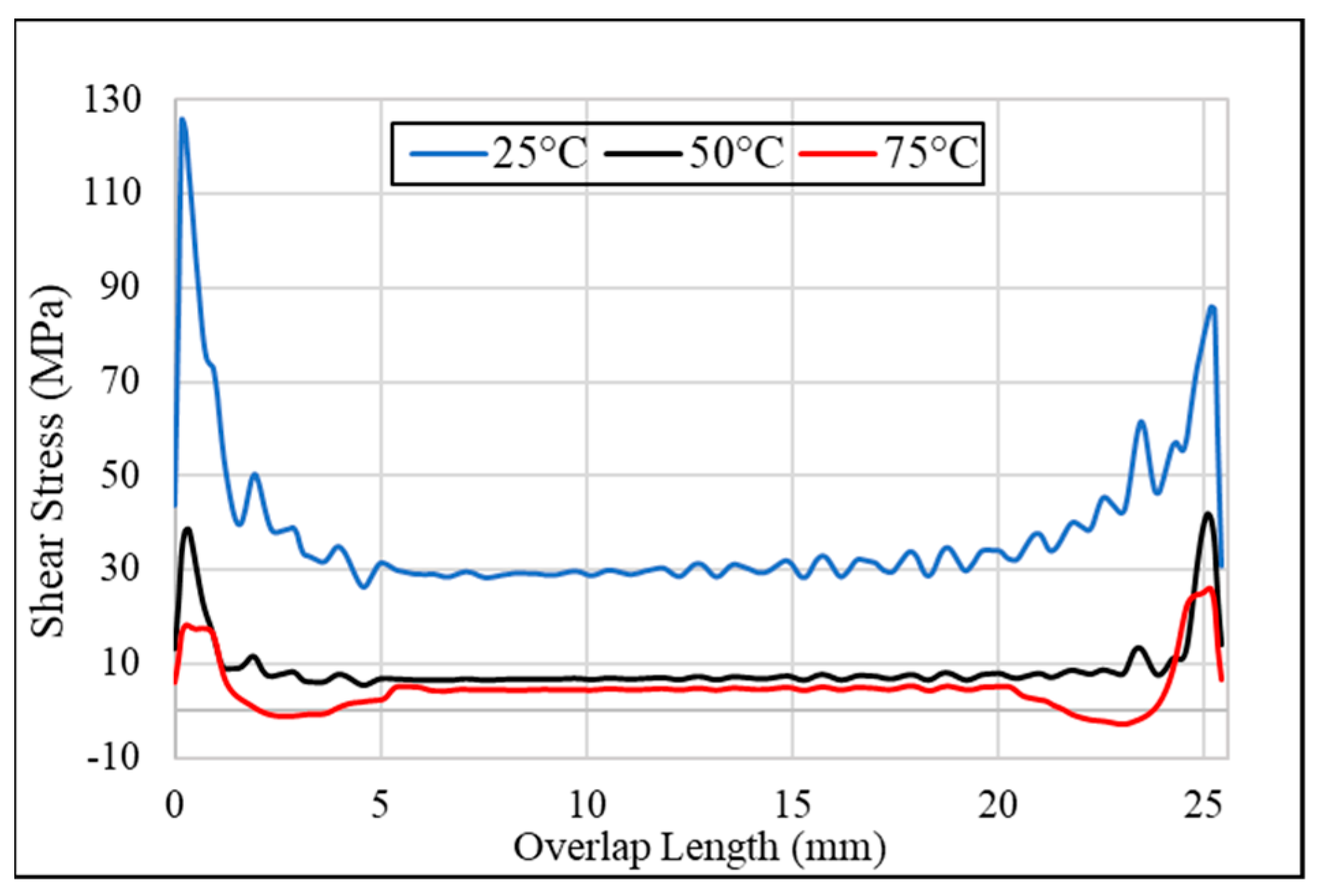
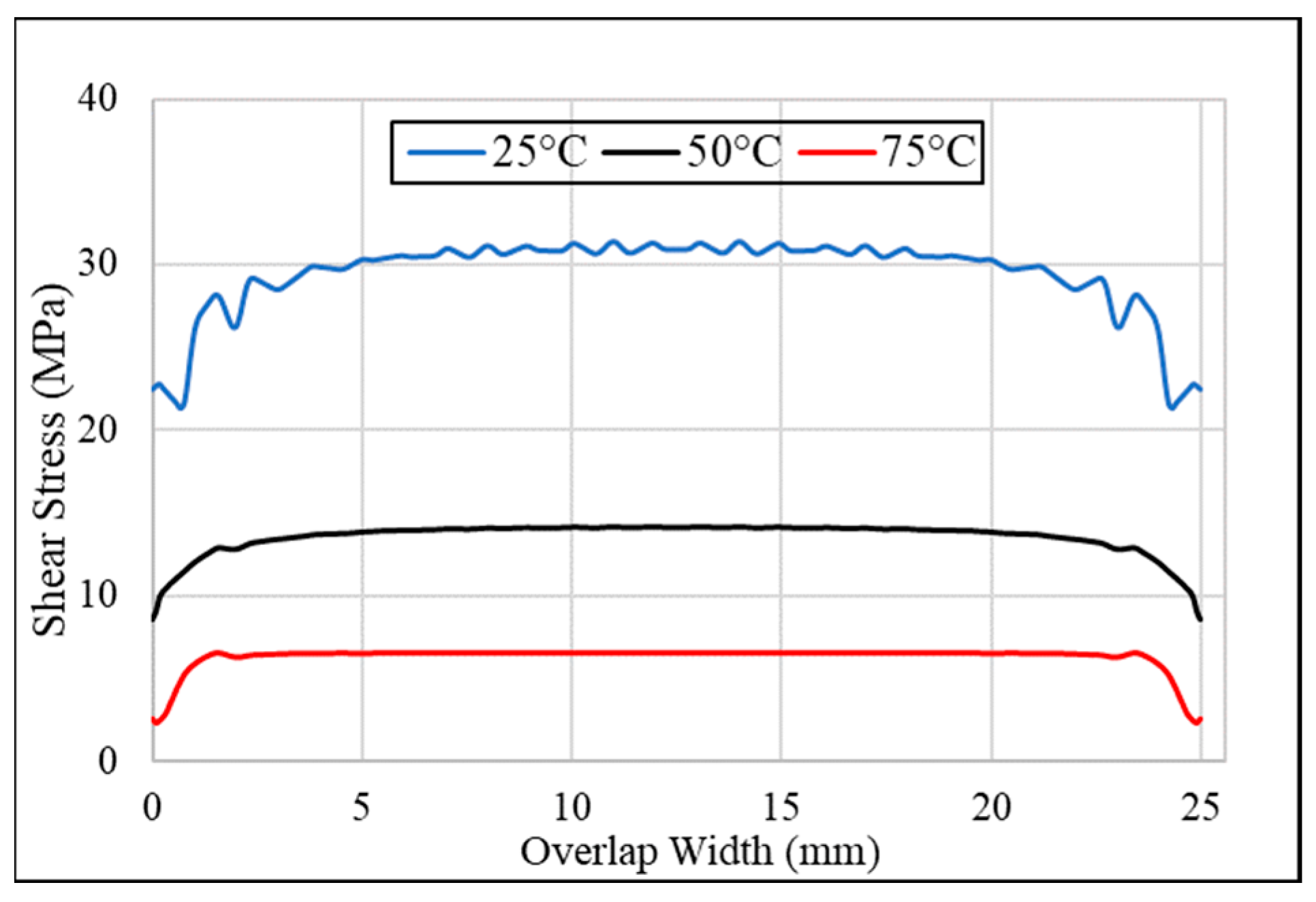
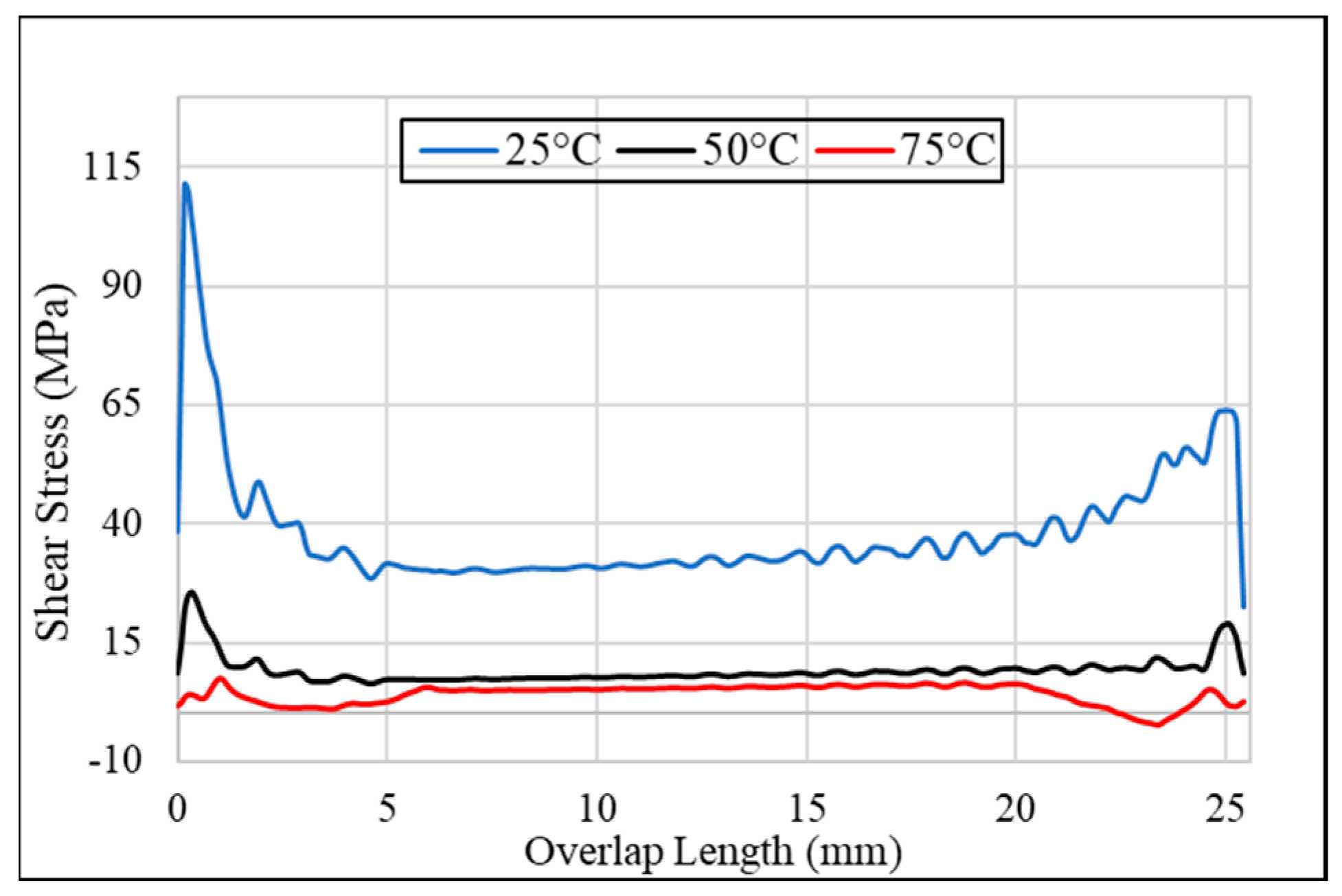
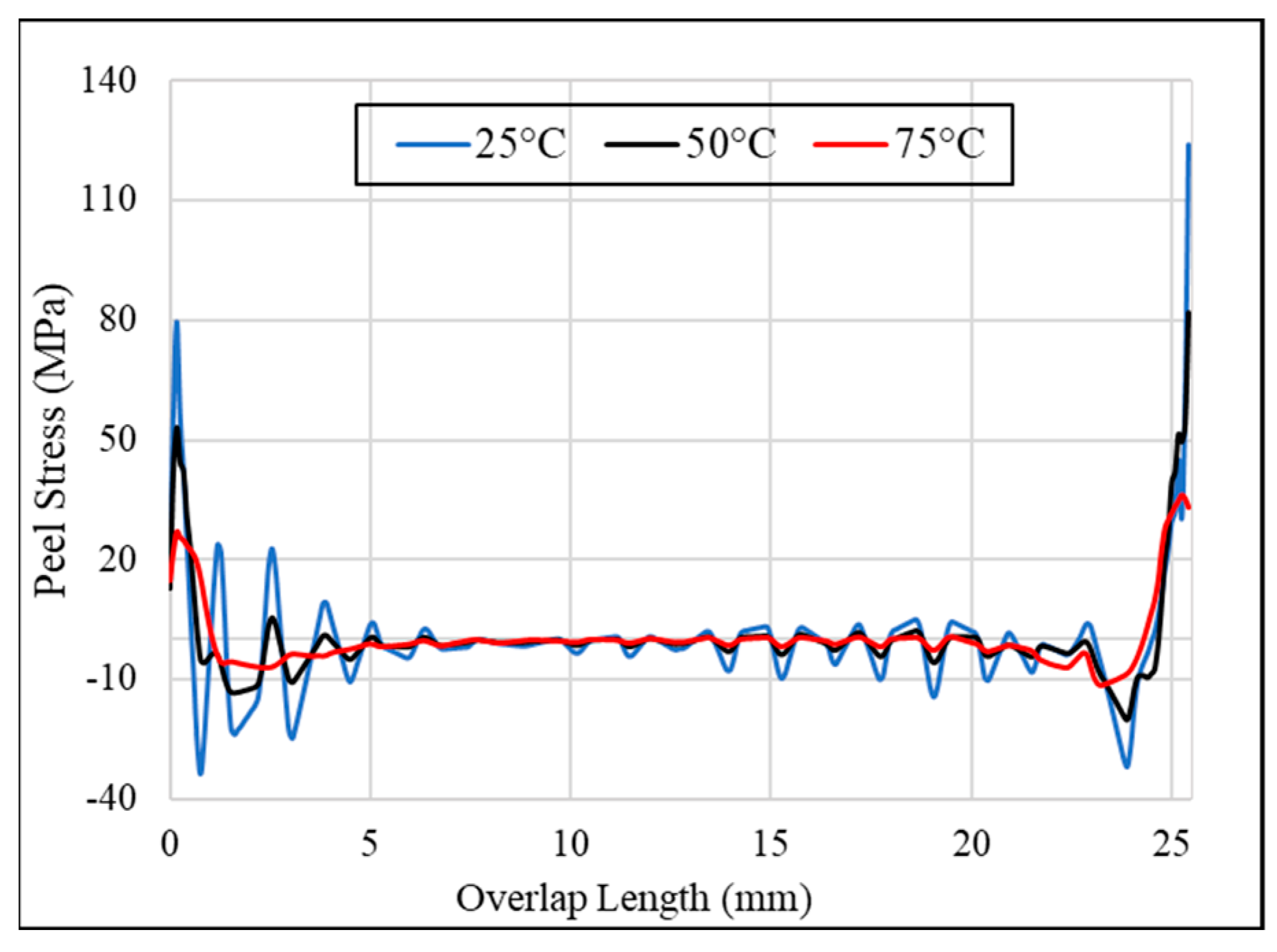
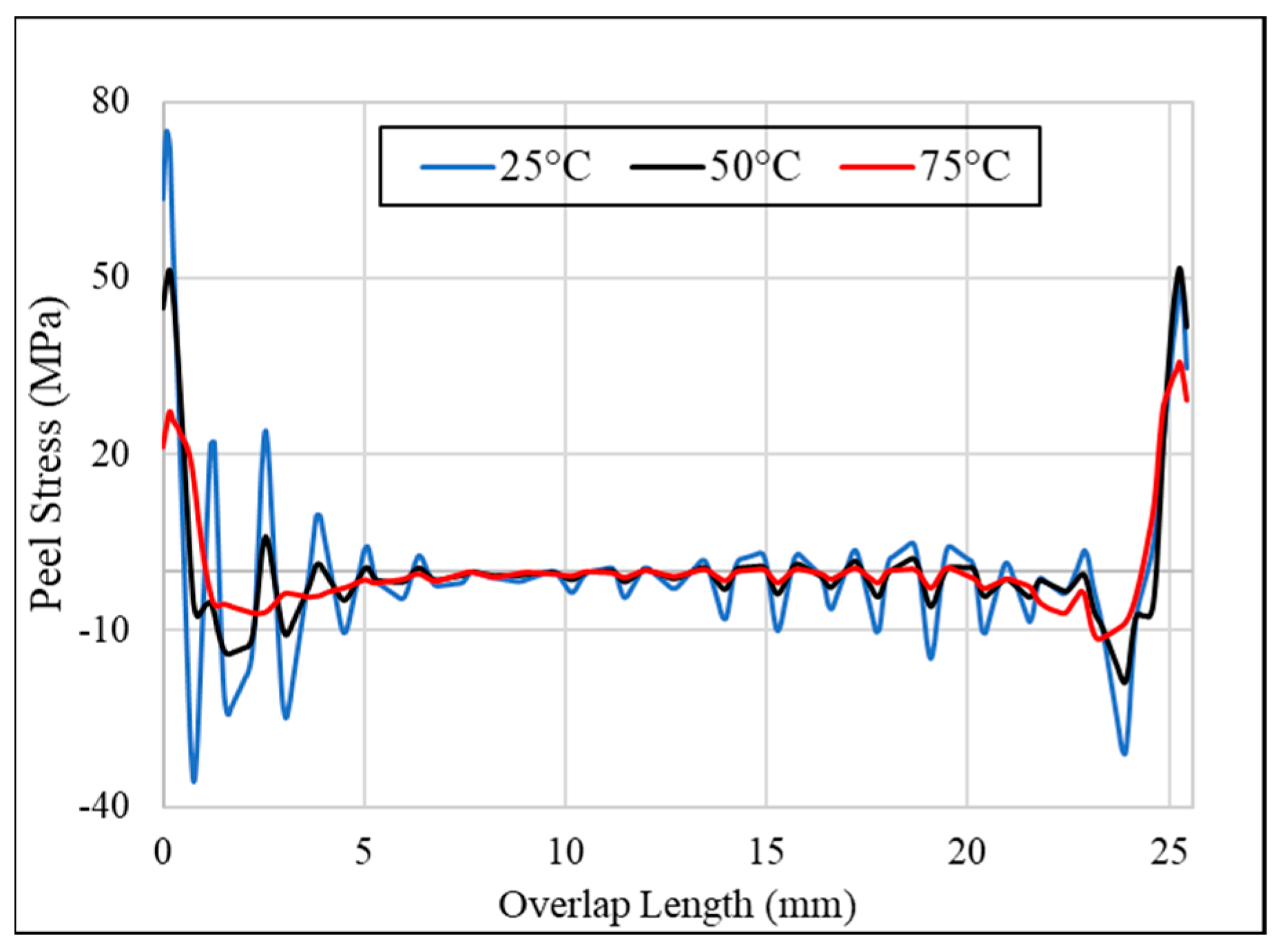
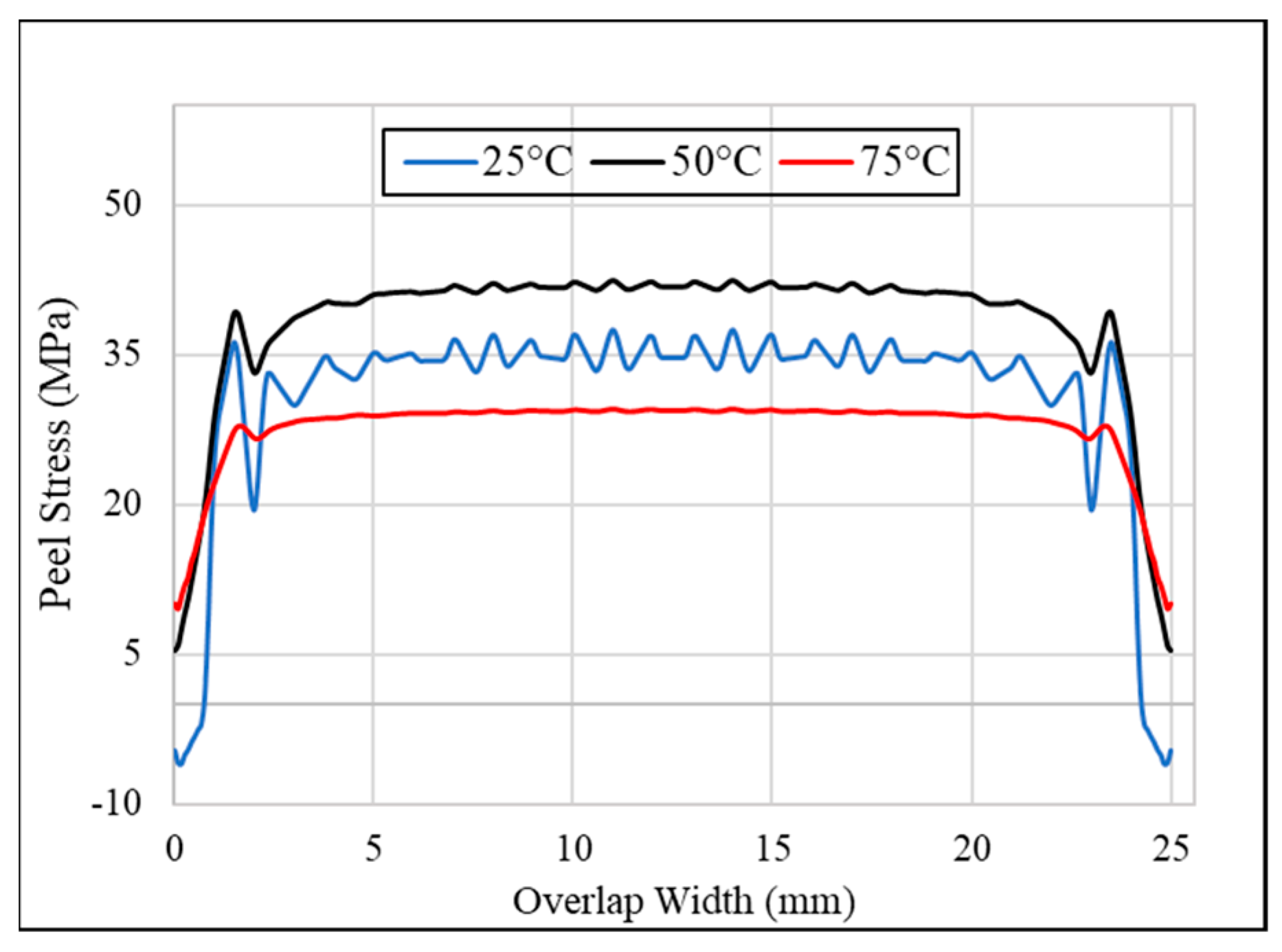
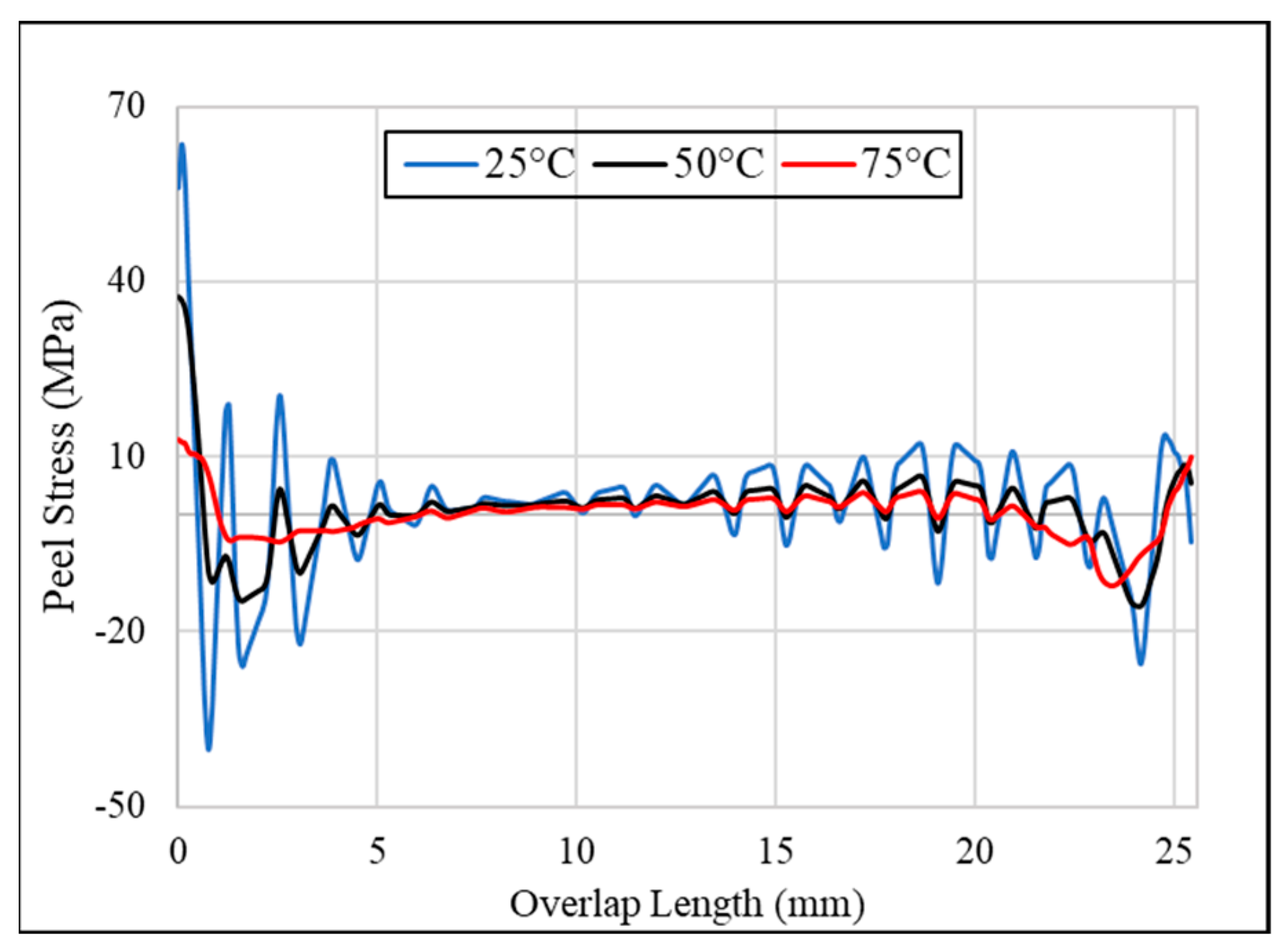
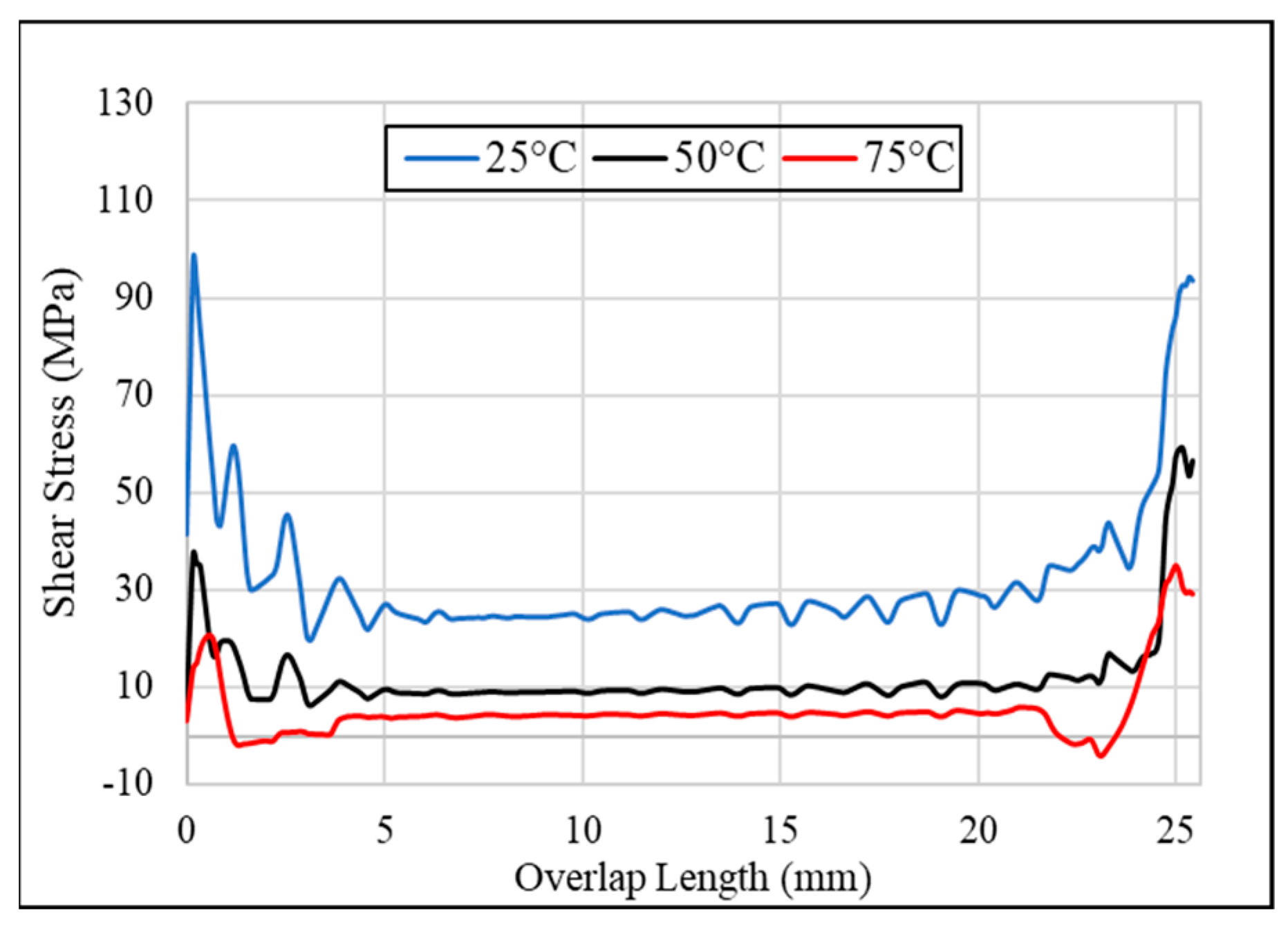
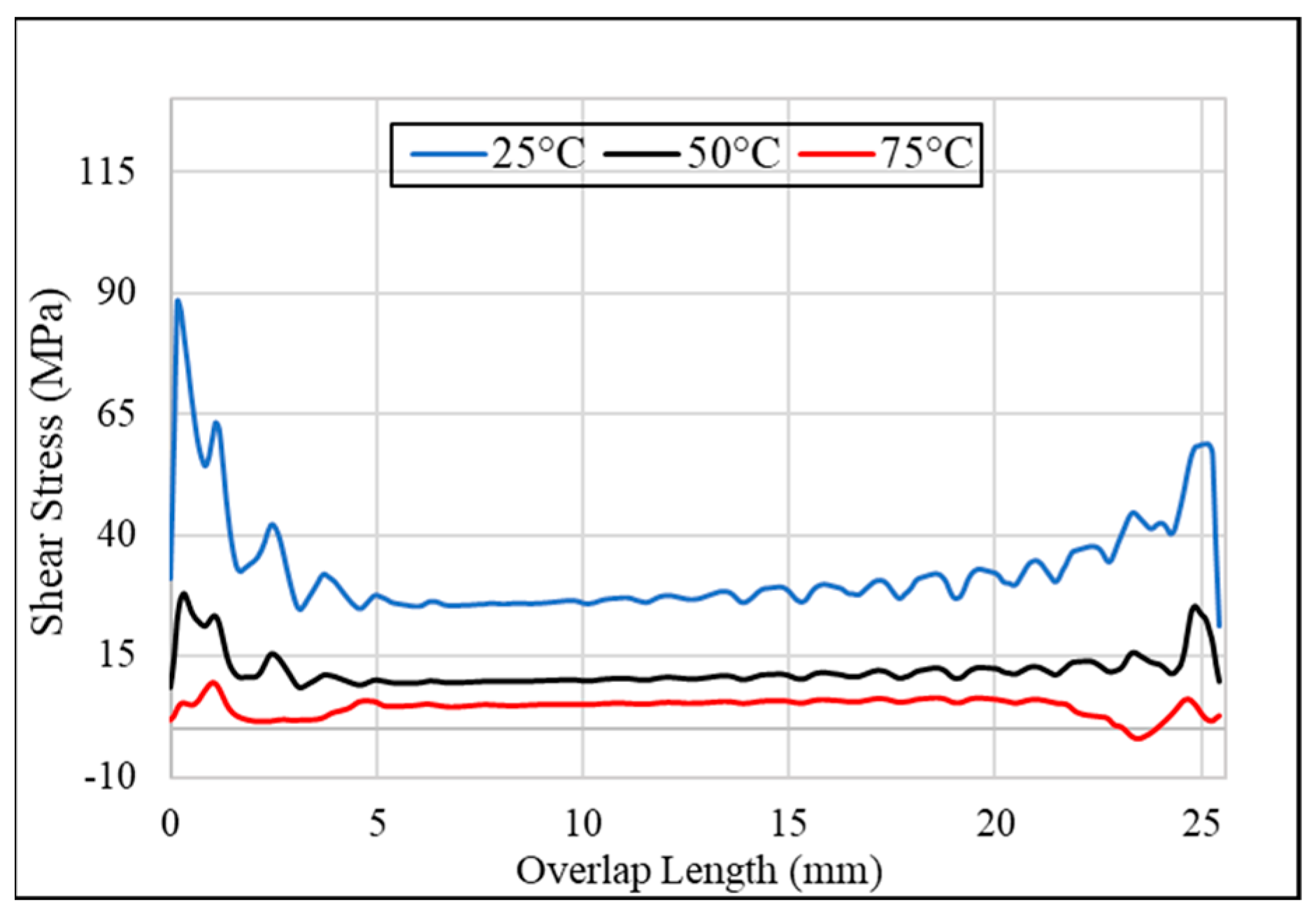
3.2. Effect of Temperature on Peel Stress and Shear Stress of Joint with Pure/Neat Adhesive
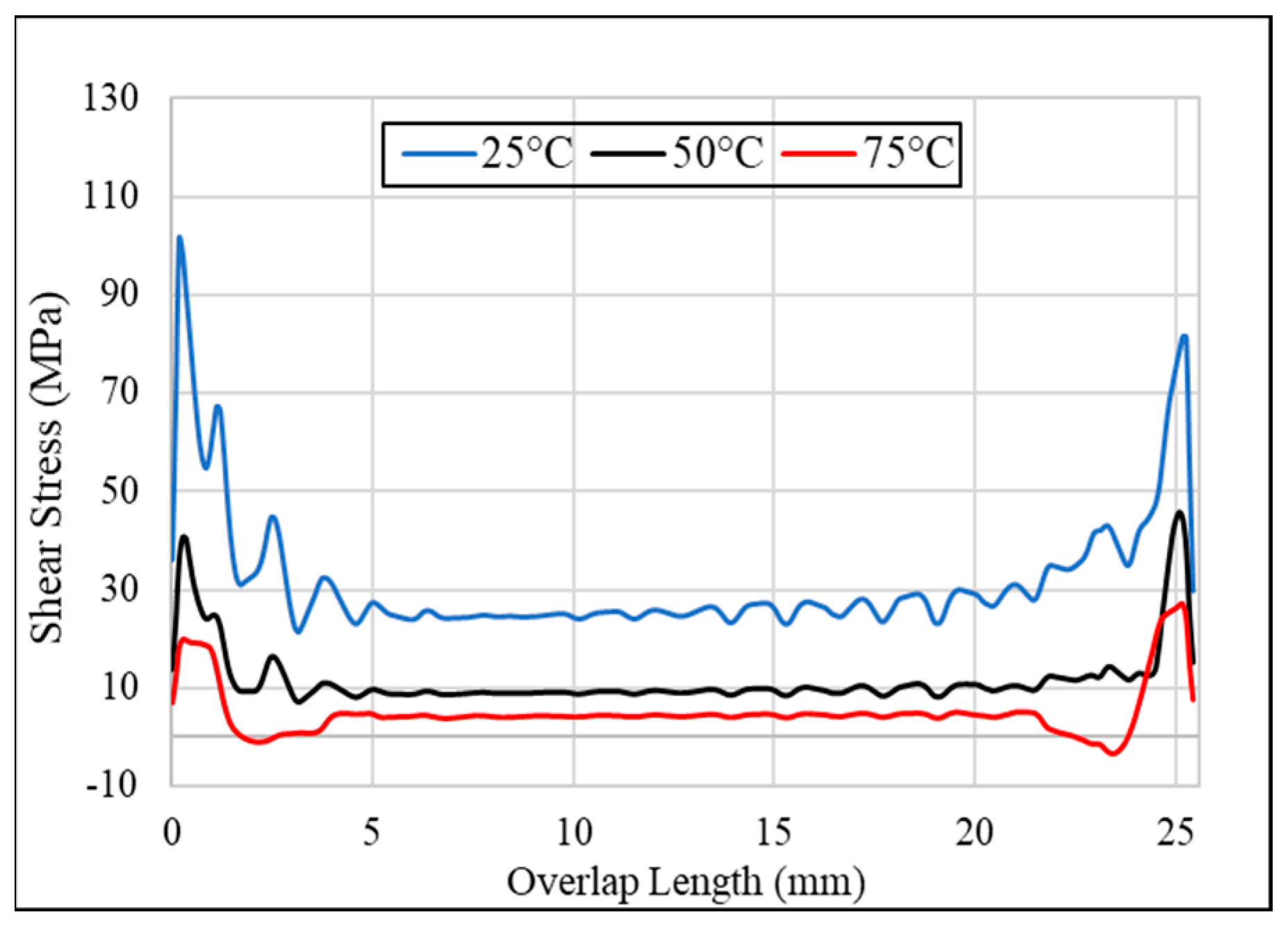
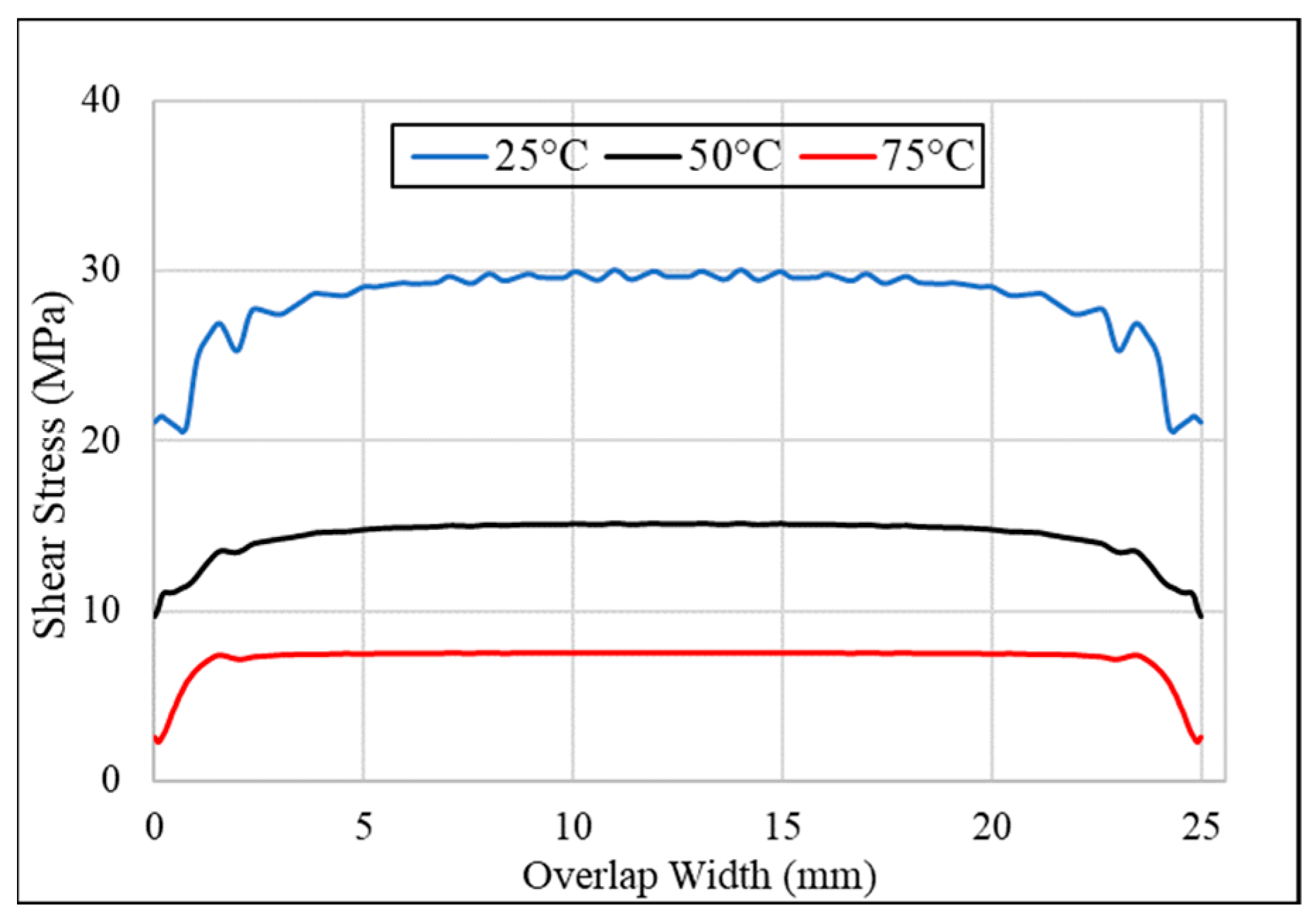
3.3. Effect of Temperature and Alumina Nanoparticles on Peel and Shear Stresses
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Nomenclature
| Al2O3 | Aluminum oxide (alumina) |
| CFRP | Carbon fiber-reinforced polymer |
| SLJs | Single-lap joints |
| FEM | Finite element modeling |
| CZM | Cohesive zone model |
References
- De Vries, K.; Adams, D.O. Mechanical testing of adhesive joints. Chapter 2002, 6, 193–234. [Google Scholar]
- Campilho, R.D.S.G.; De Moura, M.; Ramantani, D.; Morais, J.; Domingues, J. Tensile behaviour of three-dimensional carbon-epoxy adhesively bonded single-and double-strap repairs. Int. J. Adhes. Adhes. 2009, 29, 678–686. [Google Scholar] [CrossRef]
- Li, J.; Yan, Y.; Zhang, T.; Liang, Z. Experimental study of adhesively bonded CFRP joints subjected to tensile loads. Int. J. Adhes. Adhes. 2015, 57, 95–104. [Google Scholar] [CrossRef]
- Alves, D.; Campilho, R.; Moreira, R.; Silva, F.; Da Silva, L. Experimental and numerical analysis of hybrid adhesively-bonded scarf joints. Int. J. Adhes. Adhes. 2018, 83, 87–95. [Google Scholar] [CrossRef]
- Watson, C. Engineering Design with adhesives. In Handbook of Adhesion by D. E. Packham; Sons, J.W., Ed.; Wiley: Hoboken, NJ, USA, 2005. [Google Scholar]
- Dixon, D.G. Aerospace applications of adhesives. In Handbook of Adhesion by D. E. Packham; Sons, J.W., Ed.; Wiley: Hoboken, NJ, USA, 2005. [Google Scholar]
- Kinloch, A.J. Adhesion and Adhesives: Science and Technology; Springer Science & Business Media: Berlin, Germany, 1987. [Google Scholar]
- Adams, R.D.; Comyn, J.; Wake, W.C. Structural Adhesive Joints in Engineering; Springer Science & Business Media: Berlin, Germany, 1997. [Google Scholar]
- Ebnesajjad, S. Adhesives Technology Handbook; William Andrew: Norwich, NY, USA, 2008. [Google Scholar]
- Lucas, F.M.; da Silva, A.Ö.; Adams, R.D. Handbook of Adhesion Technology, 2nd ed.; Springer: Berlin/Heidelberg, Germany, 2011. [Google Scholar]
- Naito, K.; Onta, M.; Kogo, Y. The effect of adhesive thickness on tensile and shear strength of polyimide adhesive. Int. J. Adhes. Adhes. 2012, 36, 77–85. [Google Scholar] [CrossRef]
- Da Silva, L.F.; Lopes, M.J.C. Joint strength optimization by the mixed-adhesive technique. Int. J. Adhes. Adhes. 2009, 29, 509–514. [Google Scholar] [CrossRef]
- Araújo, H.; Machado, J.; Marques, E.; Da Silva, L. Dynamic behaviour of composite adhesive joints for the automotive industry. Compos. Struct. 2017, 171, 549–561. [Google Scholar] [CrossRef]
- Banea, M.; Rosioara, M.; Carbas, R.; Da Silva, L. Multi-material adhesive joints for automotive industry. Compos. Part B Eng. 2018, 151, 71–77. [Google Scholar] [CrossRef]
- Reis, P.N.; Ferreira, J.; Antunes, F. Effect of adherend’s rigidity on the shear strength of single lap adhesive joints. Int. J. Adhes. Adhes. 2011, 31, 193–201. [Google Scholar] [CrossRef]
- Jairaja, R.; Naik, G.N. Single and dual adhesive bond strength analysis of single lap joint between dissimilar adherends. Int. J. Adhes. Adhes. 2019, 92, 142–153. [Google Scholar]
- Korta, J.; Mlyniec, A.; Uhl, T. Experimental and numerical study on the effect of humidity-temperature cycling on structural multi-material adhesive joints. Compos. Part B Eng. 2015, 79, 621–630. [Google Scholar] [CrossRef]
- Ribeiro, T.; Campilho, R.; da Silva, L.F.; Goglio, L. Damage analysis of composite–aluminium adhesively-bonded single-lap joints. Compos. Struct. 2016, 136, 25–33. [Google Scholar] [CrossRef]
- Rahmani, A.; Choupani, N. Experimental and numerical analysis of fracture parameters of adhesively bonded joints at low temperatures. Eng. Fract. Mech. 2019, 207, 222–236. [Google Scholar] [CrossRef]
- Adamvalli, M.; Parameswaran, V. Dynamic strength of adhesive single lap joints at high temperature. Int. J. Adhes. Adhes. 2008, 28, 321–327. [Google Scholar] [CrossRef]
- Nguyen, T.-C.; Bai, Y.; Al-Mahaidi, R.; Zhao, X.-L. Time-dependent behaviour of steel/CFRP double strap joints subjected to combined thermal and mechanical loading. Compos. Struct. 2012, 94, 1826–1833. [Google Scholar] [CrossRef]
- Ashcroft, I.; Hughes, D.; Shaw, S.; Wahab, M.A.; Crocombe, A. Effect of temperature on the quasi-static strength and fatigue resistance of bonded composite double lap joints. J. Adhes. 2001, 75, 61–88. [Google Scholar] [CrossRef]
- Rahmani, A.; Choupani, N.; Kurtaran, H. Thermo-fracture analysis of composite-aluminum bonded joints at low temperatures: Experimental and numerical analyses. Int. J. Adhes. Adhes. 2019, 95, 102422. [Google Scholar] [CrossRef]
- Barbosa, A.Q.; Da Silva, L.; Abenojar, J.; Figueiredo, M.; Öchsner, A. Toughness of a brittle epoxy resin reinforced with micro cork particles: Effect of size, amount and surface treatment. Compos. Part B Eng. 2017, 114, 299–310. [Google Scholar] [CrossRef]
- Jojibabu, P.; Zhang, Y.; Prusty, B.G. A review of research advances in epoxy-based nanocomposites as adhesive materials. Int. J. Adhes. Adhes. 2020, 96, 102454. [Google Scholar] [CrossRef]
- Chu, C.-W.; Zhang, Y.; Obayashi, K.; Kojio, K.; Takahara, A. Single-lap joints bonded with epoxy nanocomposite adhesives: Effect of organoclay reinforcement on adhesion and fatigue behaviors. ACS Appl. Polym. Mater. 2021, 3, 3428–3437. [Google Scholar] [CrossRef]
- da Silva, C.; Barbosa, A.; Carbas, R.; Marques, E.; Akhavan-Safar, A.; Da Silva, L. Influence of cork microparticles on the fracture type in single lap joints. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2021, 235, 497–507. [Google Scholar] [CrossRef]
- Hülagü, B.; Ünal, H.Y.; Acar, V.; Khan, T.; Aydın, M.R.; Aydın, O.A.; Gök, S.; Pekbey, Y.; Akbulut, H. Low-velocity impact and bending response of graphene nanoparticle-reinforced adhesively bonded double strap joints. J. Adhes. Sci. Technol. 2021, 35, 2391–2409. [Google Scholar] [CrossRef]
- Taheri, F. Improvement of the Performance of Structural Adhesive Joints with Nanoparticles and Numerical Prediction of Their Response. In Structural Adhesive Joints: Design, Analysis and Testing; John Wiley & Sons: Hoboken, NJ, USA, 2020; pp. 35–78. [Google Scholar]
- Scarselli, G.; Corcione, C.; Nicassio, F.; Maffezzoli, A. Adhesive joints with improved mechanical properties for aerospace applications. Int. J. Adhes. Adhes. 2017, 75, 174–180. [Google Scholar] [CrossRef]
- Khashaba, U. Dynamic analysis of scarf adhesive joints in CFRP composites modified with Al2O3-nanoparticles under fatigue loading at different temperatures. Compos. Part A Appl. Sci. Manuf. 2021, 143, 106277. [Google Scholar] [CrossRef]
- Gupta, S.K.; Shukla, D.K.; Bharti, A. Effect of alumina nanoparticles on shear strength of epoxy adhesive: Experimental and finite element analysis. In Proceedings of the 2017 International Conference on Advances in Mechanical, Industrial, Automation and Management Systems (AMIAMS), Allahabad, India, 3–5 February 2017; pp. 307–313. [Google Scholar]
- Khashaba, U.; Aljinaidi, A.; Hamed, M. Nanofillers modification of Epocast 50-A1/946 epoxy for bonded joints. Chin. J. Aeronaut. 2014, 27, 1288–1300. [Google Scholar] [CrossRef] [Green Version]
- Nassiraei, H.; Rezadoost, P. Stress Concentration Factors in Tubular T/Y-Joints Strengthened with FRP Subjected to Compressive Load in Offshore Structures. Int. J. Fatigue 2020, 140, 105719. [Google Scholar] [CrossRef]
- Nassiraei, H.; Rezadoost, P. Parametric Study and Formula for SCFs of FRP-Strengthened CHS T/Y-Joints under out-of-Plane Bending Load. Ocean. Eng. 2021, 221, 108313. [Google Scholar] [CrossRef]
- Nassiraei, H.; Rezadoost, P. Stress Concentration Factors in Tubular T/Y-Connections Reinforced with FRP under in-Plane Bending Load. Mar. Struct. 2021, 76, 102871. [Google Scholar] [CrossRef]
- Khashaba, U.; Aljinaidi, A.; Hamed, M. Development of CFRE composite scarf adhesive joints with SiC and Al2O3 nanoparticle. Compos. Struct. 2015, 128, 415–427. [Google Scholar] [CrossRef]
- Taotao, Z.; Wenbo, L.; Wei, X.; Ying, Y. Numerical simulation of single-lap adhesive joint of composite laminates. J. Reinf. Plast. Compos. 2018, 37, 520–532. [Google Scholar] [CrossRef]
- Moya-Sanz, E.M.; Ivañez, I.; Garcia-Castillo, S.K. Effect of the geometry in the strength of single-lap adhesive joints of composite laminates under uniaxial tensile load. Int. J. Adhes. Adhes. 2017, 72, 23–29. [Google Scholar] [CrossRef]
- Elices, M.; Guinea, G.V.; Gómez, J.; Planas, J. The Cohesive Zone Model: Advantages, Limitations and Challenges. Eng. Fract. Mech. 2002, 69, 137–163. [Google Scholar] [CrossRef]






















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material Property | Aluminum 5083 | Neat/Epoxy [37] | STDEV [37] | 1.5 wt% Al2O3/Epoxy [37] | STDEV [37] |
|---|---|---|---|---|---|
| Elastic Modulus (E) (GPa) | 70 | 3.432 | 0.43 | 3.676 | 0.04 |
| Poisson Ratio (v) | 0.33 | 0.32 | - | 0.314 | - |
| Shear Modulus G (GPa) | 26.4 | 1.45 | 0.27 | 1.57 | 0.06 |
| Tensile Strength (MPa) | 317 | 75.53 | 1.56 | 75.88 | 1.85 |
| Shear Strength (MPa) | 190 | 50.71 | 1.35 | 53.91 | 0.52 |
| Material Properties | Value |
|---|---|
| Longitudinal Tensile Modulus; E1 (GPa) | 135 |
| Transverse Tensile Modulus; E2 = E3 (GPa) | 8.8 |
| In-plane Shear Modulus; G12 = G13 (GPa) | 4.5 |
| Transverse Modulus; G23 (GPa) | 4.0 |
| Poisson’s Ratio; v12 = v13 | 0.33 |
| Poisson’s Ratio; v23 | 0.45 |
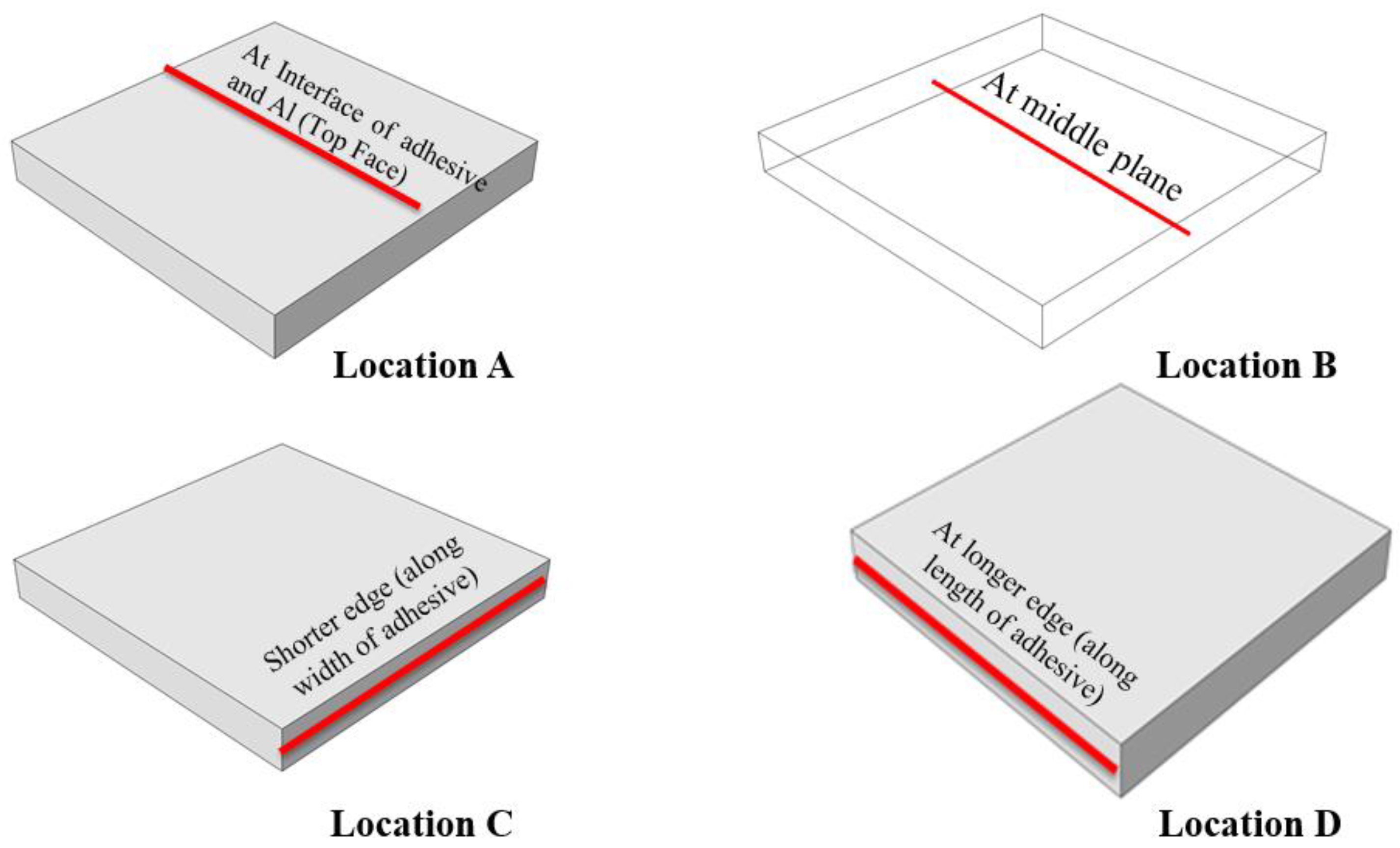
| Top Face (Interface) (Location A) | |||
|---|---|---|---|
| Temperature | 25 °C | 50 °C | 75 °C |
| Peel Stress MPa (Max) | −1.34% | 2.72% | 10.74% |
| Shear Stress MPa (Max) | −19.66% | 7.71% | 8.72% |
| Middle Plane (Location B) | |||
| Temperature | 25 °C | 50 °C | 75 °C |
| Peel Stress MPa (Max) | −2.70% | 5.77% | 11.44% |
| Shear Stress MPa (Max) | −19.45% | 4.96% | 9.21% |
| Shorter Edge (Along Width) (Location C) | |||
| Temperature | 25 °C | 50 °C | 75 °C |
| Peel Stress MPa (Max) | 1.70% | −4.75% | −0.29% |
| Shear Stress MPa (Max) | −4.16% | 7.15% | 14.42% |
| Longer Edge (Along Length) (Location D) | |||
| Temperature | 25 °C | 50 °C | 75 °C |
| Peel Stress MPa (Max) | −0.80% | 6.77% | 21.24% |
| Shear Stress MPa (Max) | −20.72% | 9.06% | 23.83% |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hassan, M.; Mubashar, A.; Masud, M.; Zafar, A.; Umair Ali, M.; Rim, Y.S. Effect of Temperature and Al2O3 NanoFiller on the Stress Field of CFRP/Al Adhesively Bonded Single-Lap Joints. Coatings 2022, 12, 1865. https://doi.org/10.3390/coatings12121865
Hassan M, Mubashar A, Masud M, Zafar A, Umair Ali M, Rim YS. Effect of Temperature and Al2O3 NanoFiller on the Stress Field of CFRP/Al Adhesively Bonded Single-Lap Joints. Coatings. 2022; 12(12):1865. https://doi.org/10.3390/coatings12121865
Chicago/Turabian StyleHassan, Muhammad, Aamir Mubashar, Manzar Masud, Amad Zafar, Muhammad Umair Ali, and You Seung Rim. 2022. "Effect of Temperature and Al2O3 NanoFiller on the Stress Field of CFRP/Al Adhesively Bonded Single-Lap Joints" Coatings 12, no. 12: 1865. https://doi.org/10.3390/coatings12121865