Design and Fabrication of a Thermopile-Based Thin Film Heat Flux Sensor, Using a Lead—Substrate Integration Method

 ,
,
Abstract
:1. Introduction
2. Preparation of Thin Film Heat Flux Sensor
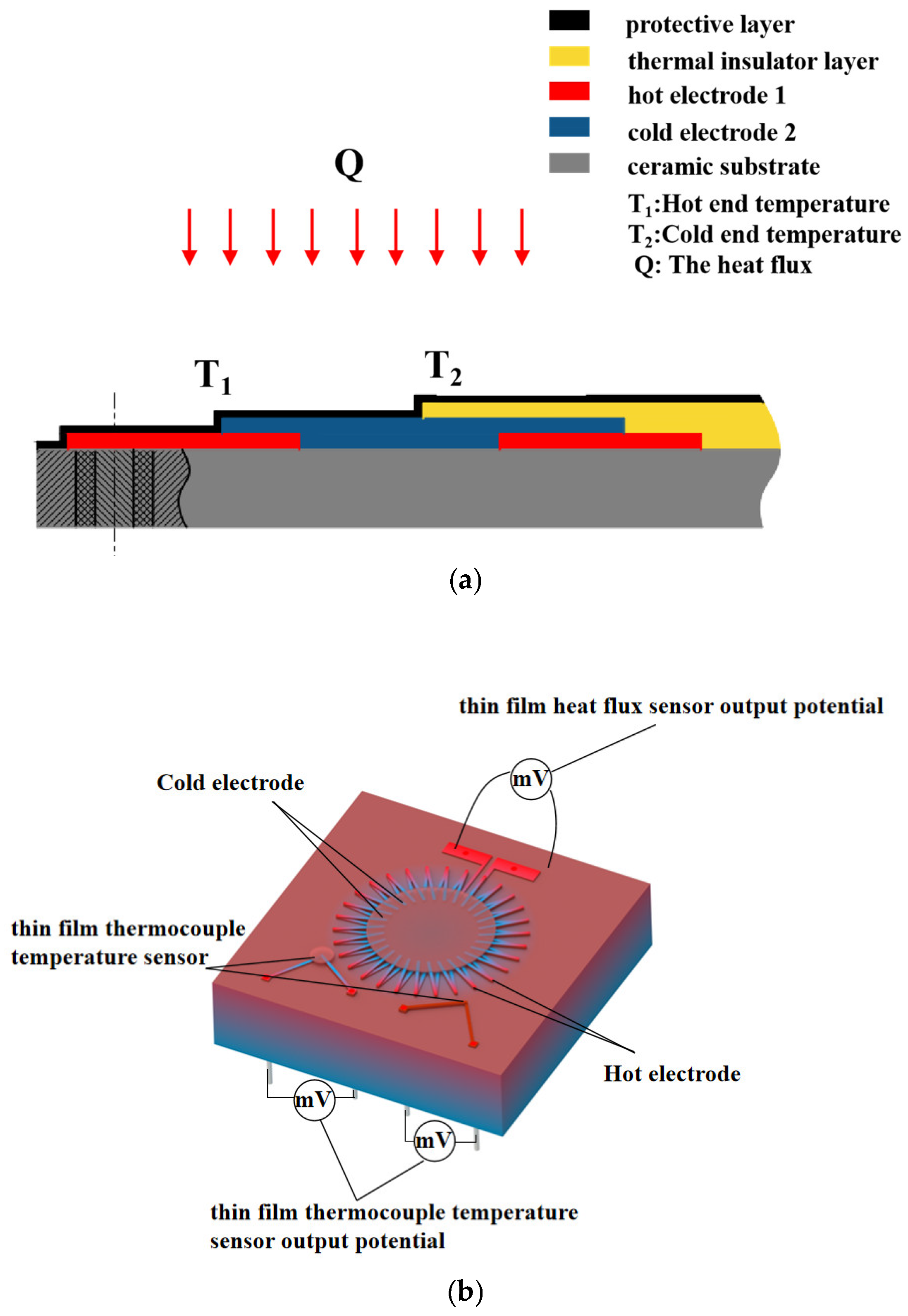
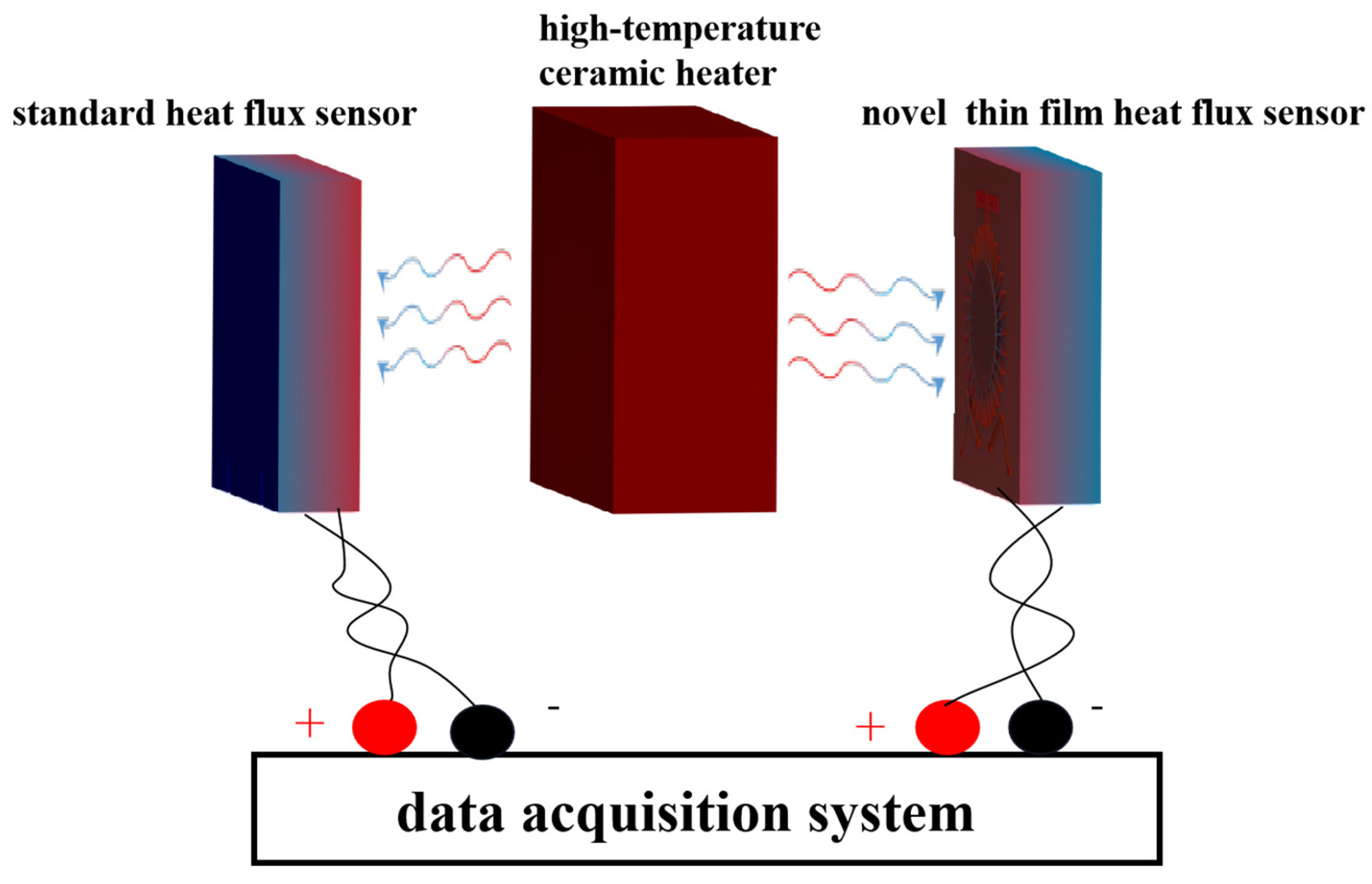
2.1. Working Principle and Structure
2.2. Material Selection
2.3. Fabrication
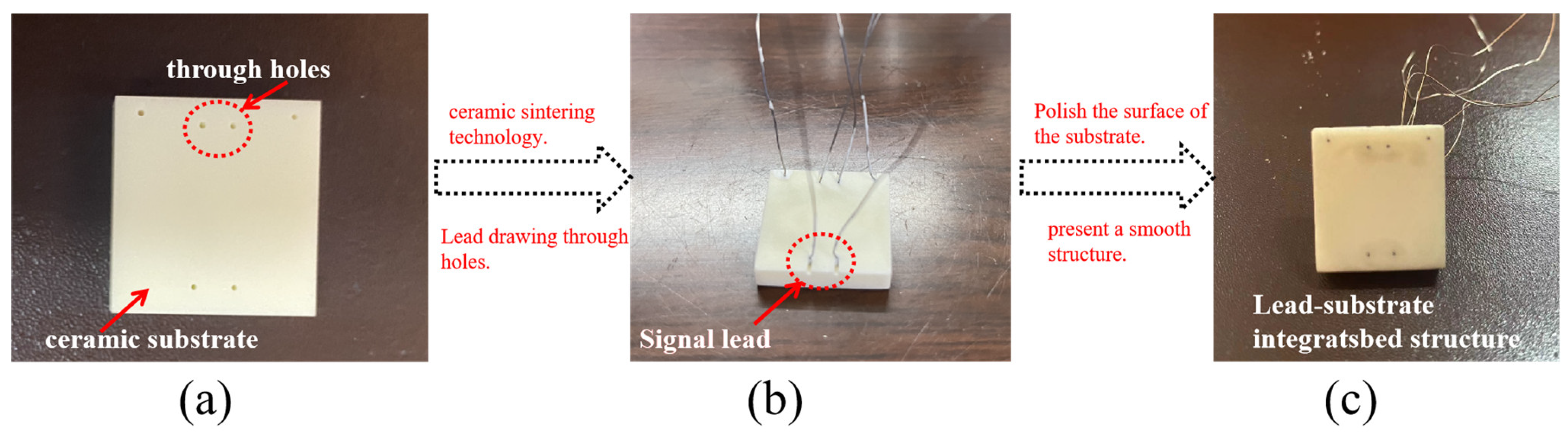
2.3.1. Fabrication of Al2O3 Ceramic Substrate Embedded with Leads
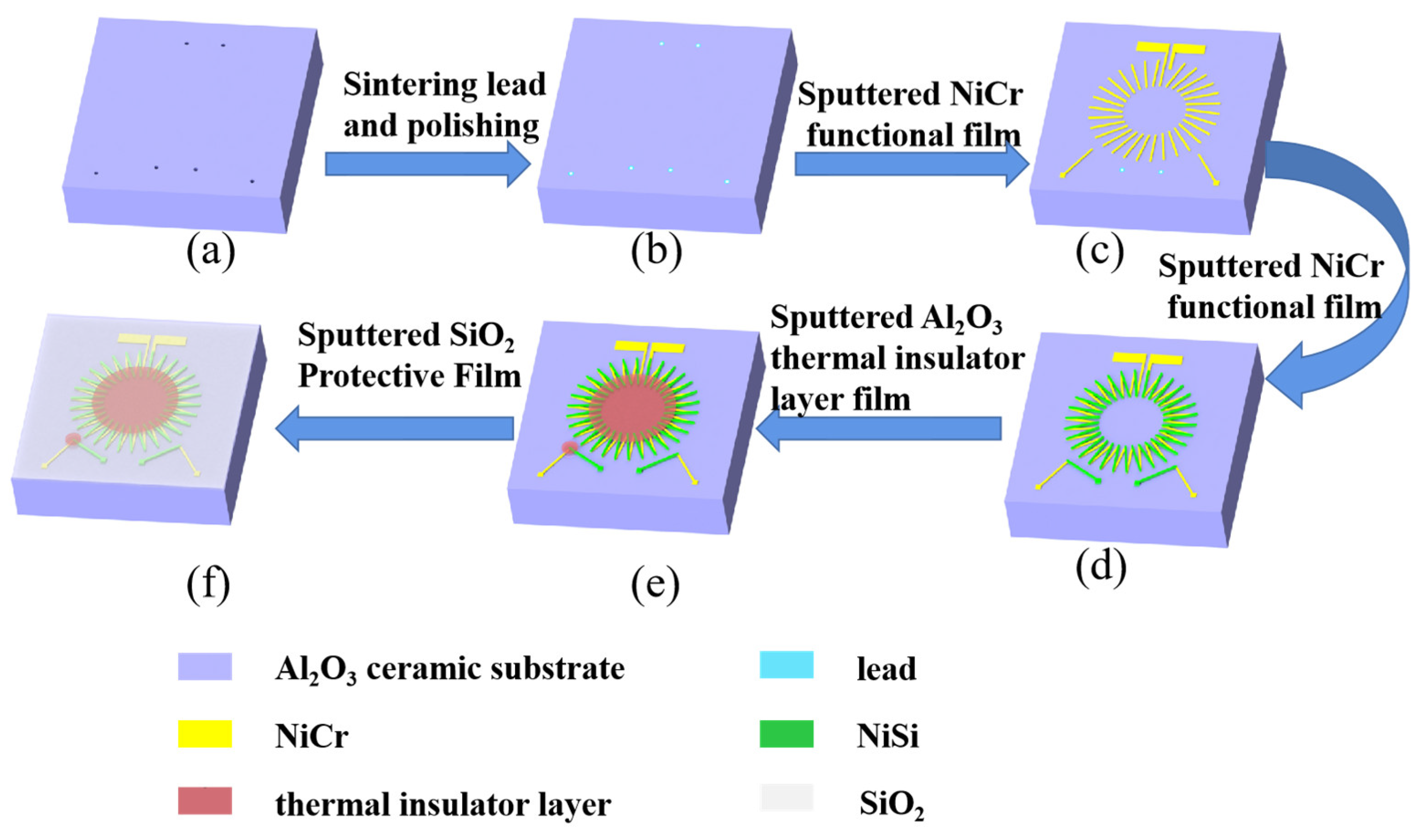
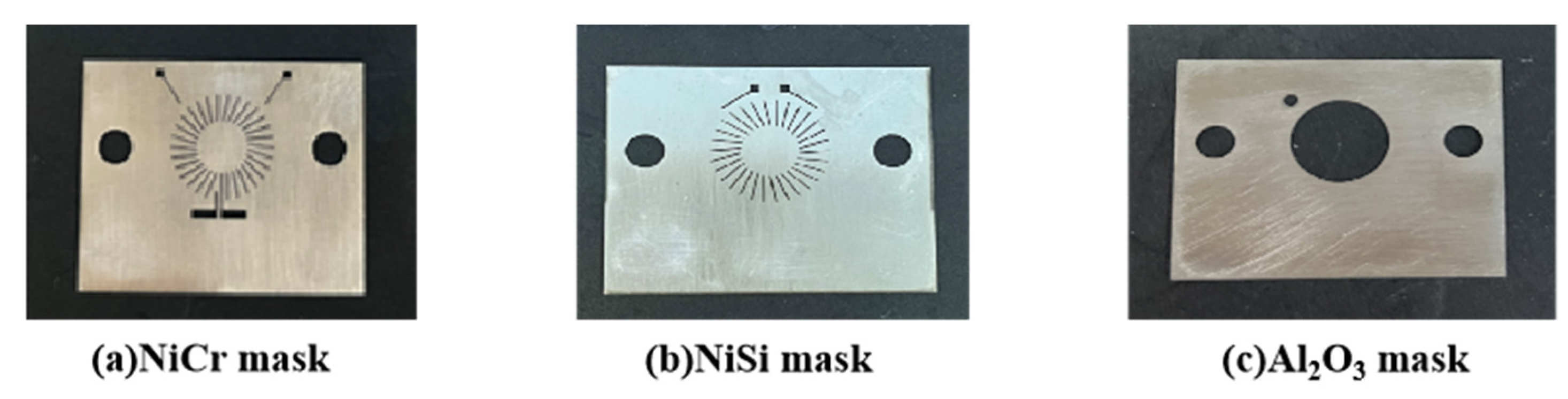
2.3.2. Preparation of Multilayer Composite Nanofilms
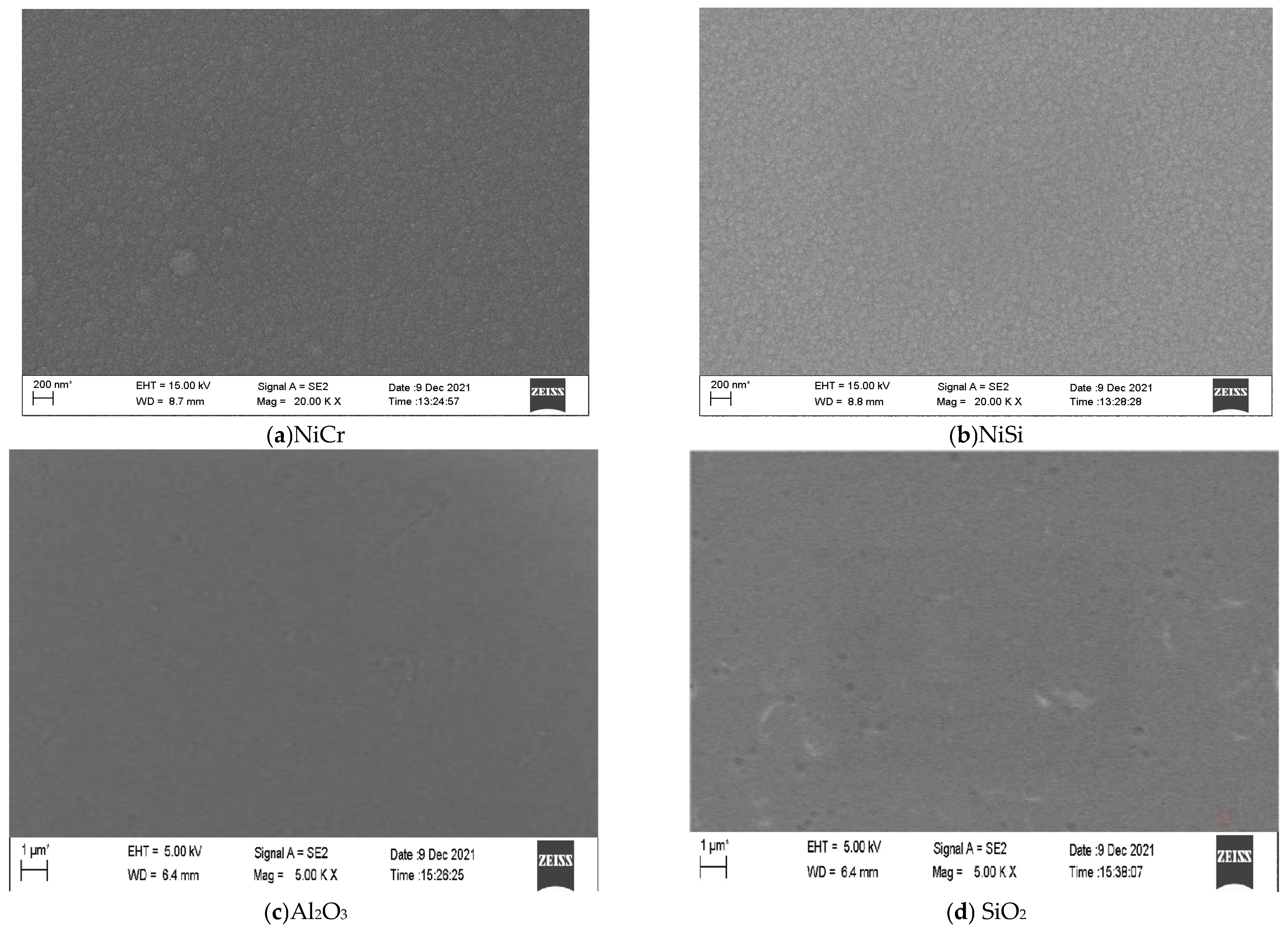
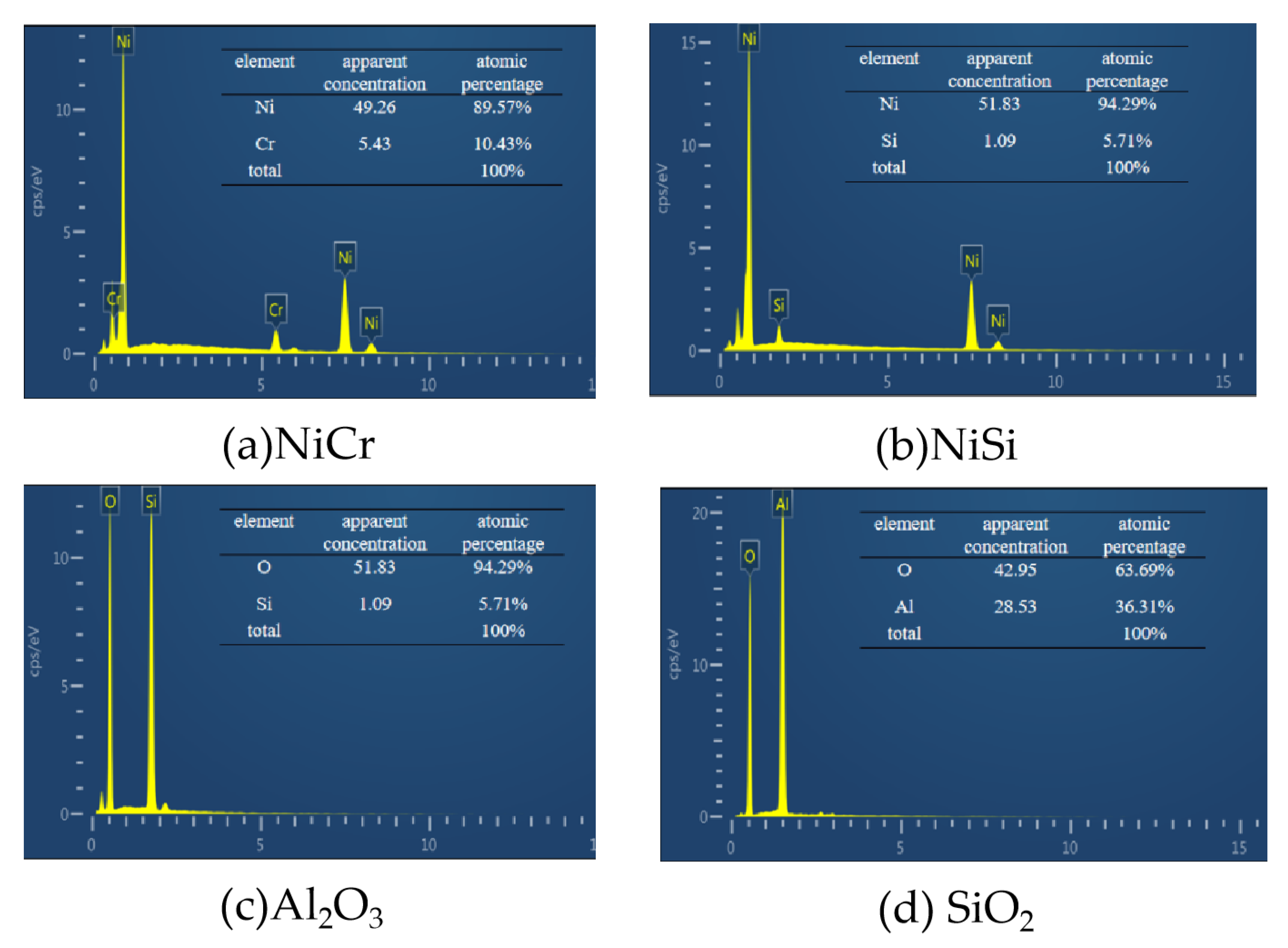
2.3.3. Characterization of Thin Films
3. Calibration and Application of the Novel Thin Film Heat Flux Sensor
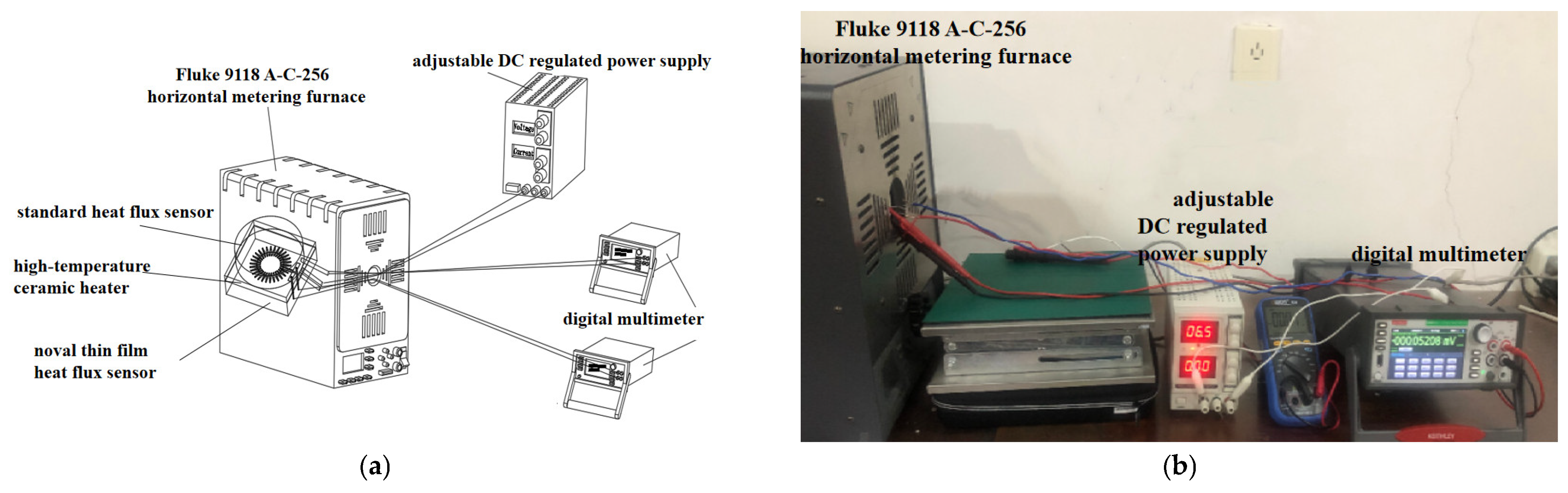
3.1. Sensitivity Calibration Experiment
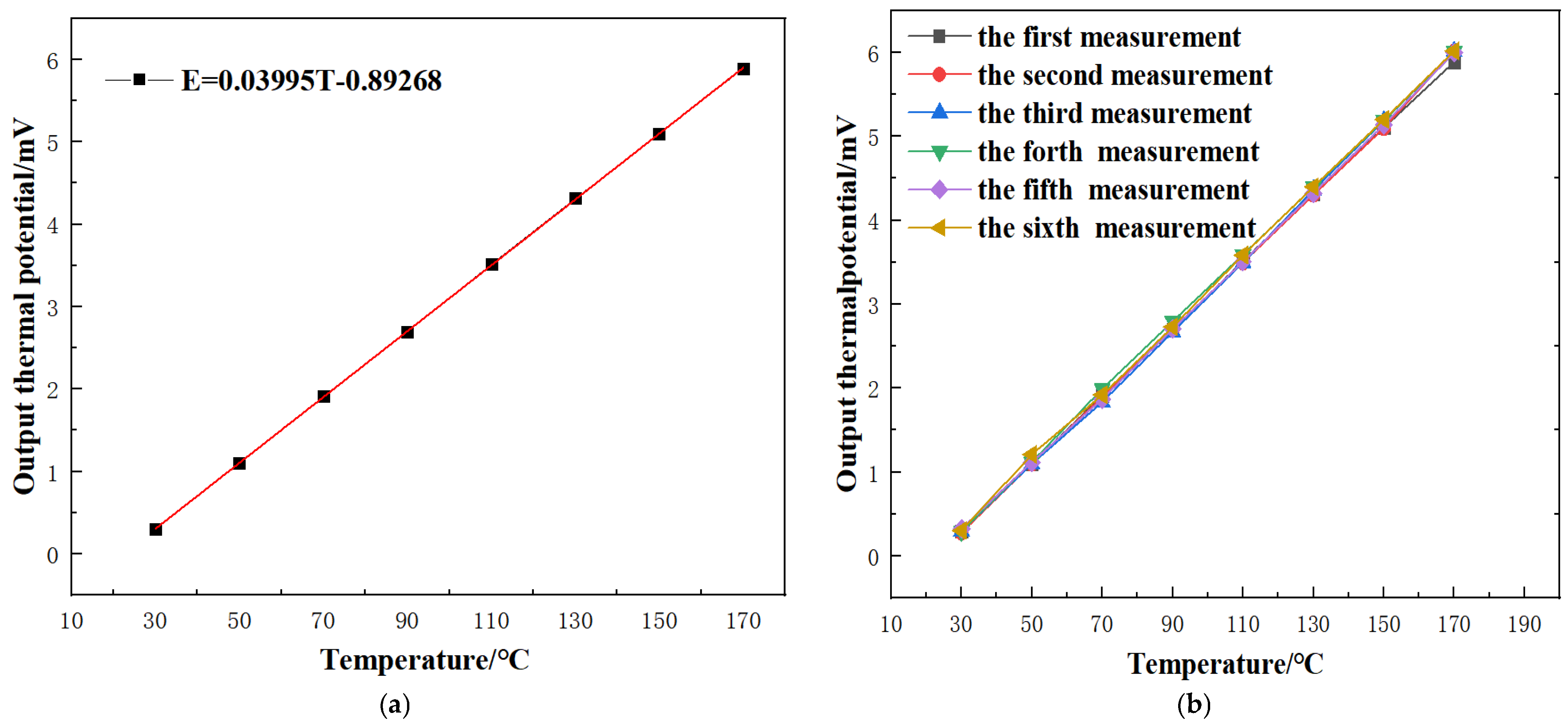
3.1.1. Sensitivity Calibration Experiment of Thin Film Thermocouple Temperature Sensor
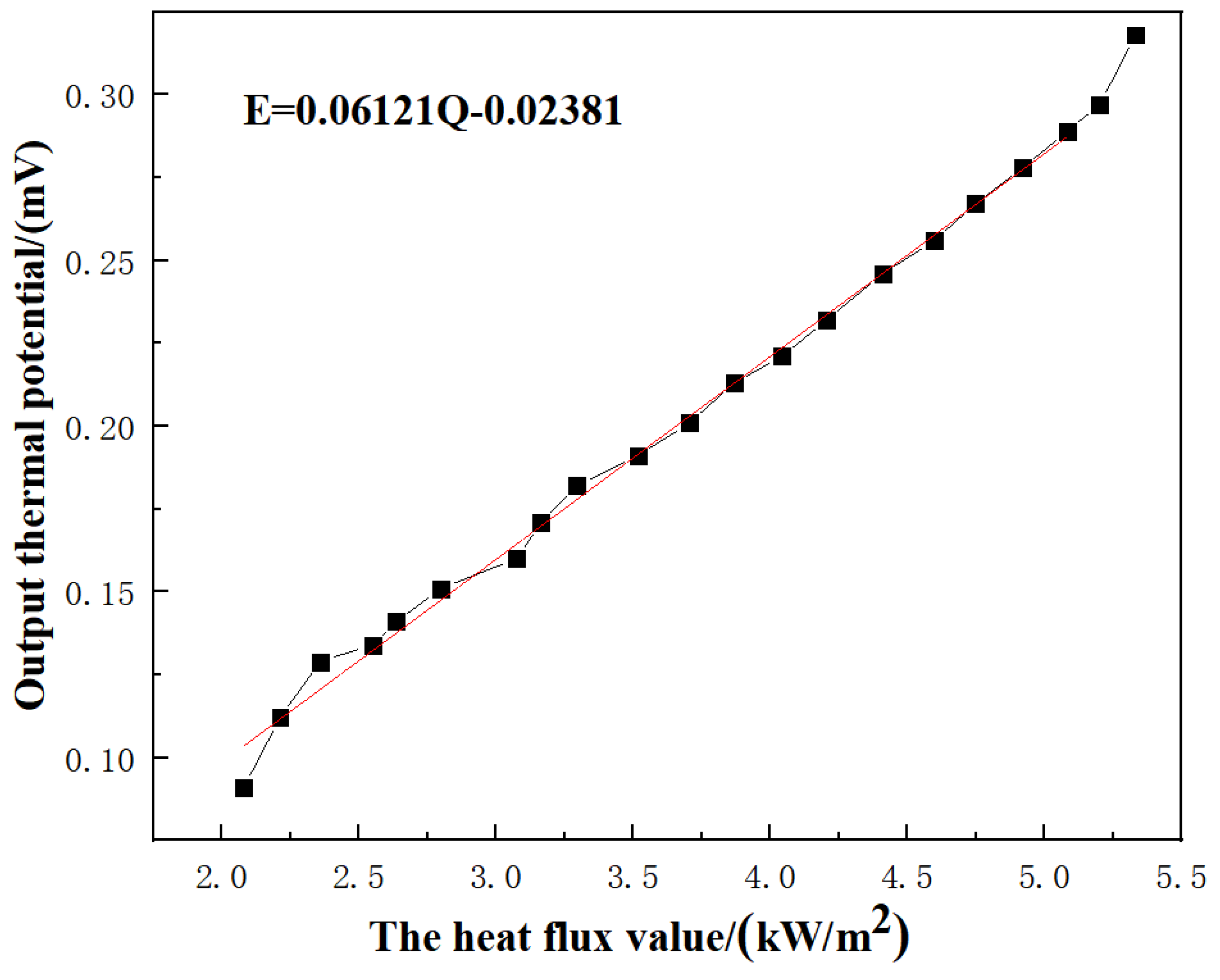
3.1.2. Sensitivity Calibration Experiment of the Novel Thin Film Heat Flux Sensor
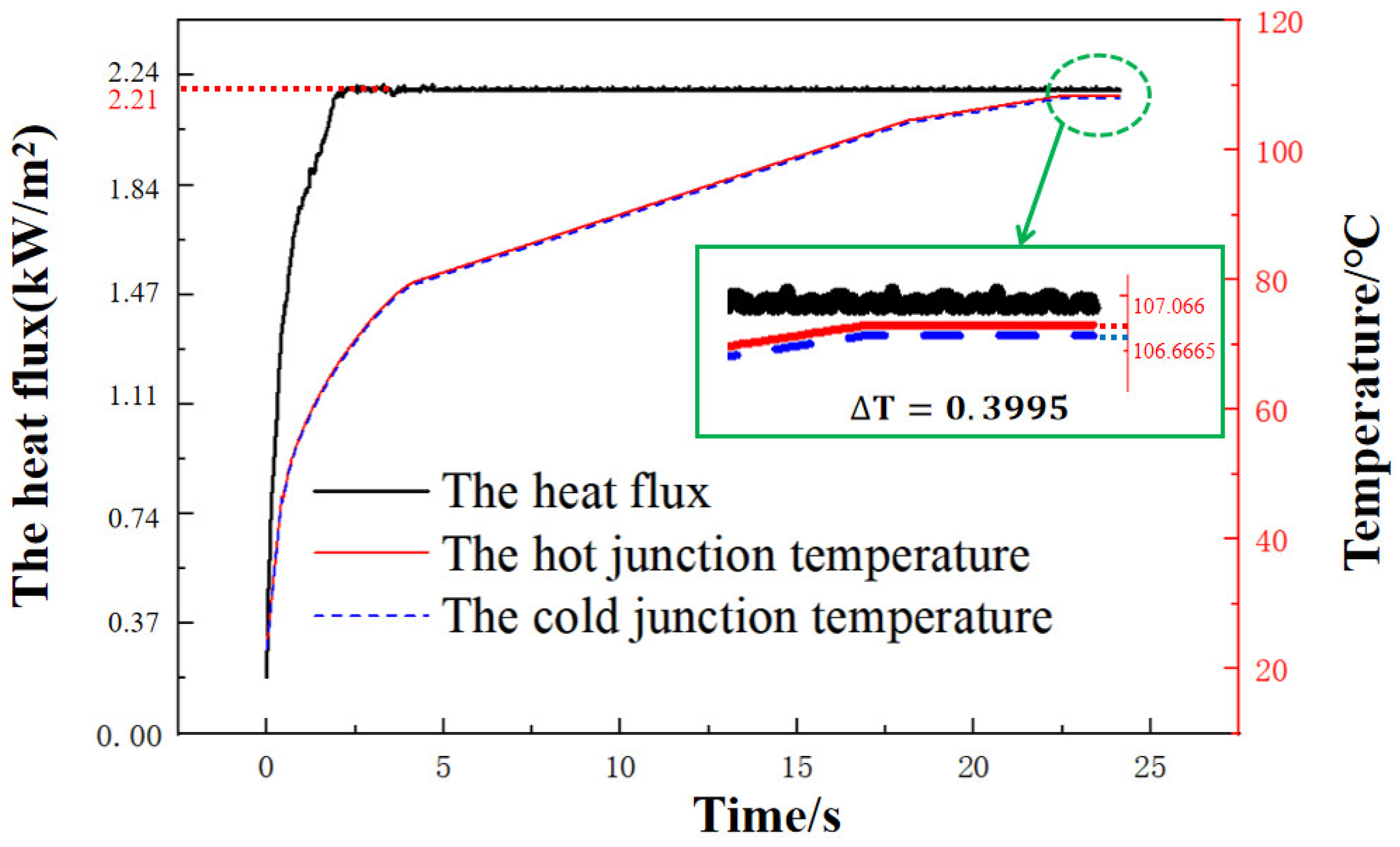
3.2. Response Time Calibration Experiment
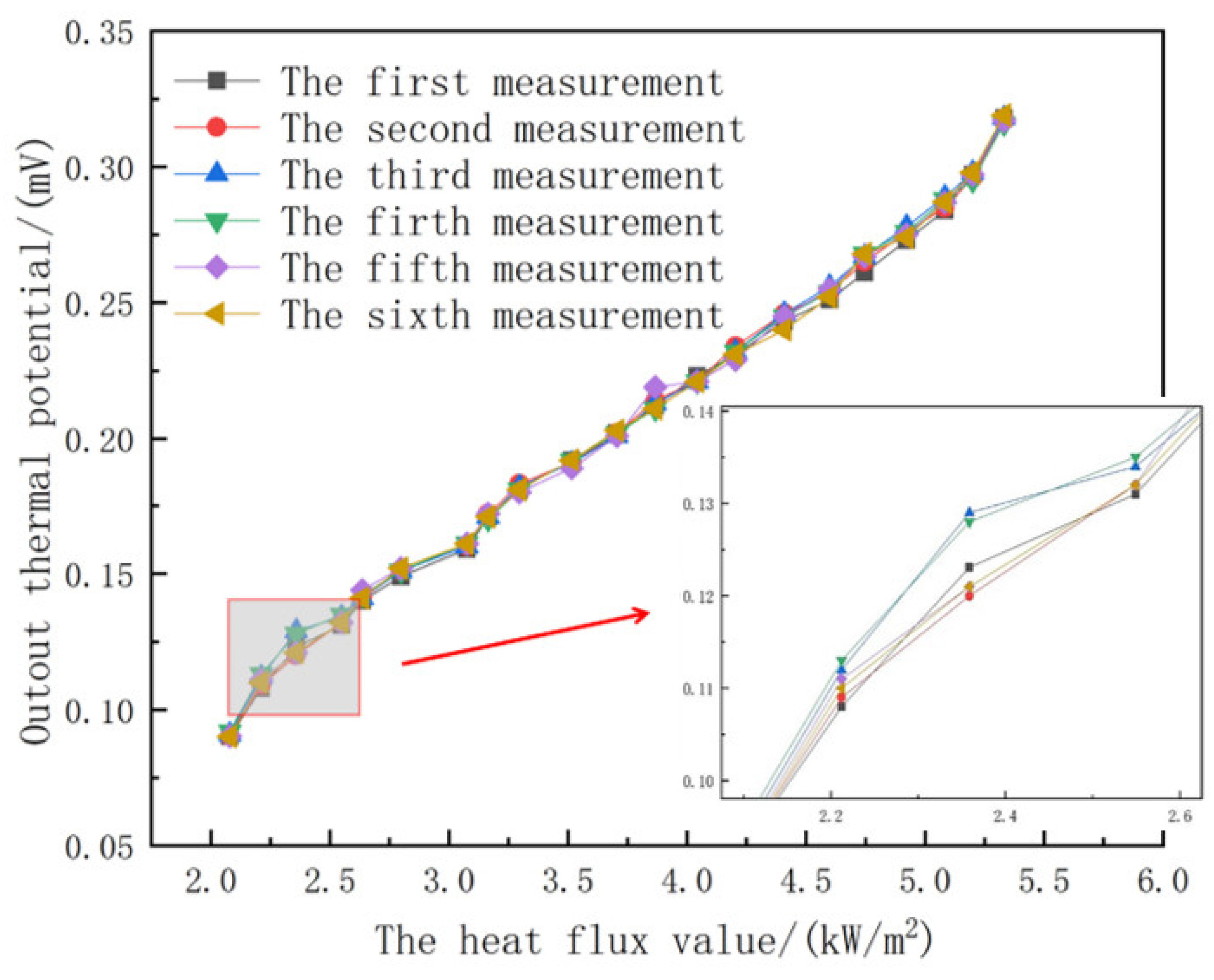
3.3. Repeatability Experiment
3.4. Application
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Siroka, S.; Berdanier, R.A.; Thole, K.A.; Chana, K.; Haldeman, C.W.; Anthony, R.J. Comparison of thin film heat flux gauge technologies emphasizing continuous-duration operation. J. Turbomach. 2020, 142, 091001. [Google Scholar] [CrossRef]
- Belcastro, C.M.; Foster, J.V.; Shah, G.H.; Gregory, I.M.; Cox, D.E.; Crider, D.A.; Groff, L.; Newman, R.L.; Klyde, D.H. Aircraft loss of control problem analysis and research toward a holistic solution. J. Guid. Control. Dyn. 2017, 40, 733–775. [Google Scholar] [CrossRef]
- Muhammad, H.M.; Krawczuk, M.; Shahzad, H. An overview of heat transfer enhancement based upon nanoparticles influenced by induced magnetic field with slip condition via finite element strategy. Acta Mech. Autom. 2022, 16, 200–206. [Google Scholar]
- Wu, J.; Wu, Z.; Ding, H.; Wei, Y.; Yang, X.; Li, Z.; Yang, B.R.; Liu, C.; Qiu, L.; Wang, X. Multifunctional and high-sensitive sensor capable of detecting humidity, temperature, and flow stimuli using an integrated microheater. ACS Appl. Mater. Interfaces 2019, 11, 43383–43392. [Google Scholar] [CrossRef]
- Nagaiah, N.R.; Geiger, C.D. Evolutionary numerical simulation approach for design optimization of gas turbine blade cooling channels. Int. J. Simul. Multidiscip. Des. Optim. 2014, 5, 22. [Google Scholar] [CrossRef]
- Gifford, A.R.; Hubble, D.O.; Pullins, C.A.; Diller, T.E.; Huxtable, S.T. Durable heat flux sensor for extreme temperature and heat flux environments. J. Thermophys. Heat Transf. 2010, 24, 69–76. [Google Scholar] [CrossRef]
- Zhang, C.; Huang, J.; Li, J.; Yang, S.; Ding, G.; Dong, W. Design, fabrication and characterization of high temperature thin film heat flux sensors. Microelectron. Eng. 2019, 217, 111128. [Google Scholar] [CrossRef]
- Jadhav, A.; Peetala, R.; Kulkarni, V. Multi-walled carbon nano-tubes for performance enhancement of thin film heat flux sensors. Heat Mass Transf. 2020, 56, 1537–1549. [Google Scholar] [CrossRef]
- Mohammad-Rezaei, R.; Massoumi, B.; Abbasian, M.; Rezaei, A.; Samadian, H.; Jaymand, M. Conducting polymer-based electrically conductive adhesive materials: Design, fabrication, properties, and applications. J. Mater. Sci. Mater. Electron. 2020, 31, 10947–10961. [Google Scholar]
- Said, Z.; Ghodbaned, M.; Sundar, S.; Kumar Tiwari, A.; Sheikholeslami, M.; Boumeddane, B. Heat transfer, entropy generation, economic and envirnmental analyses of linear Fresnel reflector using novel rGO-Co3O4 hybrid nanofluids. Renew. Energy 2021, 165, 420–437. [Google Scholar] [CrossRef]
- Hilgert, C.; Howar, F.; Röger, M. Flow through calorimeter to measure fluid heat capacity in CSP applications. Sol. Energy 2019, 194, 804–814. [Google Scholar] [CrossRef]
- Li, Z.; Yin, J.; Wang, G.; Liang, H.; Zhang, C.; Huang, M.; Liu, Y.; Zhang, J. Dynamic Calibration of a Thin-Film Heat-Flux Sensor in Time and Frequency Domains. Sensors 2022, 22, 5294. [Google Scholar] [CrossRef]
- Jasperson, B.A.; Schmale, J.; Qu, W.; Pfefferkorn, F.E.; Turner, K.T. Thin film heat flux sensors fabricated on copper substrates for thermal measurements in microfluidic environments. J. Micromech. Microeng. 2014, 24, 125018. [Google Scholar] [CrossRef] [Green Version]
- Zribia, A.; Barthèsa, M.; Bégota, S.; Lanzettaa, F.; Rauchb, J.Y.; Moutarlierc, V. Design, fabrication and characterization of thin film resistances for heat flux sensing application. Sens. Actuators A Phys. 2016, 245, 26–39. [Google Scholar] [CrossRef]
- Schwentenwein, M.; Homa, J. Additive manufacturing of dense alumina ceramics. Int. J. Appl. Ceram. Technol. 2015, 12, 1–7. [Google Scholar] [CrossRef]
- Fu, L.; Huang, A.; Gu, H.; Ni, H. Properties and microstructures of lightweight alumina containing different types of nano-alumina. Ceram. Int. 2018, 44, 17885–17894. [Google Scholar] [CrossRef]
- Karthikeyan, B.; Hariharana Ary, S.; Gayathri, S.V.; Arun, T.; Akbari-Fakhrabadib, A.; Madhumitha, C. Optical, vibrational and fluorescence recombination pathway properties of nano SiO2-PVA composite films. Opt. Mater. 2019, 90, 139–144. [Google Scholar] [CrossRef]
- Liu, Y.; Liu, H.; Zhang, Y.; Zhao, S.; Li, Y.; Wang, Z.; Li, G.; Wang, H.; Jiang, W.; Liu, C.; et al. A simple way to investigate the temperature of film growth surface during sputtering process. Mod. Phys. Lett. B 2019, 33, 1950359. [Google Scholar] [CrossRef]
- Keltner, N.R. Heat Flux Measurements: Theory and Applications. In Thermal Measurements in Electronic Cooling; CRC Press: Boca Raton, FL, USA, 2020; pp. 273–320. [Google Scholar]
- Pullins, C.A.; Diller, T.E. In situ high temperature heat flux sensor calibration. Int. J. Heat Mass Transf. 2010, 53, 3429–3438. [Google Scholar] [CrossRef]
- Li, L.; Wang Fan, X. Development of integrated high temperature sensor for simultaneous measurement of wall heat flux and temperature. Rev. Sci. Instrum. 2012, 83, 074901. [Google Scholar] [CrossRef] [Green Version]
- Wang, D.H.; Wang, M.Z.; Peng, Y.H.; Zhang, Y. Printed circuit board process based thermopile-type heat flux sensor used for monitoring chips. Appl. Therm. Eng. 2022, 205, 117860. [Google Scholar] [CrossRef]
- Tian, W.; Wang, Y.; Zhou, H.; Wang, Y.; Li, T. Micromachined thermopile based high heat flux sensor. J. Microelectromechanical Syst. 2019, 29, 36–42. [Google Scholar] [CrossRef]
- Mercado, M.; Wong, N.; Hartwig, J. Assessment of two-phase heat transfer coefficient and critical heat flux correlations for cryogenic flow boiling in pipe heating experiments. Int. J. Heat Mass Transf. 2019, 133, 295–315. [Google Scholar] [CrossRef]
- Hafeez, M.B.; Krawczuk, M.; Nisar, K.S.; Shahzad, H. A finite element analysis of thermal energy inclination based on ternary hybrid nanoparticles influenced by induced magnetic field. Int. Commun. Heat Mass Transf. 2022, 135, 106074. [Google Scholar] [CrossRef]
- Su-Yuan, B.; Zhen-An, T.; Zheng-Xing, H.; Huang, Z.-X. Thermal conductivity measurement of submicron-thick aluminium oxide thin films by a transient thermo-reflectance technique. Chin. Phys. Lett. 2008, 25, 593. [Google Scholar] [CrossRef]
- Kato, R.; Maesono, A.; Tye, R.P. Thermal conductivity measurement of submicron-thick films deposited on substrates by modified ac calorimetry (laser-heating Ångstrom method). Int. J. Thermophys. 2001, 22, 617–629. [Google Scholar] [CrossRef]
- Behkam, B.; Yang, Y.; Asheghi, M. Thermal property measurement of thin aluminum oxide layers for giant magnetoresistive (GMR) head applications. Int. J. Heat Mass Transf. 2005, 48, 2023–2031. [Google Scholar] [CrossRef]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Materials | Thermal Conductivity (w/m × k) | Thermal Expansion Coefficient | Long-Term Service Temperature °C |
|---|---|---|---|
| Polyimide | 0.2 | 1600 | 300 |
| SiO2 | 0.63 | 1800 | 1200 |
| Al2O3 | 1.7 | 1500 | 1400 |
| Coating Material | Vacuum Degree/pa | Working Gas | Working Pressure/pa | Flow/Sccm | Sputtering Power/w | Sputtering Time/min |
|---|---|---|---|---|---|---|
| NiCr | 6.0 × 10−3 | Ar | 0.6 | 20 | 150 | 18 |
| NiSi | 6.0 × 10−3 | Ar | 0.6 | 20 | 150 | 24 |
| Al2O3 | 6.0 × 10−3 | Ar/O2 | 0.6 | 20/8 | 400 | 330 |
| SiO2 | 6.0 × 10−3 | Ar/O2 | 0.6 | 20/8 | 200 | 60 |
| Temperature/°C | 30 | 50 | 70 | 90 | 110 | 130 | 150 | 170 |
|---|---|---|---|---|---|---|---|---|
| Output thermal potential | 0.301 | 1.101 | 1.911 | 2.692 | 3.515 | 4.313 | 5.101 | 5.885 |
| Standard Heat Flux Value of the Sensor/(kW/m2) | 2.08 | 2.2 | 2.36 | 2.55 | 2.64 | 2.80 | 3.08 | 3.16 |
|---|---|---|---|---|---|---|---|---|
| Thermoelectric potential of novel heat flux sensor to be calibrated/mV | 0.091 | 0.112 | 0.129 | 0.134 | 0.141 | 0.151 | 0.160 | 0.171 |
| Standard heat flux value of sensor/(kW/m2) | 3.30 | 3.52 | 3.71 | 3.87 | 4.04 | 4.20 | 4.41 | 4.60 |
| Thermoelectric potential of novel heat flux sensor to be calibrated/mV | 0.182 | 0.191 | 0.201 | 0.213 | 0.221 | 0.232 | 0.246 | 0.256 |
| Researcher | Response Time |
|---|---|
| In this paper | 475 ms |
| Congchun Zhang [7] | 10 s |
| Xuejun Fan [21] | 6 s |
| DH Wang [22] | 5 s |
| Heat Flux kW/m2 | The First Test/mV | The Second Test/mV | The Third Test/mV | The Fourth Test/mV | The Fifth Test/mV | The Sixth Test/mV | Repeatability Error |
|---|---|---|---|---|---|---|---|
| 2.0803 | 0.0901 | 0.0902 | 0.091 | 0.092 | 0.0903 | 0.0901 | 1.55% |
| 2.21215 | 0.108 | 0.109 | 0.112 | 0.113 | 0.111 | 0.11 | 0.84% |
| 2.35865 | 0.1231 | 0.12 | 0.129 | 0.128 | 0.121 | 0.121 | 0.81% |
| 2.5491 | 0.131 | 0.132 | 0.134 | 0.135 | 0.132 | 0.132 | 0.59% |
| 2.637 | 0.14 | 0.141 | 0.141 | 0.142 | 0.144 | 0.141 | 0.67% |
| 2.79815 | 0.149 | 0.151 | 0.151 | 0.151 | 0.152 | 0.152 | 0.61% |
| 3.0765 | 0.159 | 0.16 | 0.16 | 0.161 | 0.161 | 0.161 | 0.59% |
| 3.1644 | 0.171 | 0.172 | 0.171 | 0.17 | 0.172 | 0.171 | 0.51% |
| 3.29625 | 0.181 | 0.183 | 0.182 | 0.181 | 0.18 | 0.181 | 0.54% |
| 3.516 | 0.192 | 0.191 | 0.191 | 0.192 | 0.189 | 0.192 | 0.56% |
| 3.70645 | 0.202 | 0.202 | 0.201 | 0.202 | 0.201 | 0.203 | 0.42% |
| 3.8676 | 0.212 | 0.214 | 0.213 | 0.211 | 0.219 | 0.211 | 0.42% |
| 4.0434 | 0.223 | 0.221 | 0.221 | 0.221 | 0.221 | 0.221 | 0.40% |
| 4.20455 | 0.231 | 0.234 | 0.232 | 0.232 | 0.229 | 0.231 | 0.37% |
| 4.40965 | 0.243 | 0.246 | 0.246 | 0.245 | 0.245 | 0.24 | 0.28% |
| 4.6001 | 0.251 | 0.254 | 0.256 | 0.254 | 0.255 | 0.252 | 0.53% |
| 4.7466 | 0.261 | 0.265 | 0.267 | 0.268 | 0.267 | 0.268 | 0.36% |
| 4.9224 | 0.273 | 0.276 | 0.278 | 0.276 | 0.275 | 0.274 | 0.41% |
| 5.08355 | 0.284 | 0.285 | 0.289 | 0.288 | 0.287 | 0.287 | 0.17% |
| 5.20075 | 0.297 | 0.296 | 0.298 | 0.295 | 0.297 | 0.298 | 1.55% |
| 5.3326 | 0.318 | 0.317 | 0.318 | 0.316 | 0.317 | 0.319 | 0.84% |
| Method of Film Preparation | Film Thickness (nm) | Measurement Results of Thermal Conductivity of Al2O3 Thin Film w/(m∙k) | Researcher |
|---|---|---|---|
| Magnetron sputtering | 2000 | 4.477 | In this paper |
| Magnetron sputtering | 1000 | 3.3 | Suyuan Bai [26] |
| Magnetron sputtering | 1000 | 1.3 | Kato [27] |
| Magnetron sputtering | 10–100 | <1 | Behkan [28] |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cui, Y.; Liu, H.; Wang, H.; Guo, S.; E, M.; Ding, W.; Yin, J. Design and Fabrication of a Thermopile-Based Thin Film Heat Flux Sensor, Using a Lead—Substrate Integration Method. Coatings 2022, 12, 1670. https://doi.org/10.3390/coatings12111670
Cui Y, Liu H, Wang H, Guo S, E M, Ding W, Yin J. Design and Fabrication of a Thermopile-Based Thin Film Heat Flux Sensor, Using a Lead—Substrate Integration Method. Coatings. 2022; 12(11):1670. https://doi.org/10.3390/coatings12111670
Chicago/Turabian StyleCui, Yunxian, Hui Liu, Haoyu Wang, Shuning Guo, Mingfeng E, Wanyu Ding, and Junwei Yin. 2022. "Design and Fabrication of a Thermopile-Based Thin Film Heat Flux Sensor, Using a Lead—Substrate Integration Method" Coatings 12, no. 11: 1670. https://doi.org/10.3390/coatings12111670