
Microstructure and Properties of TiAl Composite Coatings Prepared by Laser Cladding under Multi-Phase β0/CoAl2Ti Phase Strengthening
Abstract
:
1. Introduction
2. Materials and Methods
2.1. Preparation of Materials
2.2. Observation and Analysis of Coatings
2.3. Properties Test
3. Results and Discussion
3.1. Phase Analysis
3.2. Microstructural Characterization
3.3. Microstructural Evolution
3.4. Mechanical Property Analysis
3.5. Wear Performance and Analysis
4. Conclusions
- (a)
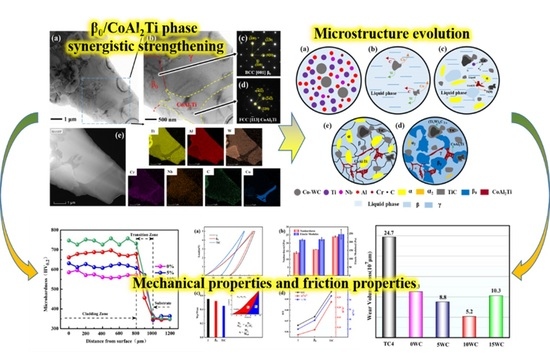
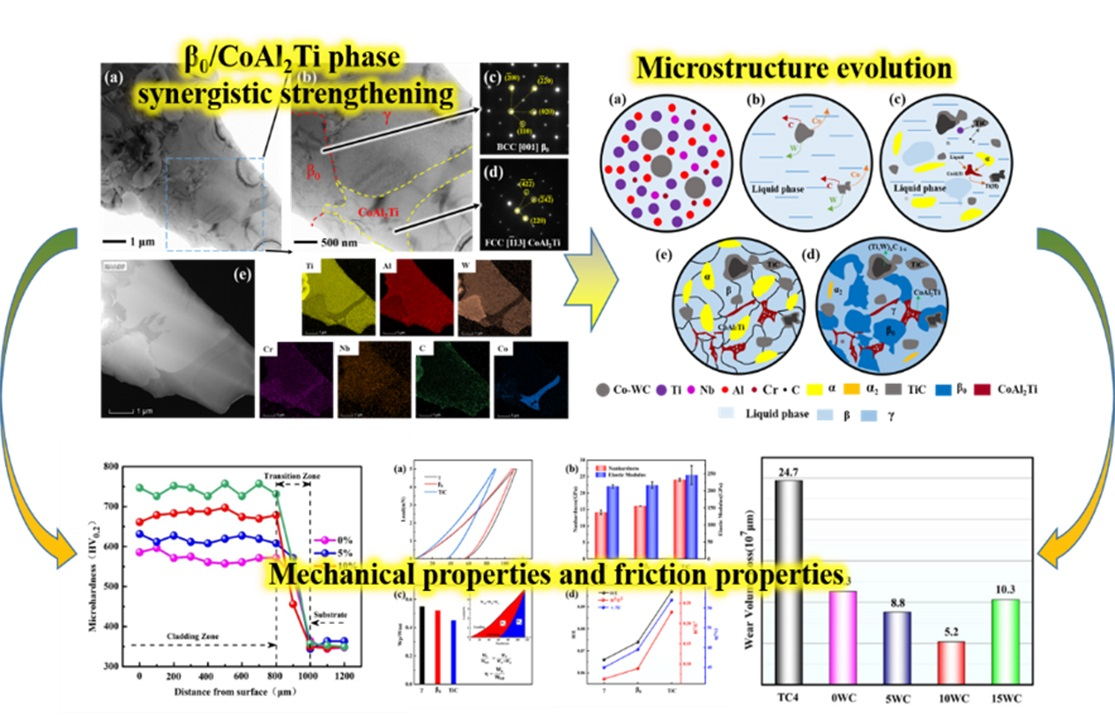
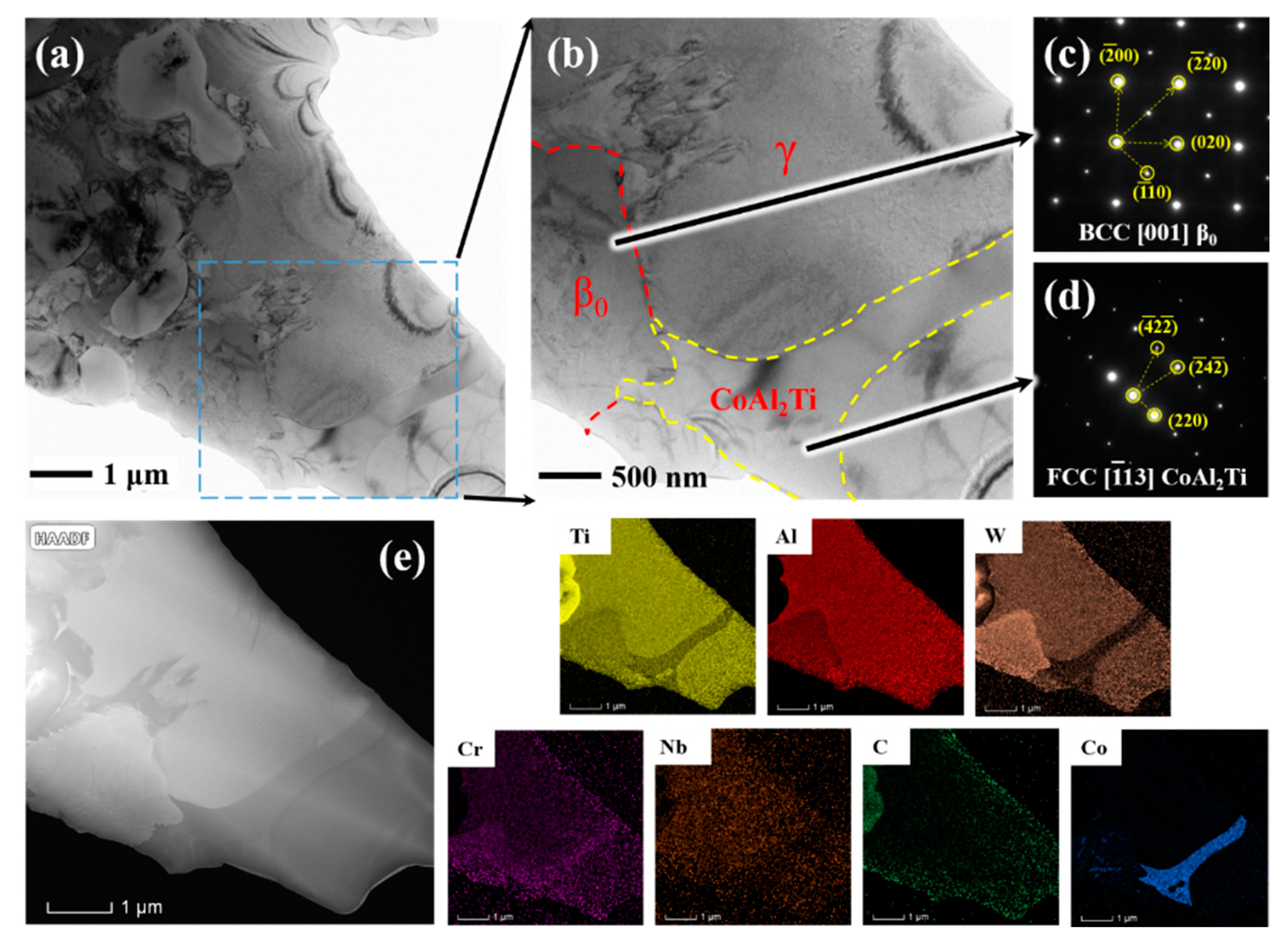
- When WC was added, the β0, CoAl2Ti (FCC) and TiC phase appears in the composite coatings. These three phases, including the matrix phase, form a strength–toughness matching multi-phase structure. γ/β0 and γ/CoAl2Ti interface relationships guarantee the performance of the coating. The main solidification path of TiAl composite coatings prepared by laser cladding is β-solidifying, which generates finer microstructure and is more likely to produce the β0 phase.
- (b)
- The microhardness increased from 560 Hv0.2 to more than 740 Hv0.2 as the WC content increased from 0 to 15 at%. The results of the nanoindentation demonstrate that the β0 phase is a phase with the right strength and toughness to be beneficial for wear resistance.
- (c)
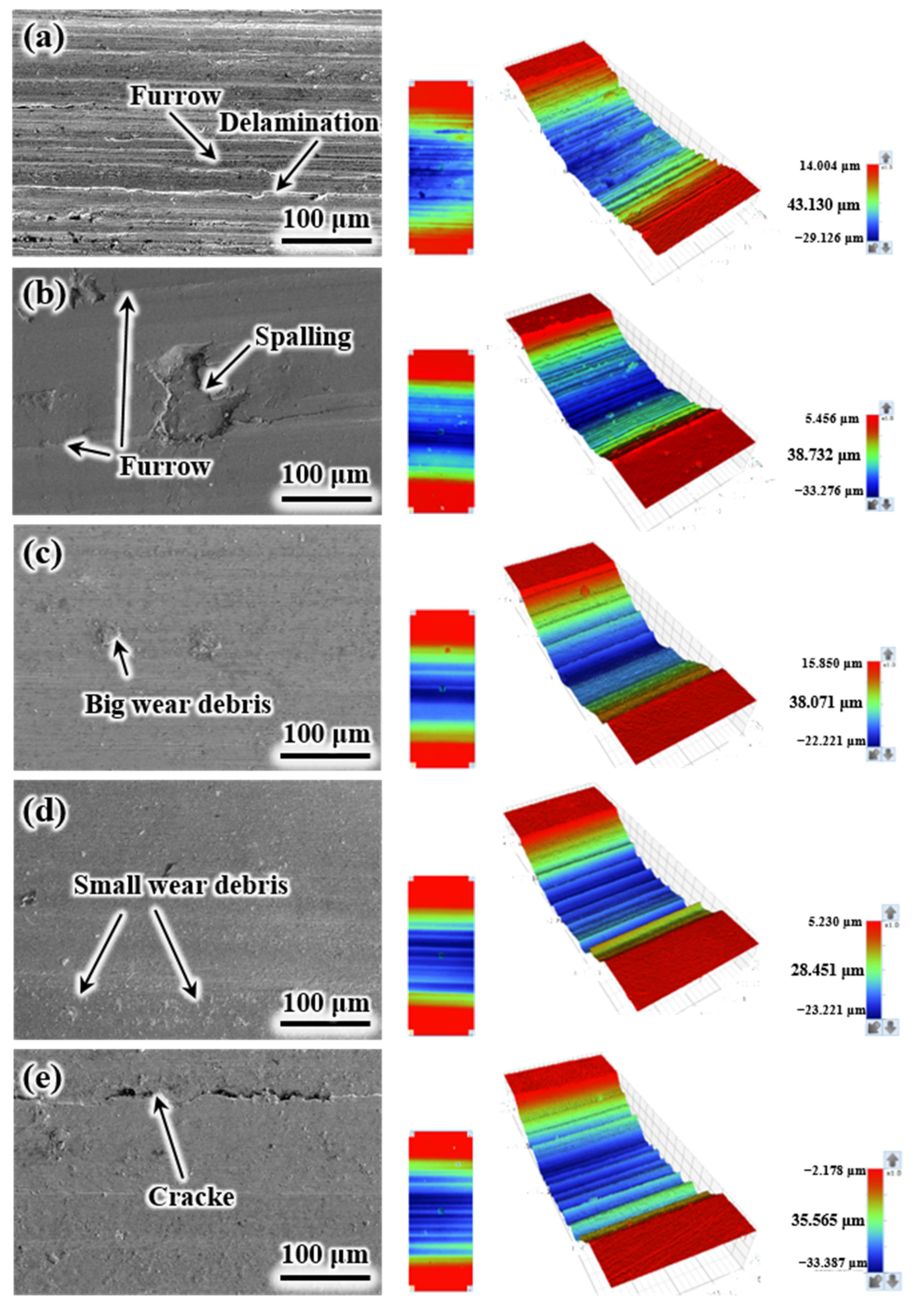
- The main wear mechanism for TiAl composite coatings is abrasive wear. With the addition of WC, spalling pits disappears, wear debris becomes smaller during the friction process, and the wear volume is reduced. The coating exhibits the best frictional properties when WC is added at 10%. The key to improving the wear resistance of TiAl composite coatings is the formation of the strength–toughness matching structure, together with the addition of oxidation-resistant elements.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Zhou, H.; Shi, X.; Lu, G.; Chen, Y.; Yang, Z.; Wu, C.; Ibrahim, A.M.M. Friction and wear behaviors of TC4 alloy with surface microporous channels filled by Sn-Ag-Cu and Al2O3 nanoparticles. Surf. Coat. Technol. 2020, 387, 125552. [Google Scholar] [CrossRef]
- Cheng, R.; Luo, X.; Huang, G.; Li, C.J. Corrosion and wear resistant WC17Co-TC4 composite coatings with fully dense microstructure enabled by in-situ forging of the large-sized WC17Co particles in cold spray. J. Mater. Process. Technol. 2021, 296, 117231. [Google Scholar] [CrossRef]
- Philip, J.T.; Mathew, J.; Kuriachen, B. Tribology of Ti6Al4V: A review. Friction 2019, 7, 497–536. [Google Scholar] [CrossRef] [Green Version]
- Ma, R.; Liu, Z.; Wang, W.; Xu, G.; Wang, W. Laser deposition melting of TC4/TiAl functionally graded material. Vacuum 2020, 177, 109349. [Google Scholar] [CrossRef]
- Gao, Z.; Wang, L.; Wang, Y.; Lyu, F.; Zhan, X. Crack defects and formation mechanism of FeCoCrNi high entropy alloy coating on TC4 titanium alloy prepared by laser cladding. J. Alloy. Compd. 2022, 903, 163905. [Google Scholar] [CrossRef]
- Chen, G.; Peng, Y.; Zheng, G.; Qi, Z.; Wang, M.; Yu, H.; Liu, C.T. Polysynthetic twinned TiAl single crystals for high-temperature applications. Nat. Mater. 2016, 15, 876–881. [Google Scholar] [CrossRef]
- Yue, H.; Peng, H.; Li, R.; Yang, J.; Gao, R.; Zhang, S.; Chen, Y. Metastable phase and microstructural degradation of a TiAl alloy produced via selective electron beam melting. Vacuum 2021, 192, 110491. [Google Scholar] [CrossRef]
- Lou, M.; Chen, X.; Xu, K.; Deng, Z.; Chen, L.; Lv, J.; Wang, L. Temperature-induced wear transition in ceramic-metal composites. Acta. Mater. 2021, 205, 116545. [Google Scholar] [CrossRef]
- He, X.; Song, R.G.; Kong, D.J. Effects of TiC on the microstructure and properties of TiC/TiAl composite coating prepared by laser cladding. Opt. Laser. Technol. 2019, 112, 339–348. [Google Scholar] [CrossRef]
- Lee, B.; Lee, D.; Lee, J.H.; Ryu, H.J.; Hong, S.H. Enhancement of toughness and wear resistance in boron nitride nanoplatelet (BNNP) reinforced Si3N4 nanocomposites. Sci. Rep. 2016, 6, 27609. [Google Scholar] [CrossRef]
- Bai, H.; Zhong, L.; Kang, L.; Liu, J.; Zhuang, W.; Lv, Z.; Xu, Y. A review on wear-resistant coating with high hardness and high toughness on the surface of titanium alloy. J. Alloy. Compd. 2021, 882, 160645. [Google Scholar] [CrossRef]
- Song, X.; Cui, H.; Han, Y.; Ding, L.; Song, Q. Ti2Al(C, N) Solid Solution Reinforcing TiAl-Based Composites: Evolution of a Core-Shell Structure, Interfaces, and Mechanical Properties. ACS Appl. Mater. Inter. 2018, 10, 16783–16792. [Google Scholar] [CrossRef] [PubMed]
- Cui, S.; Cui, C.; Xie, J.; Liu, S.; Shi, J. Carbon fibers coated with graphene reinforced TiAl alloy composite with high strength and toughness. Sci. Rep. 2018, 8, 2364. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Cobbinah, P.V.; Matizamhuka, W.; Machaka, R.; Shongwe, M.B.; Yamabe-Mitarai, Y. The effect of Ta additions on the oxidation resistance of SPS-produced TiAl alloys. Int. J. Adv. Manuf. Technol. 2020, 106, 3203–3215. [Google Scholar] [CrossRef]
- Tian, S.; He, A.; Liu, J.; Zhang, Y.; Yang, Y.; Zhang, Y.; Jiang, H. Oxidation resistance of TiAl alloy improved by hot-pack rolling and cyclic heat treatment. Mater. Charact. 2021, 178, 111196. [Google Scholar]
- Maliutina, I.N.; Si-Mohand, H.; Sijobert, J.; Bertrand, P.; Lazurenko, D.V.; Bataev, I.A. Structure and oxidation behavior of γ-TiAl coating produced by laser cladding on titanium alloy. Surf. Coat. Technol. 2017, 319, 136–144. [Google Scholar] [CrossRef]
- Ma, G.; Cui, H.; Jiang, D.; Chen, H.; Hu, X.; Zhang, G.; Song, X. The evolution of multi and hierarchical carbides and their collaborative wear-resisting effects in CoCrNi/WC composite coatings via laser cladding. Mater. Today Commun. 2022, 30, 103223. [Google Scholar] [CrossRef]
- Jiang, D.; Cui, H.; Chen, H.; Zhao, X.; Ma, G.; Song, X. Wear and corrosion properties of B4C-added CoCrNiMo high-entropy alloy coatings with in-situ coherent ceramic. Mater. Des. 2021, 210, 110068. [Google Scholar] [CrossRef]
- Xu, X.; Ding, H.; Huang, H.; Liang, H.; Chen, R.; Guo, J.; Fu, H. Microstructure and elevated temperature tensile property of Ti–46Al–7Nb-(W,Cr,B) alloy compared with binary and ternary TiAl alloy. Mater. Sci. Eng. A 2021, 807, 140902. [Google Scholar] [CrossRef]
- Li, X.; Tang, H.; Xing, W.; Zhao, P.; Chen, B.; Ma, Y.; Liu, K. Microstructural stability, phase evolution and mechanical properties of a forged W-modified high-Mn β-γ-TiAl alloy. Intermetallics 2021, 136, 107230. [Google Scholar] [CrossRef]
- Pan, Y.; Lu, X.; Hui, T.; Liu, C.; Liu, B.; Xu, W.; Zhang, J. High-temperature oxidation behaviour of TiAl alloys with Co addition. J. Mater. Sci. 2020, 56, 815–827. [Google Scholar] [CrossRef]
- Xia, Y.; Yu, P.; Schaffer, G.B.; Qian, M. Cobalt-doped Ti–48Al–2Cr–2Nb alloy fabricated by cold compaction and pressureless sintering. Mater. Sci. Eng. A 2013, 574, 176–185. [Google Scholar] [CrossRef]
- Yu, R.; H, L.L.; Ye, H.Q. Effect of W on structural stability of TiAl intermetallics and the site preference of W. Phys. Rev. B 2002, 65, 184102. [Google Scholar] [CrossRef]
- Hu, H.; Wu, X.; Wang, R.; Li, W.; Liu, Q. Phase stability, mechanical properties and electronic structure of TiAl alloying with W, Mo, Sc and Yb: First-principles study. J. Alloy. Compd. 2016, 658, 689–696. [Google Scholar] [CrossRef]
- Choudhuri, D.; CampBell, A. Interface dominated deformation mechanisms in two-phase fcc/B2 nanostructures: Nishiyama-Wasserman vs. Kurdjumov-Sachs interfaces. Comp. Mater. Sci. 2020, 177, 109577. [Google Scholar] [CrossRef]
- Gwalani, B.; Gangireddy, S.; Zheng, Y.; Soni, V.; Mishra, R.S.; Banerjee, R. Influence of ordered L12 precipitation on strain-rate dependent mechanical behavior in a eutectic high entropy alloy. Sci. Rep. 2019, 9, 6371. [Google Scholar] [CrossRef] [Green Version]
- Liu, P.; Sun, D.; Han, X.; Wang, Q. Investigation on the crystallographic orientation relationships and interface atomic structures in an in-situ Ti2AlN/TiAl composite. Mater. Des. 2017, 130, 239–249. [Google Scholar] [CrossRef]
- Schwaighofer, E.; Rashkova, B.; Clemens, H.; Stark, A.; Mayer, S. Effect of carbon addition on solidification behavior, phase evolution and creep properties of an intermetallic β-stabilized γ-TiAl based alloy. Intermetallics 2014, 46, 173–184. [Google Scholar] [CrossRef] [Green Version]
- Wu, Z.; Hu, R.; Zhang, T.; Zhang, F.; Kou, H.; Li, J. Understanding the role of carbon atoms on microstructure and phase transformation of high Nb containing TiAl alloys. Mater. Charact. 2017, 124, 1–7. [Google Scholar] [CrossRef]
- Gao, B.; Peng, H.; Liang, Y.; Lin, J.; Chen, B. Electron beam melted TiC/high Nb–TiAl nanocomposite: Microstructure and mechanical property. Mater. Sci. Eng. A 2021, 811, 141059. [Google Scholar] [CrossRef]
- Cho, K.; Kawabata, H.; Hayashi, T.; Yasuda, H.Y.; Nakashima, H.; Takeyama, M.; Nakano, T. Peculiar microstructural evolution and tensile properties of β-containing γ-TiAl alloys fabricated by electron beam melting. Addit. Manuf. 2021, 46, 102091. [Google Scholar] [CrossRef]
- Wen, D.; Huang, S.; Guo, B.; Shan, D.; Zong, Y. Effect of hydrogen on γ−phase transformation and texture evolution of a TiAl−based alloy deformed at elevated temperature. Mater. Sci. Eng. A 2017, 699, 176–184. [Google Scholar] [CrossRef]
- Cheng, J.; Yu, Y.; Fu, L.; Qiao, Z.; Li, J.; Yang, J.; Liu, W. Effect of TiB2 on dry-sliding tribological properties of TiAl intermetallics. Tribol. Int. 2013, 62, 91–99. [Google Scholar] [CrossRef]
- Yang, Y.; Wang, C.; Gesang, Y.; Shang, H. Fretting wear evolution of γ-TiAl alloy. Tribol. Int. 2021, 154, 106721. [Google Scholar] [CrossRef]
- Qiu, J.; Fu, Z.; Liu, B.; Liu, Y.; Yan, J.; Pan, D.; Zhang, W.; Baker, I. Effects of niobium particles on the wear behavior of powder metallurgical γ-TiAl alloy in different environments. Wear 2019, 434–435, 202964. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| m(Ti)/g | m(Al)/g | m(Nb)/g | m(Cr)/g | m(WC)/g | |
|---|---|---|---|---|---|
| 0 WC | 17.82 | 10.01 | 1.40 | 0.86 | 0 |
| 5 WC | 15.76 | 8.87 | 1.27 | 0.71 | 3.39 |
| 10 WC | 14.01 | 7.88 | 1.13 | 0.63 | 6.35 |
| 15 WC | 12.45 | 7.01 | 1.01 | 0.56 | 8.97 |
| Ti | Al | W | C | Nb | Cr | |
|---|---|---|---|---|---|---|
| Point 1 | 51.43 | 41.11 | 3.08 | - | 2.03 | 2.35 |
| Point 2 | 47.98 | 40.93 | 6.07 | - | 2.60 | 2.41 |
| Point 3 | 65.46 | - | - | 31.54 | - | - |
| Phase | Hv(H) (GPa) | E (GPa) | Wp/Wtot | H/E | H3/E2 | η (%) |
|---|---|---|---|---|---|---|
| γ | 14.16 ± 0.64 | 212.92 ± 5.33 | 0.55 | 0.066 | 0.063 | 44.97 |
| β0 | 16.08 ± 0.04 | 216.72 ± 9.78 | 0.52 | 0.074 | 0.089 | 47.71 |
| TiC | 24.02 ± 0.42 | 246.38 ± 27.66 | 0.45 | 0.097 | 0.228 | 55.20 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhu, Y.; Song, X.; Ma, G.; Chen, H.; Jiang, D.; Liu, M.; Wang, Q.; Zhao, X.; Niu, H.; Cui, H. Microstructure and Properties of TiAl Composite Coatings Prepared by Laser Cladding under Multi-Phase β0/CoAl2Ti Phase Strengthening. Coatings 2022, 12, 1593. https://doi.org/10.3390/coatings12101593
Zhu Y, Song X, Ma G, Chen H, Jiang D, Liu M, Wang Q, Zhao X, Niu H, Cui H. Microstructure and Properties of TiAl Composite Coatings Prepared by Laser Cladding under Multi-Phase β0/CoAl2Ti Phase Strengthening. Coatings. 2022; 12(10):1593. https://doi.org/10.3390/coatings12101593
Chicago/Turabian StyleZhu, Yuming, Xiaojie Song, Guoliang Ma, Hao Chen, Di Jiang, Minglei Liu, Quanzhi Wang, Xiaofeng Zhao, Hushan Niu, and Hongzhi Cui. 2022. "Microstructure and Properties of TiAl Composite Coatings Prepared by Laser Cladding under Multi-Phase β0/CoAl2Ti Phase Strengthening" Coatings 12, no. 10: 1593. https://doi.org/10.3390/coatings12101593