
Intelligent Metal Welding Defect Detection Model on Improved FAST-PNN

Abstract
:1. Introduction
2. Method
2.1. Gray Level Co-Occurrence Matrix (GLCM)
2.2. Construction Factor
- (1)
- The image grayscale of g
- (2)
- The generation step size of d
- (3)
- The generation direction of θ
2.3. Characteristic Parameters
2.4. Fast Probabilistic Neural Network
2.5. Fast Probabilistic Neural Network Algorithm (FAST-PNN)
- (1)
- Determination of input vector: The input feature vector of the data sample is passed to the FAST-PNN network, that is, the feature vector X calculated by the GLCM processing is used as the input of the FAST-PNN. Since the number of neuron nodes in the input layer in FAST-PNN is equal to the dimension of the input vector, the input layer of the network contains n neuron nodes.
- (2)
- Establishment of radial base: The radial base layer kernel function is a Gaussian function. The number of neuron nodes in this layer is the same as the number of input training samples. It directly stores the training samples as the pattern vector of the network and calculates the radial basis of each input vector and mode vector when classifying the data, so as to obtain an estimate of the density function of the input vector.
- (3)
- Calculation of the summation layer: The number of neurons in the summation layer is the same as the data pattern category. Each node is only connected to the neurons of the corresponding mode category in the radial base layer, and the probability estimates under each mode are summed and averaged.
- (4)
- Determination of the output layer: The output layer sets the pattern output with the largest posterior probability to 1 and the rest to 0, thus realizing pattern prediction classification.
- (5)
- Establishment of the neighborhood window: The neighborhood shape and the neighborhood radius are determined according to the output layer array and the number of categories. The neuron and its neighboring neuron categories are determined, the window slides until all the output layer arrays are judged and the process ends.
3. Test and Result Analysis
3.1. Image Acquisition and Processing
3.2. Feature Parameter Extraction and Screening
3.3. Standard Sample Establishment
3.4. Network Model Building
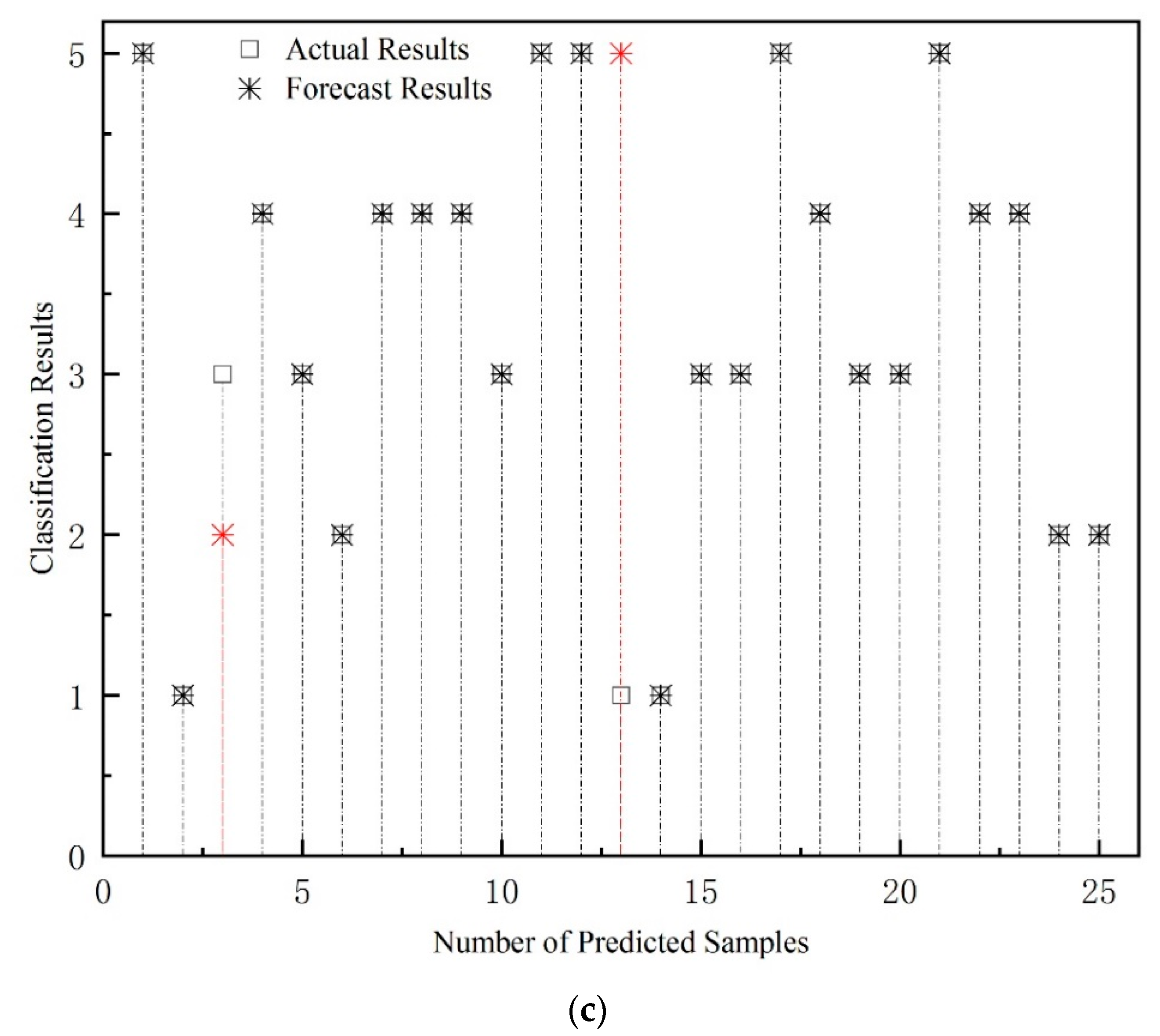
3.5. Result Analysis
4. Conclusions
- (1)
- Based on image processing methods such as grayscale transformation, regional image interception, histogram equalization and median filtering, the interference of environmental factors is removed, and defect images with clear targets and strong contrast are obtained. Combined with the gray level co-occurrence matrix, the texture feature parameter set (angular second moment, entropy, etc.) is screened out, and the standard sample of the network model is established.
- (2)
- By adjusting various parameters of the network, the welding defect recognition model of FAST-PNN is constructed. Based on FAST-PNN, five kinds of welding defects, including cracks, burn-through, porosity, non-fusion and normal defects, are predicted and classified, the accuracy rate reaches 93.33% and the efficiency of network identification has been significantly improved.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Zhang, H.; Jiang, M.; Chen, X.; Wei, L.; Wang, S.; Jiang, Y.; Jiang, N.; Wang, Z.; Lei, Z.; Chen, Y. Investigation of weld root defects in high-power full-penetration laser welding of high-strength steel. Materials 2022, 15, 1095. [Google Scholar] [CrossRef] [PubMed]
- Alvarenga, T.A.; Carvalho, A.L.; Honorio, L.M.; Cerqueira, A.S.; Filho, L.M.; Nobrega, R.A. Detection and classification system for rail surface defects based on Eddy current. Sensors 2021, 21, 7937. [Google Scholar] [CrossRef] [PubMed]
- Valdiande, J.J.; Rodriguez-Cobo, L.; Cobo, A.; Lopez-Higuera, J.M.; Mirapeix, J. Spectroscopic approach for the on-line monitoring of welding of tanker trucks. Appl. Sci. 2022, 12, 5022. [Google Scholar] [CrossRef]
- Li, Y.; Xu, F. Structural damage monitoring for metallic panels based on acoustic emission and adaptive improvement variational mode decomposition–wavelet packet transform. Struct. Health Monit. 2021, 21, 710–730. [Google Scholar] [CrossRef]
- Ettefagh, M.M. Damage identification of a TLP floating wind turbine by meta-heuristic algorithms. China Ocean. Eng. 2022, 29, 891–902. [Google Scholar] [CrossRef]
- Gao, Y.; Zhong, P.; Tang, X.; Hu, H.; Xu, P. Feature extraction of laser welding pool image and application in welding quality identification. IEEE Access 2021, 9, 120193–120202. [Google Scholar] [CrossRef]
- Dhanesh Babu, S.D.; Sevvel, P.; Senthil Kumar, R.; Vijayan, V.; Subramani, J. Development of thermo mechanical model for prediction of temperature diffusion in different FSW tool pin geometries during joining of AZ80A Mg alloys. J. Inorg. Organomet. Polym. Mater. 2021, 31, 3196–3212. [Google Scholar] [CrossRef]
- Thangaiah, S.I.; Sevvel, P.; Satheesh, C.; Mahadevan, S. Experimental study on the role of tool geometry in determining the strength & soundness of wrought Az80a Mg alloy joints during FSW process. FME Trans. 2018, 46, 612–622. [Google Scholar]
- Babu, S.D.D.; Sevvel, P.; Kumar, R.S. Simulation of heat transfer and analysis of impact of tool pin geometry and tool speed during friction stir welding of AZ80A Mg alloy plates. J. Mech. Sci. Technol. 2020, 34, 4239–4250. [Google Scholar] [CrossRef]
- Madhvacharyula, A.S.; Pavan, A.V.S.; Gorthi, S.; Chitral, S.; Venkaiah, N.; Kiran, D.V. In situ detection of welding defects: A review. Weld. World 2022, 66, 1–18. [Google Scholar] [CrossRef]
- Liu, W.; Shan, S.; Chen, H.; Wang, R.; Sun, J.; Zhou, Z. X-ray weld defect detection based on AF-RCNN. Weld. World 2022, 66, 1–13. [Google Scholar] [CrossRef]
- Xu, H.; Yan, Z.H.; Ji, B.W.; Huang, P.F.; Cheng, J.P.; Wu, X.D. Defect detection in welding radiographic images based on semantic segmentation methods. Measurement 2022, 188, 110569. [Google Scholar] [CrossRef]
- Yu, H.; Yin, J.; Li, Y. Gate attentional factorization machines: An efficient neural network considering both accuracy and speed. Appl. Sci. 2021, 11, 9546. [Google Scholar] [CrossRef]
- Zhu, C.; Yuan, H.; Ma, G. An active visual monitoring method for GMAW weld surface defects based on random forest model. Mater. Res. Express 2022, 9, 036503. [Google Scholar] [CrossRef]
- Wei, L.; Liang, T. Pattern recognition algorithm of welding defects in digital radiographic images. Value Eng. 2015, 34, 115–119. [Google Scholar]
- Melakhsou, A.A.; Batton-Hubert, M. Welding monitoring and defect detection using probability density distribution and functional nonparametric kernel classifier. J. Intell. Manuf. 2021, 1–13. [Google Scholar] [CrossRef]
- Yang, L.; Wang, H.; Huo, B.; Li, F.; Liu, Y. An automatic welding defect location algorithm based on deep learning. NDT E Int. 2021, 120, 102435. [Google Scholar] [CrossRef]
- Xu, Z.; Wu, M.; Fan, W. Sparse-based defect detection of weld feature guided waves with a fusion of shear wave characteristics. Measurement 2021, 174, 109018. [Google Scholar] [CrossRef]
- Miao, R.; Shan, Z.; Zhou, Q.; Wu, Y.; Ge, L.; Zhang, J.; Hu, H. Real-time defect identification of narrow overlap welds and application based on convolutional neural networks. J. Manuf. Syst. 2022, 62, 800–810. [Google Scholar] [CrossRef]
- Ban, G.; Yoo, J. RT-SPeeDet: Real-time IP–CNN-based small pit defect detection for automatic film manufacturing inspection. Appl. Sci. 2021, 11, 9632. [Google Scholar] [CrossRef]
- Ma, D.; Jiang, P.; Shu, L.; Geng, S. Multi-sensing signals diagnosis and CNN-based detection of porosity defect during Al alloys laser welding. J. Manuf. Syst. 2022, 62, 334–346. [Google Scholar] [CrossRef]
- Gao, X.; Lan, C.; Chen, Z.; You, D.; Li, G. Dynamic detection and identificationof welding defects by magneto-optical imaging. Opt. Precis. Eng. 2017, 25, 1135–1141. [Google Scholar]
- Fan, K.; Peng, P.; Zhou, H.; Wang, L.; Guo, Z. Real-time high-performance laser welding defect detection by combining ACGAN-based data enhancement and multi-model fusion. Sensors 2021, 21, 7304. [Google Scholar] [CrossRef] [PubMed]
- Amirafshari, P.; Kolios, A. Estimation of weld defects size distributions, rates and probability of detections in fabrication yards using a Bayesian theorem approach. Int. J. Fatigue 2022, 159, 106763. [Google Scholar] [CrossRef]
- Liu, T.; Zheng, H.; Yang, C.; Bao, J.; Wang, J.; Gu, J. Explainable deep learning method for laser welding defect recognition. Acta Aeronaut. Astronaut. Sinica 2022, 43, 10. (In Chinese) [Google Scholar]
- Ji, Y.; Gao, X.; Liu, Q.; Zhang, Y.; Zhang, N. Recognition method of welding defect magneto-optical imaging convolutional neural network. J. Instrum. Instrum. 2021, 42, 107–113. [Google Scholar]
- Gong, J.; Li, H.; Li, L.; Wang, G. Quality monitoring technology of laser welding process based on coaxial image sensing. J. Weld. 2019, 40. (In Chinese) [Google Scholar] [CrossRef]
- Lan, C.; Gao, X.; Ma, N.; Zhang, N. Texture feature extraction and recognition of magneto-optical images of welded defects based on GLCM-Gabor. J. Weld. 2018, 39. (In Chinese) [Google Scholar] [CrossRef]
- Chiradeja, P.; Pothisarn, C.; Phannil, N.; Ananwattananporn, S.; Leelajindakrairerk, M.; Ngaopitakkul, A.; Thongsuk, S.; Pornpojratanakul, V.; Bunjongjit, S.; Yoomak, S. Application of probabilistic neural networks using high-frequency components’ differential current for transformer protection schemes to discriminate between external faults and internal winding faults in power transformers. Appl. Sci. 2021, 11, 10619. [Google Scholar] [CrossRef]
- Tang, D. Fault diagnosis method of power transformer based on improved PNN. J. Phys. Conf. Ser. 2021, 1848, 012122. [Google Scholar] [CrossRef]
- Wang, Y.; Zhou, C. Early warning about coal mine safety based on improved PNN-DS evidence theory. J. Phys. Conf. Ser. 2021, 1769, 012057. [Google Scholar] [CrossRef]
- Liu, B.; Zhang, X.; Zou, X.; Cao, J.; Peng, Z. Biological tissue damage monitoring method based on IMWPE and PNN during HIFU treatment. Information 2021, 12, 404. [Google Scholar] [CrossRef]
- Zhang, Y.; Guo, J.; Zhou, Q.; Wang, S. Research on damage identification of hull girder based on Probabilistic Neural Network (PNN). Ocean Eng. 2021, 238, 109737. [Google Scholar] [CrossRef]
- Haralick, R.M.; Shanmugam, K.; Dinstein, I. Textural features for image classification. Stud. Media Commun. 1973, SMC-3, 610–621. [Google Scholar] [CrossRef] [Green Version]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Texture Feature Parameters | Expression |
|---|---|
| Angular second moment, ASM | |
| Correlation, COR | |
| Significant clustering, SIC | |
| Sum of mean, SUM | ; |
| Variance, VAR | |
| Sum of variance, SUV | ; |
| Inverse matrix, INM | |
| Difference of Variance, DIV | ; |
| Entropy, ENT | |
| Sum of entropy, SUM | ; |
| Difference of Entropy, DIE | |
| Clustering shadow, CLS | |
| Contrast, CON | |
| Maximum probability, MAP |
| Arc Welding Robot Welding Parameter Table | ||||||||||
| Robot Model | Panasonic TM1400 | Part Name | Cushion Skeleton | Raw Material | 45 Gauge Steel | Raw Material Thickness (mm) | 2 ± 0.2 | Diameter of Welding Wire (mm) | 1 | |
| Protective Gas | CO2 | Gas Flow | 15–20 L | Number of Welds | 7 | Welding Procedure | Prog160 | - | ||
| Welding Specifications | ||||||||||
| Weld Serial Number | Weld Length (mm) | Voltage (V) | Electric Current (A) | Welding Speed (mm/min) | Gas Flow (L/min) | Welding Wire Extension Length (mm) | Arcing Time (s) | Arc Extingu-ishing Time (s) | Arc- Closing Current (A) | Arc- Closing Current (V) |
| 1 | 15 + 5 | 18.8 | 125 | 850 | 15 | 15 | 0.12 | 0.12 | 120 | 18.8 |
| 2 | 15 + 5 | 19.2 | 130 | 850 | 15 | 14 | 0.12 | 0.3 | 80 | 16.8 |
| 3 | 15 + 5 | 19.4 | 135 | 850 | 15 | 15 | 0.12 | 0.3 | 80 | 17.8 |
| 4 | 10 + 5 | 20.2 | 150 | 800 | 15 | 15 | 0.15 | 0.3 | 100 | 16.2 |
| 5 | 15 + 5 | 19.6 | 140 | 800 | 15 | 13 | 0 | 0.25 | 75 | 17 |
| Characteristic Parameters | Characterizing Weld Defect Image Properties |
|---|---|
| ASM | Measuring the texture thickness of welding defects |
| CON | Judging the texture distribution of welding defects |
| ENT | Analysis of weld defect texture complexity |
| VAR | Comparing weld defect texture period sizes |
| COR | Judging the texture direction of welding defect images |
| CLS | Weld defect texture uniformity |
| Defect Type | X1 | X2 | X3 | X4 | X5 | X6 |
|---|---|---|---|---|---|---|
| Crack | 0.5617 | 0.1143 | 0.0307 | −0.7688 | 1.6167 | 6103.61 |
| Burn-through | 0.1489 | 1.7984 | 0.0102 | 5.7984 | 1.0089 | 6005.39 |
| Porosity | 0.9660 | 0.6460 | 0.0429 | 3.7294 | 1.1347 | 6183.92 |
| Not fused | 1.8978 | 1.0561 | 0.0945 | 1.6733 | 1.9456 | 6033.77 |
| Normal | 0.7642 | 1.3334 | 0.3271 | 0.6698 | 1.4775 | 6073.79 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, J.; Li, K. Intelligent Metal Welding Defect Detection Model on Improved FAST-PNN. Coatings 2022, 12, 1523. https://doi.org/10.3390/coatings12101523
Liu J, Li K. Intelligent Metal Welding Defect Detection Model on Improved FAST-PNN. Coatings. 2022; 12(10):1523. https://doi.org/10.3390/coatings12101523
Chicago/Turabian StyleLiu, Jinxin, and Kexin Li. 2022. "Intelligent Metal Welding Defect Detection Model on Improved FAST-PNN" Coatings 12, no. 10: 1523. https://doi.org/10.3390/coatings12101523