
Effect of Substrates Characteristics on Tribological Behaviors of AlTiN-Based Coated WC–Co Cemented Carbides
Abstract
:1. Introduction
2. Experimental Section
2.1. Preparation of Coated Cemented Carbides
2.2. Characterization
3. Results and Discussion
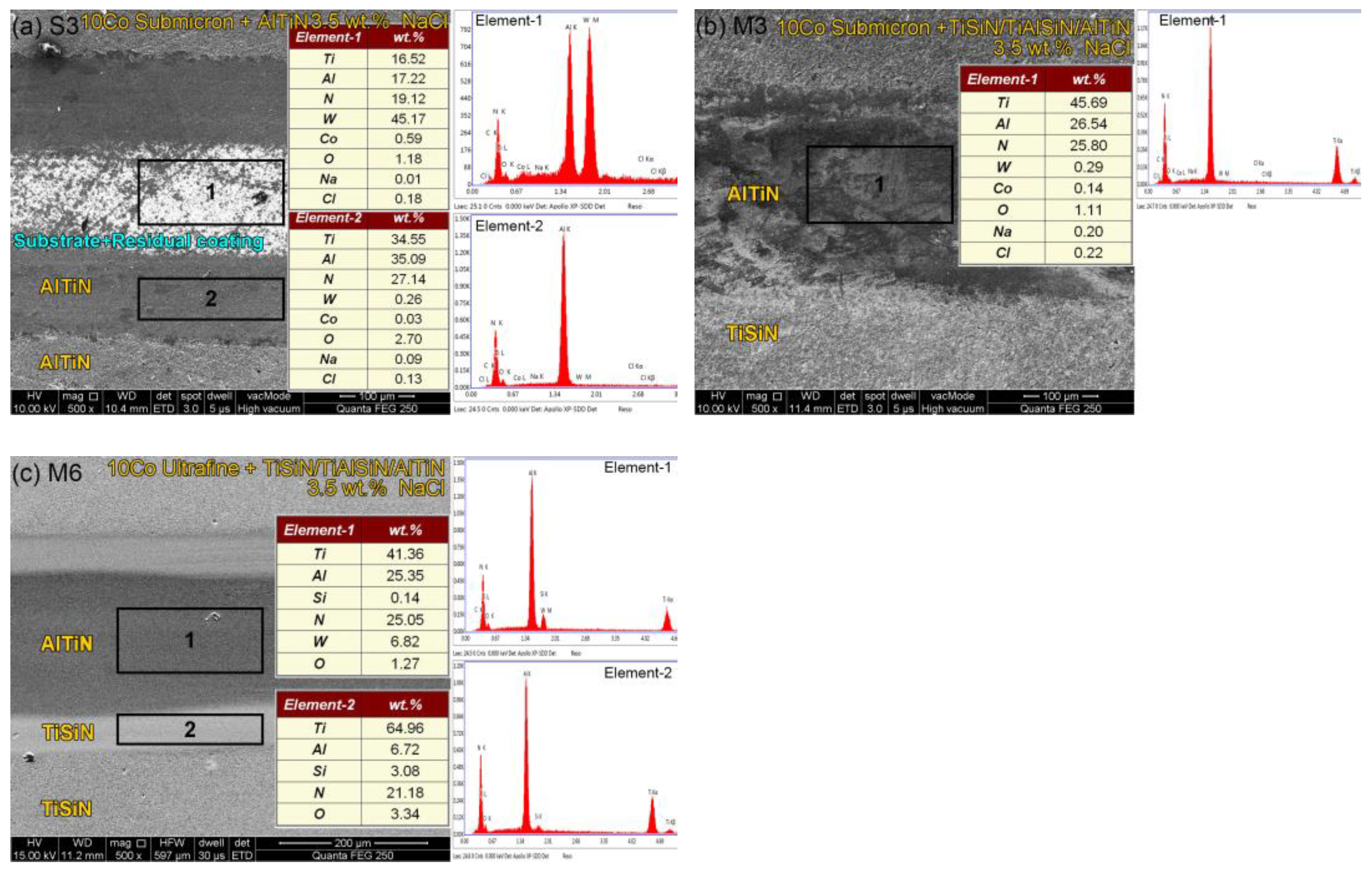
3.1. Substrate and Film Characteristics
3.2. Effect of WC–Co-Based Substrates on Tribological Behavior
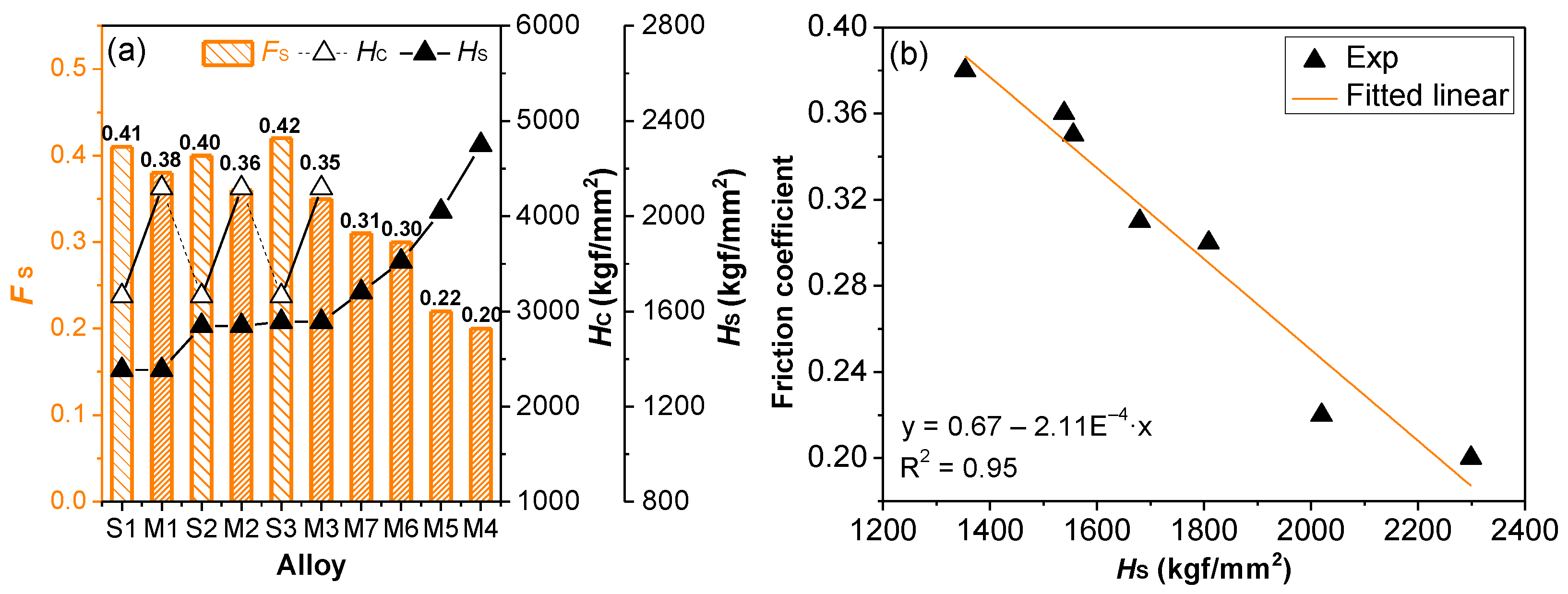
3.2.1. Friction Coefficient and Wear Behavior
3.2.2. Wear Rate
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Shugurov, A.R.; Kuzminov, E.D. Mechanical and tribological properties of Ti-Al-Ta-N/TiAl and Ti-Al-Ta-N/Ta multilayer coatings deposited by DC magnetron sputtering. Surf. Coat. Technol. 2022, 441, 128582. [Google Scholar] [CrossRef]
- Tu, R.; Yuan, Y.; Yang, M.; Min, R.; Jiao, J.; Li, Q.; Yang, M.; Ji, B.; Zhang, S. Effect of Negative Bias of HiPIMS and AIP Hybrid Depositon on Microstructure, Mechanical and Anti-Corrosive Properties of Cr2N/TiN Multilayer Coatings. Coatings 2022, 12, 845. [Google Scholar] [CrossRef]
- Wan, Q.; Wu, Z.; Liu, Y.; Yang, B.; Liu, H.; Ren, F.; Wang, P.; Xiao, Y.; Zhang, J.; Zhang, G. Lead-bismuth eutectic (LBE) corrosion mechanism of nano-amorphous composite TiSiN coatings synthesized by cathodic arc ion plating. Corros. Sci. 2021, 183, 109264. [Google Scholar] [CrossRef]
- Gu, J.; Li, L.; Ai, M.; Xu, Y.; Xu, Y.; Li, G.; Deng, D.; Peng, H.; Luo, S.; Zhang, P. Improvement of solid particle erosion and corrosion resistance using TiAlSiN/Cr multilayer coatings. Surf. Coat. Technol. 2020, 402, 126270. [Google Scholar] [CrossRef]
- Archard, J.F. Contact and rubbing of flat surfaces. J. Appl. Phys. 1953, 24, 981–988. [Google Scholar] [CrossRef]
- Zaghloul, M.M.Y.; Mohamed, Y.S.; EI-Gamal, H. Fatigue and tensile behaviors of fiber-reinforced thermosetting composites embedded with nanoparticles. J. Compos. Mater. 2019, 53, 452–453. [Google Scholar] [CrossRef]
- Zaghloul, M.Y.M.; Zaghloul, M.M.Y.; Zaghloul, M.M.Y. Developments in polyester composite materials—An in-depth review on natural fibres and nano fillers. Compos. Struct. 2021, 278, 114698. [Google Scholar] [CrossRef]
- Zaghloul, M.M.Y.; Steel, K.; Veidt, M.; Heitzmann, M.T. Wear behaviour of polymeric materials reinforced with man-made fibres: A comprehensive review about fibre volume fraction influence on wear performance. J. Reinf. Plast. Compos. 2021, 41, 215–241. [Google Scholar] [CrossRef]
- Schalk, N.; Tkadletz, M.; Mitterer, C. Hard coatings for cutting applications: Physical vs. chemical vapor deposition and future challenges for the coatings community. Surf. Coat. Technol. 2022, 429, 127949. [Google Scholar] [CrossRef]
- Philippon, D.; Godinho, V.; Nagy, P.; Delplancke-Ogletree, M.; Fernández, A. Endurance of TiAlSiN coatings: Effect of Si and bias on wear and adhesion. Wear 2011, 270, 541–549. [Google Scholar] [CrossRef]
- Dempwolf, H.; Proft, M.; Baumann, A.; Malz, S.; Keßler, O. The impact of bias and nitrogen pressure on TiNbN coatings in arc-PVD processes—A multifactorial study. Coatings 2022, 12, 935. [Google Scholar] [CrossRef]
- Ma, L.; Eom, K.; Geringer, J.; Jun, T.-S.; Kim, K. Literature review on fretting wear and contact mechanics of tribological coatings. Coatings 2019, 9, 501. [Google Scholar] [CrossRef] [Green Version]
- Huang, X.; Etsion, I.; Shao, T.M. Effects of elastic modulus mismatch between coating and substrate on the friction and wear properties of TiN and TiAlN coating systems. Wear 2015, 338–339, 54–61. [Google Scholar] [CrossRef]
- Cai, K.; Jiang, B.; Zhang, J.; Su, X. Preparation and Tribocorrosion Performance of Different Si-Doped TiSiN-Ag Coatings on Different Substrates in Seawater. Coatings 2021, 11, 459. [Google Scholar] [CrossRef]
- Tillmann, W.; Grisales, D.; Stangier, D.; Butzke, T. Tribomechanical Behaviour of TiAlN and CrAlN Coatings Deposited onto AISI H11 with Different Pre-Treatments. Coatings 2019, 9, 519. [Google Scholar] [CrossRef] [Green Version]
- Chen, W.; Zheng, J.; Lin, Y.; Kwon, S.; Zhang, S. Comparison of AlCrN and AlCrTiSiN coatings deposited on the surface of plasma nitrocarburized high carbon steels. Appl. Surf. Sci. 2015, 332, 525–532. [Google Scholar] [CrossRef]
- Zhang, K.; Deng, J.; Meng, R.; Lei, S.; Yu, X. Influence of laser substrate pretreatment on anti-adhesive wear properties of WC/Co-based TiAlN coatings against AISI 316 stainless steel. Int. J. Refract. Met. Hard Mater. 2016, 57, 101–104. [Google Scholar] [CrossRef]
- Sang, Y.; Chen, Y.; Yan, K.; Zhou, Z. Effect of substrate properties on coating-substrate adhesion of TiSiN/TiAlSiN/AlTiN coated WC-Co cemented carbides. Hot Work Technol. 2021, 50, 88–92. (In Chinese) [Google Scholar] [CrossRef]
- Chen, Y.; Zhang, L.; Zhu, J.-J.; Zhang, H.-D.; Zhou, L.; Xiao, Q.-P.; Luo, G.-K. Phase interfaces between AlTiN and WC/Mo2C in WC–Mo2C substrate and the related characteristics. Int. J. Refract. Met. Hard Mater. 2018, 72, 323–331. [Google Scholar] [CrossRef]
- Sousa, V.F.; Silva, F.J.G.; Alexandre, R.; Fecheira, J.S.; Silva, F.P.N. Study of the wear behaviour of TiAlSiN and TiAlN PVD coated tools on milling operations of pre-hardened tool steel. Wear 2021, 476, 203695. [Google Scholar] [CrossRef]
- He, N.; Li, H.; Ji, L.; Liu, X.; Zhou, H.; Chen, J. High temperature tribological properties of TiAlSiN coatings produced by hybrid PVD technology. Tribol. Int. 2016, 98, 133–143. [Google Scholar] [CrossRef]
- Huang, B.; Zhou, Q.; An, Q.; Zhang, E.-G.; Chen, Q.; Liang, D.-D.; Du, H.-M.; Li, Z.-M. Tribological performance of the gradient composite TiAlSiN coating with various friction pairs. Surf. Coat. Technol. 2022, 429, 127945. [Google Scholar] [CrossRef]
- Paldey, S.; Deevi, S.C. Single layer and multilayer wear resistant coatings of (Ti, Al)N: A review. Mat. Sci. Eng. A 2003, 342, 58–79. [Google Scholar] [CrossRef]
- Deng, X.; Huang, L.; Wang, Q.; Fu, T.; Wang, Z. Three-body abrasion wear resistance of TiC-reinforced low-alloy abrasion-resistant martensitic steel under dry and wet sand conditions. Wear 2020, 452–453, 203310. [Google Scholar] [CrossRef]
- Saito, H.; Iwabuchi, A.; Shimizu, T. Effects of Co content and WC grain size on wear of WC cemented carbide. Wear 2006, 261, 126–132. [Google Scholar] [CrossRef]
- Liu, X.; Liang, Z.; Wang, H.; Zhao, Z.; Liu, C.; Lu, H.; Song, X. Wear resistance of ultra-coarse WC-WCoB-Co cemented carbide at different oxidation stages. Int. J. Refract. Met. Hard Mater. 2022, 105, 105827. [Google Scholar] [CrossRef]
- Geng, Z.; Wang, H.; Wang, C.; Wang, L.; Zhang, G. Effect of Si content on the tribological properties of CrSiN films in air and water environments. Tribol. Int. 2014, 79, 140–150. [Google Scholar] [CrossRef]
- Reddy, I.S.; Kaliveeran, V. Dry sliding friction and wear of Al 6061 and Al 6082 alloys under different normal loads. Mater. Today Proc. 2020, 27, 2631–2634. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| No. | Film | Substrate | Hardness (HV30/kgf∙mm–2) | Grain Size (μm) |
|---|---|---|---|---|
| S1 | AlTiN | Fine WC–10Co (Fine 10Co) | 1354 | ~1.2 |
| M1 | Multilayer 1 | |||
| S2 | AlTiN | Submicron WC–10Co–3.5TiC–9.0TaC–2.7NbC (Submicron 10Co–TiC–TaC) | 1539 | ~0.8 |
| M2 | Multilayer 1 | |||
| S3 | AlTiN | Submicron WC–10Co (Submicron 10Co) | 1556 | ~0.7 |
| M3 | Multilayer 1 | |||
| M4 | Multilayer 1 | Ultrafine WC–3Co (Ultrafine 3Co) | 2299 | ~0.4 |
| M5 | Multilayer 1 | Ultrafine WC–6Co (Ultrafine 6Co) | 2020 | ~0.4 |
| M6 | Multilayer 1 | Ultrafine WC–10Co (Ultrafine 10Co) | 1809 | ~0.4 |
| M7 | Multilayer 1 | Ultrafine WC–12Co (Ultrafine 12Co) | 1680 | ~0.4 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, Y.; Zhang, L.; Zhong, Z.; Wang, S. Effect of Substrates Characteristics on Tribological Behaviors of AlTiN-Based Coated WC–Co Cemented Carbides. Coatings 2022, 12, 1517. https://doi.org/10.3390/coatings12101517
Chen Y, Zhang L, Zhong Z, Wang S. Effect of Substrates Characteristics on Tribological Behaviors of AlTiN-Based Coated WC–Co Cemented Carbides. Coatings. 2022; 12(10):1517. https://doi.org/10.3390/coatings12101517
Chicago/Turabian StyleChen, Yi, Li Zhang, Zhiqiang Zhong, and Shanlin Wang. 2022. "Effect of Substrates Characteristics on Tribological Behaviors of AlTiN-Based Coated WC–Co Cemented Carbides" Coatings 12, no. 10: 1517. https://doi.org/10.3390/coatings12101517