
Multiscale Simulation of Shot-Peening-Assisted Low-Pressure Cold Spraying Based on Al-Zn-Al2O3 Coatings
Abstract
:1. Introduction
2. Experimental and Simulation Approaches
2.1. Material and Experiments
2.1.1. Coating Material
2.1.2. Experimental Procedure of SP-LPCS
2.1.3. SP-LPCS Method
2.2. Numerical Simulation
2.2.1. Approach of Multiscale Simulation
2.2.2. Material Models
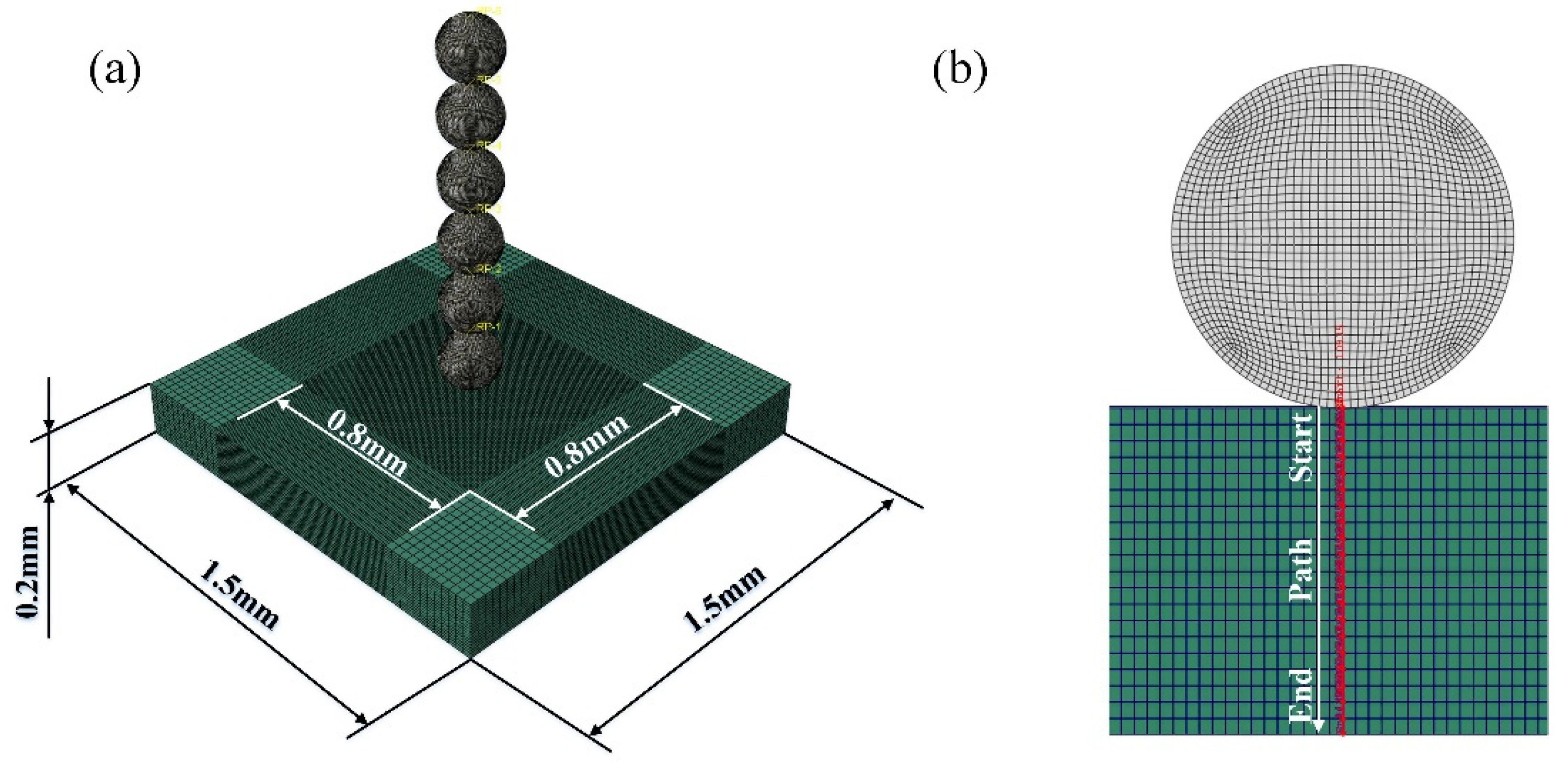
2.2.3. FE model for Macrosimulation
2.2.4. FE Model for Microsimulation
3. Effect of Shot-Peening Process on Plastic Strain
3.1. Shot-Peening Impact Times
3.2. Shot-Peening Parameters
4. Microscopic Property Changes of Coatings after SP-LPCS
4.1. Strain and von Mises Stress Distribution
4.2. Microstructure and Microhardness
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Grujicic, M.; Saylor, J.; Beasley, D.; DeRosset, W.; Helfritch, D. Computational analysis of the interfacial bonding between feed-powder particles and the substrate in the cold-gas dynamic-spray process. Appl. Surf. Sci. 2003, 219, 211–227. [Google Scholar] [CrossRef]
- Grujicic, M.; Zhao, C.; DeRosset, W.; Helfritch, D. Adiabatic shear instability based mechanism for particles/substrate bonding in the cold-gas dynamic-spray process. Mater. Des. 2004, 25, 681–688. [Google Scholar] [CrossRef]
- Li, W.-Y.; Zhang, C.; Guo, X.; Li, C.-J.; Liao, H.; Coddet, C. Study on impact fusion at particle interfaces and its effect on coating microstructure in cold spraying. Appl. Surf. Sci. 2007, 254, 517–526. [Google Scholar] [CrossRef]
- Sirvent, P.; Garrido, M.A.; Múnez, C.J.; Poza, P.; Vezzù, S. Effect of higher deposition temperatures on the microstructure and mechanical properties of Al 2024 cold sprayed coatings. Surf. Coat. Technol. 2018, 337, 461–470. [Google Scholar] [CrossRef]
- Rokni, M.; Widener, C.; Champagne, V.; Crawford, G.; Nutt, S. The effects of heat treatment on 7075 Al cold spray deposits. Surf. Coatings Technol. 2017, 310, 278–285. [Google Scholar] [CrossRef]
- Dayani, S.; Shaha, S.; Ghelichi, R.; Wang, J.; Jahed, H. The impact of AA7075 cold spray coating on the fatigue life of AZ31B cast alloy. Surf. Coat. Technol. 2018, 337, 150–158. [Google Scholar] [CrossRef]
- Bhattiprolu, V.S.; Johnson, K.W.; Ozdemir, O.C.; Crawford, G.A. Influence of feedstock powder and cold spray processing parameters on microstructure and mechanical properties of Ti-6Al-4V cold spray depositions. Surf. Coat. Technol. 2018, 335, 1–12. [Google Scholar] [CrossRef]
- Gillet, V.; Aubignat, E.; Costil, S.; Courant, B.; Langlade, C.; Casari, P.; Knapp, W.; Planche, M. Development of low pressure cold sprayed copper coatings on carbon fiber reinforced polymer (CFRP). Surf. Coat. Technol. 2019, 364, 306–316. [Google Scholar] [CrossRef]
- Assadi, H.; Kreye, H.; Gärtner, F.; Klassen, T. Cold spraying—A materials perspective. Acta Mater. 2016, 116, 382–407. [Google Scholar] [CrossRef] [Green Version]
- Yin, S.; Cavaliere, P.; Aldwell, B.; Jenkins, R.; Liao, H.; Li, W.; Lupoi, R. Cold spray additive manufacturing and repair: Fundamentals and applications. Addit. Manuf. 2018, 21, 628–650. [Google Scholar] [CrossRef]
- Lee, Y.T.R.; Ashrafizadeh, H.; Fisher, G.; McDonald, A. Effect of type of reinforcing particles on the deposition efficiency and wear resistance of low-pressure cold-sprayed metal matrix composite coatings. Surf. Coat. Technol. 2017, 324, 190–200. [Google Scholar] [CrossRef]
- Sova, A.; Klinkov, S.; Kosarev, V.; Ryashin, N.; Smurov, I. Preliminary study on deposition of aluminium and copper powders by cold spray micronozzle using helium. Surf. Coat. Technol. 2012, 220, 98–101. [Google Scholar] [CrossRef]
- Suo, X.; Yin, S.; Planche, M.-P.; Liu, T.; Liao, H. Strong effect of carrier gas species on particle velocity during cold spray processes. Surf. Coat. Technol. 2015, 268, 90–93. [Google Scholar] [CrossRef]
- Huang, R.; Ma, W.; Fukanuma, H. Development of ultra-strong adhesive strength coatings using cold spray. Surf. Coat. Technol. 2014, 258, 832–841. [Google Scholar] [CrossRef]
- Melendez, N.; McDonald, A. Development of WC-based metal matrix composite coatings using low-pressure cold gas dynamic spraying. Surf. Coat. Technol. 2013, 214, 101–109. [Google Scholar] [CrossRef]
- Wu, H.; Zhang, L.; Liu, C.; Mai, Y.; Zhang, Y.; Jie, X. Deposition of Zn-G/Al composite coating with excellent cathodic protection on low-carbon steel by low-pressure cold spraying. J. Alloy. Compd. 2019, 821, 153483. [Google Scholar] [CrossRef]
- Ling, H.; Mai, Y.; Li, S.; Zhang, L.; Liu, C.; Jie, X. Microstructure and improved tribological performance of graphite/copper-zinc composite coatings fabricated by low pressure cold spraying. Surf. Coat. Technol. 2019, 364, 256–264. [Google Scholar] [CrossRef]
- Barton, D.J.; Hornbuckle, B.C.; Darling, K.A.; Brewer, L.N.; Thompson, G.B. Influence of surface temperature in the laser assisted cold spray deposition of sequential oxide dispersion strengthened layers: Microstructure and hardness. Mater. Sci. Eng. A 2021, 811, 141027. [Google Scholar] [CrossRef]
- Wang, Z.; Chen, X.; Gong, Y.; Zhang, B.; Li, H. Superhydrophobic nanocoatings prepared by a novel vacuum cold spray process. Surf. Coat. Technol. 2017, 325, 52–57. [Google Scholar] [CrossRef]
- Wei, Y.-K.; Luo, X.-T.; Chu, X.; Huang, G.-S.; Li, C.-J. Solid-state additive manufacturing high performance aluminum alloy 6061 enabled by an in-situ micro-forging assisted cold spray. Mater. Sci. Eng. A 2020, 776, 139024. [Google Scholar] [CrossRef]
- Takana, H.; Ogawa, K.; Shoji, T.; Nishiyama, H. Computational simulation of cold spray process assisted by electrostatic force. Powder Technol. 2008, 185, 116–123. [Google Scholar] [CrossRef]
- Yandouzi, M.; Sansoucy, E.; Ajdelsztajn, L.; Jodoin, B. WC-based cermet coatings produced by cold gas dynamic and pulsed gas dynamic spraying processes. Surf. Coat. Technol. 2007, 202, 382–390. [Google Scholar] [CrossRef]
- Kulmala, M.; Vuoristo, P. Influence of process conditions in laser-assisted low-pressure cold spraying. Surf. Coat. Technol. 2008, 202, 4503–4508. [Google Scholar] [CrossRef]
- Barton, D.J.; Bhattiprolu, V.S.; Thompson, G.B.; Brewer, L.N. Laser assisted cold spray of AISI 4340 steel. Surf. Coat. Technol. 2020, 400, 126218. [Google Scholar] [CrossRef]
- Wang, L.-S.; Zhou, H.-F.; Zhang, K.-J.; Wang, Y.-Y.; Li, C.-X.; Luo, X.-T.; Yang, G.-J.; Li, C.-J. Effect of the powder particle structure and substrate hardness during vacuum cold spraying of Al2O3. Ceram. Int. 2017, 43, 4390–4398. [Google Scholar] [CrossRef]
- Fan, S.-Q.; Li, C.-J.; Li, C.-X.; Liu, G.-J.; Yang, G.-J.; Zhang, L.-Z. Preliminary Study of Performance of Dye-Sensitized Solar Cell of Nano-TiO2 Coating Deposited by Vacuum Cold Spraying. Mater. Trans. 2006, 47, 1703–1709. [Google Scholar] [CrossRef] [Green Version]
- Luo, X.-T.; Wei, Y.-K.; Wang, Y.; Li, C.-J. Microstructure and mechanical property of Ti and Ti6Al4V prepared by an in-situ shot peening assisted cold spraying. Mater. Des. 2015, 85, 527–533. [Google Scholar] [CrossRef]
- Zhou, H.; Li, C.; Ji, G.; Fu, S.; Yang, H.; Luo, X.; Yang, G.; Li, C.-J. Local microstructure inhomogeneity and gas temperature effect in in-situ shot-peening assisted cold-sprayed Ti-6Al-4V coating. J. Alloy. Compd. 2018, 766, 694–704. [Google Scholar] [CrossRef]
- Fan, N.; Cizek, J.; Huang, C.; Xie, X.; Chlup, Z.; Jenkins, R.; Lupoi, R.; Yin, S. A new strategy for strengthening additively manufactured cold spray deposits through in-process densification. Addit. Manuf. 2020, 36, 101626. [Google Scholar] [CrossRef]
- Lu, F.F.; Ma, K.; Li, C.X.; Yasir, M.; Luo, X.T.; Li, C.J. Enhanced corrosion resistance of cold-sprayed and shot-peened aluminum coatings on LA43M magnesium alloy. Surf. Coat. Technol. 2020, 394, 125865. [Google Scholar] [CrossRef]
- Daroonparvar, M.; Farooq Khan, M.U.F.; Saadeh, Y.; Kay, C.M.; Kasar, A.K.; Kumar, P.; Esteves, L.; Misra, M.; Menezes, P.; Kalvala, P.R.; et al. Modification of surface hardness, wear resistance and corrosion resistance of cold spray Al coated AZ31B Mg alloy using cold spray double layered Ta/Ti coating in 3.5 wt % NaCl solution. Corros. Sci. 2020, 176, 109029. [Google Scholar] [CrossRef]
- Daroonparvar, M.; Khan, M.F.; Saadeh, Y.; Kay, C.; Gupta, R.; Kasar, A.; Kumar, P.; Misra, M.; Menezes, P.L.; Bakhsheshi-Rad, H. Enhanced corrosion resistance and surface bioactivity of AZ31B Mg alloy by high pressure cold sprayed monolayer Ti and bilayer Ta/Ti coatings in simulated body fluid. Mater. Chem. Phys. 2020, 256, 123627. [Google Scholar] [CrossRef]
- Klemenz, M. Anwendung der Simulation der Randschichtausbildung beim Kugelstrahlen auf die Abschätzung der Schwingfestigkeit gekerbter Bauteile. Ph.D. Thesis, Karlsruhe Institute of Technology, Karlsruhe, Germany, 2009. [Google Scholar]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Carried Gas | Gas Pressure | Gas Temperature | Substrate | Spray Length | Powder |
|---|---|---|---|---|---|
| Air | 0.6 Mpa | 400 °C | 20 steel | 8 mm | Al, Zn |
| Case | Pressure/MPa | Flow Rate/(kg·min−1) | Shot Size/mm | Shot Velocity/(m·s−1) |
|---|---|---|---|---|
| a | 0.4 | 2.5 | 0.21 (AZB210) | 56.28 |
| b | 0.5 | 2.5 | 0.21 | 62.19 |
| c | 0.6 | 2.5 | 0.21 | 67.86 |
| d | 0.5 | 1.5 | 0.21 | 64.13 |
| e | 0.5 | 2.5 | 0.21 | 62.19 |
| f | 0.5 | 3.5 | 0.21 | 60.82 |
| g | 0.5 | 2.5 | 0.15 (AZB150) | 62.39 |
| h | 0.5 | 2.5 | 0.21 | 62.19 |
| i | 0.5 | 2.5 | 0.4 (B40) | 61.57 |
| Elastic Modulus/MPa | Poisson’s Ratio | Density/g·cm−3 | Yield Strength/MPa | Compressive Strength/MPa |
|---|---|---|---|---|
| 5923.2 | 0.24 | 4.1 | 190.87 | 238.39 |
| Material Parameters (Units) | Al | Zn | Al2O3 |
|---|---|---|---|
| Density, ρ (kg/m3) | 2700 | 7140 | 3680 |
| Thermal conductivity, λ (W/m·K) | 220 | 116 | / |
| Specific heat, c (J/kg·K) | 920 | 377 | / |
| Elastic modulus, E (MPa) | 69,000 | 96,500 | 370,000 |
| Poisson’s ratio, υ | 0.27 | 0.22 | 0.22 |
| Bulk speed of sound, C0 (m/s) | 5330 | 0.22 | / |
| Slope of Us versus Up, s | 1.34 | 1.56 | / |
| Grüneisen coefficient, Γ0 | 1.97 | 1.92 | / |
| Yield stress, A (MPa) | 148 | 82.51 | 930 |
| Hardening constant, B (MPa) | 346 | 288.34 | 310 |
| Hardening exponent, n | 0.183 | 0.1786 | 0.6 |
| Strain rate constant, C | 0.001 | 0.0202 | / |
| Thermal softening exponent, m | 0.86 | 0.843 | / |
| Melting temperature, Tm (°C) | 620 | 419.83 | 2054 |
| Reference temperature, T0 (°C) | 25 | 25 | / |
| Material | Volume Fraction | Size Distribution | Number of Mesh |
|---|---|---|---|
| Al | 0.612463 | / | 313,581 |
| Zn | 0.250098 | 0.008–0.012 | 128,050 |
| Al2O3 | 0.1076 | 0.04–0.06 | 55,091 |
| Air/Pores | 0.0298398 | 0.005–0.01 | 15,278 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, K.; Song, Y.; Cai, S.; Wang, Z.; Chen, W.; Xie, L. Multiscale Simulation of Shot-Peening-Assisted Low-Pressure Cold Spraying Based on Al-Zn-Al2O3 Coatings. Coatings 2022, 12, 1490. https://doi.org/10.3390/coatings12101490
Zhang K, Song Y, Cai S, Wang Z, Chen W, Xie L. Multiscale Simulation of Shot-Peening-Assisted Low-Pressure Cold Spraying Based on Al-Zn-Al2O3 Coatings. Coatings. 2022; 12(10):1490. https://doi.org/10.3390/coatings12101490
Chicago/Turabian StyleZhang, Kaoshi, Yanqiao Song, Shun Cai, Ziyu Wang, Wenliang Chen, and Lingling Xie. 2022. "Multiscale Simulation of Shot-Peening-Assisted Low-Pressure Cold Spraying Based on Al-Zn-Al2O3 Coatings" Coatings 12, no. 10: 1490. https://doi.org/10.3390/coatings12101490