


Corrosion Resistance of Mg/Al Vacuum Diffusion Layers
Abstract
:
1. Introduction
2. Experimental Materials and Methods
2.1. Materials
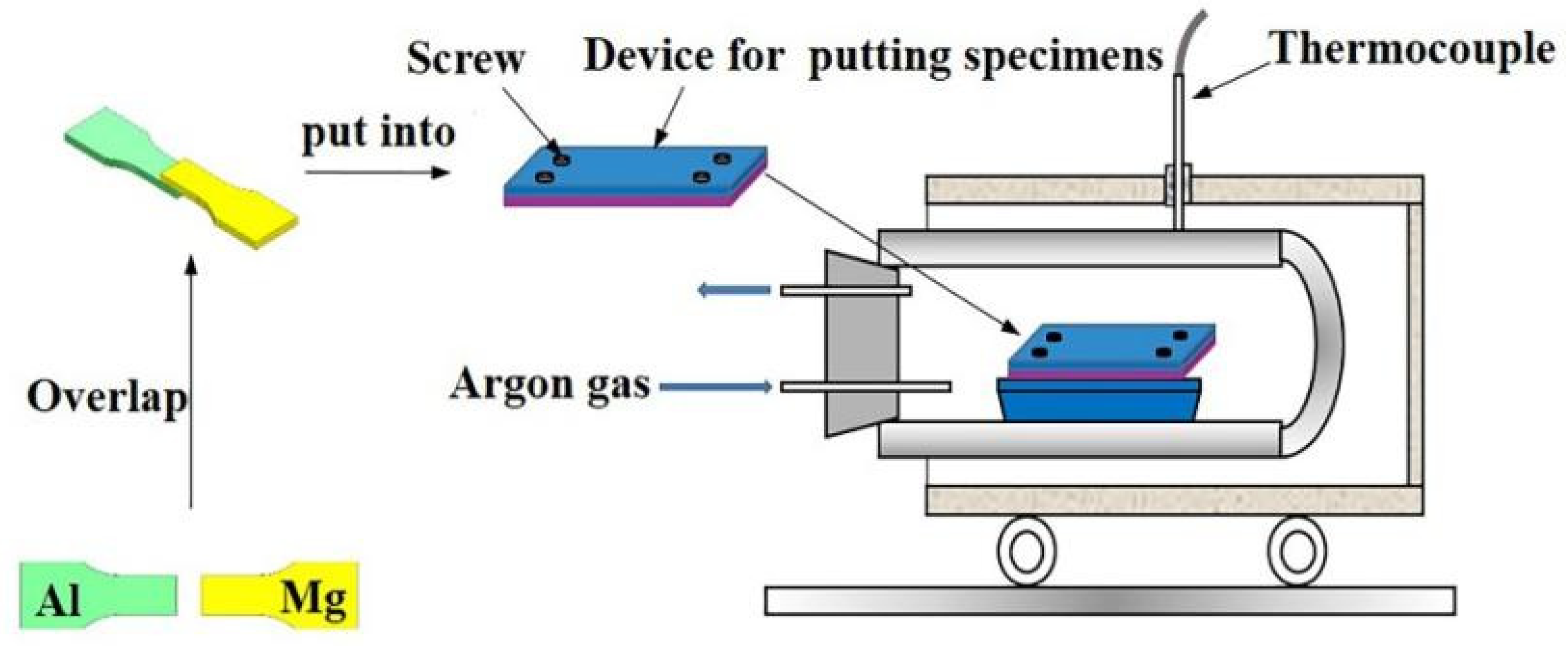
2.2. Preparation of Mg1/Al1060 Vacuum Diffusion Layers
2.3. Assessment of Corrosion Resistance
2.3.1. Corrosion Immersion Tests
2.3.2. Linear Polarization
3. Results
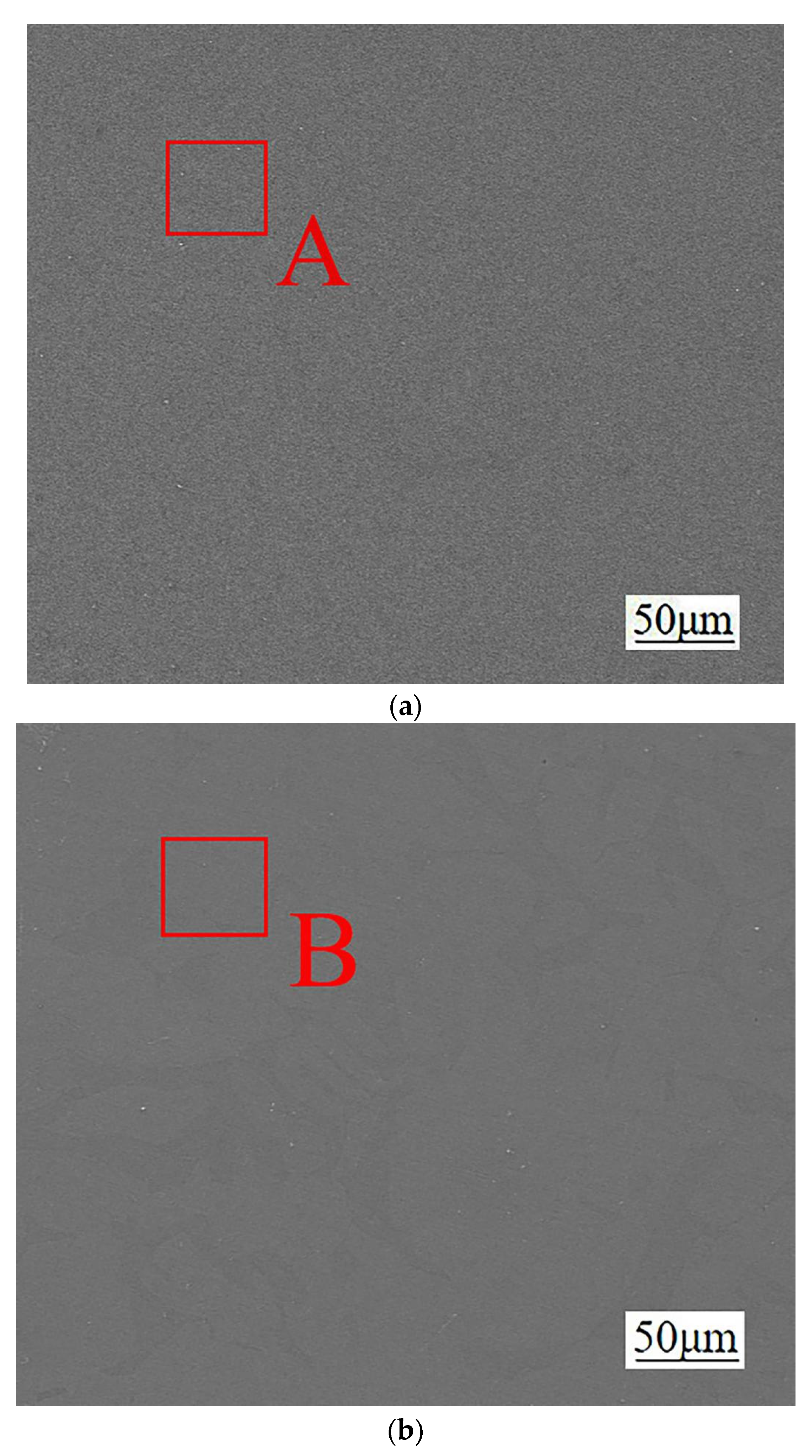
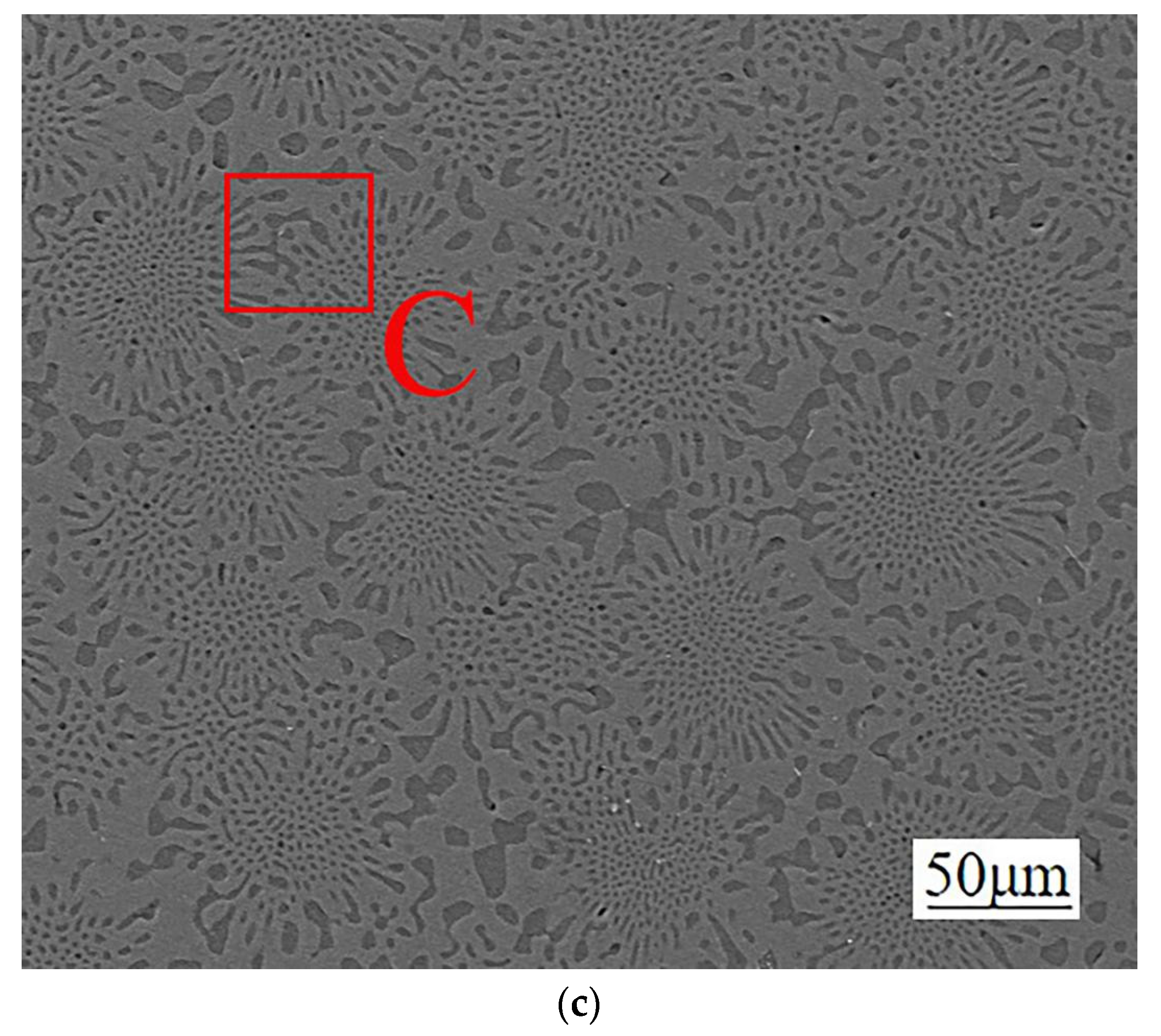
3.1. Microstructure and Phase Composition of the Mg1/Al1060 Layers
3.2. Corrosion Immersion Test Results
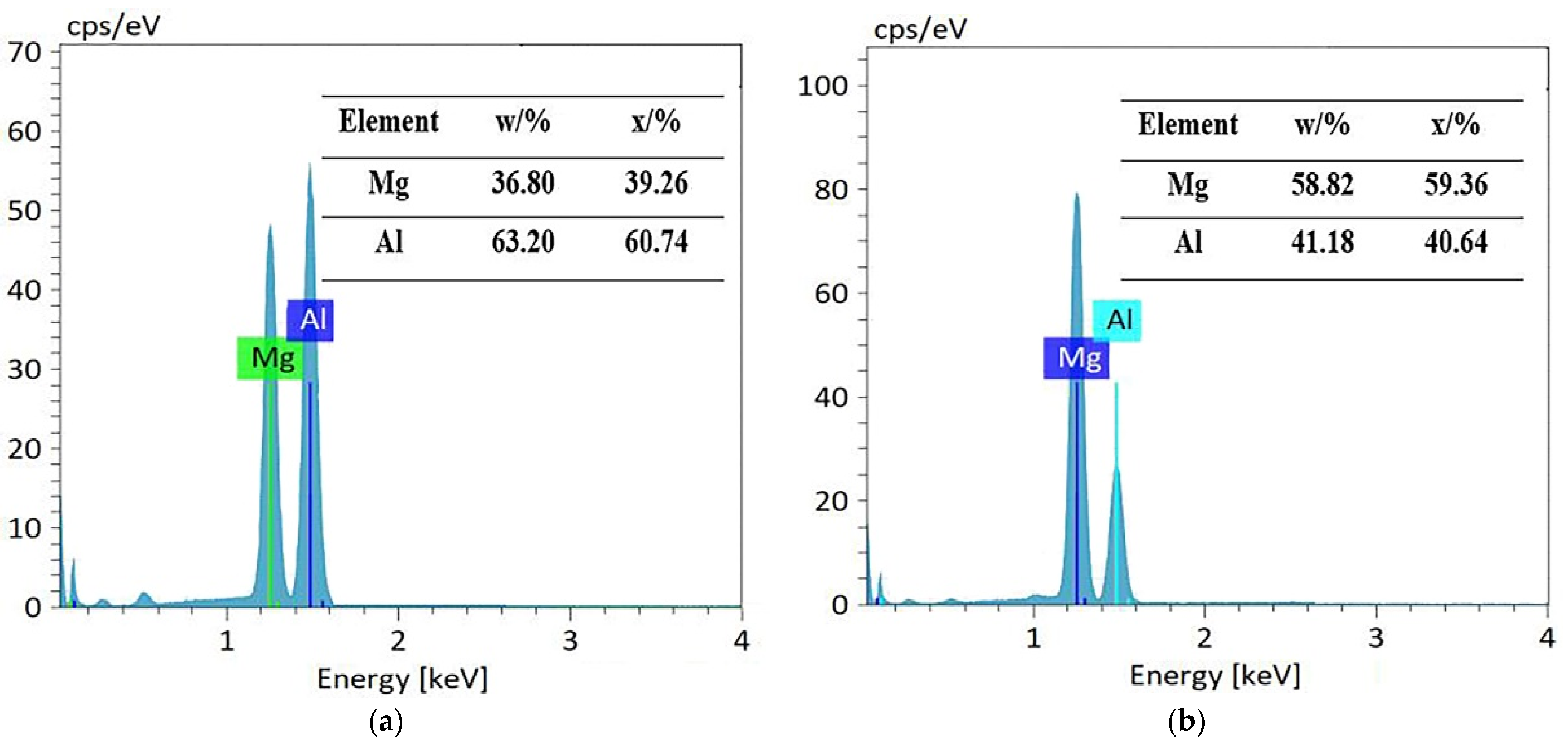
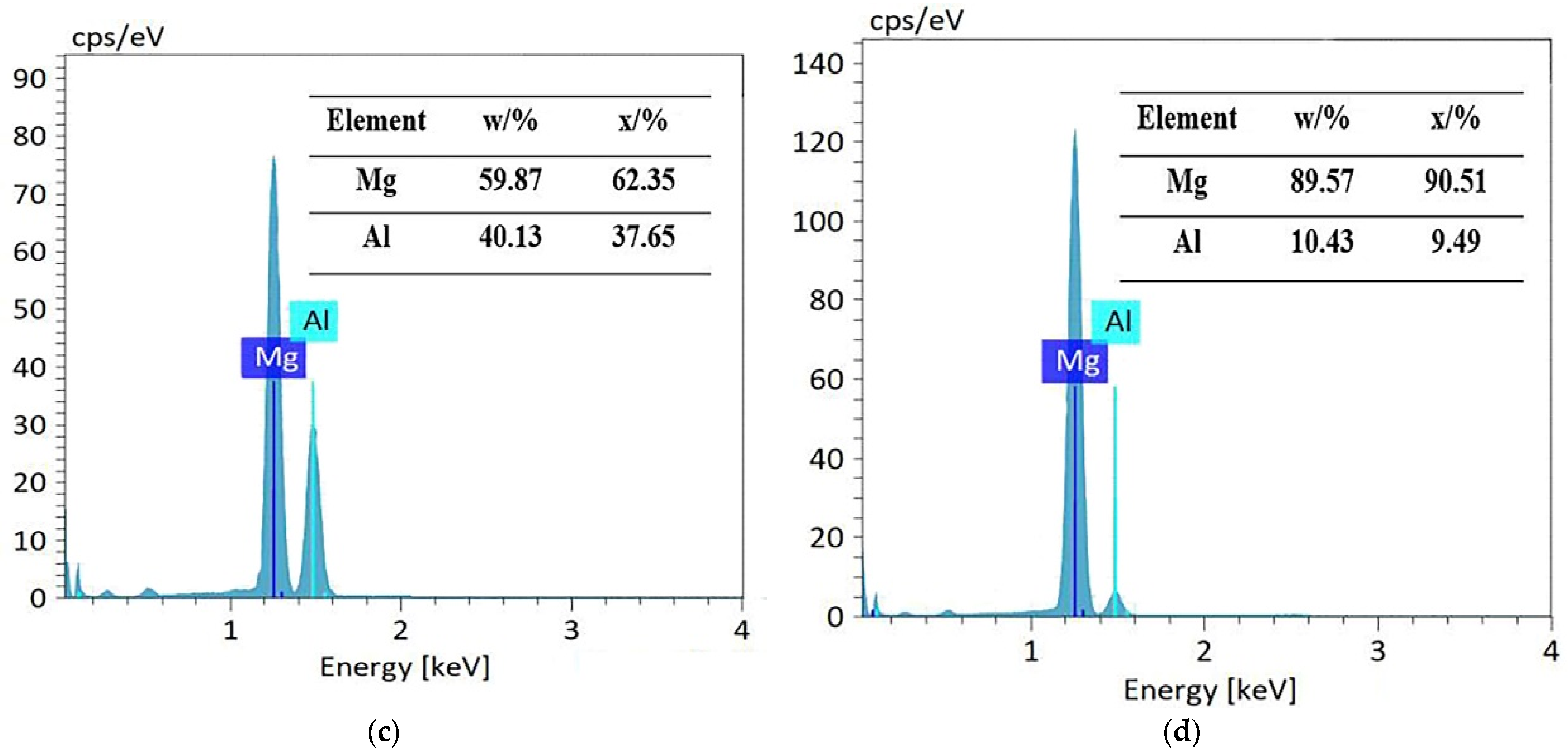
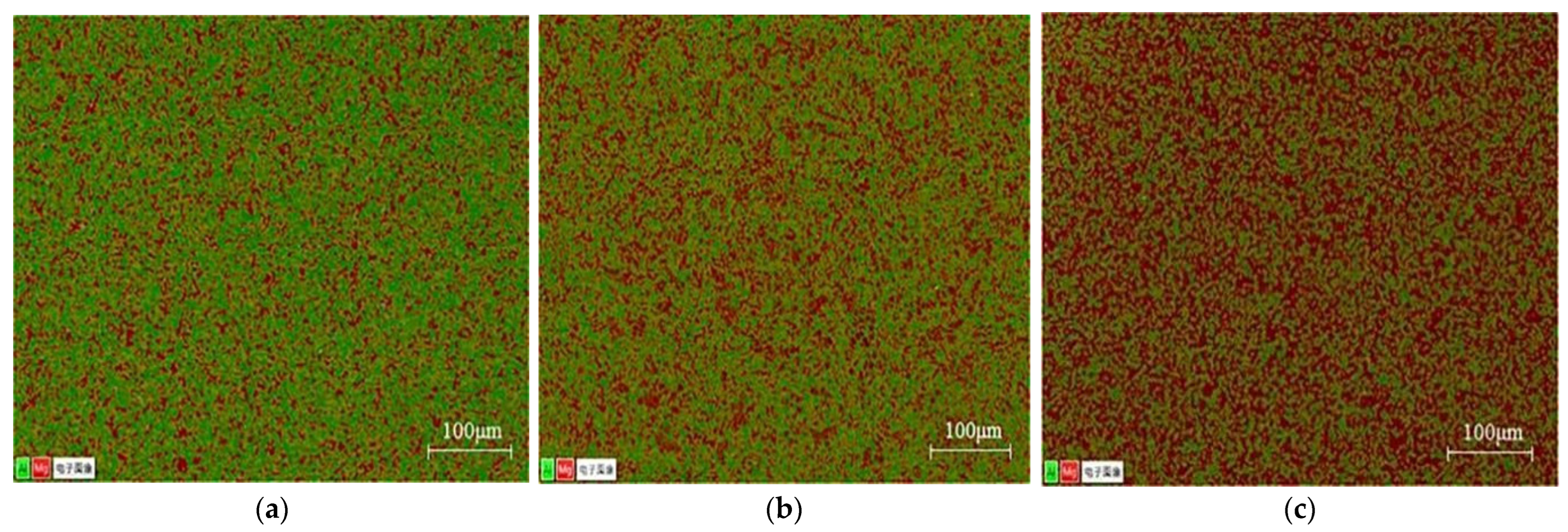
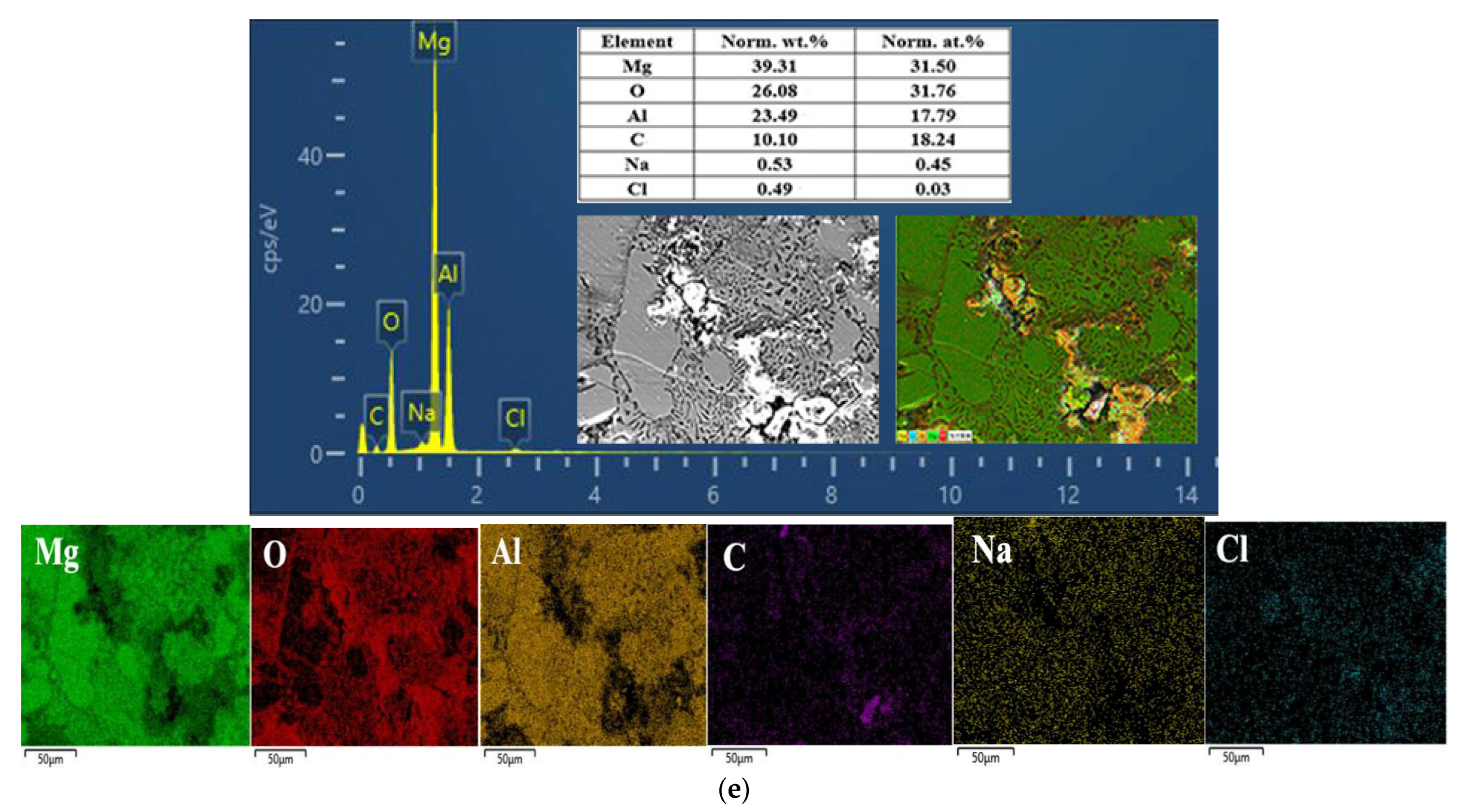
3.3. Cross-Sectional Structure and Energy Spectrum Analysis
3.4. Linear Polarization
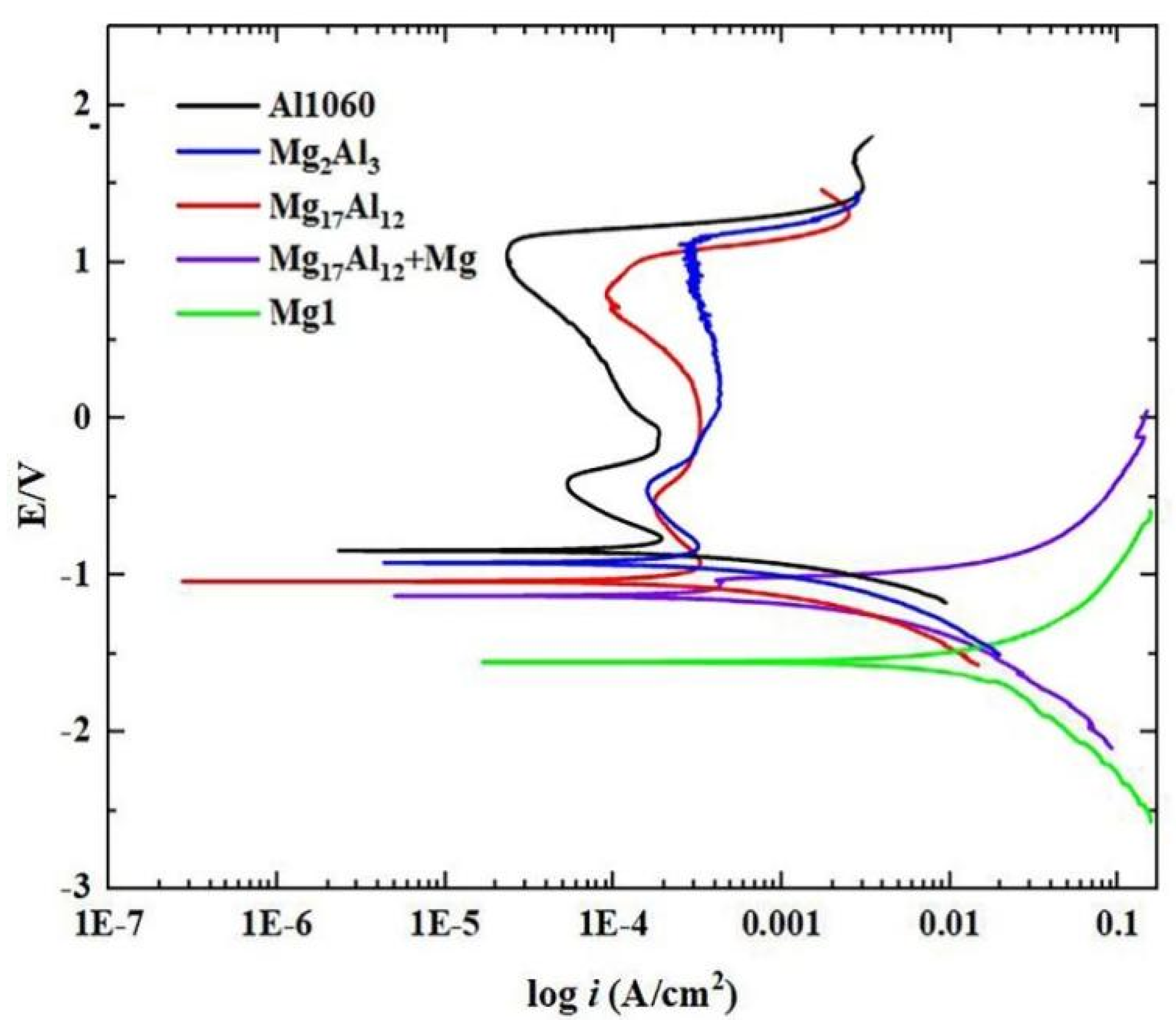
3.4.1. Analyses of Polarization Curves
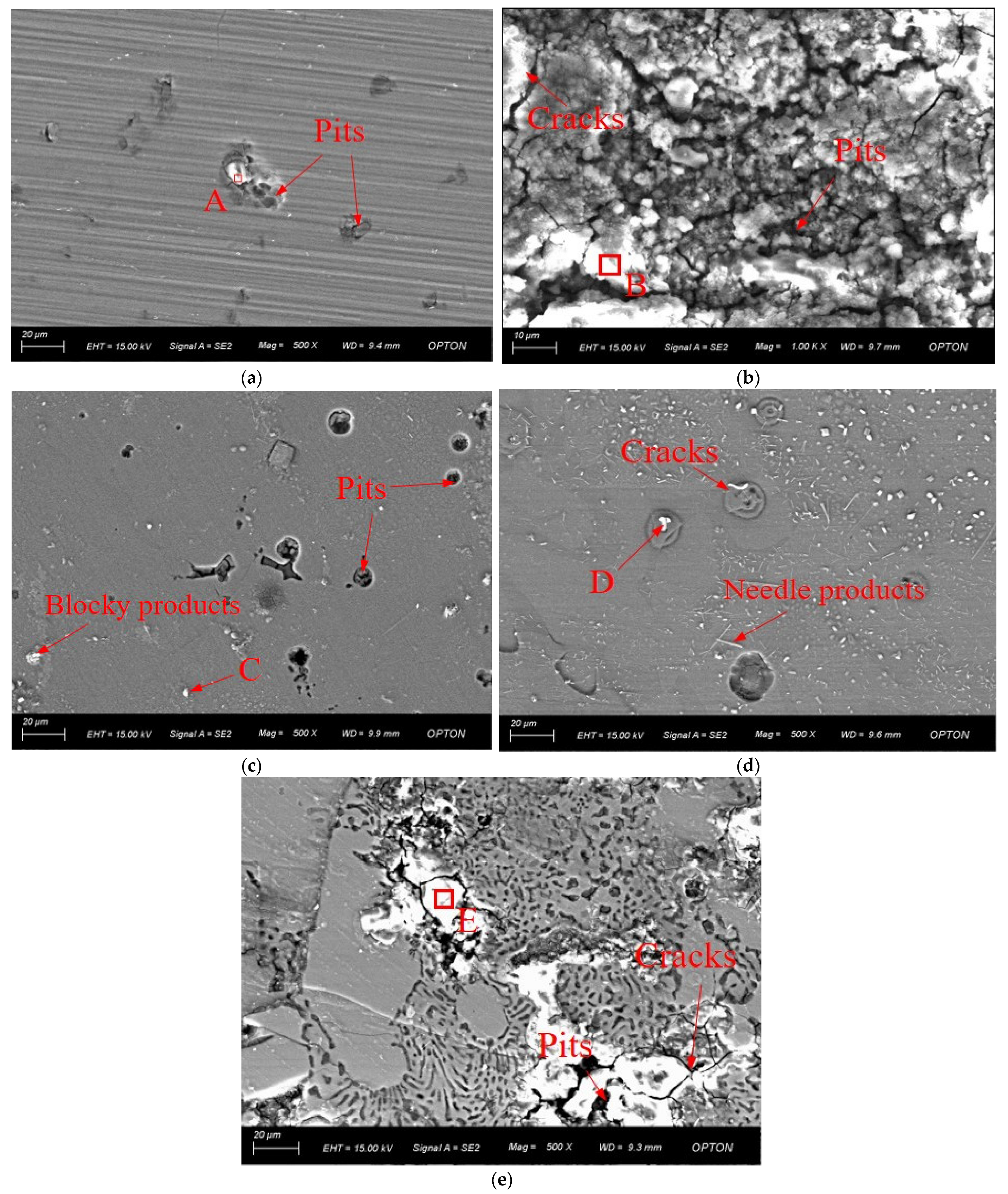
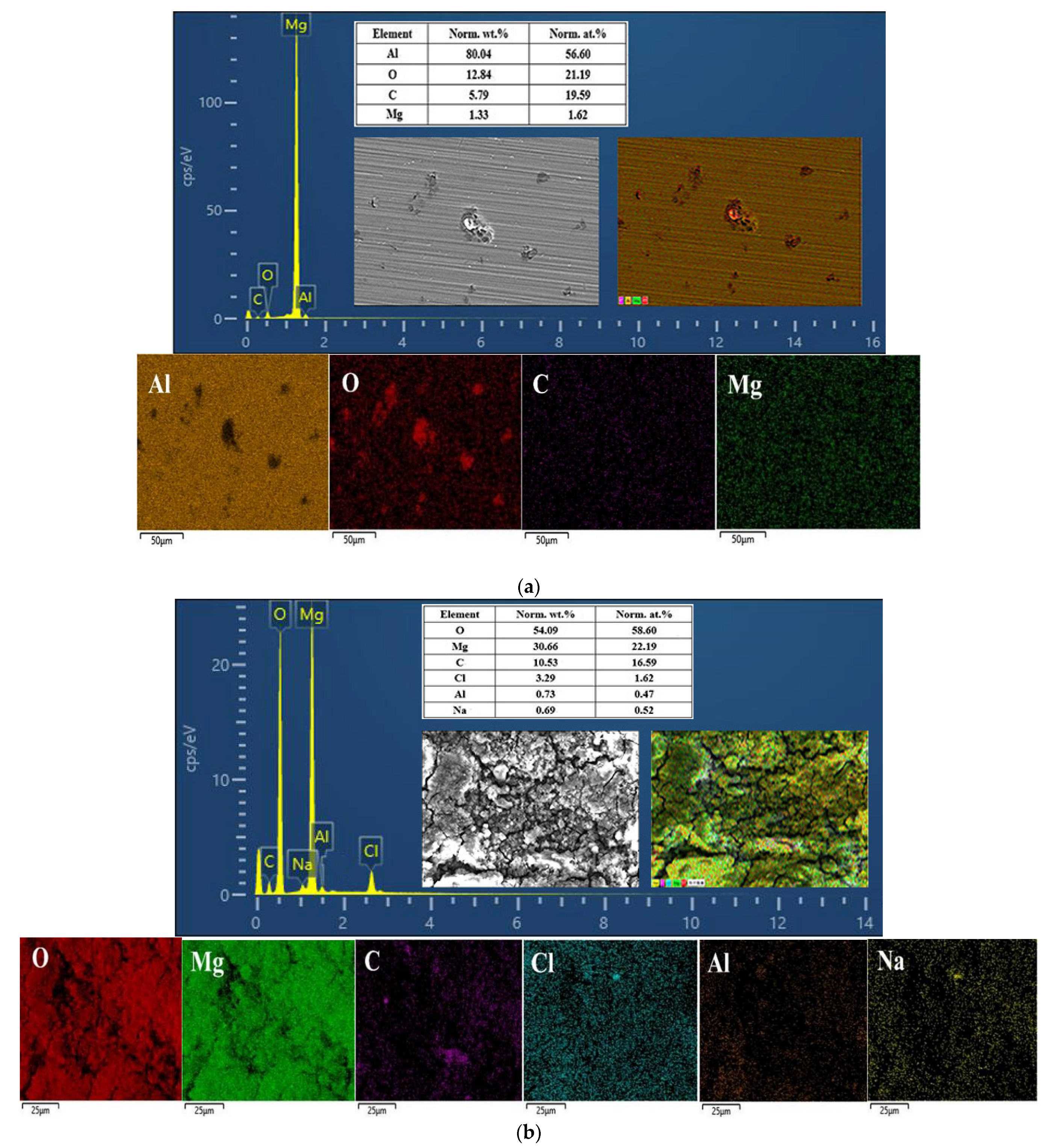
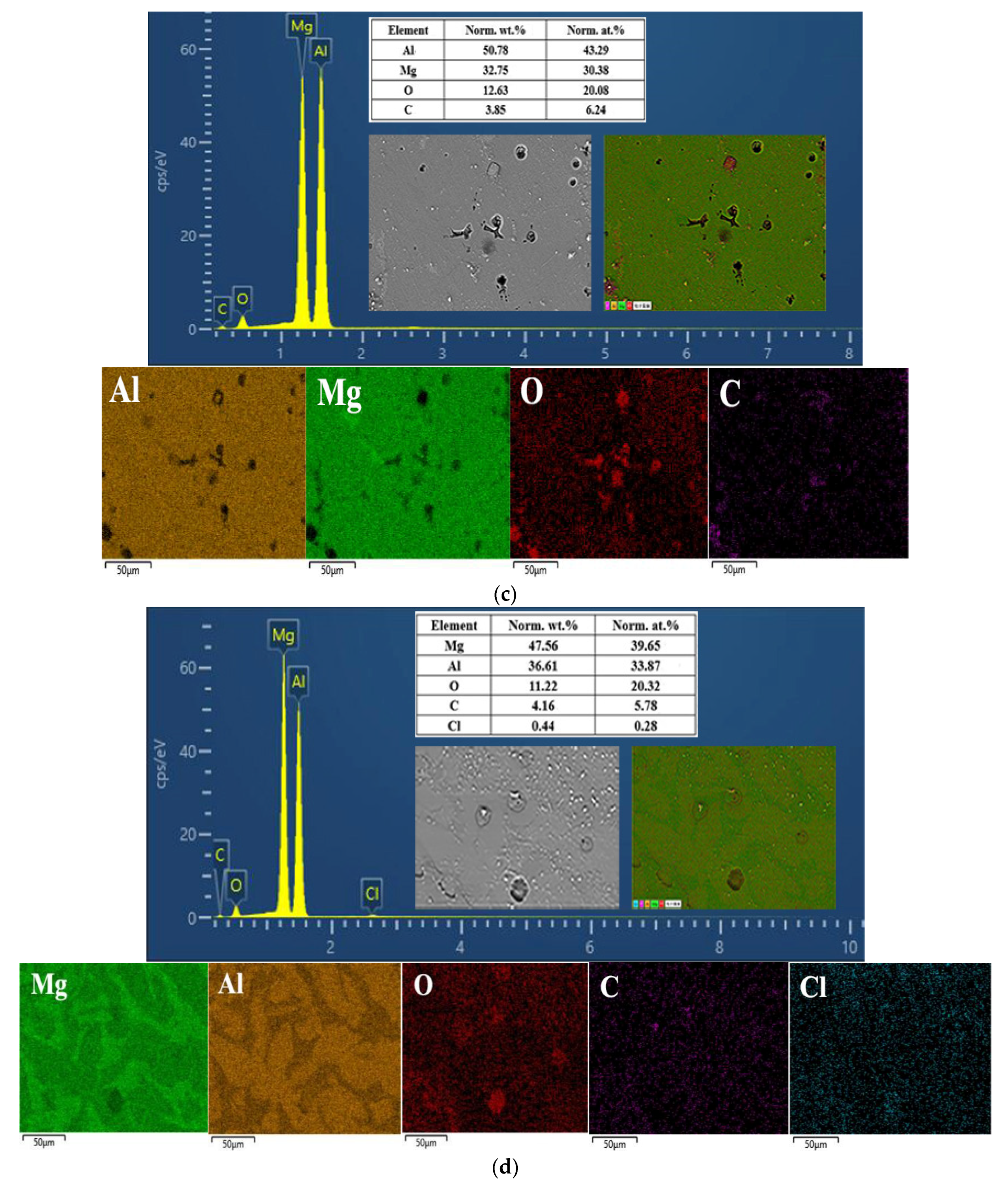
3.4.2. Analysis of Corrosion Morphology
4. Conclusions
- (1)
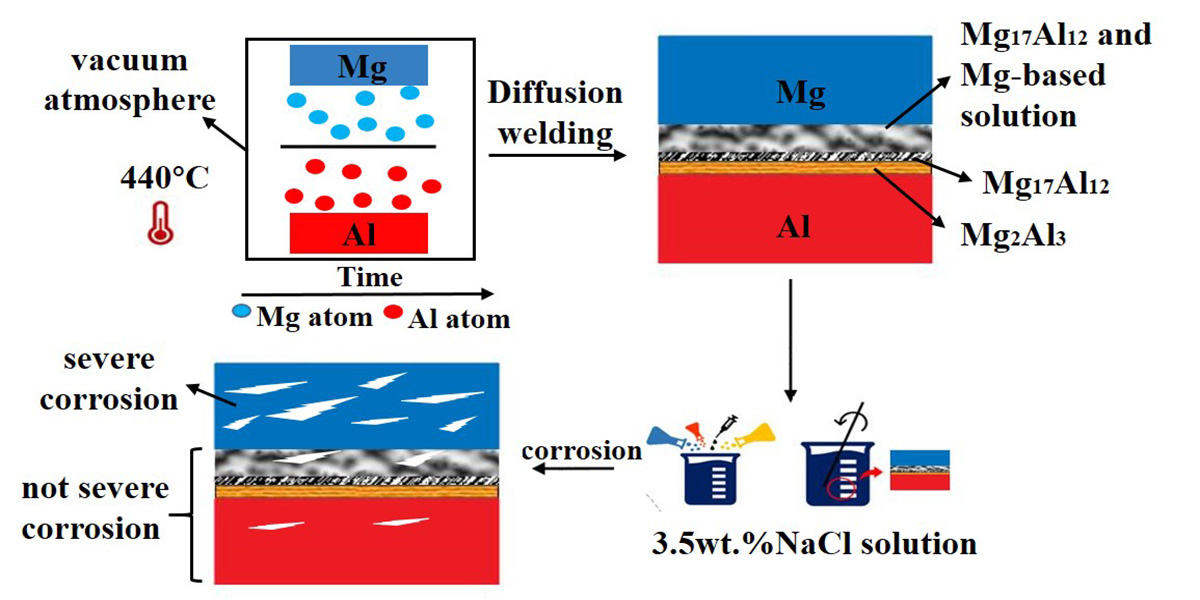
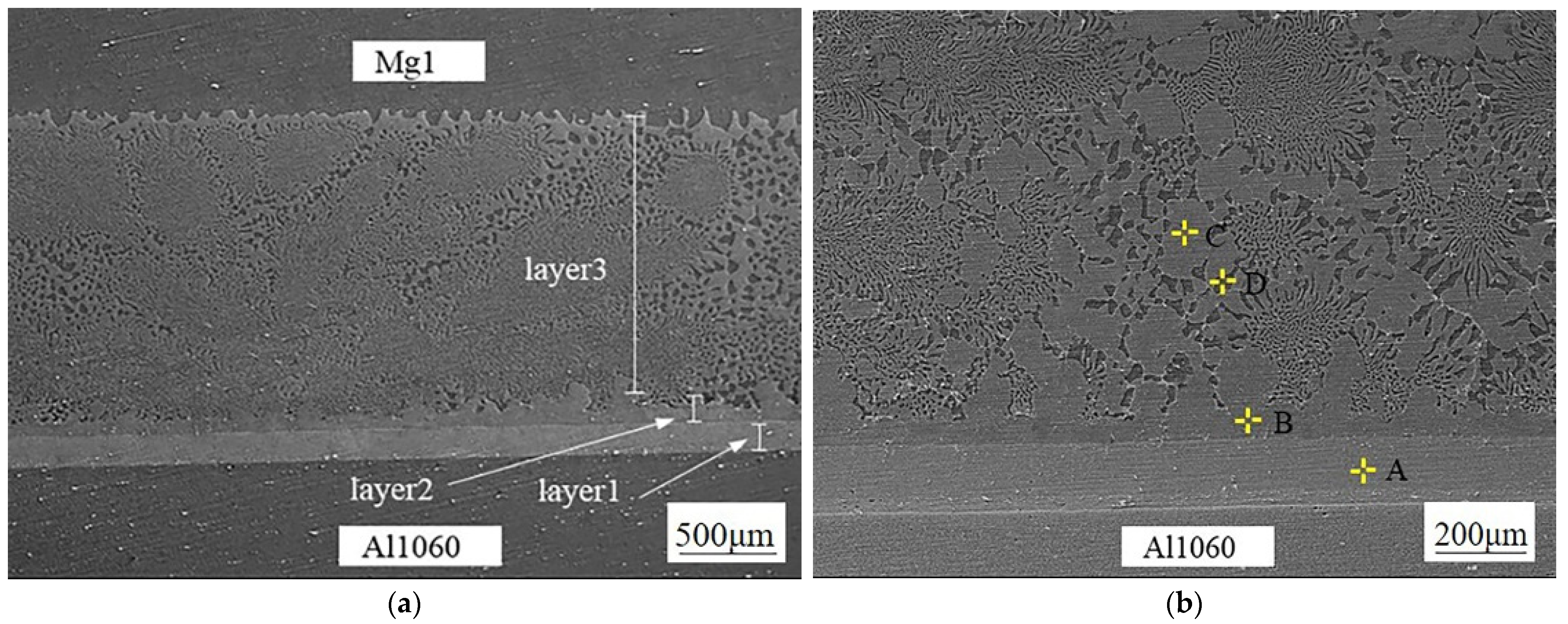
- Vacuum diffusion welding could realize the joining of Mg1/Al1060. The microstructure of the joint was excellent, and uniform diffusion layers were formed at the interface after sufficient diffusion of elements in the material structures. The diffusion layers from the Al side to the Mg side were: Mg2Al3, Mg17Al12, and Mg17Al12, and a Mg-based solid solution layer.
- (2)
- The results of the corrosion immersion tests have demonstrated that the Mg1 substrate was the first to be corroded in a 3.5 wt.% NaCl solution. Severe corrosion damage occurred on this surface after a short period in the solution. The corrosion rates of the Al1060 substrate and the diffusion layers were, thus, slower. The Mg1 substrate, in direct contact with the diffusion layers, acted as an anode in a galvanic cell. It indirectly protected the diffusion layers, which were the latest to be corroded. Among the diffusion layers, corrosion mainly occurred in the combined Mg17Al12 and Mg-based solid solution layer.
- (3)
- Linear polarization curves and corrosion morphology analyses also showed that the corrosion resistance of Mg1 was the worst in an aggressive NaCl environment, as compared with the Al1060 substrate and the diffusion layers. It was followed by the combined Mg17Al12 and Mg-based solid solution layer. As measured by potential electrochemistry, severe corrosion occurred on the surfaces of these compounds. On the contrary, the Mg2Al3 and Mg17Al12 layers showed excellent corrosion resistance comparable to that of Al1060. The order of corrosion rate of tested samples was Mg1 > Mg17Al12 and Mg-based solid solution > Mg2Al3 > Mg17Al12 > Al1060.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Li, X.R.; Liang, W.; Zhao, X.G.; Zhang, Y.; Fu, X.P. Bonding of Mg and Al with Mg–Al eutectic alloy and its application in aluminum coating on magnesium. J. Alloy. Compd. 2009, 471, 408–411. [Google Scholar] [CrossRef]
- Zeng, X.Y.; Wang, Y.X.; Li, X.Q.; Li, X.J.; Zhao, T.J. Effect of inert gas-shielding on the interface and mechanical properties of Mg/Al explosive welding composite plate. J. Manuf. Process. 2019, 45, 166–175. [Google Scholar] [CrossRef]
- Liu, F.; Wang, H.Y.; Liu, L.M. Characterization of Mg/Al butt joints welded by gas tungsten arc filling with Zn–29.5Al–0.5Ti filler metal. Mater. Charact. 2014, 90, 1–6. [Google Scholar] [CrossRef]
- Maity, S.; Chabri, S.; Chatterjee, S.; Bera, S.; Sinha, A. Micromechanical behavior of β-Al3Mg2-dispersed aluminum composite prepared by high-energy ball milling and hot pressing. J. Compos Mater. 2016. [Google Scholar] [CrossRef]
- Shan, L.H.; Othman, N.H.; Gerlich, A. Review of research progress on aluminium–magnesium dissimilar friction stir welding. Sci. Technol. Weld. Joi. 2017, 8, 256–270. [Google Scholar]
- Kumar, S.; Wu, G.; Gao, S. Process Parametric Dependency of Axial Downward Force and Macro-and Microstructural Morphologies in Ultrasonically Assisted Friction Stir Welding of Al/Mg Alloys. Metall. Mater. Trans. A 2020, 51, 2863–2881. [Google Scholar] [CrossRef]
- Borrisutthekul, R.; Miyashita, Y.; Mutoh, Y. Dissimilar material laser welding between magnesium alloy AZ31B and aluminum alloy A5052-O. Sci. Technol. Adv. Mater. 2005, 6, 199–204. [Google Scholar] [CrossRef]
- Gao, Q.; Wang, K.H. Influence of Zn Interlayer on Interfacial Microstructure and Mechanical Properties of TIG Lap-Welded Mg/Al Joints. J. Mater. Eng. Perform. 2016, 25, 756–763. [Google Scholar] [CrossRef]
- Zheng, Y.; Pan, X.M.; Ma, Y.L.; Liu, S.M.; Zang, L.B. Microstructure and Corrosion Behavior of Friction Stir-Welded 6061 Al/AZ31 Mg Joints with a Zr Interlayer. Materials 2019, 12, 1115. [Google Scholar] [CrossRef]
- Masoudian, A.; Tahaei, A.; Shakiba, A.; Sharifianjazi, F.; Mouandesi, J.A. Microstructure and mechanical properties of friction stir weld of dissimilar AZ31-O magnesium alloy to 6061-T6 aluminum alloy. Trans. Nonferrous Met. Soc. China. 2014, 24, 1317–1322. [Google Scholar] [CrossRef]
- Afghahi, S.S.S.; Jafarian, M.; Paidar, M.; Jafarian, M. Diffusion bonding of Al 7075 and Mg AZ31 alloys: Process parameters, microstructural analysis and mechanical properties. Trans. Nonferrous Met. Soc. China. 2016, 26, 1843–1851. [Google Scholar] [CrossRef]
- Yin, F.X.; Liu, C.C.; Zhang, Y.G.; Qin, Y.F.; Liu, N. Effect of Ni interlayer on characteristics of diffusion bonded Mg/Al joints. Mater. Sci. Technol. 2018, 34, 1104–1111. [Google Scholar] [CrossRef]
- Gu, X.Y.; Sui, C.L.; Liu, J.; Li, D.L.; Meng, Z.Y.; Zhu, K.X. Microstructure and mechanical properties of Mg/Al joints welded by ultrasonic spot welding with Zn interlayer. Mater. Des. 2019, 181, 108103. [Google Scholar] [CrossRef]
- Tabandeh, L.; Khorramabadi, G.S.; Karami, A.; Atafar, Z.; Sharafi, H.; Dargahi, A.; Amirian, F. Evaluation of heavy metal contamination and scaling and corrosion potential in drinking water resources in Nurabad city of Lorestan. Int. J. Pharm. Technol. 2016, 8, 13137–13154. [Google Scholar]
- Dargahi, A.; Shokri, R.; Mohammadi, M.; Azizi, A.; Tabandeh, L.; Jamshidi, A.; Beidaghi, S. Investigating of the corrosion and deposition potentials of drinking water sources using corrosion index: A case study of Dehloran. J. Chem. Pharm. Sci. 2016, 974, 2115. [Google Scholar]
- Kannan, M.B.; Raman, R. In Vitro Degradation and Mechanical Integrity of Calcium-Containing Magnesium Alloys in Modified-Simulated Body Fluid. Biomaterials 2008, 29, 2306–2314. [Google Scholar] [CrossRef]
- He, M.F.; Hu, W.B.; Zhao, S.; Liu, L.; Wu, Y.T. Novel multilayer Mg–Al intermetallic coating for corrosion protection of magnesium alloy by molten salts treatment. Trans. Nonferrous Met. Soc. China 2012, 22, 74–78. [Google Scholar] [CrossRef]
- Azizi, A.; Alimardan, H. Effect of welding temperature and duration on properties of 7075 Al to AZ31B Mg diffusion bonded joint. Trans. Nonferrous Met. Soc. China 2016, 26, 85–92. [Google Scholar] [CrossRef]
- Zheng, B.; Zhao, L.; Dong, S.J.; Hu, X.B. First Principles Study on Mg-Al Intermetallic Compounds. Mater. Rep. 2019, 14, 2426–2430. [Google Scholar]
- Ma, Y.Z.; Wu, L.; Long, L.P.; Liu, W.S.; Liu, C. Microstructure and mechanic property of Mg/Al joints obtained by vacuum diffusion bonding. Trans. Nonferrous Met. Soc. China 2017, 27, 1083–1090. [Google Scholar]
- Fernandus, M.J.; Senthilkumar, T.; Balasubramanian, V.; Rajakumar, S. Optimizing Diffusion Bonding Parameters in AA6061-T6 Aluminum and AZ80 Magnesium Alloy Dissimilar Joints. J. Mater. Eng. Perform. 2012, 21, 2303–2315. [Google Scholar] [CrossRef]
- Wang, Y.Y.; Luo, G.Q.; Zhang, J.; Sheng, Q.; Zhang, L.M. Microstructure and mechanical properties of diffusion-bonded Mg-Al joints using silver film as interlayer. Mater. Sci. Eng. A 2013, 559, 868–874. [Google Scholar] [CrossRef]
- Shang, J.; Wang, K.H.; Zhou, Q.; Zhang, D.K.; Huang, J. Effect of joining temperature on microstructure and properties of diffusion bonded Mg/Al joints. Trans. Nonferrous Met. Soc. China 2012, 22, 1961–1966. [Google Scholar] [CrossRef]
- Liu, L.; Liu, X.; Liu, S. Microstructure of laser-TIG hybrid welds of dissimilar Mg alloy and Al alloy with Ce as interlayer. Scripta. Mater. 2006, 55, 383–386. [Google Scholar] [CrossRef]
- Peng, L.; Li, Y.J.; Ge, H.R.; Wang, J. Investigation of interfacial structure of Mg/Al vacuum diffusion-bonded joint. Vacuum 2006, 80, 395–399. [Google Scholar] [CrossRef]
- Sato, Y.S.; Park, S.; Michiuchi, M.; Kokawa, H. Constitutional liquation during dissimilar friction stir welding of Al and Mg alloys. Scripta. Mater. 2004, 50, 1233–1236. [Google Scholar] [CrossRef]
- Zhang, M.X.; Huang, H.; Spencer, K. Nanomechanics of Mg-Al intermetallic compounds. Surf. Coat. Technol. 2010, 204, 2118–2122. [Google Scholar] [CrossRef]
- Bu, H.Y.; Yandouzi, M.; Lu, C.; MacDonald, D.; Jodoin, B. Cold spray blended Al + Mg17Al12 coating for corrosion protection of AZ91D magnesium alloy. Surf. Coat. Technol. 2012, 207, 155–162. [Google Scholar] [CrossRef]
- Burduhos-Nergis, D.P.; Vizureanu, P.; Sandu, A.V. Phosphate Surface Treatment for Improving the Corrosion Resistance of the C45 Carbon Steel Used in Carabiners Manufacturing. Materials 2020, 13, 3410. [Google Scholar] [CrossRef]
- Song, G.L.; Atrens, A.; Wu, X.L.; Zhang, B. Corrosion behaviour of AZ21, AZ501 and AZ91 in Sodium Chloride. Corros. Sci. 1998, 40, 1769–1791. [Google Scholar] [CrossRef]
- Song, G.L.; Atrens, A. corrosion mechanisms of magnesium alloys. Adv. Eng. Mater. 1999, 1, 11–33. [Google Scholar] [CrossRef]
- Ji, G.; Liu, H.; Yang, G.J.; Luo, X.T.; Li, C.X.; He, G.Y.; Zhou, L.; Liang, T. Formation of Intermetallic Compounds in a Cold-Sprayed Aluminum Coating on Magnesium Alloy Substrate after Friction Stir-Spot-Processing. J. Therm. Spray Technol. 2021, 30, 1464–1481. [Google Scholar] [CrossRef]
- Bu, H.Y.; Yanddouzi, M.; Lu, C.; Jodoin, B. Post-heat Treatment Effects on Cold-Sprayed Aluminum Coatings on AZ91D Magnesium Substrates. J. Therm. Spray Technol. 2012, 21, 731–739. [Google Scholar] [CrossRef]
- Spencer, K.; Zhang, M.X. Heat treatment of cold spray coatings to form protective intermetallic layers. Scr. Mater. 2009, 61, 44–47. [Google Scholar] [CrossRef]
- Bejinariu, C.; Burduhos-Nergis, D.P.; Cimpoesu, N. Immersion Behavior of Carbon Steel, Phosphate Carbon Steel and Phosphate and Painted Carbon Steel in Saltwater. Materials 2021, 14, 188. [Google Scholar] [CrossRef]
- Chakradhar, R.P.S.; Mouli, G.C.; Barshulia, H.; Srivastava, M. Improved Corrosion Protection of Magnesium Alloys AZ31B and AZ91 by Cold-Sprayed Aluminum Coatings. J. Therm. Spray Technol. 2021, 30, 371–384. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Mg | Al | Mn | Cu | Si | Fe | Ca | Ni |
|---|---|---|---|---|---|---|---|
| Bal. | 0.2 | 0.22 | 0.0008 | 0.012 | 0.0021 | 0.0015 | 0.0009 |
| Al | Mg | Mn | Cu | Si | Fe | Zn | Ni |
|---|---|---|---|---|---|---|---|
| Bal. | 0.05 | 0.10 | 0.007 | 0.012 | 0.20 | 0.25 | 0.0016 |
| Position | Mole Fraction/% | |
|---|---|---|
| Al | Mg | |
| A | 61.60 | 38.40 |
| B | 39.72 | 60.28 |
| C | 26.14 | 73.86 |
| Samples | Ecorr (V) | Icorr (A/cm2) | Rp (Ω cm2) | Vcor (mm/year) |
|---|---|---|---|---|
| Al1060 | −0.84 | 1.483 × 10−4 | 175.96 | 5.0377 |
| Mg2Al3 | −0.98 | 1.419 × 10−4 | 183.9 | 7.2302 |
| Mg17Al12 | −1.03 | 1.346 × 10−4 | 209.3 | 6.3529 |
| Mg17Al12 + Mg | −1.14 | 3.320 × 10−4 | 81.007 | 16.414 |
| Mg1 | −1.55 | 2.199 × 10−3 | 11.861 | 115.97 |
| Position | Mole Fraction/% | ||||
|---|---|---|---|---|---|
| Mg | Al | O | Cl | C | |
| A | 0.31 | 45.04 | 50.04 | 0.93 | 3.68 |
| B | 30.25 | 0.40 | 58.42 | 3.91 | 7.02 |
| C | 21.96 | 23.48 | 45.62 | 2.68 | 6.26 |
| D | 20.47 | 16.29 | 48.95 | 5.62 | 8.67 |
| E | 22.19 | 12.81 | 58.57 | 1.19 | 4.31 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, S.; Ding, Y.; Zhuang, Z.; Ju, D. Corrosion Resistance of Mg/Al Vacuum Diffusion Layers. Coatings 2022, 12, 1439. https://doi.org/10.3390/coatings12101439
Zhang S, Ding Y, Zhuang Z, Ju D. Corrosion Resistance of Mg/Al Vacuum Diffusion Layers. Coatings. 2022; 12(10):1439. https://doi.org/10.3390/coatings12101439
Chicago/Turabian StyleZhang, Shixue, Yunlong Ding, Zhiguo Zhuang, and Dongying Ju. 2022. "Corrosion Resistance of Mg/Al Vacuum Diffusion Layers" Coatings 12, no. 10: 1439. https://doi.org/10.3390/coatings12101439